Изобретение относится к устройству привода роликов автоматов.
В частности, изобретение относится к устройству привода роликов автомата, используемого при изготовлении сигарет с фильтром, называемого в общем устройством для прикрепления фильтров, на которое делаются ссылки во всем последующем описании, хотя это не должно означать ограничения объема изобретения. В действительности изобретение может найти применение с равным успехом, например, в системе привода, используемой для создания непрерывного вращения упаковочных револьверных головок в упаковочных машинах.
Обычно при изготовлении сигарет с фильтром на машине такого типа, о котором идет речь, каждую сигаретную палочку из первой последовательности, отрезанную от сигаретного стержня и отдаленную на предварительно определенное расстояние от последующей, соединяют на закатывающей станции с помощью соединительного элемента листового материала с сигаретной палочкой из второй последовательности, отрезанной таким же образом от сигаретного стержня, создавая таким образом табачный полуфабрикат, называемый "сдвоенной сигаретой". Каждая такая сдвоенная сигарета представляет собой две палочки сигаретного стержня, отделенные одна от другой сдвоенным фильтровальным элементом; фильтровальный элемент присоединяют к двум сигаретным палочкам соединительным элементом, который представляет собой ленту бумажного материала, отрезанную в поперечном направлении от непрерывной полосы, сматываемой с рулона, причем центральную часть ленты оборачивают вокруг сдвоенного фильтровального элемента, а две крайние части ленты оборачивают каждую вокруг одного конца соответствующей сигаретной палочки.
Сдвоенные сигареты, собранные таким образом, проводят последовательно через резальную станцию, где каждую сдвоенную сигарету разрезают в поперечном направлении на две половины, таким образом создавая два потока противоположно ориентированных одиночных сигарет, расположенных соответствующими фильтровальными элементами рядом и в существенной степени в контакте друг с другом. Два потока сигарет подают затем на поворотную станцию, где сигареты одного потока переворачивают и укладывают на сигареты другого потока для получения одного потока сигарет, одинаково ориентированных, которые проводят через выпуск устройства для присоединения фильтров и на вход упаковочной машины.
В общем, обычные устройства для прикрепления фильтров упомянутого выше типа содержат цепочку подающих роликов, установленных с возможностью вращения относительно взаимно параллельных осей и представляющих упомянутые выше закатывающие станции. В каждом таком ролике имеется множество желобков с вакуум-присосом, равномерно распределенных по периферии, каждый из которых предназначен для приема и транспортировки одного соответствующего табачного изделия в направлении, поперечном его продольной оси.
Каждый ролик того типа, который описан выше, содержит вал, установленный с возможностью вращения, сообщаемого посредством шестерни, установленной на одном конце, а также первый внутренний трубчатый корпус, расположенный соосно с валом и жестко соединенный одним концом с корпусной балкой остова машины. Ролик также содержит по меньшей мере один второй наружный трубчатый корпус, связанный с первым трубчатым корпусом посредством соответствующих подшипников качения; второй трубчатый корпус расположен, таким образом, соосно с внутренним корпусом и жестко соединен с упомянутым выше валом, посредством которого его приводят во вращение вокруг оси, общей для обоих трубчатых корпусов.
Одиночный ролик оснащен дополнительно вакуумной трубой, с которой могут быть соединены желобки с пневмоприсосом, распределенные по периферии наружного второго трубчатого корпуса, посредством продольной полости, расположенной внутри первого трубчатого корпуса, и множества соответствующих отверстий, выполненных во втором трубчатом корпусе, таким образом, обеспечивая возможность удерживания в каждом желобке соответствующего табачного изделия под действием силы присоса в течение времени заданной продолжительности даже при наличии воздействий, которые стремятся во время выполнения операций, производимых на устройстве для присоединения фильтров, выбросить сигаретную палочку из желобка, занимаемого в текущий момент времени, либо под действием силы тяжести, либо под действием значительной центробежной силы, создаваемой благодаря высокой угловой скорости одиночного ролика.
В обычной конструкции ролики установлены консольно, причем каждый удерживают соответствующим валом, подшипниковый блок которого установлен в корпусе, размещенном в вертикальной корпусной балке машины. Крутящий момент, требующийся для сообщения ролику вращения, передают валу обычно с помощью шестерни, жестко связанной с одним концом вала, расположенным на стороне корпусной балки, удаленной от ролика.
В дополнение к роликам, предназначенным для подачи продукта, описанным выше, устройство для присоединения фильтров содержит другие типы роликов, приводимых во вращение, например группу роликов, используемых для подачи и наложения ленты мундштучной бумаги для прикрепления фильтрующих элементов, с помощью которой фильтрующий элемент оборачивают и присоединяют к палочке сигаретного стержня. Эти ролики также установлены на соответствующих валах с возможностью вращения с помощью соответствующих шестерен, связанных с концами валов на стороне вертикальной корпусной балки с противоположной стороны от роликов.
Очевидно из последующего описания, что в дополнение к поддерживанию роликов вертикальная корпусная балка, описанная выше, также служит частью, отделяющей ролики с одной стороны от соответствующих шестерен, которые укрыты в одном или более корпусах с другой стороны и расположены в существенной степени в непрерывной цепочке и соединены таким образом, чтобы гарантированно поддерживать необходимую синхронизацию работы различных роликов.
Принимая во внимание то, что высокая производительность устройства для присоединения фильтров, используемого в современных машинах, связана со все более высокими скоростями вращения компонентов, используемых в его конструкции, проблема смазки приобретает все большее значение и является ключевым фактором в определении правильной работы машины в целом. В соответствии с этим такие машины содержат сложную сеть трубопроводов, установленных обычно с задней стороны, для подачи жидкости, с помощью которой смазывают отдельно каждую шестерню. Шестерни требуют, кроме того, усиленную смазку, и в соответствии с этим машина должна быть оснащена встроенными гидравлическими насосами, соединенными с сетью трубопроводов, а также соответствующими резервуарами, в которых содержат смазочные материалы и осуществляют их рециркуляцию.
Пример известного устройства для привода роликов автоматов и самого автомата для изготовления палочек табачного изделия с фильтром раскрыт в патенте США 5697488, кл. В 65 G 43/00, опубл.16.12.1997.
Одним из основных недостатков, связанных с описанным типом смазки, является тот факт, что для того, чтобы смазывать многочисленные подвижные части, требуется сложная система уплотнений для каждого ролика; эти уплотнения необходимо также периодически проверять и заменять новыми при необходимости для того, чтобы поддерживать их эффективное действие, так как в случае какого-либо износа или случайного повреждения, приводящего к нарушению целостности, может произойти утечка смазки, попадание ее на ролики и проникновение в желобки, в которых располагаются сигаретные палочки. Табачные изделия при этом неизбежно оказываются замасленными, и сравнительно большое количество изделий должно быть забраковано в каждом операционном цикле при наладке машины.
С целью исключения этого недостатка конструкторы устройств для присоединения фильтров, а также машин, применяемых в различных других областях, предложили заменить цепочку роликов, приводимых во вращение шестернями, соединением каждого ролика с соответствующим электродвигателем, таким образом, исключая шестерню. Хотя проблемы, связанные со смазкой, были преодолены таким образом, возникла другая проблема, связанная с наличием множества электродвигателей, так как вал каждого электродвигателя необходимо соединить с валом ролика и сам электродвигатель установить консольно на раме относительно вертикально расположенной корпусной балки.
Другие недостатки связаны с использованием отдельных электродвигателей, соединенных муфтами с валами отдельных роликов, и заключаются в значительной сложности, с которой сталкиваются при наблюдении за двигателями, чтобы обеспечить бездефектную синхронизацию работы роликов, образующих цепочку, так, чтобы табачные изделия можно было плавно передавать с одной станции на другую и правильно выполнять различные производственные операции на каждой из них; а также с высокой стоимостью самих электродвигателей, которых требуется столько, сколько роликов на машине (что нельзя считать несущественным), что имеет тенденцию пагубным образом влиять на общую стоимость машины.
Технической задачей настоящего изобретения является создание приводной системы роликов автоматов, которая была бы сравнительно компактной, свободной от проблем, связанных со смазкой, упомянутых выше, простотой исполнения и экономически эффективной.
Данная техническая задача решается в результате создания устройства для привода роликов автоматов, в которых каждый ролик имеет по меньшей мере один первый трубчатый корпус, жестко связанный с корпусной балкой машины, а также второй трубчатый корпус, расположенный соосно поверх первого трубчатого корпуса с возможностью вращения вокруг первого трубчатого корпуса вокруг общей оси вращения, которое согласно изобретению содержит средства электропривода, вмонтированные в каждый ролик, состоящие из по меньшей мере одного индуктора, жестко связанного с одним, первым или вторым, трубчатым корпусом, и из по меньшей мере одного индуктируемого элемента, жестко связанного с оставшимся, первым или вторым, трубчатым корпусом.
Предпочтительно индуктор содержит кольцевой статор, занимающий соответствующее первое кольцевое гнездо, выполненное концентрично на первом трубчатом корпусе, а индуктируемый элемент содержит кольцевой ротор, соосный со статором и занимающий соответствующее второе кольцевое гнездо, выполненное концентрично во втором трубчатом корпусе.
Предпочтительно индуктор и индуктируемый элемент выставлены относительно общей средней плоскости, перпендикулярной к общей оси вращения, и расположены соответственно наружной цилиндрической поверхностью и внутренней цилиндрической поверхностью навстречу друг к другу и разделены воздушным зазором.
Предпочтительно индуктор содержит по меньшей мере один полюсный башмак, занимающий соответствующее первое гнездо, выполненное на первом трубчатом корпусе, а индуктируемый элемент содержит ротор, имеющий вид плоского кольца, расположенный концентрично относительно первого и второго трубчатых корпусов и занимающий второе кольцевое гнездо, выполненное концентрично во втором трубчатом корпусе.
Предпочтительно по меньшей мере один полюсный башмак выставлен относительно соответствующей первой плоскости, перпендикулярной к общей оси вращения, а индуктируемый элемент выставлен относительно второй плоскости, перпендикулярной к той же общей оси вращения и параллельной первой плоскости, таким образом, что полюсный башмак обращен к боковой поверхности плоского кольца, представляющего собой ротор.
Предпочтительно индуктор содержит множество полюсных башмаков, отстоящих друг от друга по окружности и занимающих соответствующее первое кольцевое гнездо, выполненное концентрично на первом трубчатом корпусе.
Предпочтительно индуктор и индуктируемый элемент совмещены соответственно с первичной частью и вторичной частью линейного электродвигателя.
Предпочтительно индуктор и индуктируемый элемент совмещены соответственно с первичной частью и вторичной частью синхронного или асинхронного электродвигателя.
Предпочтительно индуктор содержит электрические обмотки, расположенные в соответствующих пазах, выполненных в том же индукторе.
Предпочтительно индуктируемый элемент выполнен из токопроводящего гомогенного металлического материала.
Предпочтительно каждый ролик содержит по меньшей мере один фиксированный измерительный датчик, расположенный так, чтобы взаимодействовать со вторым трубчатым корпусом, когда ему сообщают вращение относительно общей оси вокруг неподвижного первого трубчатого корпуса.
Предпочтительно функция измерительного датчика в каждый данный момент во время работы заключается в определении динамических параметров, характеризующих угловое перемещение второго трубчатого корпуса относительно общей оси вращения и его положение относительно неподвижного первого трубчатого корпуса, и в генерировании выходного сигнала, определяющего величины контролируемых динамических параметров.
Предпочтительно первый трубчатый корпус содержит внутреннюю продольную полость и боковое отверстие, которые соединены с первой трубой, по которой осуществляют отсос газа, и соединены, в свою очередь, с источником создания разрежения, а второй трубчатый корпус содержит желобки, расположенные по периферии, размер каждого из которых выполнен пропорционально для размещения соответствующей палочки табачного продукта, и каждый из которых снабжен сквозными отверстиями, направленными радиально во втором трубчатом корпусе, посредством которых желобки соединяют с боковым отверстием в первом трубчатом корпусе таким образом, чтобы палочки табачного продукта можно было удерживать с помощью отсоса.
Предпочтительно каждый ролик содержит третий трубчатый корпус, расположенный концентрично между первым и вторым трубчатыми корпусами и жестко соединенный с первым трубчатым корпусом, который содержит соответствующее боковое отверстие, совмещенное с боковым отверстием в первом трубчатом корпусе, а также коллектор, соединенный с одной стороны со второй трубой, по которой подают сжатый газ, и соединенной, в свою очередь, с источником сжатого газа, и снабженный на другом конце множеством радиально направленных сквозных отверстий, расположенных так, чтобы они совмещались соосно и циклически при вращении второго трубчатого корпуса относительно общей оси со сквозными отверстиями, выполненными во втором трубчатом корпусе.
Техническая задача также решается в результате создания автомата для изготовления палочек табачного изделия с фильтром, содержащего цепочку подающих роликов, по периферии которых выполнены желобки, каждый из которых предназначен для размещения соответствующей палочки табачного изделия и для передачи ее в заданном направлении от устройства для изготовления сигарет к устройству для упаковки, в котором согласно изобретению каждый ролик цепочки выполнен так, как описано выше.
Предпочтительно автомат содержит источник электропитания, от которого ток подается к индуктору электрических приводных средств, соединенных с каждым роликом, а также главную станцию управления, соединенную на стороне входа с каждым измерительным датчиком отдельных роликов, а на стороне выхода - с источником электропитания, в котором функцией станции управления является мониторинг на выходе источника электропитания на основании сигналов, получаемых от измерительных датчиков, осуществляемый таким образом, чтобы определять согласование вращения каждого ролика относительно других роликов в цепочке и для поддержания согласования в течение каждого рабочего цикла автомата.
Изобретение далее будет описано подробно на примере с помощью прилагаемых чертежей, на которых изображено:
на фиг.1 - часть устройства для присоединения фильтров в предпочтительном варианте исполнения, представленная схематически и в перспективе с частично удаленными деталями, содержащая группу роликов, каждый из которых оснащен соответствующим приводным устройством, выполненным в соответствии с настоящим изобретением;
на фиг.2 и 3 - схематическое продольное сечение и схематический вид сбоку соответственно в увеличенном масштабе и с частично удаленными деталями, на которых представлен предпочтительный вариант исполнения двух типичных роликов, составляющих часть группы, показанной на фиг.1;
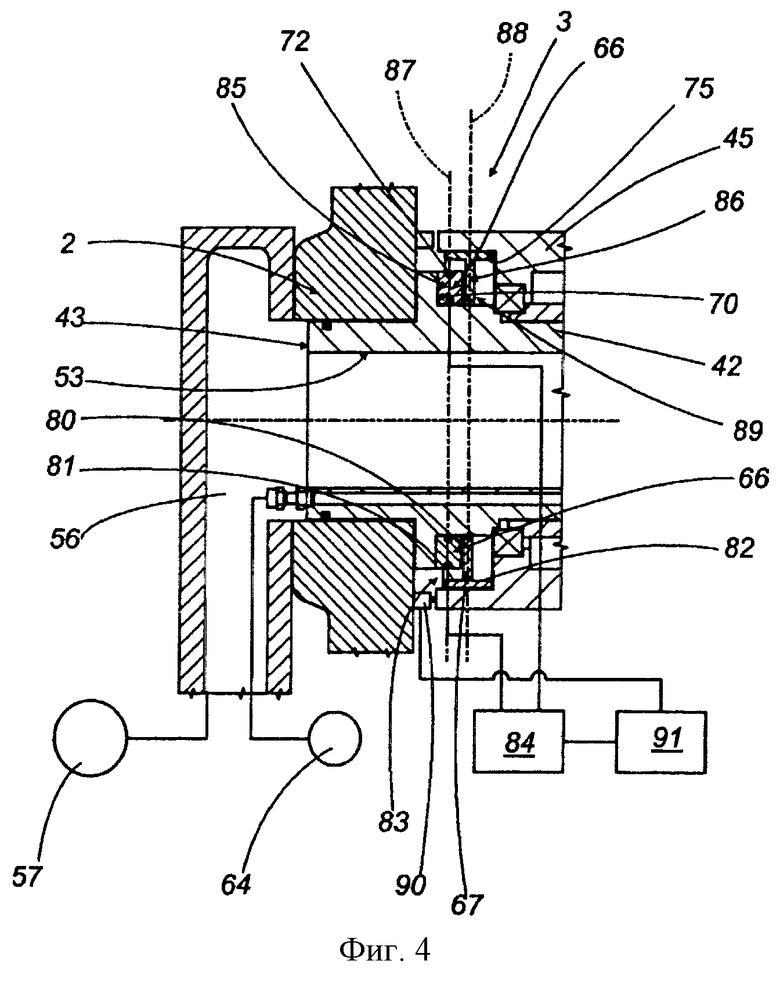
на фиг.4 - альтернативный вариант выполнения обычного ролика, составляющего часть группы, представленной на фиг.1, показанный схематически, в увеличенном масштабе, в сечении с частично удаленными деталями;
на фиг.5 - в увеличенном масштабе фрагмент фиг.2 и 3;
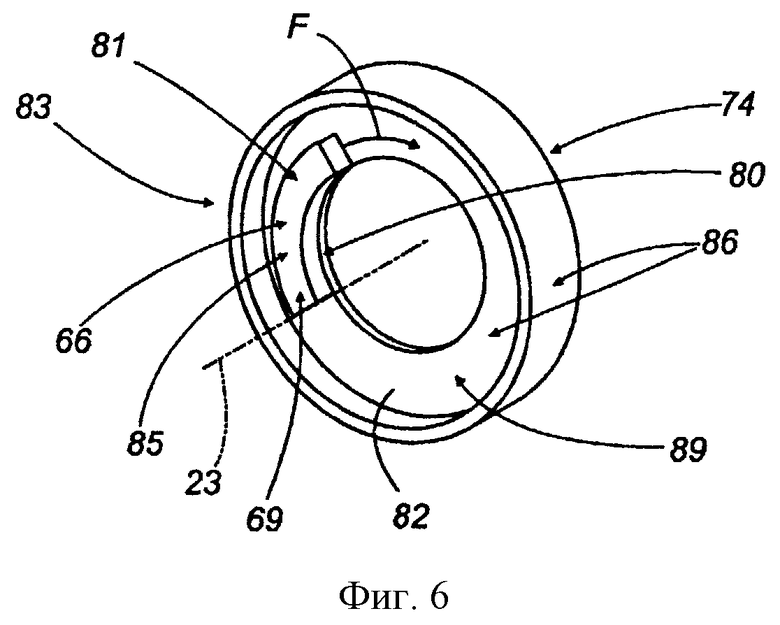
на фиг.6 - в увеличенном масштабе фрагмент фиг.4.
На фиг.1 поз. 1 обозначена в целом часть машины для изготовления табачных изделий, а именно сигарет и подобных изделий, а более конкретно - часть устройства для присоединения фильтров, установленного на стационарной вертикальной корпусной балке 2, являющейся частью остова (не показан на чертежах), содержащего множество роликов, каждый из которых в общем обозначен поз. 3, действующих совместно друг с другом, расположенных параллельно и в существенной степени по касательной каждый к последующему, с помощью которых одну или более последовательностей палочек 4 табачных изделий транспортируют от выпуска устройства для изготовления сигарет, обычного по своему исполнению и изображенного в виде блока, обозначенного поз. 5, на вход упаковочного устройства, также обычного исполнения и изображенного в виде блока, обозначенного поз. 6, с помощью которого сигаретные палочки 4 упаковывают в пачки.
Что касается упомянутых выше табачных изделий, термин "сигаретная палочка" использован во всем последующем описании для обозначения любого из различных отдельных полуфабрикатов и готовых изделий, проводимых через часть 1 устройства для прикрепления фильтров, без различения и в соответствии с положениями, занимаемыми вдоль траектории транспортирования; сигаретная палочка может иметь длину сигаретного стержня, сдвоенного фильтрующего элемента, сдвоенной сигареты или готовой одиночной сигареты. Каждый из различных типов палочек отдельных табачных изделий будет обозначен по ходу описания соответствующей позицией.
Точно также каждый ролик 3 будет обозначен соответствующей позицией.
Часть 1 устройства для присоединения фильтров, показанная на фиг.1, содержит станцию 7 подачи, оснащенную первым роликом 8, на котором имеется множество желобков 26 (см. фиг.2) с пневмоприсосом и два передающих ролика 9 и 10, из которых первым роликом принимают последовательность сдвоенных сигарет 11, каждая из которых содержит две палочки сигаретного стержня 12 и 13, соединенные между собой фильтрующим элементом 14 двойной длины. Первым роликом 8, вращаемым по часовой стрелке (на фиг.1), принимают сдвоенные сигареты 11 и проводят их через резальную станцию 15 обычного исполнения, где их разрезают пополам с образованием двух потоков 16 и 17 сигарет 18, обозначенных поз. 18а и 18b, расположенных рядом друг с другом и направленных в противоположные стороны, т.е. расположенных рядом друг с другом соответствующими фильтрующими элементами 19 и в существенной степени контактирующих друг с другом.
Потоки 16 и 17 передают с первого ролика 8 на поворотный узел 20, содержащий два ролика 21 и 22, расположенных бок о бок, из которых один ролик 21 расположен по касательной к первому ролику 8 и представляет осевую длину, в существенной степени вдвое большую длины другого ролика 22.
Упомянутый выше ролик 21 (см. фиг.1 и 3) установлен с возможностью вращения против часовой стрелки (на фиг.1) относительно соответствующей оси 23 и снабжен множеством желобков 24 (см. фиг.3) с пневмоприсосом, распределенных равномерно по периферии, каждый из которых предназначен для приема и удерживания двух соответствующих сигарет 18 а и 18b, расположенных рядом и в контакте друг с другом, направленных в противоположные стороны.
Ролик, обозначенный поз. 22, расположен соосно с роликом 21 двойной длины, с которым он жестко соединен на стороне, несущей поток, обозначенный поз. 17, с помощью соединительного вала 25 предварительно определенной длины, и выполнен аналогично со множеством желобков 26 (см. фиг.3) с пневмоприсосом, распределенных по периферии, каждый из которых соосно совмещен с соответствующим желобком 24 ролика 21.
Перемещая на ролике 21 сигареты 18а потока 16, дальнего от корпусной балки 2, их приближают к станции 27, на которой их принимают по одной и последовательно, с помощью поворотного узла 28 с коническими роликами, образующими часть упомянутого выше устройства 20, переворачивают на 180° и переносят в желобки 26 ролика 22 в продольном направлении. Таким образом каждую сигарету 18а потока 16, занимающую соответствующий желобок 24 одного ролика 21, переворачивают и переносят на противоположную сторону соседнего потока 17 и располагают в положении, совмещенном и идентично ориентированном с соответствующей сигаретой 18b последнего потока 17.
В конкретном примере на фиг.1 поворотное устройство 28 выполнено по типу, описанному и проиллюстрированному в патенте ЕР 0627175, процитированном здесь в его полном объеме с целью обеспечения более полного представления, и содержит два конических ролика 29 и 30, оси которых расположены под прямым углом друг к другу и находятся в той же плоскости, в которой находится ось 23 ролика 21, расположенного сверху. Первый конический ролик 29 вращают по касательной к последнему ролику 21 в зоне станции приема так, что сигареты 18а могут быть направлены на его периферию, в то время как второй конический ролик 30 вращают по касательной к первому коническому ролику 29 в зоне станции 31 передачи, где сигареты 18а передают с одного ролика 29 на другой ролик 30. Второй конический ролик 30 также вращают по касательной к ролику 22, расположенному над ним, в зоне передачи (не показано на фиг.1), где сигареты 18а переносят на этот ролик 22.
Остальные ролики 32, 33, 34, 35, 36, 37, 38, 39 и 40, изображенные на фиг.1, служат для транспортировки двух потоков 16 и 17 сигарет 18 к выпускной станции 41, которой оснащена часть 1 устройства для прикрепления фильтров, из которой потоки 16 и 17 затем направляют в упаковочное устройство 6. Как показано на фиг.2 и 3, которые относятся, в частности и просто в качестве примера, к ролику 8 и к паре роликов 21 и 22, следующих в цепочке, соответственно каждый ролик 3, показанный на фиг.1, содержит первый фиксированный трубчатый корпус 42, открытый конец 43 которого может быть вставлен по посадке, предотвращающей утечку жидкости в соответствующее отверстие, выполненное в корпусной балке 2 части 1 устройства для прикрепления фильтров, а второй трубчатый корпус 45 установлен снаружи и соосно с первым корпусом 42 посредством двух отстоящих друг от друга роликовых подшипников 46 (из которых на фиг.3 показан только один) таким образом, что второй корпус 45 можно вращать свободно относительно оси 23, общей для обоих корпусов. Очевидно, в связи с осью вращения, что все ролики 3 имеют соответствующие оси вращения и что оси всех показанных роликов обозначены поз. 23. Кроме того, в случае роликов 21 и 22, изображенных на фиг.3, второй трубчатый корпус обоих роликов обозначен поз. 45. Первый трубчатый корпус 42 (см., в частности, фиг.2) снабжен наружным круговым заплечиком 47 около открытого первого конца 43, выполняющего роль фланца, с помощью которого корпус 42 плотно состыкован и прикреплен к корпусной балке 2, а закрытый второй конец 48 снабжен осевой бобышкой 49, на которой закреплен один из двух подшипников 46 качения. Фланец 50, радиально установленный на подшипнике 46, расположен так, что его наружный контур жестко прикреплен к одному концу второго трубчатого корпуса 45, а более точно, край 51, наиболее удаленный от корпусной балки 2. Фланец 50 и связанный с ним подшипник 46 удерживают в осевом направлении на осевой бобышке 49 с помощью контргайки 52, навинченной на наружную резьбу на осевой бобышке 49. Первый трубчатый корпус 42 также снабжен внутренней полостью 53, расположенной в продольном направлении от открытого первого конца 43 и близко к закрытому концу 48; боковым отверстием 54, сообщающимся с полостью 53 и служащим для соединения бокового сектора 55 первого корпуса 42 с первой трубой 56, расположенной с противоположной стороны корпусной балки 2 от заплечика 47, предназначенной для пропуска отсасываемого газа и соединенной с источником 57 создания отрицательного давления.
На периферии второго трубчатого корпуса 45 (см. ролик 8 на фиг.2 и ролик 21 на фиг.3) расположено множество желобков 26, предназначенных для приема сдвоенных сигарет 11. Каждый желобок 26 роликов 8 и 22 и каждый желобок 24 ролика 21 снабжен соответствующими сквозными отверстиями 58, расположенными радиально во втором трубчатом корпусе 45 так, чтобы, когда второй трубчатый корпус 45 вращают относительно общей оси 23 вокруг первого трубчатого корпуса 42, желобки 24 и 26 могли быть соединены циклически посредством сектора 55 с трубой 56 для пропуска отсасываемого газа. Каждый ролик 3 (см., в частности, фиг.2) содержит промежуточный неподвижный третий трубчатый корпус 59, жестко соединенный с/и концентрично расположенный по отношению к первому трубчатому корпусу 42 между неподвижным первым корпусом 42 и установленным с возможностью вращения вторым корпусом 45.
Третий трубчатый корпус 59 содержит боковое отверстие 60, расположенное концентрично и совмещенное с отверстием 54, выполненным в первом корпусе 42, а также коллектор 61, отстоящий по окружности на определенный угол от отверстия 60 и содержащий множество соответствующих отверстий 62 по периферии этого трубчатого корпуса 59. Коллектор 61 соединен со второй трубой 63, расположенной в продольном направлении в первом трубчатом корпусе 42 и соединенной с источником 64 сжатого газа.
Устройство действует следующим образом. Когда второй трубчатый корпус 45 каждого ролика 3 приводят во вращение относительно первого трубчатого корпуса 42, отверстия 58 каждого желобка 26 или 24, соответственно в котором размещена сдвоенная сигарета 11 или одиночная сигарета 18, совмещаются циклически с источником 57 разрежения посредством отверстий 60 и 54, полости 53 и первой трубы 56, таким образом, понуждая сдвоенные сигареты 11 или одинарные сигареты 18 удерживаться в соответствующих желобках 26 или 24 во время их транспортирования на ролике 3, о котором идет речь. Когда каждый последующий желобок 24 или 26 располагается против коллектора 61 во время вращения второго трубчатого корпуса 45, соответствующие отверстия 58 совмещаются с отверстиями 62 коллектора 61 и желобок 24 или 26 соединяется посредством второй трубы 63 с источником 64 сжатого газа, вызывая поток жидкости, который проходит через отверстия 58 и, таким образом, способствуя отделению сдвоенных сигарет 11 или одиночных сигарет 18 от второго трубчатого корпуса 45 ролика 3 на станции, где сигареты последовательно передают на следующий ролик.
В соответствии с настоящим изобретением каждый отдельный ролик 3 (см. фиг.2 - 6) содержит соответствующие электрические приводные средства, обозначенные в целом поз. 65, посредством которых второй трубчатый корпус 45 приводят во вращение относительно общей оси 23 вокруг неподвижного первого трубчатого корпуса 42.
В примере, проиллюстрированном на фиг.2 и 3, электрические приводные средства 65 содержат по меньшей мере один индуктор 66 и один индуктируемый элемент 67.
Индуктор 66 содержит магнитный сердечник 68, выполненный в виде кольцевого статора 69, жестко связанного с первым трубчатым корпусом 42, который занимает соответствующее кольцевое гнездо 70, расположенное соосно на первом трубчатом корпусе 42 рядом с круговым заплечиком 47. Как показано частично на детали на фиг.5, магнитный сердечник 68 выполнен со множеством пазов 71, расположенных по периферии и служащих для размещения катушечных обмоток 72, которые образуют электрическую часть статора 69. Индуктируемый элемент 67 имеет вид кольцевой опоры 73, изготовленной из гомогенного металлического материала, например меди или алюминия, или другого токопроводящего металлического сплава, выполняющей роль ротора 74, жестко связанного с подвижным вторым трубчатым корпусом 45. Ротор 74 установлен соосно со статором 69 и занимает соответствующее второе кольцевое гнездо 75, расположенное концентрично во втором трубчатом корпусе 45 или, более точно, выполненное в конце 76 корпуса, удаленном от закрытого конца 51 и обращенном к корпусной балке 2. В частности, статор 69 и ротор 74 выставлены относительно общей средней плоскости 77, перпендикулярной к оси 23 вращения, и расположены соответственно наружной поверхностью 78 и внутренней поверхностью 79 по направлению друг к другу и разделены воздушным зазором 80, через который происходит электромагнитная индукция. В примере, представленном на фиг.2, 3 и 5, статор 69 и ротор 74 совмещены с первичной частью 81 и вторичной частью 82 линейного электродвигателя 83, в котором обмотки 72 возбуждаются источником 84 электропитания, подключенным, как показано на фиг.1, таким образом, чтобы подавать ток к каждой обмотке 72 каждого ролика 3. Во время работы, когда заданный ток подают к статорным обмоткам 72 от источника 84 электропитания, в зазоре 80 возникает движущееся магнитное поле, которое в конкретном случае в точке движется вместе с линейным движением вдоль зазора по окружности.
В то же самое время возбужденный ток генерируется в кольцевой опоре 73 ротора 74, создавая силу F, которая движется перпендикулярно к току в направлении, в соответствии с законом Ленца, которое зависит от направления, в котором циркулирует сам ток (по часовой стрелке на фиг.5); в результате этого ротор 74 приводится во вращение и второй трубчатый корпус 45, жестко соединенный с ротором, понуждается к вращению относительно общей оси 23 вокруг первого трубчатого корпуса 42. В соответствии с этим направление силы F определяют по направлению, в котором ток проходит через обмотки 72 статора.
В этой связи следует подчеркнуть, что кольцевая опора 73, представляющая собой ротор 74, является замкнутым круглым элементом, выполненным, как было сказано ранее, из токопроводящего гомогенного металлического материала. В соответствии с этим статор 69 и ротор 74 могут быть частями асинхронного или синхронного электродвигателя, в котором ротор 74, а следовательно, и кольцевая опора 73, может быть индуцируемым короткозамкнутым элементом 67. Статор 69 в этом конкретном варианте исполнения, соответствующим образом соединенный с источником электропитания, будет создавать вращающееся магнитное поле, способное индуктировать электродвижущие силы в кольцевой опоре 73 согласно законам электромагнитной индукции. Эти индуктированные электромагнитные силы будут создавать токи в короткозамкнутом индуктируемом элементе 67, которые циркулируют в кольцевой опоре 73 вдоль траекторий, направленных как вдоль круглых боковых стенок в одном направлении, вокруг оси 23 вращения, так и в поперечном направлении по ширине опоры в направлении, параллельном той же оси 23. Токи будут, таким образом, взаимодействовать с вращающимся полем и генерировать силы, стремящиеся вращать индуктируемый элемент 67 относительно оси 23.
В альтернативном варианте исполнения, представленном на фиг.4 и 6, индуктор 66 содержит по меньшей мере один полюсный башмак 85, который аналогичным образом в этом случае представляет магнитный сердечник 68 статора 69, расположенный в данной точке внутри первого кольцевого гнезда 70, а индуктируемый элемент 67 выполнен в виде плоского кольца 86, расположенного концентрично с первым и вторым трубчатыми корпусами 42 и 45, и жестко соединен со вторым корпусом 45 и занимает второе кольцевое гнездо 75.
При таком решении полюсный башмак 85 выставляют относительно соответствующей первой плоскости 87, перпендикулярной к оси 23 вращения, в то время как плоское кольцо 86 выставляют относительно второй плоскости 88, параллельной первой плоскости 87, также перпендикулярной к оси вращения 23. Полюсный башмак 85 снабжен соответствующей электрической обмоткой 72 и расположен с одной торцевой стороны 89 плоского кольца 86, которое аналогичным образом, как и в примере, представленном на фиг.2 и 3, выполнено как кольцевая опора 73, изготовленная из гомогенного металлического материала, например меди или алюминия, или другого токопроводящего металлического сплава и образующая ротор 74, жестко соединенный с подвижным вторым трубчатым корпусом 45.
Очевидно, что приводные средства, представленные в примере на фиг.4 и 6, могут содержать множество полюсных башмаков 85, равномерно расположенных по кругу вокруг первого кольцевого гнезда 70, вмонтированных соосно в первом трубчатом корпусе 42 каждого ролика 3.
Как и в варианте исполнения, представленном на фиг.2 и 3, создан зазор 80 между статором 69 и ротором 74, которые соответственно совмещены с первичной частью 81 и вторичной частью 82 линейного электродвигателя 83, а обмотки 72 полюсных башмаков 85 возбуждают от источника 84 электропитания, как показано на фиг.1, таким образом, чтобы подавать ток к каждой обмотке 72 каждого ролика 3.
Важно, что какой бы из описанных выше вариантов исполнения не был использован, угловая скорость ротора 74 и, следовательно, второго трубчатого корпуса 45 относительно первого корпуса 42 зависит от электромагнитной индукции, создаваемой между статором 69 и ротором 74 и генерирующей выше упомянутое вращающееся магнитное поле, от которого зависит индуктированная электромагнитная сила F в соответствии с динамическими электрическими параметрами подводимой мощности. Короче говоря, скорость вращения ротора определяют по величине тока и, следовательно, по величине подаваемого напряжения на соответствующие обмотки 72 от источника 84 электропитания и от частоты питающего тока.
С учетом этого каждый ролик 3 оснащен соответствующим неподвижным измерительным датчиком 90, жестко прикрепленным к корпусной балке 2 и установленным для определения вращательного движения второго трубчатого корпуса 45. Функция датчика 90 заключается в том, чтобы в любой данный момент времени при работе определять динамические параметры, отражающие угловое перемещение второго трубчатого корпуса 45 относительно оси 23 вращения и его положение относительно неподвижного первого трубчатого корпуса 42, и затем генерировать пропорциональный выходной сигнал, который направляют в главную станцию управления 91. Другими словами, за один оборот второго трубчатого корпуса 45 относительно неподвижного первого корпуса 42 датчик 90 устанавливает заданное отношение между угловым положением и угловой скоростью второго трубчатого корпуса 45, с одной стороны, и его собственным выходным сигналом, с другой стороны. В частности, станция управления 91 и источник 84 электропитания соединены таким образом, чтобы создавать цепь обратной связи между датчиком 90 и источником 84 электропитания.
В части 1 устройства для прикрепления фильтров, представленной на фиг.1, датчики 90 (не показаны на фиг.1), соединенные с различными роликами 3, генерируют упомянутые выше пропорциональные выходные сигналы при каждом рабочем цикле для определения углового положения в каждый момент времени каждого вращающегося второго трубчатого корпуса 45 и относительной скорости вращения так, чтобы можно было постоянно осуществлять контроль в реальном времени за угловыми положениями и угловыми скоростями отдельных роликов 3. В соответствии с этим вращение каждого ролика 3 согласуют с вращением других роликов 3, и это согласование поддерживают в течение всего операционного цикла.
Таким образом, в действии, во время каждого цикла, завершаемого на части 1 устройства для прикрепления фильтров, каждый датчик 90 запрограммирован на осуществление мониторинга угловой скорости вращения второго трубчатого корпуса 45 соответствующего ролика 3, который имеет определенный диаметр и, таким образом, отличается от следующего ролика 3, а также отличаются результирующие скорости роликов. Таким образом окружную скорость каждого трубчатого корпуса 45 можно контролировать постоянно и так, чтобы достичь бездефектного согласования между всеми роликами 3 в части 1 устройства для прикрепления фильтров, к которой относится изобретение.



Изобретение относится к устройству привода роликов автоматов, используемого при изготовлении сигарет с фильтром, и направлено на обеспечение компактной и простой в исполнении конструкции. Сигаретные палочки транспортируют через устройство для прикрепления фильтров посредством цепочки роликов, каждый из которых содержит неподвижный первый трубчатый корпус, жестко соединенный с вертикальной корпусной балкой, и вращаемый второй трубчатый корпус, размещенный соосно поверх первого трубчатого корпуса и сцентрированный относительно оси, общей для обоих корпусов. Каждый ролик содержит статор, жестко соединенный с первым трубчатым корпусом, и ротор, жестко соединенный со вторым трубчатым корпусом, совмещенные соответственно с первичной частью и вторичной частью электродвигателя, в котором обмотка соединена с источником электропитания, управляемым посредством главной станции управления. Станция управления получает сигналы от отдельных датчиков, которые могут в каждый данный момент времени определять угловое положение и скорость отдельного ролика таким образом, чтобы устанавливать предварительно определенное согласование для каждого ролика относительно других роликов в цепочке, которое поддерживают постоянно в течение рабочего цикла. 2 с. и 14 з.п. ф-лы, 6 ил.

| US 5697488 A, 16.12.1997 | |||
| Комплект подушек рабочих и опорных валков нереверсивной клети кварто горячей прокатки | 1976 |
|
SU577061A1 |
| Устройство для отбора металлического конденсата | 1977 |
|
SU627175A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПАПИРОС С ФИЛЬТРОМ | 1991 |
|
RU2054275C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФИЛЬТРОВ В МАШИНУ, ПРИКРЕПЛЯЮЩУЮ ФИЛЬТРЫ | 1992 |
|
RU2048781C1 |

