Область техники.
Изобретение относится к области металлургии и машиностроения, а именно к разработке способов повышения работоспособности, надежности и увеличению долговечности деталей машин, в частности деталей энергетических и транспортных турбин, и, в особенности, газовых турбин авиадвигателей путем совершенствования технологии нанесения защитных покрытий.
Предшествующий уровень техники.
Детали многих изделий машиностроения подвергаются разрушению под действием агрессивных компонентов рабочих сред, напряжений от рабочих нагрузок и переменных температур, что требует применения защитных покрытий. Особенно остро стоит вопрос защиты поверхностей деталей в транспортном и энергетическом турбостроении, и в частности в газотурбостроении. Газотурбинные установки (ГТУ) широко применяются в современной технике: двигатели самолетов и вертолетов, судовые газотурбинные двигатели (ГТД), энергетические ГТУ и газоперекачивающие агрегаты (ГПА). Основными деталями, определяющими надежность, экономичность и ресурс работы таких установок, являются турбинные лопатки (ТЛ). Эти лопатки работают в очень сложных условиях: при высоких температурах, в агрессивных газовых потоках, которые могут содержать кислород, серу, окислы ванадия и другие агрессивные элементы, при высоких усталостных и термоусталостных нагрузках.
При наличии в лопатках внутренних каналов эти полости подвергаются окислению, особенно для современных жаропрочных сплавов с пониженным содержанием хрома. В эксплуатации происходит образование трещин и отслаивание покрытий, их диффузионное рассасывание и коррозионно-эрозионное разрушение, изменение химического и фазового состава поверхностных слоев. Это приводит к снижению надежности лопаток, необходимости снятия их с эксплуатации.
Лопатки турбин изготавливаются из дорогостоящих жаропрочных сплавов по сложной технологии, например путем направленной кристаллизации или монокристаллического литья, поэтому их стоимость чрезвычайно высока. Понятно, что технологии нанесения защитных покрытий на такие детали, которые увеличивают работоспособность и долговечность лопаток, имеют большое экономическое и техническое значение.
Хорошо известны способы нанесения на жаропрочные сплавы алюминидных покрытий и покрытий системы Me-Cr-Al-Y: Патенты США №№ 3542530; 3544348; 3918139; 3961098; 3928026; 3993454; 4000507; 4132816; 4034142, алюминидные покрытия, легированные благородными металлами Pt, Ro, Pd (Патент США 3819338), способ защиты лопаток газовых турбин от высокотемпературной коррозии (Патент РФ №2033474), включающий вакуумное осаждение двух слоев - сплава системы Me-Cr-Al-Y и сплава на основе алюминия с последующим вакуумным отжигом.
Способы диффузионных порошковых и через газовую фазу покрытий на основе интерметаллидов алюминия при достаточно высокой жаростойкости имеют пониженную стойкость к термическим напряжениям и коррозионную стойкость в агрессивных продуктах сгорания. Легированные благородными металлами покрытия дороги и экономически не всегда оправданы. Шликерные технологии не позволяют получать покрытия, однородные по толщине, и не обеспечивают достаточной плотности. Алюминидные покрытия также имеют высокую теплопроводность и недостаточно благоприятное соотношение коэффициентов линейного термического расширения с оксидными керамическими слоями.
Многокомпонентные покрытия системы Me-Cr-Al-Y и их модификации часто не обеспечивают необходимого ресурса детали вследствие либо недостаточной жаростойкости, либо отслаивания покрытия и коррозии.
Особенно серьезные проблемы возникают при подготовке поверхности деталей из жаропрочных сплавов под нанесение покрытий вакуумно-плазменным методом для обеспечения высокой адгезии покрытия с основным сплавом.
Патент США 4080486, в котором описан способ диффузионного порошкового нанесения алюминидного покрытия на наружные поверхности деталей, после нанесения вакуумно-плазменного покрытия системы MeCrAlY, не использует всех возможностей для обеспечения максимального сопротивления газовой коррозии и не обеспечивает защиту внутренних охлаждаемых полостей.
В Европейском патенте ЕР 0-897-996 А1 описывается комплексное покрытие для матриц из жаропрочных сплавов на никелевой или кобальтовой основе, таких как лопатки турбин ГТД. Указанное запатентованное комплексное покрытие представляет собой покрытие типа MeCrAlY, где Me - элемент, выбранный из железа, никеля или кобальта, которое подвергается алитированию методом диффузионного насыщения газофазным методом, в том числе создание диффузионного алюминидного покрытия поверх системы MeCrAlY на наружных поверхностях и алюминидного покрытия на внутренних поверхностях покрываемого изделия, как с платиновым подслоем, так и без него.
Данный способ является наиболее близким к предлагаемому изобретению, но оставляет возможности для дальнейшего увеличения стойкости против отслаивания покрытия и эрозии, увеличению термической усталости сплава с покрытием, а также повышению стойкости к сульфидной коррозии.
В патенте РФ №2073742 заявлен способ получения защитного покрытия на сплавах, состоящий из нанесения слоя из многокомпонентного сплава Ni-Cr-Al-Ta-Y и последующего хромоалитирования порошковым методом и закалкой из вакуумной печи от 1200°С.
В этом случае также остается возможность увеличения служебных свойств покрытия и повышения долговечности детали с покрытием.
Патент РФ №2113538 описывает способ импульсно-периодической ионной и плазменной обработки изделий и устройство для его осуществления, в котором предусмотрено устройство для непрерывной генерации плазмы, а дозы облучения ионами регулируется за счет изменения частоты следования и длительности импульсов и изменением расстояния от источника до изделия. В этом патенте вопросы формирования покрытий и возможности использования заявленного устройства для совершенствования технологии покрытий не рассматриваются.
Заявленный в патенте РФ №2029796 способ комбинированной ионно-плазменной обработки изделий, предусматривает обработку поверхности изделий, в частности пластин из быстрорежущей стали, направленным пуском ускоренных частиц перед нанесением покрытия для частичного разрушения хрупких пассивирующихся фаз в поверхности, что позволило несколько повысить связь между покрытием и основой.
Настоящее изобретение посвящено проблеме долговечности и надежности деталей машиностроения, и в частности, изготовленных из жаропрочных сплавов на основе железа, никеля, кобальта с высокотемпературными комплексными защитными покрытиями, а именно совершенствованию методов нанесения комплексных защитных покрытий на детали и, в особенности, на лопатки газовых турбин.
Раскрытие изобретения.
Предметом настоящего изобретения является способ нанесения комплексного защитного покрытия на поверхность деталей из жаропрочных сплавов на основе железа, никеля, или кобальта, состоящего из нескольких микрослоев различного назначения и толщины: микрослоев с высокими характеристиками жаростойкости; микрослоев с высокой пластичностью; барьерных микрослоев, препятствующих диффузии компонентов покрытия в основу и между слоями; микрослоев, способствующих прочной связи покрытия с основой и различных микрослоев между собой; коррозионностойких микрослоев, обеспечивающих стойкость к коррозии; теплобарьерных микрослоев, снижающих температуру основного жаропрочного сплава детали.
Некоторые микрослои выполняют одновременно несколько функций. Например, интерметаллидные слои служат поставщиками компонентов в наружную зону для восстановления выработанных оксидных фаз, например алюминия, и препятствуют диффузии во внутренние слои и в основной жаропрочный сплав.
Основными видами микрослоев в заявленном способе нанесения покрытий являются:
- (ИМ) интерметаллидные микрослои типа Me1Me2, Me1(Me2)3, где Me1- Ni, Co, Fe, a Me2- Al, Ti, Zr, Si, Cr и твердых растворов на основе этих фаз;
- (ПМ) промежуточные микрослои, образованные в результате ионной имплантации в основу, или в нанесенные микрослои элементов из группы: нейтральных газов, углерода, хрома, алюминия, кремния и элементов групп IIIA (Sc, Y, La), и IYA (Ti, Zr, Hf).
- (МКС) микрослои из многокомпонентных конденсированных сплавов следующих типов (Co, Ni)-Cr-Al-Y и Al-Cr-Si-Ni-Y, Al-Ni-Si-Y;
- (ОС) оксидных слоев, состоящих из ZrO2, Y2О3, MgO, Al2О3, СаО и шпинелей этих оксидов.
Предметом данного изобретения является способ нанесения комплексных защитных многослойных покрытий и увеличения долговечности деталей машин путем сочетания и одновременного использования диффузионных, вакуумно-плазменных, электронно-лучевых технологий, ионной имплантации и отжигов в контролируемых атмосферах.
Сущность способа, заявленного в изобретении, состоит в том, что выбирается наиболее эффективное сочетание отдельных микрослоев и их нанесение происходит одновременно или последовательно с ионной имплантацией выбранных элементов в поверхностные слои. Это позволяет получить защитные покрытия с более высоким комплексом характеристик и существенно увеличить долговечность деталей машин, в частности, лопаток газовых турбин в эксплуатации.
Вторым предметом данного изобретения являются установки для нанесения многослойных защитных покрытий на детали машин, и особенно на лопатки газовых турбин, которые обеспечивают управление энергией ионов, и, следовательно, проведением различных операций в одной установке (очистка, распыление, травление, напыление, имплантация) с сохранением высоких характеристик подготовки и чистоты (ювенильности) поверхности. Диффузионная металлизация циркуляционным газовым методом и термическая обработка в контролируемых атмосферах обеспечивают защиту труднодоступных поверхностей деталей от окисления и газовой коррозии и формирование оптимальных по составу и структуре оксидных фаз.
Поставленные цели достигаются тем, что используется способ нанесения комплексных многослойных защитных покрытий, причем состав, структура и свойства фаз в этих покрытиях модифицированы за счет ионной имплантации и применения дополнительных термических обработок.
При ионно-плазменном напылении конденсация элементов покрытия происходит на поверхности детали при ее непрерывном вращении в камере установки. В каждый данный момент времени на поверхности образуются новые слои конденсирующихся материалов, толщина которых сопоставима с глубиной имплантации ионов промышленными источниками. Следовательно, глубина модифицируемой зоны зависит от режимов напыления и параметров ионной имплантации. Поэтому имплантация непосредственно в процессе осаждения покрытия сопровождается более выраженными эффектами, чем последовательное осуществление указанных процессов. Выбор режимов нанесения покрытия и ионной имплантации проводится в зависимости от требований к свойствам различных микрослоев и покрытия в целом.
Количество микрослоев в комплексном покрытии определяется условиями работы детали и меняются в пределах 3-300, а толщина отдельных микрослоев составляет от 0,01 до 300 мкм. Порядок нанесения различных микрослоев и их толщина, а также режимы имплантационных обработок выбираются в зависимости от назначения детали и ее ресурса работы. Между микрослоями могут образовываться диффузионные зоны как в процессе нанесения покрытий, так и при отжигах, или в процессе работы.
Для осуществления настоящего изобретения используются технологии диффузионного насыщения металлами - диффузионная металлизация через газовую фазу или порошковыми методами, установки нанесения многокомпонентных конденсационных покрытий, дополнительно оборудованные ионными импланторами, а также печное оборудование с контролируемыми атмосферами для формирования диффузионных зон и оксидных слоев.
Описание чертежей
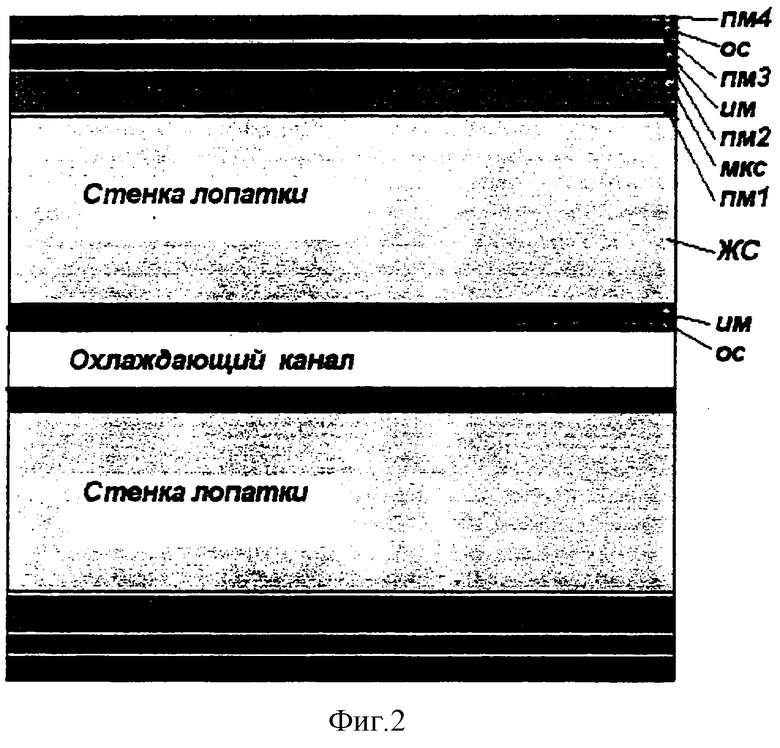
Фиг.1. Блок-схема установки МАП-1 для нанесения покрытий и ионной имплантации.
Фиг.2. Схема комплексного покрытия на лопатке авиационного двигателя из жаропрочного сплава с воздухоохлаждаемыми каналами: 1. (ЖС) жаропрочный сплав детали, 2. (ПМ1) промежуточный модифицированный микрослой, 3. (МКС) - многокомпонентный конденсационный слой, 4. (ПМ2) - промежуточный имплантационный микрослой, 5. (ИМ) - интерметаллидный слой, 6. (ПМ3) - промежуточный имплантационный микрослой, 7. (ОС) - внешний оксидный слой, 8. (ПМ4) - наружный модифицированный слой оксидов.
Подробное описание изобретения
Схема установки для ионно-плазменного в сочетании с ионной имплантацией нанесения покрытий приведена на фиг.1.
Установка предусматривает камеру для ионно-плазменного напыления с вращающимся столом для установки деталей, системы подачи и регулирования нейтральных и реакционных газов в рабочую камеру, системы контроля и регулирования параметров ионной очистки и напыления, системы контроля и регулирования температуры деталей.
В крышке рабочей камеры установки монтируется ионный источник, в котором предусмотрено получение ионов нейтральных и реакционных газов (азота, ацетилена, метана, диборана, кислорода) для соответствующей имплантации ионами нейтральных газов (аргона, неона). С этой целью источник снабжен автономной системой подачи и регулировки газовых смесей. Кроме того, в имплантере предусмотрен источник металлических ионов. Установка имплантера в крышке установки ионно-плазменного напыления производится таким образом, чтобы поток высокоэнергетических ионов был направлен на поверхность деталей, которые вращаются с помощью планетарного механизма. При установке имплантера также предусмотрена задвижка для защиты ионного источника от нежелательного напыления элементами при ионно-плазменном нанесении покрытий на детали.
Например, в качестве установки для напыления многокомпонентных сплавов и имплантации были использованы модернизированные промышленные установки МАП-1, а для нанесения переходных слоев и ионного перемешивания нейтральными газами установки на базе ННВ 6,6, в которых устанавливались ионные источники с ненакаливаемым катодом, ускоряющим напряжением 10-40 кВ, площадью сечения пучка 100 см2 и током пучка 10-75 мА.
Диффузионная металлизация производится в установках циркуляционного газового нанесения покрытий, или порошковым методом.
Различное количество микрослоев, их состав и толщина достигается путем изменения условий диффузионной металлизации (временем, составом диффундирующих элементов, температурой и режимом насыщения) или изменением режимов ионно-плазменного напыления и ионной имплантации (температурно-временным режимом, энергией и составом плазмы, параметрами ионной имплантации).
Под термином микрослой в данной заявке понимается слой чистого металла, или многокомпонентного сплава, или соединения нескольких металлов между собой - интерметаллидов, или твердых растворов на основе этих интерметаллидов, или соединений металлов с неметаллами. Микрослои наносятся с помощью ионов или нейтральных частиц в среде подходящего состава.
Толщина отдельного микрослоя выбирается в пределах 0,01-100 мк. Количество микрослоев в покрытии зависит от условий работы детали и составляет от 3 до 300.
Микрослой может быть дискретным слоем, отличающимся от основного материала детали, или другого ранее нанесенного микрослоя, или может составлять с ними некоторую смесь.
Интерметаллидные микрослои (ИМ), имеющие фазовый состав: Me1Me2 - (β) и Me1(Me2)3 - (γ1), твердых растворов - (γ), где M1 - никель, кобальт, железо, а М2 - алюминий, титан и другие легирующие элементы. Указанные слои наносят на основной жаропрочный сплав на основе железа, никеля или кобальта или на слой покрытия, полученный ионно-плазменным осаждением, электронно-лучевым напылением или имплантацией, с помощью процесса диффузионной металлизации, или ионно-плазменным напылением и отжигом.
Диффузионная металлизация осуществляется предпочтительно через газовую фазу, например, газовым циркуляционным нанесением (алитированием, хромоалитированием, алюмосилицированием, бороалитированием, цирконалитированием).
Интерметаллидные микрослои (ИМ) в другом варианте получают путем сочетания ионно-плазменного напыления сплава соответствующего состава и диффузионного отжига в контролируемой атмосфере.
Промежуточные микрослои (ПМ) образуются в результате ионной имплантации нейтральными газами, или углеродом, или хромом, или кремнием, или металлами, выбранными из группы IIIA-IYA (Sc, Y, La, Ti, Zr, Hf) или их сочетанием.
В другом случае промежуточные микрослои (ПМ) получают путем ионно-плазменного нанесения указанных металлов на подготовленную поверхность, ионного перемешивания при бомбардировке нейтральным газом, или углеродом, или кислородом.
Микрослои конденсационного многокомпонентного сплава (МКС), например сплавы типа Ni-Cr-Al-Y, Ni-Co-Cr-Al-Y, Al-Cr-Si-Ni-Y, Al-Si-Ni-B наносят на установке ионно-плазменного напыления, или электронно-лучевой установке.
Один или несколько слоев комплексного покрытия подвергается ионной имплантации для создания более прочной связи между слоями и повышения эксплуатационных характеристик покрытия. При этом образуются соединения с более высокими силами связи между компонентами и создаются новые соединения, существование которых не соответствует равновесным диаграммам состояния, а также происходят изменения в структуре отдельных микрослоев и покрытия в целом.
Рождение новых соединений происходит параллельно с процессами дефектообразования, возникают ультрадисперсные и аморфные структуры, происходят структурные переходы с возникновением более плотных упаковок, например из ОЦК в ГЦК и ГПУ.
Образующиеся при дозах выше 1016 ион/см2 преципитаты химических соединений металлов с неметаллическими элементами и интерметаллидов являются весьма стабильными и обладают высокими силами межатомных связей. Имплантация таких элементов, как иттрий, лантан, скандий, гафний тормозит отслаивание окисных пленок, снижает скорость окисления и увеличивает прочность сцепления оксидов и металла. Концентрация имплантируемого элемента в тонком поверхностном слое значительно выше, чем при объемном легировании, поэтому свойства поверхностных пленок резко отличаются от свойств сплавов данных компонентов. Например, при объемном легировании металлов иттрием, лантаном и другими редкоземельными элементами снижается их конструктивная прочность и пластичность, в то время как поверхностное легирование, не изменяя прочности, положительно сказывается на сопротивлении газовой коррозии.
Дальнейшей стадией нанесения комплексного покрытия является газоплазменное, шликерное или электронно-лучевое нанесение теплозащитного керамического слоя, например стабилизированного иттрием оксида циркония.
Еще одной операцией создания комплексного покрытия является отжиг в контролируемой атмосфере, или в вакууме с определенным остаточным давлением кислорода, для создания диффузионных зон в покрытии и формирования окисного поверхностного слоя оптимальной структуры и состава.
И еще одной операцией является обработка с помощью ионного имплантора высокоэнергетическими потоками ионов инертных газов, кислорода или элементами из группы лантана, иттрия, циркония, магния после завершения термических и химико-термических обработок детали для модификации поверхностного слоя и оптимизации уровня остаточных напряжений.
Для деталей, работающих при температурах 800-900°С и относительно невысокой агрессивности продуктах сгорания возможно использование простых алюминидных (ИМ) покрытий, полученных ионно-плазменным методом или диффузионной металлизацией с дополнительной модификацией поверхности жаропрочного сплава перед металлизацией, так и покрытия после осаждения.
В других случаях необходимо применять покрытия из многокомпонентных конденсированных сплавов (МКС) типа никель-кобальт-хром-алюминий-иттрий, с модификацией поверхности жаропрочного сплава перед напылением и покрытия после осаждения.
Еще один из вариантов данного изобретения представляет сочетание процессов, использующих технологии газового циркуляционного нанесения покрытий и установки ионно-плазменного нанесения покрытий, оборудованные ионными имплантерами. Это позволяет обеспечить защиту как внутренних полостей охлаждаемых лопаток, так и наружных поверхностей детали путем создания на покрытии из сплава системы никель-кобальт-хром-алюминий-иттрий слоя интерметаллидов на основе сплавов никеля и алюминия с высокой стойкостью против окисления, причем стойкость такого покрытия улучшена за счет создания адгезионных слоев на границе основа-покрытие, а также в результате дополнительной имплантации в различные микрослои элементов, повышающих служебные свойства покрытия.
Один из вариантов предусматривает ионно-плазменное нанесение многокомпонентного конденсационного сплава и модификацию путем ионной имплантации микрослоев, в сочетании с диффузионной металлизацией путем создания слоя интерметаллидов алюминия и никеля, легированных хромом, кремнием и нанесением теплобарьерной оксидной керамики на электронно-лучевой установке или методом газотермического напыления.
Комплексное покрытие содержит различное количество микрослоев: на сплав наносится ионно-плазменным методом барьерный микрослой, например карбиды хрома, или гафния, который препятствует диффузии элементов покрытия в жаропрочный сплав и элементов сплава в покрытие. Далее наносится интерметаллидный слой, например, путем ионно-плазменного напыления сплава на основе алюминия типа Al-Ni-Si, одновременно проводится ионная имплантация иттрием. Далее наносится ионно-плазменным методом многокомпонентный сплав типа Ni-Cr-Al-Y, и после еще одной ионной имплантации иттрием деталь подвергают диффузионной металлизации путем алитирования или алюмосилицирования через газовую фазу циркуляционным методом. Указанная технологическая операция дает возможность защитить внутренние воздухоохлаждаемые каналы и увеличить жаростойкость и коррозионную стойкость наружных поверхностей детали.
Далее на наружные поверхности наносится слой оксидов, например оксидов циркония, стабилизированных оксидами иттрия для увеличения их стойкости и предотвращения фазовых превращений в оксидной фазе. Следующая обработка путем отжига в вакууме и ионной имплантации иттрием формирует на поверхности плотную окисную пленку, увеличивая жаростойкость и коррозионную стойкость детали, а также уменьшая величину внутренних напряжений в покрытии.
В другом случае конденсационный многокомпонентный сплав наносился непосредственно на жаропрочный сплав, а затем проводились те же операции, что и в предыдущем случае.
Для осуществления целей данного изобретения деталь из жаропрочного сплава помещают в камеру вакуумно-плазменной установки после предварительной очистки и обезжиривания.
Известно, что при воздействии потоков энергетических частиц на металлическую поверхность происходят различные процессы: термическая активация и миграция атомов, десорбция, смещение атомов кристаллической решетки, увеличение сил сцепления, имплантация, распыление, возбуждение электронов и др.
В нашем случае подготовка поверхности предусматривает не только процессы десорбции и травления, но также модифицирование поверхности за счет ионной имплантации, ионного легирования или ионного перемешивания.
Таким образом, нанесение покрытий по заявленному способу требует выполнения всех или некоторых по выбору, следующих стадий:
- операции ионной очистки поверхности (1),
- разогрева до заданной температуры (2),
- ионная имплантация элементами, выбранными из группы аргона, углерода, хрома, кремния, IIIA-IYA с целью модифицирования поверхности и увеличения адгезии покрытия к основе (3),
- нанесения ионно-плазменным методом микрослоя элементами, выбранными из группы IIIA-IYA, YIA (4),
- ионного перемешивания металлического микрослоя высокоэнергетическими ионами аргона (5),
- напыления многокомпонентного конденсационного сплава (6),
- имплантации нанесенного микрослоя элементами, выбранными из группы IIIA-IYA (7),
- диффузионной металлизации элементами, выбранными из группы алюминия, кремния, никеля, хрома, циркония, титана отдельно, или в различном сочетании (8),
- отжиг деталей в вакууме или в контролируемой атмосфере (9),
- обработка путем ионной имплантации аргоном, кислородом, элементами, выбранными из групп IIIA-IYA (10).
Схема одного из вариантов многослойного комплексного защитного покрытия, полученная по описанной технологии приведена на фиг.2.
Один из вариантов реализации данного изобретения предусматривает нанесение на вышеописанное покрытие керамического слоя для создания термического барьера с целью снижения рабочей температуры основного материала детали. Создание прочного переходного слоя для связи керамического теплобарьерного слоя с металлическим коррозионностойким покрытием является сложной технической задачей.
В настоящем изобретении эта задача решается путем образования переходной адгезионной зоны, образованной имплантированными элементами, выбранными из группы IIIA-IYA с материалами поверхностного слоя нанесенного защитного покрытия. Такая переходная зона создается путем нанесения тонкого металлического слоя из указанных металлов в контролируемой атмосфере, ионной имплантацией, или ионным перемешиванием. Ионная имплантация осуществляется путем облучения высокоэнергетическими ионами указанных металлов на поверхностность покрытия, ионное перемешивание путем облучения высокоэнергетическими ионами нейтральных газов нанесенного тонкого слоя одного из указанных металлов. Возможно также сочетание процессов ионной имплантации и ионного перемешивания, а также ионная имплантация кислородом после нанесения тонкого слоя вышеуказанных металлов.
Нанесение слоя теплозащитных оксидов проводили методами газоплазменного, электронно-лучевого или шликерного нанесения оксидов циркония, стабилизированных оксидами иттрия или других керамических материалов.
Проведенный анализ показал, что предложенные технологические схемы по сравнению с известными соответствуют критериям охраноспособности, так как совокупность заявленных признаков не обнаружена в данной и смежных областях техники для решения поставленных в заявке задач. Достигнутый в конкретных примерах результат является не просто сложением примененных технологий, но позволяет получить эффекты по росту жаропрочности, термической усталости и коррозионной стойкости значительно выше, чем при использовании отдельных известных технических решений.
Ниже приведены технологические операции, которые выполнялись при нанесении покрытий на лопатки газовых турбин авиационных двигателей по различным вариантам и результаты их испытаний на жаростойкость, термическую усталость и стойкость при испытаниях в скоростных газовых потоках продуктов сгорания жидкого топлива.
Конкретные примеры реализации изобретения.
Пример 1. Покрытие КР-111.
Покрытие на лопатку из жаропрочного сплава ЖС6К было нанесено путем следующих технологических операций:
1. Очистка поверхности (абразивно-жидкостная обработка - АЖО, промывка, обезжиривание, сушка).
2. Помещение в ионно-плазменную установку с ионным источником.
3. Ионная очистка.
4. Нанесение микрослоя циркония 0,1-0,5 мкм.
5. Ионная имплантация аргоном.
6. Помещение в установку циркуляционного нанесения покрытий через газовую фазу, нанесение алюминидного слоя толщиной 50-60 мкм.
7. Помещение в ионно-плазменную установку с ионным источником, нанесение микрослоя циркония толщиной 2-5 мкм.
8. Ионная имплантация аргоном.
9. Отжиг в вакууме 10-2 Па при 1050°С в течение 60 мин.
Пример 2. Покрытие КР-112.
Покрытие на лопатку газовой турбины из жаропрочного сплава ЖС6У нанесено путем следующих технологических операций:
1. Очистка поверхности (АЖО, промывка, УЗ ванна, обезжиривание, сушка);
2. Помещение деталей в промышленную ионно-плазменную установку типа МАП-1, оборудованную дополнительно ионным источником.
3. Ионная очистка поверхности при напряжении на детали U=250-280 В, величине ионного тока 40 А, токе вакуумной дуги 400-750 А, 3-10 мин.
4. Ионная имплантация La (U=10-40 kV, J=20 mA, D=1·1017 sm-2).
5. Нанесение конденсационного покрытия системы Ni-Co(20)-Cr(18)-Al(12)-Y(0,5)% вес толщиной 40-50 мкм.
6. Ионная имплантация La.
7. Газовое циркуляционное хромоалитирование (толщиной 20-30 мкм).
8. Ионная имплантация лантаном.
9 Отжиг в вакууме при давлении 10-2 Па при 1150°С в течение 60 мин.
10. Ионная имплантация лантаном.
Пример 3. Покрытие КР-113 наносится на лопатку газовой турбины из сплава ЖС6У по следующим технологическим операциям:
1. Предварительная очистка, ионная очистка, имплантация аргоном.
2. Ионно-плазменное напыление карбида хрома толщиной 1-2 мкм.
3. Ионное перемешивание аргоном (U=30-40 kV, J=10-20 mA, D=1017 sm-2).
4. Напыление многокомпонентного сплава состава Ni-Co20-Cr18-Al12-Y0,6 толщиной 40-50 мкм.
5. Имплантация аргоном микрослоя МКС.
6. Газовое циркуляционное алюмосилицирование толщиной слоя 30-40 мкм.
7. Имплантация аргоном микрослоя интерметаллидов.
8. Отжиг в аргоне при температуре 1050°С.
9. Имплантация аргоном.
Пример 4. Покрытие КР-114 наносят на лопатку из жаропрочного сплава ЖС26 по следующим операциям:
1. Очистка, промывка, сушка как в примере 2.
2. Имплантация La.
3. Нанесение сплава NiCo28Cr10Al12Y0,2 толщиной 40 мкм.
4. Имплантация лантаном.
5. Нанесение многокомпонентного сплава Al12Si1,5Y толщиной 20 мкм.
6. Имплантация лантаном.
7. Отжиг в аргоне.
8. Имплантация аргоном.
Пример 5. Покрытие КР-115.
Покрытие нанесено на лопатку из сплава ЖС6У следующими технологическими операциями:
1. Очистка, промывка, сушка как в примере 2.
2. Имплантация аргоном.
3. Нанесение многокомпонентного сплава NiCo20Cr18Al14Y1,0.
4. Имплантация гафнием.
5. Нанесение многокомпонентного сплава Al10Si8Ni7Y0,8.
6. Имплантация гафнием.
7. Отжиг в аргоне.
8. Имплантация аргоном.
Пример 6. Покрытие КР-116.
Покрытие нанесено на лопатку из сплава ЖС26 по следующим технологическим операциям:
1. Очистка, промывка, сушка как в примере 2.
2. Нанесение циркония.
3. Ионное перемешивание аргоном.
4. Газовое циркуляционное алитирование толщиной 20 мкм.
5. Имплантация аргоном.
6. Нанесение многокомпонентного сплава NiCo20Cr18Al12Y0,6 толщиной 30 мкм.
7. Имплантация аргоном.
8. Нанесение многокомпонентного сплава AlSi14Y1,5 толщиной 15 мкм.
9. Имплантация аргоном.
10. Отжиг в аргоне.
11. Имплантация аргоном.
Пример 7. Покрытие КР-117.
Покрытие нанесено на лопатку из сплава ЖС6У по следующим технологическим операциям:
1. Очистка, промывка, сушка как в примере 2.
2. Нанесение скандия.
3. Ионное перемешивание аргоном.
4. Нанесение сплава NiCo24Cr18Al12Y0,6 толщиной 30 мкм.
5. Имплантация аргоном.
6. Газовое циркуляционное алитирование.
7. Имплантация аргоном.
8. Отжиг в вакууме 10-2Па, 1050°С, 1 час.
9. Имплантация аргоном.
Пример 8. Покрытие КР-118.
Покрытие нанесено на лопатку из сплава ЖС6У по следующим технологическим операциям:
1. Очистка, промывка, сушка как в примере 2.
2. Нанесение скандия.
3. Ионное перемешивание аргоном.
4. Газовое циркуляционное хромалитирование толщиной 20 мкм.
5. Нанесение скандия.
6. Ионное перемешивание аргоном.
7. Нанесение слоя МКС NiCo20Cr18Al12Y0,5 толщиной 40 мкм.
8. Газовое циркуляционное хромалитирование толщиной 20 мкм.
9. Имплантация аргоном.
Пример 9. Покрытие КР-119.
Покрытие нанесено на лопатку из сплава ЖС26 по следующим технологическим операциям:
1. Очистка, промывка, сушка как в примере 2.
2. Нанесение циркония.
3. Ионное перемешивание аргоном.
4. Газовое циркуляционное хромалитирование толщиной 20 мкм.
5. Ионное перемешивание аргоном.
6. Нанесение многокомпонентного сплава CoCr28Ni30Al10Y0,3 толщиной 50 мкм.
7. Нанесение циркония.
8. Имплантация аргоном.
9. Отжиг в аргоне.
10. Имплантация аргоном.
Пример 10. Покрытие КР-120.
Покрытие нанесено на лопатку из сплава ЖС6У по следующим технологическим операциям:
1. Очистка, промывка, сушка как в примере 2.
2. Нанесение циркония, толщиной 1-5 мкм.
3. Ионное перемешивание аргоном.
4. Нанесение многокомпонентного сплава NiCo20Cr28Al10Y0,3 толщиной 60 мкм.
5. Нанесение циркония.
6. Ионное перемешивание аргоном.
7. Отжиг в аргоне.
8. Имплантация аргоном.
Пример 11. Покрытие КР-121.
Покрытие нанесено на лопатку из сплава ЖС6У по следующим технологическим операциям:
1. Очистка, промывка, сушка, как в примере 2.
2. Имплантация аргоном.
3. Газовое циркуляционное хромалитирование толщиной 50 мкм.
4. Ионное травление.
5. Имплантация аргоном.
6. Нанесение многокомпонентного сплава AlSi8Ni8Zr2,5 толщиной 30 мкм.
7. Имплантация аргоном.
8. Отжиг в аргоне.
9. Имплантация аргоном.
Пример 12. Покрытие КР-122.
Покрытие нанесено на лопатку из сплава ЖС6У по следующим технологическим операциям:
1. Очистка, промывка, сушка, как в примере 2.
2. Имплантация аргоном.
3. Нанесение многокомпонентного сплава NiCr18Al12Y0,3 толщиной 40 мкм.
4. Имплантация аргоном.
5. Газовое циркуляционное хромалитирование толщиной 30 мкм.
6. Имплантация аргоном.
7. Нанесение керамического слоя ZrO2 Y2O3 электронно-лучевым методом толщиной 40 мкм.
8. Имплантация иттрием.
9. Нанесение керамического слоя ZrO2Y2O3 электронно-лучевым методом толщиной 40 мкм.
10. Имплантация иттрием.
11. Отжиг в вакууме 10-2Па, 1050°С, 1 час.
**Испытания на коррозию тигельным методом в расплаве Na2S04+25%NaCl при 900°С, долговечность покрытия в часах/
***Испытания на термическую усталость при цикле 1200-200°С, время цикла 200 сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ И ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ | 1999 |
|
RU2161661C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2441103C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2228387C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ | 2009 |
|
RU2441104C2 |
| СПОСОБ УПРОЧНЕНИЯ БЛОКА СОПЛОВЫХ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2010 |
|
RU2445199C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2447195C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2426817C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2441099C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ | 2009 |
|
RU2402633C1 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |
Изобретение относится к технологии нанесения защитных покрытий, применяемых для деталей энергетических и транспортных турбин и, в особенности, газовых турбин авиадвигателей. Предложенный способ включает нанесение на металлические детали комплексного защитного покрытия, состоящего из множества микрослоев. Микрослои состоят из интерметаллидов (ИМ), многокомпонентных конденсационных сплавов (МКС), оксидов (ОС) и переходных микрослоев имплантированных атомов (ПМ). Способ включает следующие операции: очистка поверхности детали; модификация поверхности детали; нанесение конденсационного покрытия многокомпонентного сплава; образование переходных микрослоев путем ионной имплантации; нанесение интерметаллидных микрослоев путем диффузионной металлизации или ионно-плазменного напыления и отжига; образование переходных слоев путем ионного перемешивания; нанесение оксидных слоев путем контролируемого отжига, шликерным методом или электронно-лучевым напылением; модификация наружной поверхности покрытия имплантацией; дополнительная обработка покрытия. Техническим результатом изобретения является получение защитных покрытий с более высоким комплексом характеристик, а также существенное увеличение долговечности деталей машин. 14 з.п. ф-лы, 2 ил., 1 табл.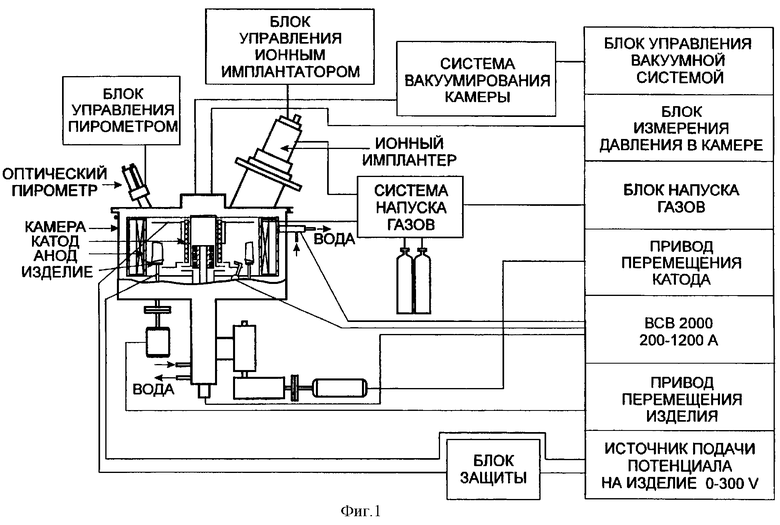
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063472C1 |
| RU 94011658 А, 20.05.1996 | |||
| ЛАМПА КВАРЦЕВАЯ УЛЬТРАФИОЛЕТОВАЯ | 2001 |
|
RU2208875C1 |
| СПОСОБ КОНСЕРВАЦИИ ЗЕРНА | 2002 |
|
RU2226334C1 |

