Область техники
Настоящее изобретение относится к процессу сборки курительного изделия и соответствующему оборудованию. В частности, среди прочего, оно относится к машине для сборки сигарет с фильтром, включающей несколько модулей.
Уровень техники
Известные машины для сборки сигарет с фильтром включают узел прикрепления фильтра для скрепления фильтра и отрезка табачного штранга (сигаретной палочки) для формирования сигареты с фильтром. В известном узле прикрепления фильтра отрезок фильтрующего штранга - фильтрпалочка "двойной длины" (также называемая "двойная палочка") совмещается с каждого конца с двумя отрезками табачного штранга и три палочки обертываются оберткой, известной как "ободковая бумага", с формированием при этом двух сигарет с фильтром. Этот процесс хорошо известен специалистам.
Известные фильтрпалочки и отрезки табачного штранга передаются в узел прикрепления фильтра несколькими цилиндрическими барабанами, при этом палочки передаются от одного барабана к другому по мере их прохождения через узел. Известные барабаны имеют несколько желобов для удержания палочек во время транспортировки, при этом желобы расположены с интервалом по криволинейной наружной поверхности барабана, и каждый проходит в направлении оси барабана.
Некоторые барабаны выполнены с возможностью проведения каких-либо операций, пока палочка передается барабаном. Например, известные машины для прикрепления фильтра включают барабан с качающейся шайбой для продольного сжатия двух отрезков табачных штрангов и двойной фильтрпалочки перед наложением ободковой бумаги и прикатывающий барабан, взаимодействующий с прикатывающим прижимом для обертывания отрезка ободковой бумаги вокруг трех палочек. Другие известные барабаны включают резальные барабаны, взаимодействующие с ножом для резки палочек, отделяющие барабаны для отделения палочек, контрольные барабаны для проверки наличия фильтров или испытания на герметичность, лазерные барабаны для прожигания мелкой перфорации в фильтрпалочках и поворачивающие барабаны для изменения ориентации сигарет. Другими известными барабанами являются передаточные барабаны (также называемые "промежуточными барабанами"), приемные барабаны и питающие барабаны. Известные машины для прикрепления фильтра также включают узел подготовки накладок ободковой бумаги для подготовки отдельных нарезанных отрезков ободковой бумаги (известных как ободковые "накладки") и узел нанесения клея на ободковую бумагу.
В DE 1006324 раскрыта установка для сборки курительных изделий с соединенными один за другим узлами, количество которых зависит от количества штрангов фильтрующего материала в сигаретах, производимых установкой. Необходимое количество этих узлов соединяется друг с другом как часть конструкции исходной установки во время производства данной установки и предусматривается и поставляется конечному пользователю в соответствии с заданной спецификацией. Соединение этих машинных узлов является не простой задачей, которая выполняется производителем и не может быть выполнена пользователем без капитальной переборки установки и ее коренной переделки.
В публикации WO 2010142498 раскрывается устройство для сборки курительного изделия, в котором осуществляется нанесение нескольких оберток одновременно посредством одного узла обертывания. Такое устройство также имеет «жесткую» заданную конфигурацию для изготовления конкретного изделия, например, не позволяющую пользователю устройства варьировать процесс изготовления между нанесением разных оберток.
В основу настоящего изобретения положена задача создания установки, имеющей изменяемую конфигурацию в смысле возможности простого внесения изменений в готовую установку пользователем (а не только при ее изготовлении производителем) с возможностью ее использования для широкого спектра различных сборочных операций относительно сложных курительных изделий, имеющих составной фильтр, не разрабатывая и не изготавливая каждый раз специализированную машину или не выполняя существенных капитальных модификаций исходной машины.
Раскрытие изобретения
В настоящем изобретении предлагается, в его вариантах выполнения, модульная установка для сборки курительного изделия. Модульная установка выполнена с возможностью принимать отрезки штранга курительного материала и подвергать эти принятые отрезки штранга курительного материала первой последовательности операций, при этом конфигурация модульной установки может быть изменена так, чтобы подвергать принятые отрезки штранга курительного материала второй последовательности операций, отличающейся от первой последовательности операций, причем первая и вторая последовательности операций соответственно формируют по меньшей мере часть первого и второго процессов сборки курительных изделий, каждое из которых содержит отрезок штранга курительного материала, выкуриваемого при использовании. При этом модульная установка включает первое устройство вложения палочек, выполненное с возможностью вкладывания первой палочки между двумя отрезками табачного штранга, первое устройство разделения палочек, выполненное с возможностью разделения первой палочки на два сегмента, устройство отделения палочек, выполненное с возможностью отделения первой группы, содержащей отрезок штранга курительного материала и один из упомянутых сегментов, от второй группы, содержащей отрезок штранга курительного материала и другой из упомянутых сегментов, и второе устройство вложения палочек, выполненное с возможностью вкладывания второй палочки между первой и второй группами.
В соответствии с вариантами выполнения изобретения предложена установка для сборки курительных изделий, позволяющая гибко изменять ее конфигурацию, в которой обеспечивается возможность введения простым и быстрым путем изменений в процесс сборки пользователем непосредственно по месту его осуществления.
Установка, конфигурация которой может быть изменена, может также служить полезным инструментом для разработки новых изделий. Вместо того чтобы разрабатывать и изготавливать специализированную машину для выполнения определенной последовательности сборочных операций, может быть изменена конфигурация модульной установки для выполнения этой последовательности операций. Тем самым могут быть сокращены продолжительность и стоимость разработки нового продукта.
Некоторые из операций первой последовательности операций могут быть включены во вторую последовательность операций. В некоторых случаях первая и вторая последовательности могут отличаться только одной операцией. В других случаях вторая последовательность операций может включать все операции первой последовательности и может отличаться тем, что включает одну или более дополнительных операций, отсутствующих в первой последовательности. В других случаях первая и вторая последовательности каждая могут состоять из одних и тех же операций, порядок выполнения которых отличается. Например, первая и вторая последовательности могут отличаться тем, что место проведения операций в первой последовательности изменено на обратное во второй последовательности. В некоторых случаях ни одна из операций из первой последовательности может не включаться во вторую последовательность.
Таким образом, достигается такой технический результат, как обеспечение возможности простого изменения пользователем конфигурации размещенной по месту установки для изготовления относительно сложных курительных изделий и ее существенной «гибкости», так что оператор может изменять установку для выполнения необходимой последовательности операций по месту эксплуатации, не приобретая новую машину для этой цели или не подвергая кардинальной переделке имеющуюся машину. Этот высокий уровень гибкости, в частности, значительно отличается от возможностей в этом плане установки, известной из публикации DE 1006324, в которой возможно только добавление производителем дополнительных машинных узлов для осуществления одной и той же операции (добавление штрангов фильтрующего материала) без возможности добавления/изменения широкого диапазона различных блоков непосредственно пользователем по месту осуществления процесса сборки.
Модульная установка может включать первый модуль, содержащий упомянутое первое устройство вложения палочек, и второй модуль, содержащий упомянутое второе устройство вложения палочек.
Модульная установка также может включать второе устройство разделения палочек, выполненное с возможностью разделения второй палочки на два сегмента. Модульная установка также может включать узел обертывания, приспособленный для обертывания обертки по меньшей мере частично вокруг вложенной палочки после того, как она вложена между двумя отрезками табачного штранга, и перед тем, как вложенная палочка разделена устройством разделения отрезков. Вложенная палочка может включать упомянутую первую палочку, вложенную первым устройством вложения палочек, либо упомянутую вторую палочку, вложенную вторым устройством вложения палочек.
Модульная установка может включать несколько устройств вложения палочек, причем каждое устройство вложения палочек выполнено с возможностью вкладывать палочку между двух отрезков табачного штранга. Модульная установка может включать несколько устройств разделения палочек, причем каждое такое устройство разделения палочек выполнено с возможностью разделения палочки на два сегмента. Модульная установка может включать несколько узлов обертывания, каждый из которых приспособлен для обертывания обертки по меньшей мере частично вокруг вложенной палочки после того, как она вставлена между двумя отрезками табачного штранга, и перед тем как вставленная палочка разделена устройством разделения палочек.
Предпочтительно в первом процессе сборки курительных изделий формируется первая конструкция курительного изделия, а во втором процессе сборки курительных изделий формируется вторая конструкция курительного изделия, отличающаяся от первой конструкции.
Благодаря этому модульная установка обеспечивает изменение типа изготавливаемой сигареты. При этом вместо использования на фабрике отдельных специализированных машин для изготовления сигарет разных типов, используется одна перестраиваемая машина. В результате достигается экономия места на фабрике.
В ходе первой и второй последовательностей операций отрезки штрангов курительного материала могут соответственно комбинироваться с одной или более палочками, например фильтрпалочками.
Предпочтительно каждый отрезок штранга курительного материала включает отрезок табачного штранга.
Модульная установка может включать несколько модулей. Модули могут содержать несколько функциональных узлов, выполненных с возможностью выполнять с отрезками штранга курительного материала первую последовательность операций.
Некоторые функциональные узлы могут, например, содержать транспортирующий элемент, например барабан, например барабан с качающейся шайбой, прикаточный барабан, резальный барабан, отделяющий барабан или передаточный барабан. Помимо барабанов модули также могут содержать другие функциональные узлы, например узел подготовки накладок ободковой бумаги или узел нанесения клея.
Барабаны предпочтительно располагаются так, чтобы образовывать тракт передачи через модульную установку, вдоль которого над отрезками штранга курительного материала выполняют операции упомянутой первой последовательности.
Изменение конфигурации модульной установки может включать перестановку модулей один относительно другого. В альтернативном варианте или дополнительно могут быть добавлены один или более дополнительных модулей. В альтернативном варианте или дополнительно один или более модулей могут быть удалены.
В тех случаях когда требуется изготовить сигарету нужной конструкции, это может быть осуществлено добавлением в модульную установку только одного дополнительного модуля либо заменой только одного модуля другим модулем.
Модули могут включать один или более модулей с изменяемой конфигурацией. Изменение конфигурации модульной установки может включать изменение конфигурации модуля с изменяемой конфигурацией.
При изменении конфигурации модульная установка предпочтительно включает несколько модулей, которые содержат несколько функциональных узлов (например, барабанов), выполненных так, чтобы образовывать тракт передачи, вдоль которого над отрезками штранга курительного материала выполняют операции упомянутой второй последовательности.
Предпочтительно модули расположены в ряд с тем, чтобы обеспечить выполнение первой и второй последовательностей операций с отрезками штранга курительного материала. Предпочтительно модули расположены в ряд расположением по прямой линии. Однако в варианте выполнения модули могут быть расположены в ряд расположением по кривой.
По меньшей мере один модуль может быть оставлен неизменным, когда выполняется изменение конфигурации модульной установки для второй последовательности операций. Например, загрузочный модуль, приспособленный для приема отрезков штранга курительного материала, может иметь одно и то же расположение и настройку как до изменения конфигурации модульной установки, так и после.
Модульная установка может включать первое устройство формирования группы, выполненное с возможностью соединять отрезок штранга курительного материала с первой палочкой для формирования первой группы, и второе устройство формирования группы, выполненное с возможностью ассоциировать вторую палочку с первой группой для формирования второй группы. Первое устройство формирования группы может быть включено в первый модуль, а второе устройство формирования группы может быть включено во второй модуль.
Модульная установка может включать один или более модулей, связанные с узлом прикрепления палочек. Подходящие узлы прикрепления палочек могут включать, например, узел "Max S" компании Hauni Maschinenbau, или узел "Мах 90", также компании Hauni Maschinenbau, или узел GD AF12. Другие подходящие узлы прикрепления палочек включают узлы прикрепления фильтрующих мундштуков М5 или М8 компании Hauni, узел прикрепления фильтра GD 121 или аналогичные устройства. Специалисты смогут представить себе и альтернативные варианты использования других узлов прикрепления палочек.
В узел прикрепления палочки может быть включено одно или более устройств вложения палочек. Узел прикрепления палочки может быть выполнен с возможностью приема, прямо или через посредника, по меньшей мере отрезка табачного штранга от модуля модульной установки и присоединить палочку к отрезку табачного штранга для формирования курительного изделия.
В соответствии с различными вариантами выполнения изобретения предложена установка сборки курительного изделия, включающая один или более модулей модульной установки.
Установка сборки курительного изделия может включать источник отрезков табачного штранга. Источник отрезков табачного штранга может содержать узел изготовления отрезков табачного штранга. В альтернативном варианте источник отрезков табачного штранга может содержать загрузочный магазин отрезков табачного штранга. Модульная установка может быть скомпонована так, чтобы прямо или через посредника получать отрезки табачного штранга от источника отрезков табачного штранга.
По меньшей мере один из модулей модульной установки может представлять собой модуль с изменяемой конфигурацией, содержащий базовый блок, позволяющий устанавливать на него, с возможностью снятия, несколько различных частей. Модуль может включать сегмент установки барабана, приспособленный для установки, по выбору, первого и второго барабанов. Модуль может включать элемент управления всасыванием, выполненный с возможностью прикладывать разрежение к первому или второму барабанам.
Модульная установка может включать некоторые модули, на каждый из которых можно устанавливать одинаковое число барабанов одинаковым образом. Таких модулей может быть два или более (например, два или более модулей с изменяемой конфигурацией). Хотя число барабанов и их расположение может быть одинаковым для этих модулей, барабаны могут быть разного типа в зависимости от требуемой конфигурации модулей, поэтому функции одинаково расположенных барабанов могут быть разными у разных модулей. В вариантах выполнения все модули модульной установки могут быть выполнены с возможностью установки одинакового числа барабанов, одинаково расположенных, за исключением первого загрузочного модуля, который может иметь другое количество барабанов.
Каждый модуль может иметь базовый блок и два или более барабанов. Один или более модулей может иметь четыре барабана либо, в альтернативном случае, менее четырех барабанов. Один или более модулей может иметь более четырех барабанов.
В настоящем изобретении также предлагается комплект частей для сборки модульной установки. Предпочтительно комплект частей включает несколько модулей.
В настоящем изобретении также предлагается способ изменения конфигурации модульной установки, при выполнении которого меняют расположение модулей относительно друг друга, и(или) удаляют один или более модулей, и(или) добавляют один или более модулей, и(или) изменяют конфигурацию одного или более модулей.
В изобретении также предложено сборочное устройство для сборки курительного изделия путем соединения одной или более палочек с отрезком штранга курительного материала, который выкуривается при использовании, включающее первый узел обертывания для наложения первой ободковой обертки на курительное изделие и второй узел обертывания для наложения второй ободковой обертки на курительное изделие после наложения первой обертки, выполненный с возможностью наложения второй обертки так, чтобы между первой и второй обертками имелся продольный промежуток.
Такое устройство с двумя последовательно расположенными узлами обертывания также обеспечивает такой технический результат как возможность гибко изменять конфигурацию установки, в том числе возможность введения пользователем изменений в процесс сборки непосредственно по месту ее осуществления (например, обеспечивается возможность добавления/изменения дополнительных компонентов фильтра и различных комбинаций исходных палочек, при этом получая на выходе сборочного устройства требуемое курительное изделие с двумя обертками, разделенными продольным промежутком).
Первый модуль может содержать первый узел обертывания, а второй модуль может содержать второй модуль обертывания.
Также предлагается способ сборки курительного изделия, при выполнении которого: принимают отрезки штранга курительного материала; выполняют с отрезками штранга курительного материала первую последовательность операций в модульной установке, конфигурация которой может быть изменена так, чтобы с принятыми отрезками штранга курительного материала могла быть выполнена вторая последовательность операций, отличающаяся от первой последовательности, при этом первая и вторая последовательности операций соответственно формируют по меньшей мере часть первого и второго процессов сборки курительных изделий, каждое из которых содержит один из отрезков штранга курительного материала, который выкуривается при использовании.
Используемый в настоящем описании термин "палочка" включает отрезки штранга курительного материала, например отрезки табачного штранга (сигаретные палочки), фильтрпалочки (отрезки фильтрующего штранга), а также другие стержнеобразные изделия, пригодные для введения в курительное изделие. Палочка может быть сформирована в виде единой палочки либо может содержать два или более сегмента.
Используемый в настоящем описании термин "фильтрпалочка" относится к палочке, содержащей материал, пригодный для удаления из дыма определенных элементов. Фильтрпалочка может быть длиннее фильтрующих элементов готовых сигарет. Например, фильтрпалочка может представлять сбой палочку двойного или учетверенного размера, которая разделяется на сегменты в процессе сборки сигареты, при этом каждый сегмент присоединяется к одному отрезку табачного штранга в готовой сигарете. Известно, что "двойная фильтрпалочка" соответствует фильтрпалочке, которая должна быть разделена на два сегмента, а "счетверенная фильтрпалочка" относится к фильтрпалочке, которая должна быть разделена на четыре сегмента. По аналогии "фильтрпалочка шестикратного размера" относится к фильтрпалочке, которая должна делиться на шесть сегментов.
В настоящем описании термин "курительное изделие" включает продукты для курения, например сигареты, сигары и сигарильо на основе табака, производных табака, разрыхленного табака, порошкового табака, или заменителей табака, а также продукты, нагреваемые без горения. Курительное изделие может иметь фильтр для газового потока, втягиваемого курильщиком.
Краткое описание чертежей
Для улучшения понимания изобретения приводится описание вариантов его выполнения на частных примерах со ссылками на приложенные чертежи, где:
на фиг. 1 схематически показаны элементы установки для изготовления сигарет;
на фиг. 1А представлен модуль первого типа;
на фиг. 2 представлен модуль второго типа;
на фиг. 2А представлены два отрезка табачного штранга и фильтрпалочка, подаваемые на модуль второго типа;
на фиг. 3 представлен модуль третьего типа;
на фиг. 3А представлены два отрезка табачного штранга и фильтрпалочка, подаваемые на модуль третьего типа;
на фиг. 4 представлен модуль четвертого типа;
на фиг. 4А представлены два отрезка табачного штранга и фильтрпалочка, подаваемые на модуль четвертого типа;
на фиг. 5 представлено расположение модулей;
на фиг. 6А представлен узел Max S;
на фиг. 6Б представлена модификация узла Max S;
на фиг. 7 представлено расположение модулей, связанных с модулем Мах S, для изготовления сигарет первого типа, а на фиг. 7А показан соответствующий процесс сборки сигареты;
на фиг. 8 представлено расположение модулей для изготовления сигарет второго типа, а на фиг. 8А показан соответствующий процесс сборки сигареты;
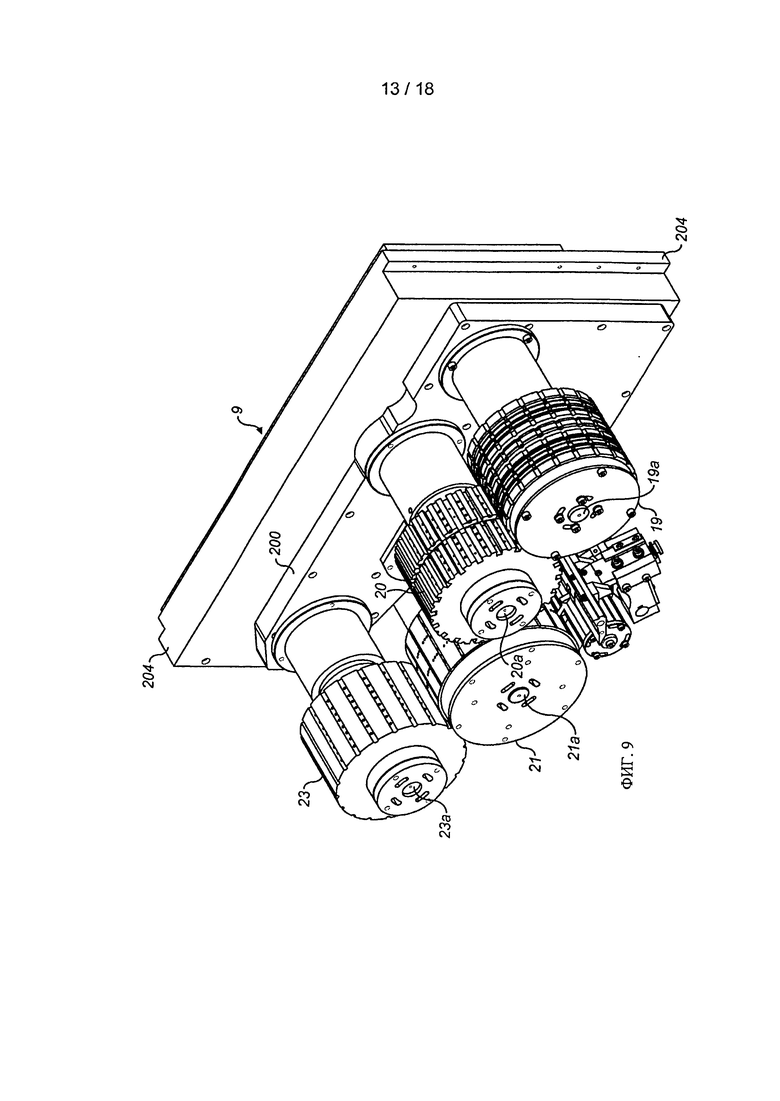
на фиг. 9 представлен в перспективе вид базового блока модулей, показанных на фиг. 2, 3 и 4, на котором установлено четыре барабана;
на фиг. 10 представлен в перспективе вид блока, показанного на фиг. 9, с одним снятым барабаном;
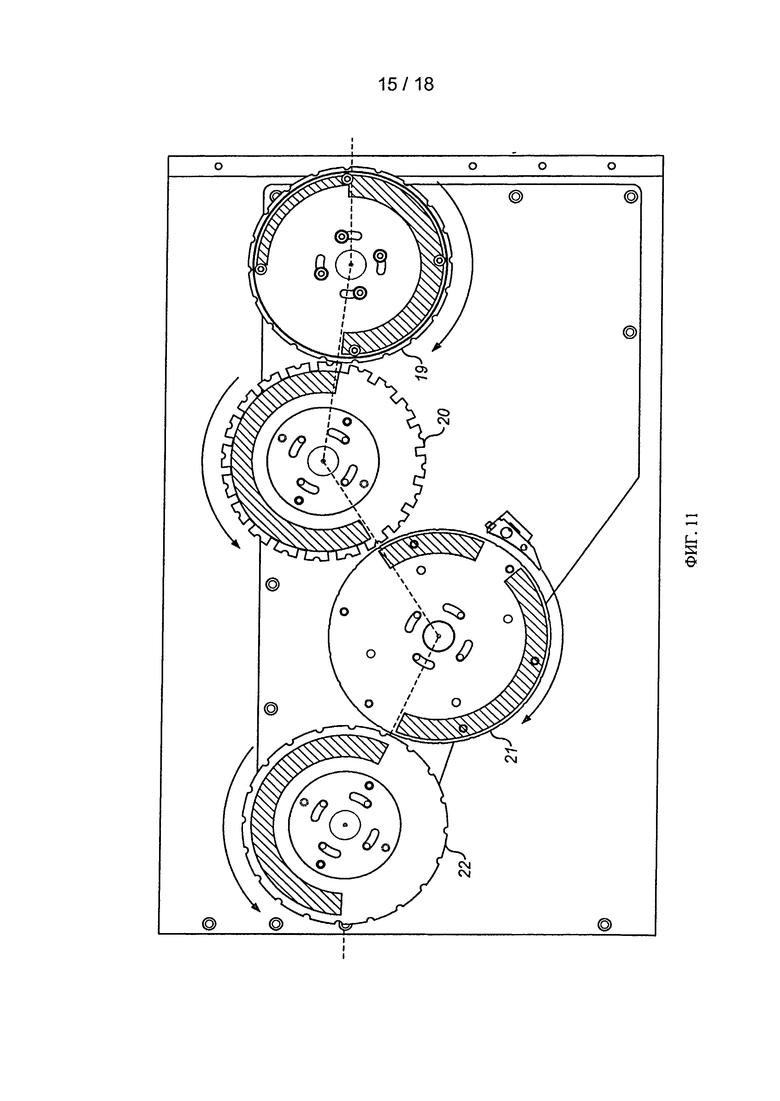
на фиг. 11 схематически представлены области, где к барабанам прикладывается разрежение, а также направление вращения барабанов;
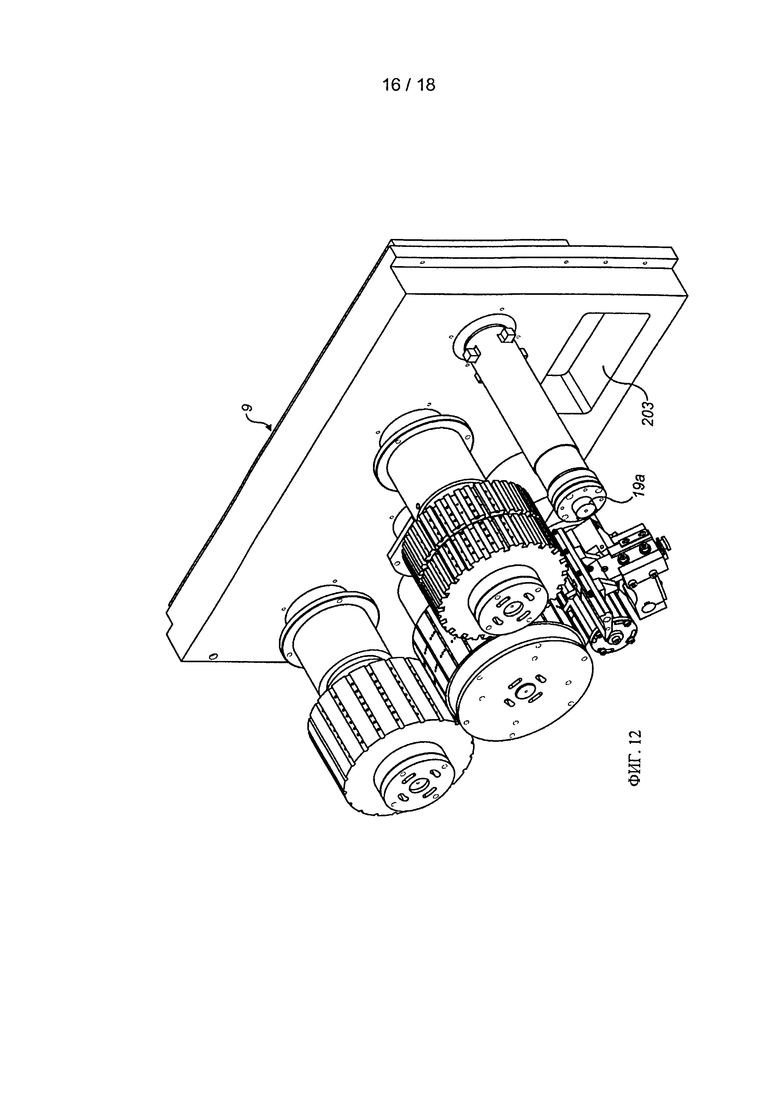
на фиг. 12 представлен в перспективе вид блока, показанного на фиг. 10, со снятыми элементом управления отсасыванием и кожухом отсасывателя;
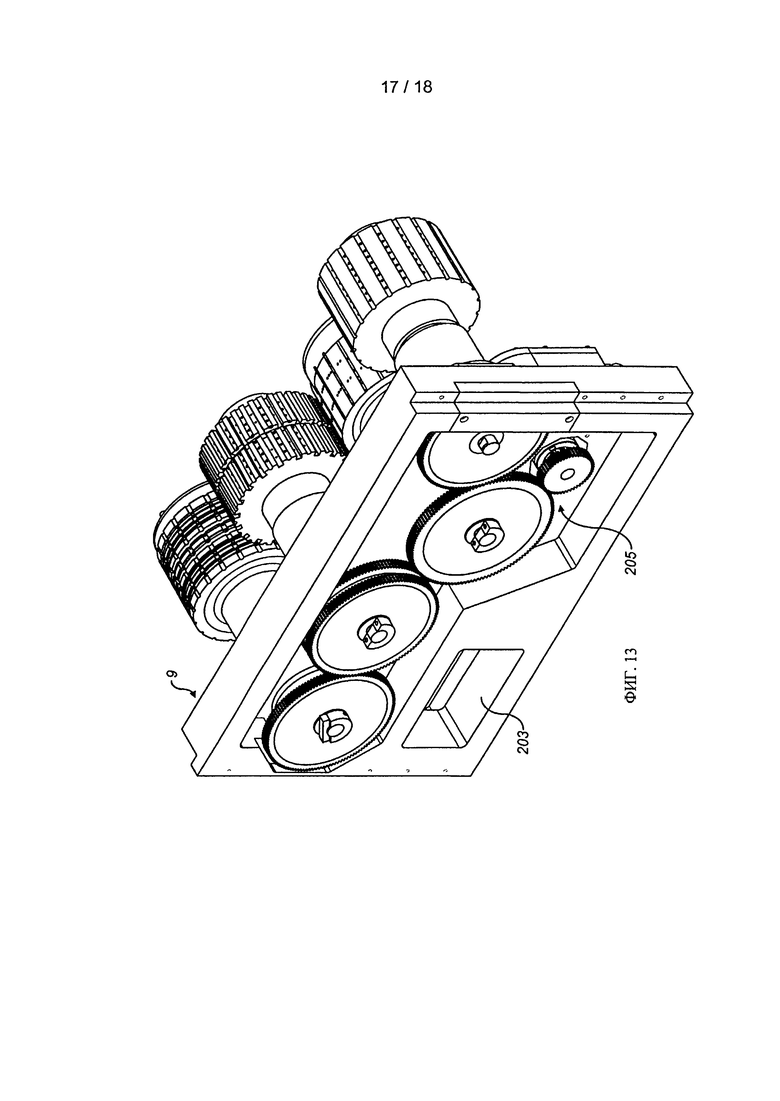
на фиг. 13 представлен вид сзади базового блока, показанного на фиг. 9;
на фиг. 14 представлен вариант выполнения модуля, показанного на фиг. 1А.
Подробное описание осуществления изобретения
На фиг. 1 схематически показаны элементы установки 100 для изготовления сигарет. Установка 100 содержит узел 101 изготовления отрезков табачного штранга и сигаретную машину 104. Как показано, сигаретная машина 104 включает модульную установку, включающую группу 102 модулей 102а, размещенных в ряд, и узел 103 прикрепления фильтра. Как показано, модули 102а на фиг. 1 расположены между узлом 101 изготовления отрезков табачного штранга и узлом 103 прикрепления фильтра, и получают отрезки табачного штранга непосредственно от узла 101 изготовления отрезков табачного штранга.
Модули 102 могут иметь различную конфигурацию для обеспечения в установке 100 различных вариантов изготовления сигарет разных типов. Конфигурация модулей 102 может быть изменена для изготовления сигарет другого типа посредством добавления/удаления модуля (ей), перестановкой модулей друг относительно друга и(или) изменением конфигурации отдельных модулей. Таким путем может быть получена перестраиваемая сигаретная машина, в которой обеспечиваются изменения типа изготавливаемых сигарет.
На фиг. 1А, 2, 3 и 4 представлены частные примеры модулей 1, 2, 3, 4, а на фиг. 7 и 8 представлены частные примеры конфигурации модульной установки 102, 103. Машина в конфигурации, показанной на фиг. 7, формирует сигареты с фильтром с тремя сегментами, описанные ниже более подробно. Машина в конфигурации, показанной на фиг. 8, формирует сигареты, имеющие раздвижной фильтр, подробное описание которого приведено ниже.
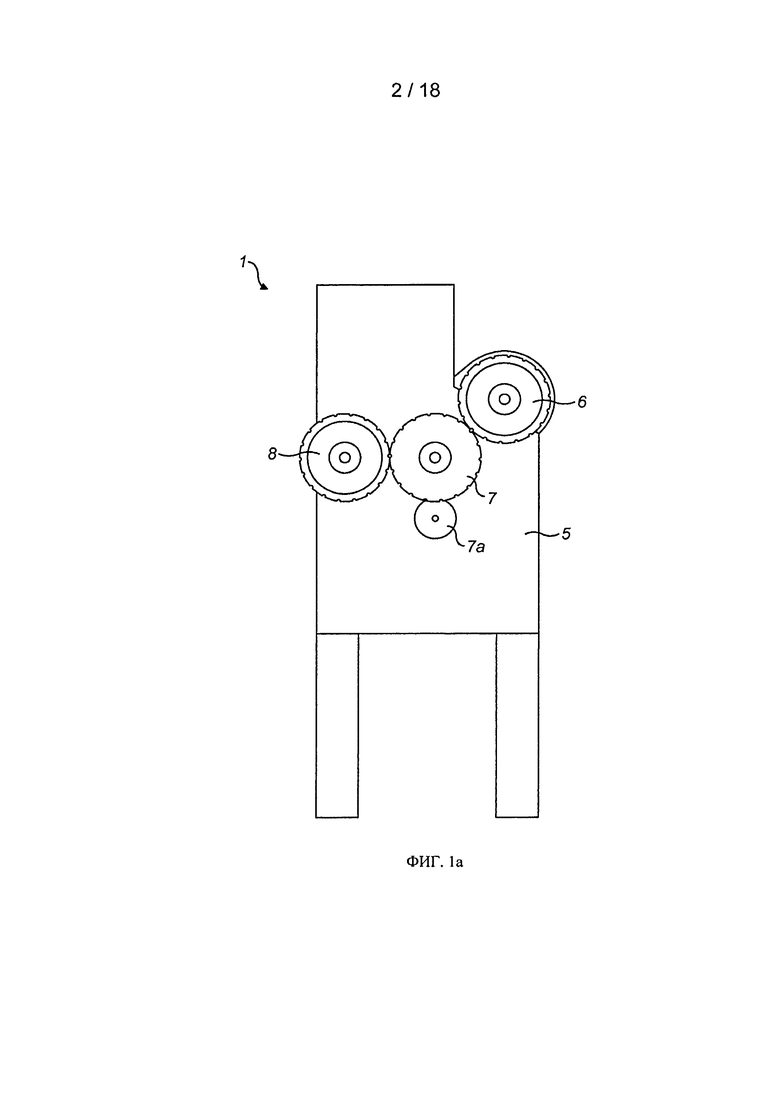
На фиг. 1А представлен модуль 1 первого типа. Модуль 1 содержит базовый блок 5, на котором установлены несколько барабанов 6, 7, 8 для транспортировки палочек через модуль 1. Барабаны 6, 7, 8 включают приемный барабан 6, резальный барабан 7 и отделяющий барабан 8. Приемный барабан 6 обеспечивает прием отрезков табачного штранга двойной длины из машины для изготовления отрезков табачного штранга. Отрезки табачного штранга транспортируются приемным барабаном и передаются в резальный барабан 7. На чертеже резальный барабан 7 показан с дисковым ножом 7а, обеспечивающим разрезку каждой палочки двойной длины на два отрезка табачного штранга, которые передаются от резального барабана на отделяющий барабан 8. Отделяющий барабан 8 обеспечивает продольное разделение двух отрезков табачного штранга и последующую выдачу их из модуля 1. Отделяющий барабан 8 является устройством известного типа с четырьмя сегментами с каждой стороны, имеющими кулачковые следящие элементы, двигающиеся по направляющемуся кулачку. Сегменты, захватившие отрезки табачного штранга, могут перемещаться из внутреннего положения во внешнее положение для создания промежутка между отрезками табачного штранга.
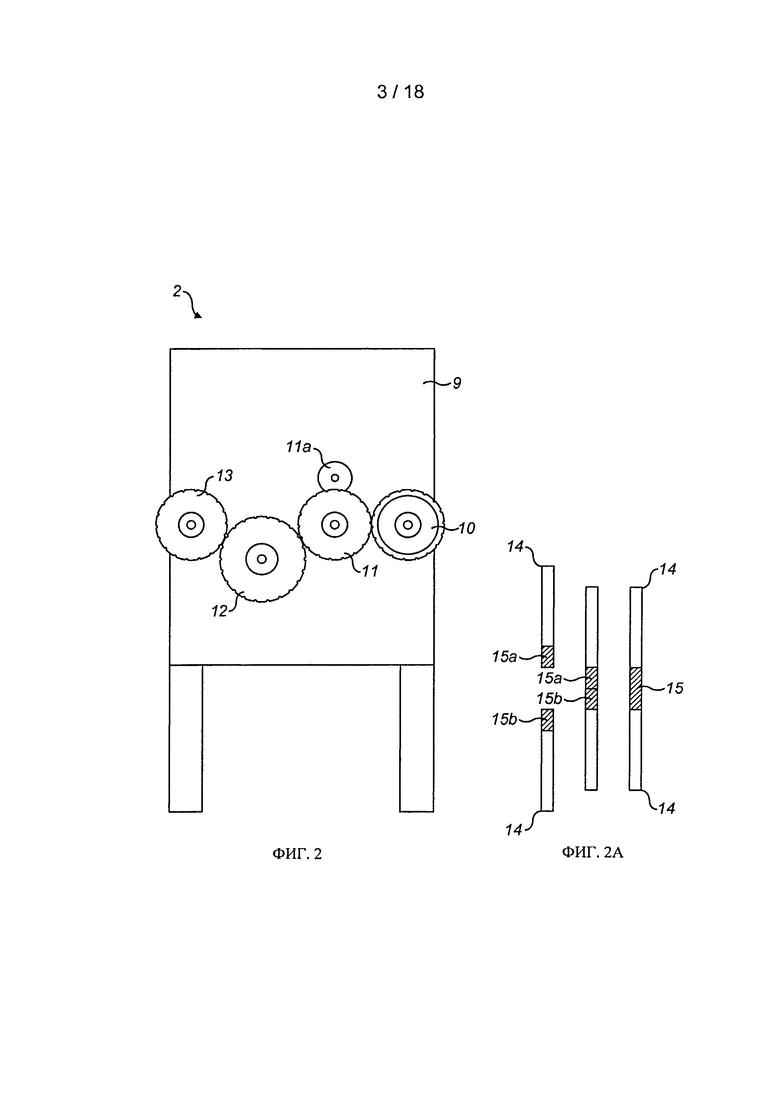
На фиг. 2 представлен модуль 2 второго типа. Показано, что модуль 2 включает базовый блок 9 с установленными на нем питающим барабаном 10, резальным барабаном 11 с дисковым ножом 11а, промежуточным барабаном 12 и отделяющим барабаном 13. Показано, что барабаны 10, 11, 12, 13 формируют тракт передачи для палочек в модуле 2.
В модуле 2 обеспечивается разрезка центральной палочки в группе принятых палочек на два сегмента с последующим разделением разрезанных сегментов для формирования двух разнесенных групп палочек.
Как показано на фиг. 2А, в модуль 2 могут подаваться два отрезка 14 табачного штранга вместе с расположенной в середине фильтрпалочкой 15, например, от предшествующего модуля, так что три палочки совмещены одна с другой в желобе питающего барабана 10. В этом случае питающий барабан 10 передает три совмещенных палочки в желоб резального барабана 11, в котором средняя фильтрпалочка 15 разрезается на два сегмента 15а, 15b. Затем отделяющий барабан 13 разделяет палочки на две группы так, что каждая группа включает один отрезанный сегмент 15а, 15b и отрезок 14 табачного штранга. Далее обе группы выдаются из модуля 2 отделяющим барабаном 13.
В некоторых частных вариантах, например в альтернативной конфигурации модуля 2, вместо получения двух отрезков табачного штранга вместе с единой расположенной посередине фильтрпалочкой получают два отрезка табачного штранга вместе с тремя фильтрпалочками, расположенными посередине между отрезками табачного штранга. В этом случае резальный барабан 11 может приспособлен для разрезки центральной фильтрпалочки в центральной точке на два сегмента, а отделяющий барабан 12 может быть приспособлен для разделения палочек на две группы так, что каждая группа включает один из двух отрезанных сегментов, одну фильтрпалочку, которая не была разрезана резательным барабаном 11, и один отрезок табачного штранга.
Следует иметь в виду, что в других конфигурациях в модуль 2 могут поступать два отрезка табачного штранга с пятью фильтрпалочками или иным нечетным количеством фильтрпалочек. В некоторых примерах расположенная посередине фильтрпалочка или фильтрпалочки могут быть скреплены с отрезками табачного штранга (и(или) одна с другой) посредством одной или более обертки при их подаче в модуль 2.
В некоторых вариантах выполнения некоторые или все из фильтрпалочек могут представлять собой многосегментные фильтрпалочки. В альтернативном варианте фильтрпалочки могут представлять собой односегментные палочки.
На фиг. 3 представлен модуль 3 третьего типа. Модуль 3, показанный на фиг. 3, аналогичен модулю 2, показанному на фиг. 2, за исключением того, что модуль 3 дополнительно содержит механизм 16 подачи фильтров. При этом для соответствующих элементов сохраняются те же номера ссылок. Модуль 3 получает два отрезка табачного штранга, разделенных продольным промежутком, вкладывает в промежуток фильтрпалочку, разрезает вставленную фильтрпалочку на два сегмента, после чего разделяет разрезанные сегменты для формирования двух разнесенных групп палочек.
Сами по себе механизмы 16 подачи фильтров известны в уровне техники. Например, могут быть использованы механизмы подачи из известных машин "Max S" и "Max 90". Механизмы подачи фильтров могут быть приспособлены для выдачи палочки нужного типа, например двойных или счетверенных фильтрпалочек. Как показано на фиг. 3, механизм 16 подачи имеет вход 17 для приема фильтрпалочек и выход 18, расположенный так, чтобы подавать фильтрпалочки на питающий барабан 10. Механизм подачи фильтров также может включать режущее устройство для разрезания каждой принятой палочки на два сегмента фильтрпалочки, которые затем подаются в питающий барабан. Например, механизм подачи фильтров может принимать счетверенные палочки, разрезать каждую счетверенную палочку на две сдвоенных палочки и затем передавать каждую сдвоенную палочку на питающий барабан. В другом варианте механизм подачи фильтров может получать фильтрпалочки другой длины, например шестикратной, и в некоторых конфигурациях разрезать их на сегменты нужной длины.
Таким образом, модуль 3 может получать отрезки табачного штранга от предыдущего модуля и также фильтрпалочки от механизма 16 подачи. Отрезки табачного штранга принимаются на питающий барабан, отделенный соответствующим промежутком, при этом величина промежутка выбрана так, чтобы можно было принять палочку от механизма 16 подачи.
Как показано на фиг. 3А, в некоторых вариантах выполнения желоб питающего барабана 10 может принять два совмещенных отрезка 14 табачного штранга от предшествующего модуля, при этом отрезки табачного штранга разделены промежутком. Механизм подачи фильтра может быть выполнен с возможностью помещать сдвоенные фильтры 15 в этот промежуток по мере поступления отрезков табачного штранга от питающего барабана. Резальный барабан 11 приспособлен для разделения палочек на две группы так, что каждая группа включает фильтрующий сегмент 15а и один отрезок 14 табачного штранга. После этого обе группы выводятся из модуля 3. В других вариантах конфигураций модуль 3 может принимать два отрезка табачного штранга вместе с двумя фильтрпалочками от предшествующего модуля так, чтобы четыре палочки совмещались в желобе питающего барабана 10. Палочки могут быть приняты так, чтобы между ними оставался промежуток, достаточный для вкладывания в него другой, сдвоенной фильтрпалочки. В этом случае модуль 4 может быть выполнен с возможностью: 1) вкладывать двойную фильтрпалочку в промежуток, 2) разрезать вложенную фильтрпалочку на две палочки и затем 3) разделять палочки на две группы так, что каждая группа включает отрезанный сегмент вставленной палочки, одну из фильтрпалочек, полученных от предшествующего модуля, и один из отрезков табачного штранга.
На фиг. 4 показан модуль 4 четвертого типа. Модуль 4 включает базовый блок 9, на котором установлены механизм 16 подачи фильтров, питающий барабан 19, барабан 20 с качающейся шайбой, прикаточный барабан 21, прикатывающий прижим 22, передаточный барабан 23, узел 24 подготовки накладок ободковой бумаги и узел 25 нанесения клея. Модуль 4 выполнен с возможностью вкладывания палочки, например фильтрпалочки, между двумя принятыми отрезками табачного штранга и наложения обертки в форме ободковой бумаги.
Как показано на фиг. 4А, питающий барабан 19 может принимать два отрезка табачного штранга от предшествующего модуля. Отрезки табачного штранга могут быть разделены промежутком, величина которого обеспечивает вложение в него двойной фильтрпалочки. Механизм подачи фильтров обеспечивает вложение двойной фильтрпалочки в этот промежуток. Далее, совместным действием барабана 20 с качающейся шайбой, прикаточного барабана 21, прикатывающего прижима 22, узла 24 подготовки накладок ободковой бумаги и узла 25 нанесения клея три палочки соединяются обертыванием их оберточной бумагой, как это хорошо известно специалистам. Более подробно, барабан с качающейся шайбой продольно сжимает три палочки, после чего лист ободковой бумаги с намазанными полосками клея накладывается на прикаточный барабан для соединения вместе трех палочек. Затем соединенная группа из двух отрезков табачного штранга и одной фильтрпалочки двойной длины выводится из модуля 4 передаточным барабаном 23.
Как упоминалось выше, узел 24 подготовки накладок ободковой бумаги, узел 25 нанесения клея и прикатывающий прижим 22 сами по себе хорошо известны, однако ниже, тем не менее, приводится краткое описание этих компонентов.
Узел подготовки накладок ободковой бумаги
В узле 24 подготовки накладок ободковой бумаги карбидные ножи режут ободковую бумагу, лежащую на карбидном барабане, на заданную длину. Накладки ободковой бумаги затем переносятся карбидным барабаном (барабан накладок ободковой бумаги) на сигареты. Длина накладок ободковой бумаги определяется питающим валиком, установленным перед узлом нанесения клея, и может быть изменена. Длина накладки обычно равна длине окружности сигареты плюс примерно 2 мм. Узел подготовки накладок ободковой бумаги может наносить накладки различной ширины в зависимости от ширины используемой ободковой бумаги.
Узел нанесения клея
Узел 25 нанесения клея включает клеевой валик, который прокатывается по клею. Затем этот валик переносит клей на передаточный валик. Бумага прокатывается по передаточному валику для переноса клея с валика на бумагу.
Прикатывающий прижим/прикаточный барабан
Прикатывающий прижим 22 представляет собой неподвижный криволинейный башмак, расположенный под прикаточным барабаном 21. Когда сигареты, находящиеся на прикаточном барабане, попадают ко входной точке прикатывающего прижима, скребок выталкивает сигарету из желоба, после чего она прокатывается между барабаном и прикатывающим прижимом, пока не попадает в следующий желоб.
Вместо того чтобы принимать два разнесенных отрезка табачного штранга, в некоторых вариантах построения сигаретной машины модуль 4 может принимать два отрезка табачного штранга вместе с двумя фильтрпалочками, при этом палочки принимаются от предшествующего модуля. Полученные палочки могут быть разделены промежутком, достаточным для вкладывания в него еще одного двойного фильтра. Подающий механизм 16 может быть приспособлен для вкладывания двойного фильтра в промежуток. В этом случае барабан с качающейся шайбой сжимает вместе пять палочек и вложенная палочка обертывается ободковой бумагой на прикаточном барабане для соединения ее с палочками, полученными от предшествующего модуля.
В некоторых вариантах выполнения в модуле 4 ободковая бумага может наноситься двумя отдельными полосками. Модуль для нанесения ободковой бумаги в виде полосок по конфигурации аналогичен модулю для нанесения обычной ободковой бумаги за исключением наличия дискового ножа для разрезки бумаги на 2 полосы. Кроме того, используются направляющие для бумаги, раздвигающие две полосы в нужное положение перед приклейкой. Полоса ободковой бумаги разрезается после соединительного узла и скребка (не показаны), в точке перед узлом нанесения клея.
В вариантах выполнения фильтрпалочки, вставленные модулями 2, 4, могут содержать несколько сегментов, т.е. они могут включать многосегментные палочки, сформированные, например, из центрального сегмента палочки "двойной длины" с двумя сегментами палочки по обе стороны от центрального сегмента. Однако в других случаях в некоторых вариантах вставленные фильтрпалочки могут представлять собой односегментные палочки.
Описанные выше модули могут быть связаны друг с другом в различных схемах соединения для обеспечения различной последовательности операций для формирования сигарет одного типа или разных типов.
Последний барабан одного модуля может быть расположен в нужном положении относительно первого барабана следующего модуля, с тем чтобы палочки переходили от разгрузочного устройства одного модуля в загрузочное устройство следующего модуля.
Дополнительная гибкость системы достигается возможностью изменения конфигурации отдельных модулей. Модули 2, 3 и 4 на фиг. 2-4 используют базовый блок 9, имеющий четыре вала для установки барабанов, на каждый из которых барабан может устанавливаться с возможностью снятия. При этом каждый из барабанов на модулях 2, 3 и 4 может быть заменен другим подходящим барабаном с изменением, тем самым, функционального назначения модуля. Например, резальный барабан 11 на фиг. 2 может быть заменен передаточным барабаном или барабаном с качающейся шайбой. Промежуточный передаточный барабан 12 на фиг. 2 может быть заменен прикаточным барабаном, передаточным барабаном, выталкивающим барабаном, лазерным барабаном или иным подходящим барабаном. Также могут добавляться/удаляться другие компоненты, например механизм подачи фильтров, узел подготовки накладок ободковой бумаги, узел нанесения клея, прикаточное устройство и лазер для лазерной перфорации.
Модуль 2 второго типа может быть, таким образом, преобразован в модуль 3 третьего типа посредством изменения конфигурации, включающего добавление механизма подачи фильтров. Кроме того, модуль 3 третьего типа может быть преобразован в модуль 4 четвертого типа посредством изменения конфигурации, включающего замену резального барабана 11 на барабан 20 с качающейся шайбой, заменой промежуточного передаточного барабана 12 на прикаточный барабан 21, заменой отделяющего барабана 13 на передаточный барабан и добавлением узла 24 подготовки накладок ободковой бумаги, узла 25 нанесения клея и прикатывающего прижима 22.
При замене барабана на базовом блоке 9 заменяющий барабан обычно имеет то же число желобов, что и барабан, который им заменяется. На фиг. 2, 3, 4 первый барабан 10, 19 может иметь 20 желобов, второй барабан 11, 20 может иметь 20 желобов, третий барабан 12, 21 может иметь 22 желоба и четвертый барабан 13, 23 может иметь 20 желобов.
На фиг. 9 представлен в перспективе базовый блок 9 с установленными на нем питающим барабаном 19, барабаном 20 с качающейся шайбой, прикаточным барабаном 21 (и прикатывающим прижимом 22) и передаточным барабаном 23. Видно, что каждый барабан 19, 20, 21, 23 установлен на валу 19а, 20а, 21 а, 23а, приводящем барабан во вращение. Как показано на фиг. 10, каждый барабан может быть отвинчен и отделен от вала так, чтобы мог быть установлен другой барабан.
Как показано на фиг. 9 и 10, базовый блок 9 включает кожух 200 отсасывателя, который прикладывает разрежение для удержания палочек на барабанах 19, 20, 21, 23 и для передачи палочек от одного барабана к другому. Как показано на фиг. 10, кожух 200 отсасывателя связан с элементами 201 управления всасыванием, каждый из которых имеет выходное отверстие 202 всасывания, форма которого позволяет выборочно прикладывать разрежение к соответствующим точкам в процессе вращения соответствующего барабана.
На фиг. 11 схематически представлены области (заштрихованы), в которых прикладывается разрежение элементами управления всасыванием, и направление вращения барабанов 19, 20, 21, 23.
Некоторые барабаны могут быть заменены без изменения элемента управления всасыванием. Например, промежуточный барабан 12 модуля 2 может быть заменен резальным барабаном 11 без замены элемента управления всасыванием. В некоторых случаях может проводиться замена элемента управления всасыванием перед установкой нового барабана.
На фиг. 12 базовый блок 9 показан со снятыми барабаном 19 и его элементом 201 управления всасыванием и также снятым кожухом 200 отсасывателя. Как показано, разрежение может подаваться к кожуху 200 отсасывателя через отверстие 203 в базовом блоке 9.
На фиг. 13 представлен вид сзади базового блока 9. Видно, что базовый блок включает редуктор 205, выполненный с возможностью синхронного вращения четырех барабанов. В процессе использования один из валов приводится во вращение серводвигателем (не показан) для вращения барабанов.
Как показано на фиг. 9, базовый блок 9 имеет соединительный элемент 204 с каждого конца для соединения с перекрытием с взаимодополняющими соединительными элементами на других модулях. Соединительные элементы 204 автоматически обеспечивают сопряжение последнего барабана на одном модуле с первым барабаном на следующем модуле при стыковке двух модулей друг с другом.
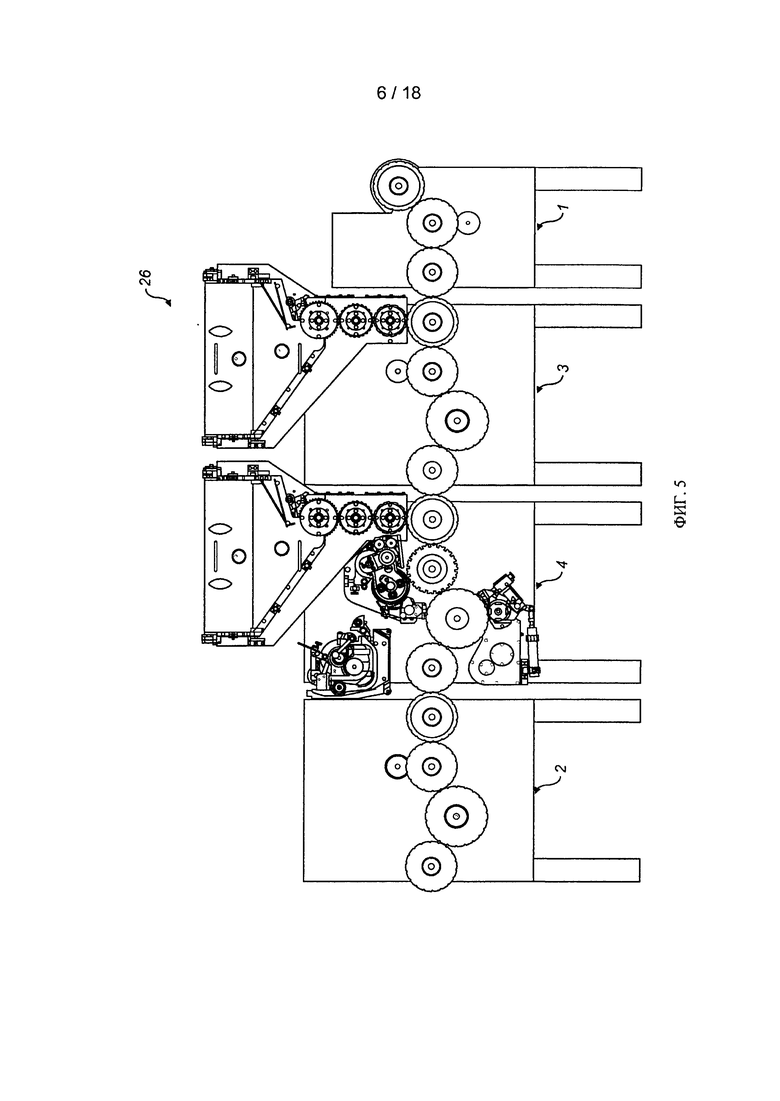
На фиг. 5 показана одна из возможных конфигураций модулей 26, в которой модули 2, 4, 3, 1 второго, четвертого, третьего и первого типа установлены в ряд один за другим. Каждый модуль может включать редуктор, обеспечивающий синхронное вращение барабанов модуля и может включать серводвигатель для вращения барабанов. Серводвигатели каждого модуля могут быть синхронизированы друг с другом так, чтобы вращение всех барабанов в данном механизме было синхронизировано. Другие компоненты, например узел подготовки накладок ободковой бумаги, узел нанесения клея, могут приводиться в действие другими серводвигателями. Эти другие серводвигатели также могут синхронизироваться нужным образом с сервомодулями, используемыми для приведения в действие барабанов модулей.
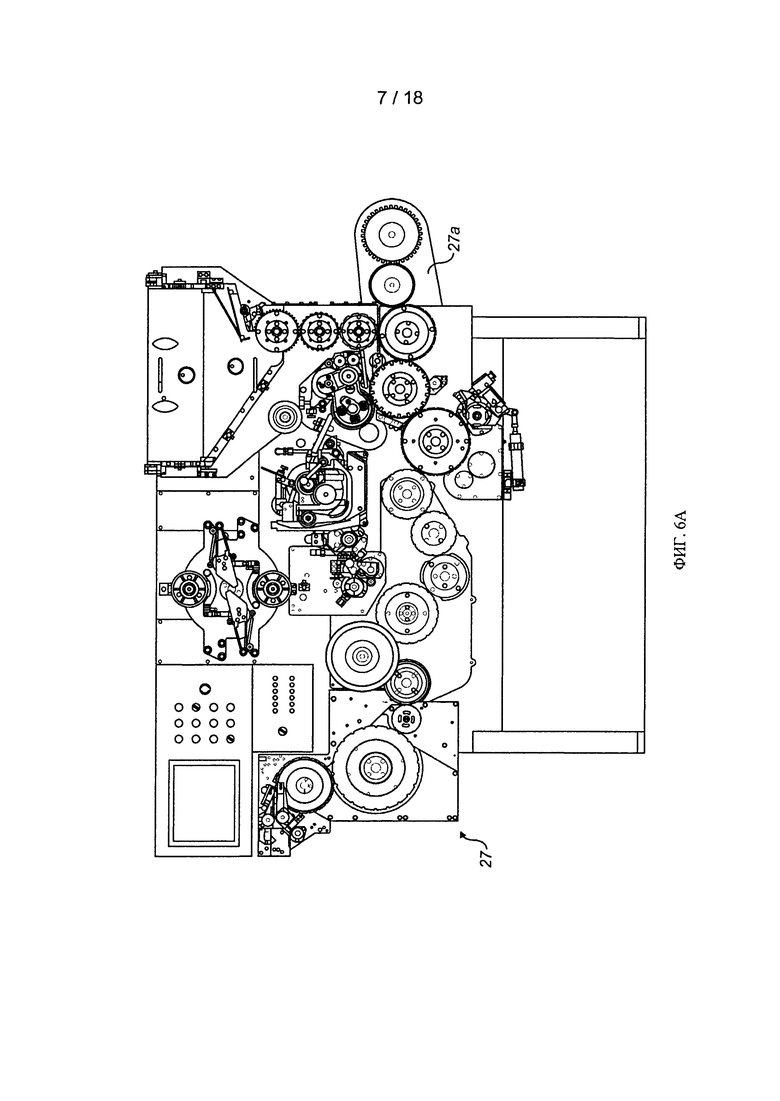
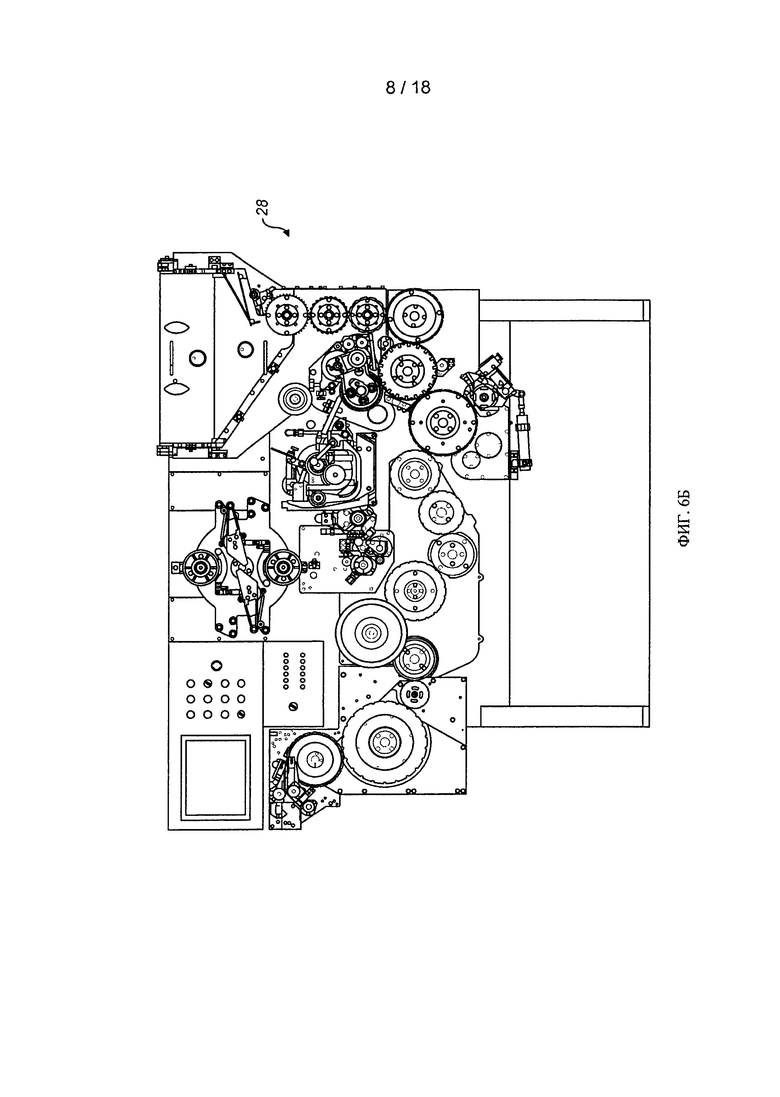
Комбинация модулей 26 может быть соединена с узлом прикрепления фильтра, например модифицированным узлом Max S, для продолжения сборки. На фиг. 6А показана имеющаяся на рынке машина 27 типа Мах S, а на фиг. 6Б показана модифицированная машина 28, приспособленная для использования с модулями 1, 2, 3, 4. Видно, что модифицированная машина 28, показанная на фиг. 6Б, отличается от известной машины 27 только тем, что в модифицированной машине 28 отсутствует загрузочная секция 27а.
Поскольку модифицированная установка 28 отличается от известной установки 27 только отсутствием загрузочной секции 27а, далее она подробно описываться не будет.
Хотя на фиг. 6А и 6Б показана модифицированная Max S, в альтернативном варианте к модулям может быть присоединен любой узел прикрепления фильтра, например имеющиеся на рынке машины GD AF12 или Мах 90, модифицированные аналогичным образом, описанным выше, т.е. удалением загрузочной секции. Если, например, используется Мах 90, модифицированный узел может выполнять все функции Мах 90, включая добавление фильтрпалочки, нанесение ободковой бумаги и прикатку, выполнение лазерной перфорации, обрезку, переворачивание сигарет, контрольные операции и стыковку с лотковым загрузчиком.
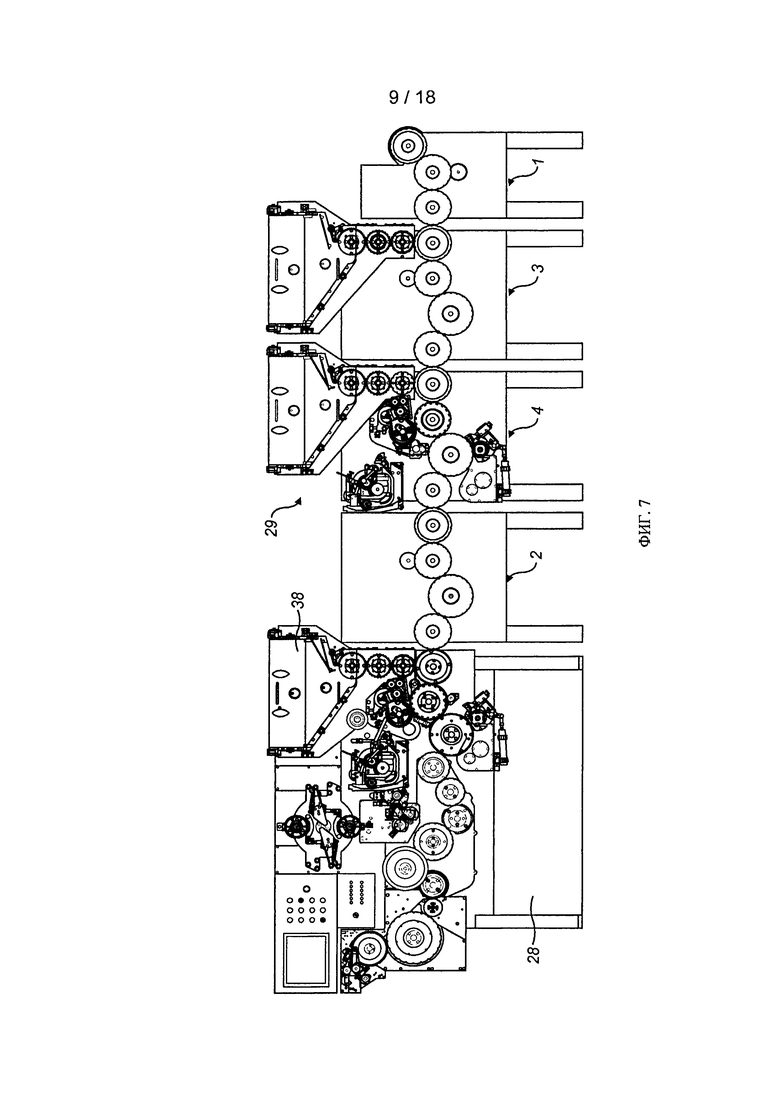
На фиг. 7 показано размещение последовательно установленных модулей 29, соединенных с модифицированным блоком 28 Max S, для изготовления сигарет определенного типа. Видно, что установка 29 включает модуль 1 первого типа, модуль 3 третьего типа, модуль 4 четвертого типа и модуль 2 второго типа, расположенные последовательно в ряд и соединенные с модифицированным блоком 28 Max S. Первый модуль 1 получает отрезок табачного штранга двойной длины из устройства изготовления отрезков табачного штранга (не показан), и этот отрезок табачного штранга подвергается последовательности операций в модулях 1, 3, 4, 2 и затем в блоке 28 Max S, для формирования сигареты 30 с фильтром. Как показано на фиг. 7А, готовая сигарета 30 включает фильтр с тремя сегментами и обернута в две отдельные ободковые бумаги, разделенные продольным промежутком 31.
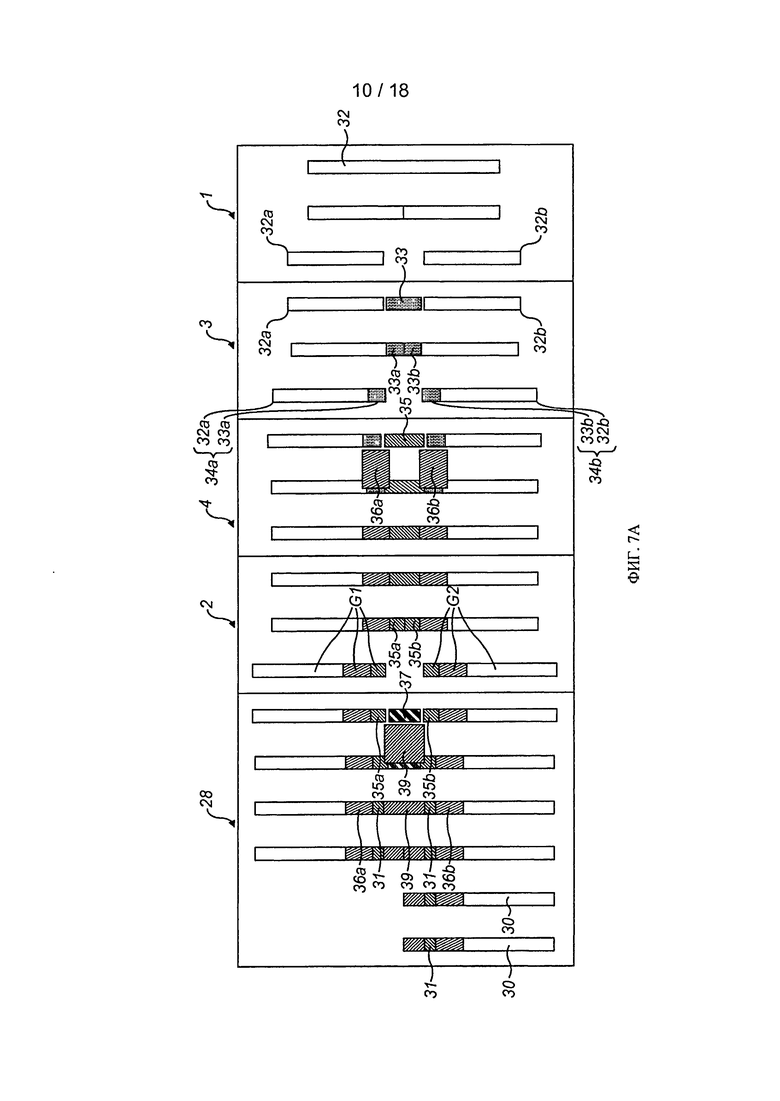
На фиг. 7А представлена последовательность операций, выполняемых оборудованием, показанным на фиг. 7. В каждом прямоугольнике на фиг. 7А показаны операции, производимые одним из модулей. Видно, что каждый прямоугольник помечен номером одного из модулей 1, 3, 4, 2, чтобы показать, что указанные в прямоугольнике операции выполняются в обозначенном модуле.
Как показано на фиг. 7А, в модуле 1 отрезок 32 табачного штранга двойной длины, поступающий из устройства изготовления табачного штранга (не показано), разрезается на два одинаковых сегмента 32а, 32b. Затем два сегмента разделяются и разделенные сегменты подаются в следующий модуль 3.
В модуле 3 двойная фильтрпалочка 33, поступающая из механизма подачи фильтров модуля, вставляется в промежуток между двумя разделенными отрезками 32а, 32b табачного штранга, полученными от модуля 1. Затем фильтр 33 разрезается посередине на два сегмента 33а, 33b. Первая группа 34а, содержащая один отрезок 32а табачного штранга и один сегмент 33а фильтрпалочки, далее отделяется от второй группы 34b, содержащей один отрезок 32b табачного штранга и один сегмент 33b фильтрпалочки, после чего две разделенные группы 34а, 34b подаются в первый барабан следующего модуля 4.
В следующем модуле 4 в промежуток между двумя разделенными группами 34а, 34b добавляется еще одна фильтрпалочка 35. Затем в модуле 4 наносится ободковая бумага двумя разделенными полосками 36а, 36b. Первая полоска 36а обертывается вокруг отрезка 32а табачного штранга, фильтрующего сегмента 33а и дополнительной палочки 35, соединяя все эти три палочки вместе. Вторая полоска 36b обертывается вокруг отрезка 32b табачного штранга, фильтрующего сегмента 33b и дополнительной палочки 35, соединяя все эти три палочки вместе. При этом фильтр 35 присоединен к фильтрующему сегменту 33а из первой группы 34а и к сегменту 33b из второй группы 34b обертыванием полосками 36а, 36b. Обернутые палочки 34а, 34b, 33а, 33b, 35 затем подаются в следующий модуль.
В следующем модуле 2, расположенная посередине фильтрпалочка 35 двойной длины разрезается на два сегмента 35а, 35b. Первая группа палочек G1, содержащих сегмент 33а фильтрпалочки, сегмент 35а фильтрпалочки и отрезок 32а табачного штранга, далее отделяется от второй группы палочек G2, содержащих сегмент 33b фильтрпалочки, сегмент 35b фильтрпалочки и отрезок 32b табачного штранга. Затем разделенные группы G1, G2 передаются на первый барабан модифицированной машины 28 Max S, как это показано на фиг. 7
Как показано на фиг. 7 и 7А, модифицированный блок Max S включает механизм 38 подачи фильтров, вставляющий фильтрпалочки 37 двойной длины между группой G1 и группой G2. Затем фильтрпалочка 37 двойной длины присоединяется к сегменту 35а фильтрпалочки группы G1 и к сегменту 35b фильтрпалочки группы G2 посредством обертывания единой ободковой оберткой 39. Размер обертки 39 выбран так, что она не перекрывается с полосками 36а, 36b. Напротив, размер обертки 39 выбран так, что между каждым концом обертки 39 и полосками 36а, 36b имеется промежуток 31.
Затем обернутая фильтрпалочка 37 двойной длины разрезается посередине на два сегмента 37а, 37b для формирования двух сигарет 30, которые поворачиваются так, чтобы принять параллельное положение. Видно, что две сигареты 30 идентичны и каждая включает три фильтрующих сегмента 37а, 35а, 33а и две обертки, причем обертки продольно разделены промежутком 31.
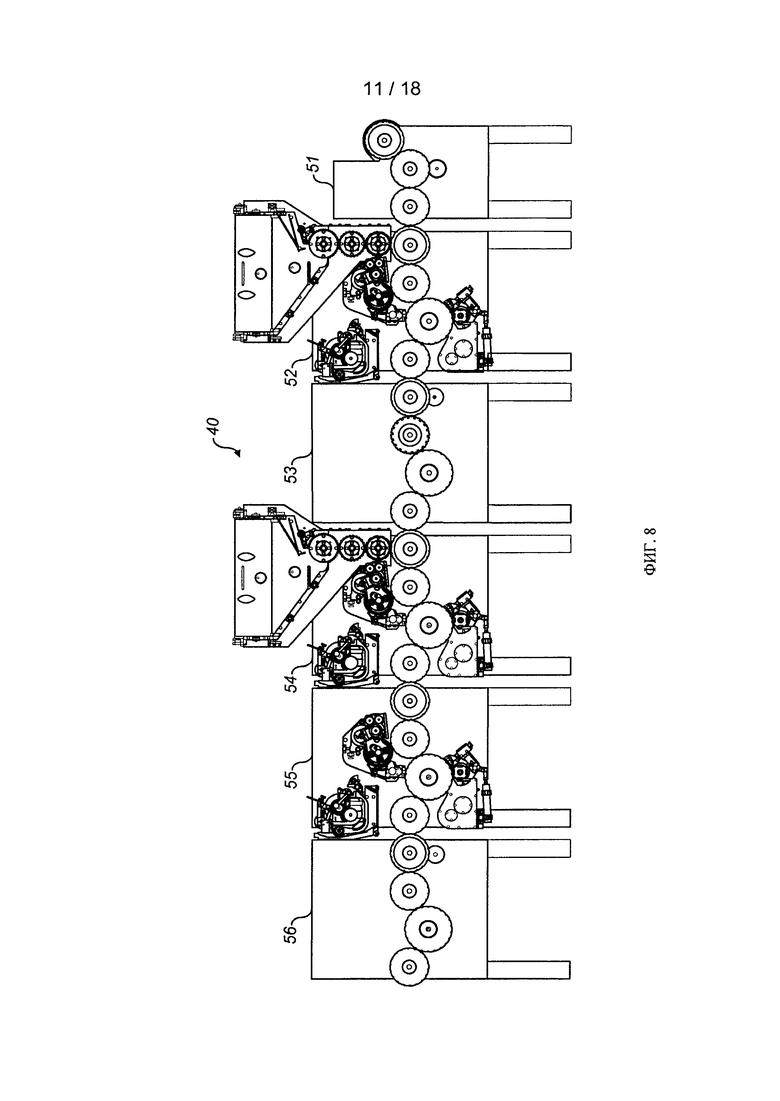
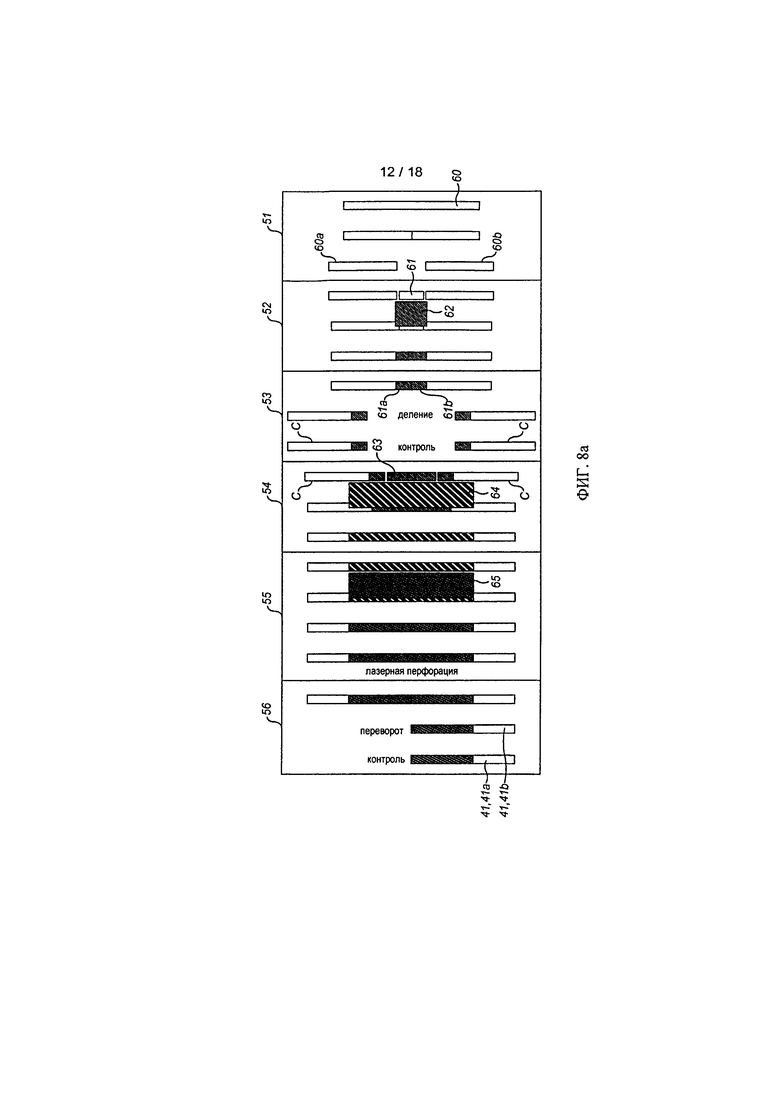
На фиг. 8 показана альтернативная конфигурация 40 последовательно расположенных модулей для изготовления сигареты 41 другого типа. Готовая сигарета 41 является сигаретой раздвижного типа (телескопическая), в которой два фильтра могут быть разделены изменяемым промежутком путем сдвигания наружной гильзы. Телескопические сигареты известны в уровне техники, например из FR 1547656.
Как показано, установка 40 включает шесть модулей 51, 52, 53, 54, 55, 56.
Первый модуль 51 аналогичен модулю 1 на фиг. 1А.
Второй модуль 52 аналогичен модулю 4 на фиг. 4.
Третий модуль 53 содержит модифицированную версию модуля 2 на фиг. 2. Третий модуль 53 отличается от модуля 2 на фиг. 2 тем, что первый барабан (питающий барабан 10) был заменен резальным барабаном, второй барабан (резальный барабан 11) был заменен отделяющим барабаном и четвертый барабан (отделяющий барабан 13) был заменен контрольным барабаном для проверки наличия фильтров.
Четвертый модуль 54 аналогичен модулю 4, показанному на фиг. 4.
Пятый модуль 55 включает модификацию модуля 4, показанного на фиг. 4. Модуль 55 отличается от модуля 4 тем, что был удален механизм 16 подачи фильтров, и тем, что четвертый барабан (передаточный барабан 23) заменен лазерным барабаном для формирования перфорации в сигарете.
Шестой модуль 56 содержит четыре барабана 56а, 56b, 56с, 56d. Первый барабан 56а представляет собой резальный барабан, второй барабан 56b является передаточным барабаном. Третий барабан 56с является поворачивающим барабаном и четвертый барабан 56d является контрольным барабаном, выполненным с возможностью проведения испытания сигарет на утечку. Поворачивающий барабан известен в уровне техники и может быть приспособлен для переворачивания сигарет переднего ряда для получения той же ориентации, что и сигареты заднего ряда, либо, в альтернативном варианте, может переворачивать задний ряд сигарет для получения той же ориентации, что и сигареты переднего ряда.
Также может быть установлен модуль (не показан), включающий сканеры для окончательной проверки концевых частей и выталкивающий барабан, выполняющий роль связи с машинами, расположенными далее по ходу процесса.
На фиг. 8А представлена последовательность операций, выполняемых для формирования сигареты 41. В каждом прямоугольнике на фиг. 8А показаны операции, которые проводятся в одном из модулей 51, 52, 53, 54, 55, 56. Как показано, каждый прямоугольник помечен номером одного из модулей 51, 52, 53, 54, 55, 56, чтобы показать, что указанные в прямоугольнике операции выполняются в обозначенном модуле.
Модуль 51 представляет собой загрузочный модуль, обеспечивающий получение отрезков 60 табачного штранга двойной длины, например, от машины для приготовления отрезков табачного штранга. В модуле 51 каждый отрезок 60 табачного штранга разрезается на два сегмента 60а, 60b, которые разделяются и подаются в следующий модуль 52.
Следующий модуль 52 выполнен с возможностью вкладывания фильтрпалочки 61 двойной длины между разделенными отрезками табачного штранга, полученными от модуля 52, и обертывания трех палочек 60а, 60b, 61 оберткой 62 для их соединения друг с другом. Обернутые палочки далее подаются в следующий модуль 53.
В следующем модуле обеспечивается разрезка отрезка 61 табачного штранга на два сегмента 61а, 61b и разделение сегментов с формированием двух групп, каждая из которых содержит отрезок 60а, 60b табачного штранга, присоединенный к сегменту 61 а, 61b фильтрпалочки. Каждая группа формирует внутреннюю сигарету С конечной раздвижной сигареты 41. Далее контрольный барабан выполняет проверку наличия фильтров. Затем разделенные внутренние сигареты С подаются в следующий модуль 54.
В следующем модуле 54 обеспечивается введение другой фильтрпалочки 63 между фильтрующими сегментами 61а, 61b и обертывание широкой накладки 64 ободковой бумаги вокруг отрезков 60а, 60b табачного штранга, сегментов 61а, 61b фильтрпалочки и фильтрпалочки 63. Узел для нанесения клея обеспечивает нанесение клея на ободковую накладку 64 так, что она приклеивается только к средней фильтрпалочке 63 и в местах перекрытия ободковой накладки, в результате чего образуется трубка, которая прикреплена только к средней палочке 63. Затем обернутые палочки передаются к следующему модулю 55.
В следующем модуле 55 выполняется нанесение другой ободковой накладки 65 вокруг ободковой накладки 64 так, чтобы она перекрывалась с ободковой накладкой 64. Затем лазерным барабаном посредством импульсного луча выполняются мелкие перфорации в слоях 64, 65 ободковой бумаги.
В следующем модуле 56 выполняется разрезание фильтра 63 через ободковые слои 64, 65 с тем, чтобы разделить фильтр 63 на два сегмента 63а, 63b и, тем самым, сформировать две раздвижные сигареты 41а, 41b. Затем поворачивающий барабан переворачивает две сигареты 41а, 41b так, чтобы они располагались параллельно друг другу.
Как было упомянуто выше, внутренняя сигарета С каждой раздвижной сигареты 41 а не приклеена к слоям 64, 65 ободковой бумаги, поэтому внутренняя сигарета С может скользить в трубке, сформированной ободковыми слоями 64, 65, для изменения расстояния, разделяющего фильтрпалочки 61а, 61b и фильтрпалочки 63а, 63b.
Конфигурация модулей может быть изменена для изменения процесса сборки сигареты в соответствии с требованиями, например, заменой одного или более из барабанов. Кроме того, модули могут быть переставлены один относительно другого и(или) один или более модулей могут быть добавлены (изъяты) так, чтобы реализовать другие варианты сборки сигарет.
Возможны многочисленные дополнительные модификации и изменения. Например, несмотря на то что модуль 1 на фиг. 1А получает отрезки табачного штранга двойной длины по одному от устройства изготовления отрезков табачного штранга, в некоторых случаях одновременно могут поступать несколько отрезков табачного штранга двойной длины, например, от устройства изготовления отрезков табачного штранга. На фиг. 14 представлен вариант конфигурации модуля 1 первого типа для использования с устройством изготовления отрезков табачного штранга, выдающего одновременно два отрезка табачного штранга. Показано, что модифицированный модуль 1 на фиг. 14 имеет модифицированный приемный барабан 6а для приема двух отрезков табачного штранга и дополнительные промежуточные передаточные барабаны 11, 12. Как показано, приемный барабан ба имеет несколько качающихся рычагов, каждый из которых в процессе работы последовательно отклоняется наружу для приема от устройства изготовления двух отрезков табачного штранга. Поскольку барабан вращается против часовой стрелки, рычаги ложатся обратно на барабан. Как показано на фиг. 14, далее рычаги переносят отрезки табачного штранга по одному на первый промежуточный передаточный барабан 11.
В некоторых конфигурациях также могут быть включены другие модули для выполнения других операций. Например, в некоторых конфигурациях может быть включен модуль стока для выгрузки собранных палочек на различной высоте. Модуль стока может быть выполнен с возможностью выгружать палочки на конкретной высоте для связи с поточным загрузочным устройством, например, конвейером для передачи выгруженных палочек к следующему оборудованию для дальнейших технологических операций. В альтернативном варианте высота выгрузки может быть изменена, когда требуется выгрузка в упаковочную машину, либо в лотковый питатель для хранения.
Кроме того, хотя выше было описано присоединение фильтрпалочек к отрезкам табачного штранга, в некоторых конфигурациях модуль может вкладывать и иные компоненты, помимо фильтрпалочек, а именно палочку например отрезок табачного штранга, или стержневой элемент, включающий один или более пластиковых элементов, например скручиваемые элементы, имеющие первую и вторую части, которые могут вращаться одна относительно другой для изменения характеристик курительного изделия, как это описано, например, в ЕР 0395291 А1.
В соответствии с разными вариантами выполнения настоящего изобретения модули могут выполнять одну или более из следующих операций: перенос, вложение, разделение, обертывапие, вращение, контроль, отбраковка, прижатие, лазерная резка, поворот, отбор образцов для испытаний, наложение обертки прикатыванием. В вариантах выполнения каждый модуль выполняет две или более из этих операций. Каждая отдельная операция может выполняться одним функциональным узлом (например, одним барабаном).
Как должно быть понятно из сказанного, барабаны модулей могут быть выбраны так, чтобы каждый модуль выполнял заданную последовательность сборочных операций. Кроме того, количество модулей и их относительное расположение могут выбираться так, чтобы модули выполняли соответствующие сборочные операции в заданном порядке.
Для рассмотрения различных аспектов заявляемого изобретения и его представления настоящее описание показывает на частных примерах различных вариантов выполнения возможности реализации изобретения(ий) и получения совершенного оборудования и способов изготовления. Преимущества и признаки, приведенные в описании, относятся к только вариантам выполнения и не являются исчерпывающими и(или) исключающими. Они представлены только для улучшения понимания и разъяснения заявленных признаков. Следует иметь в виду, что преимущества, варианты выполнения, примеры, функции, признаки, конструкции и(или) иные особенности изобретения не должны рассматриваться как ограничивающие изобретение, определяемое формулой или эквивалентами формулы, и что в рамках области притязаний и(или) существа изобретения могут быть использованы другие варианты выполнения и модификации. Различные варианты выполнения могут, соответственно, содержать, состоять из или в основном состоять из различных комбинаций раскрытых элементов, компонентов, признаков, частей, шагов, средств и т.д. Кроме того, изобретение включает другие изобретения, не заявленные здесь, но которые могут быть заявлены в будущем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2643606C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2643993C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2639982C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2636566C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2679392C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФИЛЬТР КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2695390C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2613858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ ТИПОВ | 2015 |
|
RU2675139C1 |
| ПОЛОТНО ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2672941C1 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2012 |
|
RU2580273C2 |





Изобретение относится к процессу сборки курительного изделия и соответствующему оборудованию. Модульная установка для сборки курительного изделия выполнена с возможностью выполнения первой последовательности операций над принятыми отрезками штранга курительного материала и выполнена с возможностью изменения конфигурации для выполнения над принятыми отрезками штранга курительного материала второй последовательности операций, отличающейся от первой последовательности, причем первая и вторая последовательности операций соответственно формируют по меньшей мере часть первого и второго процессов сборки курительных изделий, каждое из которых содержит отрезок штранга курительного материала, выкуриваемого при использовании, при этом модульная установка содержит первое устройство вложения палочек, выполненное с возможностью вкладывания первой палочки между двумя отрезками табачного штранга, первое устройство разделения палочек, выполненное с возможностью разделения первой палочки на по меньшей мере две части, устройство отделения палочек, выполненное с возможностью отделения первой группы, содержащей отрезок штранга курительного материала и одну из упомянутых частей, от второй группы, содержащей отрезок штранга курительного материала и другую из упомянутых частей, и второе устройство вложения палочек, выполненное с возможностью вкладывания второй палочки между первой и второй группами. Техническим результатом изобретения является создание установки, имеющей изменяемую конфигурацию в смысле возможности простого внесения изменений в готовую установку пользователем (а не только при ее изготовлении производителем) с возможностью ее использования для широкого спектра различных сборочных операций относительно сложных курительных изделий, имеющих составной фильтр, не разрабатывая и не изготавливая каждый раз специализированную машину или не выполняя существенных капитальных модификаций исходной машины. 8 н. и 35 з.п. ф-лы, 14 ил.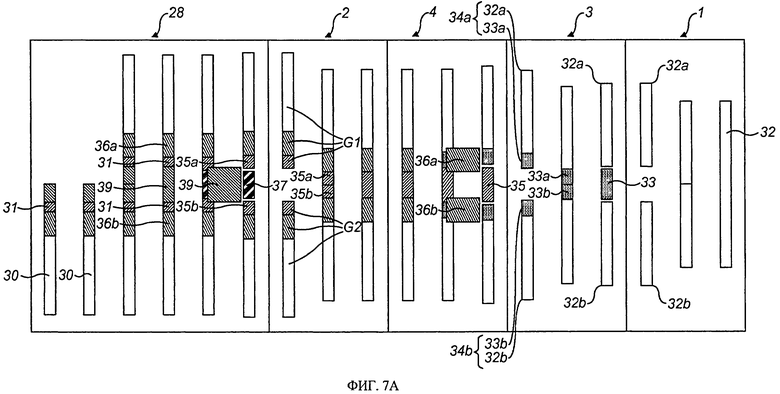
1. Модульная установка для сборки курительного изделия, выполненная с возможностью выполнения первой последовательности операций над принятыми отрезками штранга курительного материала и выполненная с возможностью изменения конфигурации для выполнения над принятыми отрезками штранга курительного материала второй последовательности операций, отличающейся от первой последовательности, причем первая и вторая последовательности операций соответственно формируют по меньшей мере часть первого и второго процессов сборки курительных изделий, каждое из которых содержит отрезок штранга курительного материала, выкуриваемого при использовании, при этом модульная установка содержит:
первое устройство вложения палочек, выполненное с возможностью вкладывания первой палочки между двумя отрезками табачного штранга,
первое устройство разделения палочек, выполненное с возможностью разделения первой палочки на по меньшей мере две части,
устройство отделения палочек, выполненное с возможностью отделения первой группы, содержащей отрезок штранга курительного материала и одну из упомянутых частей, от второй группы, содержащей отрезок штранга курительного материала и другую из упомянутых частей, и
второе устройство вложения палочек, выполненное с возможностью вкладывания второй палочки между первой и второй группами.
2. Модульная установка по п. 1, дополнительно содержащая:
второе устройство разделения палочек для разделения второй палочки на по меньшей мере две части; и
узел обертывания, выполненный с возможностью обертывания обертки по меньшей мере частично вокруг вложенной палочки после того, как она вложена между двумя отрезками табачного штранга, и перед тем, как вложенная палочка разделена устройством разделения палочек.
3. Модульная установка по п. 1, содержащая первый модуль, включающий первое устройство вложения палочек, и второй модуль, включающий второе устройство вложения отрезков.
4. Модульная установка по п. 1, содержащая:
несколько устройств вложения палочек, каждое из которых выполнено с возможностью вкладывать палочку между двух отрезков табачного штранга,
несколько устройств разделения палочек, каждое из которых выполнено с возможностью разделения палочки на по меньшей мере две части,
несколько узлов обертывания, каждый из которых выполнен с возможностью обертывания обертки по меньшей мере частично вокруг вложенной палочки после того, как она была вложена между двумя отрезками табачного штранга, и перед тем, как вложенная палочка была разделена устройством разделения палочек.
5. Модульная установка по п. 1, содержащая два или более модулей, каждый из которых имеет базовый блок и один или более барабанов, при этом каждый из этих двух или более модулей выполнен с возможностью установки в него одинакового числа барабанов.
6. Модульная установка по п. 5, в которой каждый из двух или более модулей выполнен с возможностью установки в него барабанов в нужные положения относительно соответствующего базового блока.
7. Модульная установка по п. 1, в которой первый процесс сборки курительных изделий формирует курительное изделие первой конфигурации, а второй процесс сборки курительных изделий формирует курительное изделие второй конфигурации, отличающейся от первой конфигурации.
8. Модульная установка по п. 1, в которой первая и вторая последовательности операций обеспечивают объединение отрезков штранга курительного материала с соответствующими одной или более палочками.
9. Модульная установка по п. 1, содержащая несколько модулей, выполненных с возможностью принимать отрезки штранга курительного материала и содержащих несколько функциональных узлов, выполненных с возможностью проведения с этими отрезками курительного материала первой последовательности операций.
10. Модульная установка по п. 9, в которой функциональные узлы содержат несколько транспортирующих элементов, расположенных так, чтобы образовывать тракт передачи через модульную установку, вдоль которого с отрезками штранга курительного материала выполняют первую последовательность операций.
11. Модульная установка по п. 9, в которой упомянутое изменение конфигурации включает изменение расположения модулей друг относительно друга, и(или) удаление одного или более модулей, и(или) добавление одного или более других модулей.
12. Модульная установка по п. 9, в которой упомянутые несколько модулей включают модуль с изменяемой конфигурацией, при этом изменение конфигурации модульной установки включает изменение конфигурации этого модуля с изменяемой конфигурацией.
13. Модульная установка по п. 9, которая после изменения конфигурации включает несколько модулей, содержащих несколько функциональных узлов, выполненных с возможностью проведения второй последовательности операций с отрезками штрангов курительного материала.
14. Модульная установка по п. 9, в которой модули расположены в ряд, с тем чтобы обеспечить проведение упомянутых первой и второй последовательностей операций с отрезками штрангов курительного материала.
15. Модульная установка по п. 9, в которой по меньшей мере один модуль остается неизменным при изменении конфигурации модульной установки для выполнения второй последовательности операций.
16. Модульная установка по п. 15, в которой по меньшей мере один модуль, оставшийся неизменным, содержит загрузочный модуль, выполненный с возможностью принимать отрезки штрангов курительного материала.
17. Модульная установка по п. 9, в которой каждый модуль содержит серводвигатель и эти серводвигатели синхронизированы.
18. Модульная установка по п. 1, содержащая первое устройство формирования группы, выполненное с возможностью соединения отрезка штранга курительного материала с палочкой для формирования первой группы, и второе устройство формирования группы, выполненное с возможностью соединения палочки с первой группой для формирования второй группы.
19. Модульная установка по п. 18, содержащая первый модуль, включающий первое устройство формирования группы, и второй модуль, включающий второе устройство формирования группы.
20. Модульная установка по п. 1, содержащая первый узел обертывания для наложения первой обертки на курительное изделие и второй узел обертывания для наложения второй обертки на курительное изделие после наложения первой обертки.
21. Модульная установка по п. 20, в которой второй узел обертывания выполнен с возможностью наложения второй обертки так, что она перекрывается с первой оберткой.
22. Модульная установка по п. 20, в которой второй узел обертывания выполнен с возможностью наложения второй обертки так, что имеется продольный промежуток между первой оберткой и второй оберткой.
23. Модульная установка по п. 20, в которой первый узел обертывания включен в первый модуль, а второй узел обертывания включен во второй модуль.
24. Машина для сборки курительных изделий, включающая модульную установку по любому из пп. 1-23.
25. Машина для сборки курительных изделий по п. 24, дополнительно включающая источник отрезков табачного штранга, при этом модульная установка расположена с возможностью получения отрезков табачного штранга от источника отрезков табачного штранга.
26. Машина для сборки курительных изделий по п. 25, в которой модульная установка расположена с возможностью получения отрезков табачного штранга непосредственно от источника отрезков табачного штранга.
27. Модуль модульной установки по любому из пп. 1-23.
28. Модуль по п. 27, представляющий собой модуль с изменяемой конфигурацией, содержащий базовый блок, выполненный с возможностью съемной установки на него нескольких различных частей.
29. Модуль по п. 28, в первой конфигурации которого в базовый блок установлены компонент приема палочек для приема группы палочек, компонент разрезки палочек для разрезки средней палочки в группе принятых палочек на два сегмента и компонент разделения палочек для разделения сегментов с образованием двух разнесенных групп палочек.
30. Модуль по п. 28, во второй конфигурации которого в базовый блок установлены компонент приема палочек для приема двух отрезков табачного штранга, разделенных продольным промежутком, компонент вложения палочек для вкладывания палочки в промежуток, компонент разрезки палочек для разрезки вставленной палочки на два сегмента и компонент разделения палочек для разделения сегментов с образованием двух разнесенных групп палочек.
31. Модуль по п. 28, в котором в третьей конфигурации модуля с изменяемой конфигурацией в базовый блок установлены компонент приема палочек для приема двух отрезков табачного штранга, разделенных промежутком, компонент вложения палочек для вкладывания палочки в промежуток и узел обертывания для наложения обертки вокруг вложенной палочки.
32. Модуль по п. 28, имеющий сегмент для установки барабанов, приспособленный для выборочной установки первого и второго барабанов.
33. Модуль по п. 32, содержащий элемент управления всасыванием, выполненный с возможностью приложения разрежения к первому или второму барабану.
34. Модуль по п. 27, содержащий четыре барабана.
35. Комплект частей для сборки модульной установки, заявленной в любом из пп. 1-23.
36. Способ изменения конфигурации модульной установки, заявленной в любом из пп. 9-17, при выполнении которого меняют расположение модулей относительно друг друга, и (или) удаляют один или более модулей, и(или) добавляют один или более других модулей, и(или) изменяют конфигурацию одного или более модулей.
37. Способ по п. 36, в котором меняют расположение модулей друг относительно друга.
38. Сборочное устройство для сборки курительного изделия путем соединения одной или более палочек с отрезком штранга курительного материала, который выкуривается при использовании, содержащее:
первый узел обертывания для наложения первой ободковой обертки на курительное изделие; и
второй узел обертывания для наложения второй ободковой обертки на курительное изделие после наложения первой обертки, выполненный с возможностью наложения второй обертки так, чтобы между первой и второй обертками имелся продольный промежуток.
39. Сборочное устройство по п. 38, в котором по меньшей мере одна из первой и второй оберток соединяет палочку с отрезком штранга курительного материала.
40. Сборочное устройство по п. 38, включающее первый и второй модули, при этом первый модуль содержит первый узел обертывания и второй модуль содержит второй узел обертывания.
41. Способ сборки курительного изделия, при выполнении которого последовательно накладывают первую и вторую ободковые обертки на курительное изделие, так чтобы между первой и второй обертками имелся продольный промежуток для присоединения, тем самым, одной или более палочек к отрезку штранга курительного материала, выкуриваемому при использовании.
42. Способ сборки курительного изделия, при выполнении которого:
принимают отрезки штранга курительного материала;
выполняют с отрезками штранга курительного материала первую последовательность операций в модульной установке, конфигурация которой может быть изменена так, чтобы с принятыми отрезками штранга курительного материала могла быть выполнена вторая последовательность операций, отличающаяся от первой последовательности, при этом первая и вторая последовательности операций соответственно формируют по меньшей мере часть первого и второго процессов сборки курительных изделий, каждое из которых содержит один из отрезков штранга курительного материала, который выкуривается при использовании.
43. Способ по п. 42, в котором:
изготавливают отрезки штранга курительного материала в устройстве для изготовления отрезков табачного штранга;
переносят отрезки штранга курительного материала непосредственно от устройства изготовления отрезков табачного штранга к модульной установке.
| Роликовый конвейер | 1981 |
|
SU1006324A1 |
| US 2005022830 A1, 03.02.2005 | |||
| WO 2010143034 A1, 16.12.2010 | |||
| Сварочный флюс | 1977 |
|
SU674853A1 |
| . | |||

