Предлагаемое изобретение относится к способам получения термоклеевых прокладочных материалов для швейной промышленности, предназначенных для дублирования деталей одежды, с целью придания им формоустойчивости и повышения качества одежды.
Известен способ получения термоклеевых нетканых прокладочных материалов для швейной промышленности, включающий плавильное устройство, прядильный блок с фильерами, дутьевое устройство, воздухонагреватель и приемное устройство. Расплав полимера в вязкотекучем состоянии продавливается через отверстия фильеры, захватываются потоком воздуха и укладываются в виде сетки или хаотично на приемное устройство, где охлаждается и скручивается в рулон (А.С. №342978 Россия. Опубл. 22.06.72. Бюл. № 20 Форост В.И., Михайлов В.Н., Синдеев Л.А., Кваша В.Б., Жулев О.Н., Фильберт Д.В. Установка для получения нетканого материала из расплава полимера). Материалы полученные таким способом предназначены для закрепления отдельных участков одежды, не несущих больших нагрузок, и направлены на снижение производственных затрат и повышение качества одежды.
Известен способ получения термоклеевого прокладочного материала, содержащего подложку - текстильную основу (ткань, нетканое или трикотажное полотно), на лицевую сторону которой трафаретной печатью наносится первый термопластичный полимерный слой. Второй слой, с температурой плавления выше, чем первый слой, наносится на обратную сторону основы с помощью передаточного ролика, на который полимер наносится вторым устройством трафаретной печати. Полученное двустороннее полимерное покрытие фиксируется на основе термообработкой (патент №2172758 С2. Россия, №97104182/04, заявл. 21.03.1997; опубл. 27.04.1999. Лэньер де Пикарди. Способ получения термоклеевого подкладочного материала). (Прототип). Данный прокладочный материал используется в качестве прокладки в производстве композиционных текстильных материалов, а также при одновременном дублировании двух слоев материалов в производстве одежды. Недостатком данного способа является неоправданное расходование в качестве подложки текстильной основы, как правило, хлопчатобумажной или льняной.
Задачей изобретения является разработка способа, позволяющего получать термоклеевой прокладочный материал, непосредственно из полимера без использования текстильной основы, обладающего высокой адгезией к текстильным материалам и необходимой жесткостью.
Для достижения данного технического результата в способе получения термоклеевого прокладочного материала, включающем нанесение термопластичного полимера в виде порошка на подложку, в качестве подложки используется антиадгезионный материал (например, полиэтилентерефталатная пленка толщиной 0,054 мм), а порошок наносят на подложку ровным сплошным слоем с последующим подплавлением до образования полимера монолитной структуры, который подвергают каландрированию при температуре на 40-50° выше, чем температура плавления полимера, и давлении 15-40 МПа, с последующим охлаждением до комнатной температуры и отделением подложки от полимерного материала.
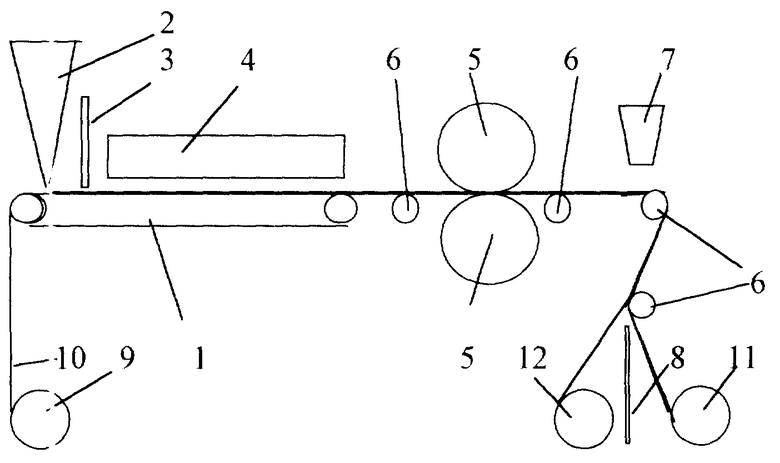
На чертеже представлена схема установки для осуществления способа получения термоклеевого прокладочного материала. Установка состоит из транспортирующей ленты 1, бункера для полимера с дозирующим устройством 2, ракли 3, нагревательного устройства 4, каландра 5, направляющих роликов 6, дутьевого устройства 7, разделительного устройства 8, приемоподающего устройства 9, 11, 12.
Способ получения термоклеевого прокладочного материала заключается: термопластичный полимер в виде порошка загружается в бункер 2 с дозирующим устройством и подается на транспортирующую ленту 1 с антиадгезионной подложкой 10, которая подается на ленту с рулона, установленного на приемоподающем устройстве 9. Ракля 3 выравнивает слой полимера по толщине. Слой полимера на подложке проходит под нагревательным устройством 4, которое обеспечивает температуру, соответствующую температуре плавления полимера. Скорость вращения транспортирующей ленты задается таким образом, чтобы время прохождения полимера под нагревательным устройством было достаточным для подплавления полимера и спекания в виде пленки. Полученный полуфабрикат на подложке подается по направляющему ролику 6 между нагретыми валами каландра 5, где под давлением 15-40 МПа (давление выбирается в зависимости от выбранных характеристик выпускаемой продукции, прежде всего поверхностной плотности) и температуре, на 40-50° выше температуры плавления полимера, происходит формирование структуры прокладочного материала. Полученный материал, продвигаясь по транспортирующим роликам 6, охлаждается до 20-25°С потоком воздуха комнатной температуры, подаваемого на материал дутьевым устройством 7. Охлажденный полимерный материал отделяется от подложки разделительным устройством 8 и материал, и подложка подаются на приемоподающее устройство где материал наматывается на приемный вал 11, а подложка наматывается на вал 12 и может вновь использоваться в производственном процессе.
Разработанным способом получены прокладочные материалы на основе акрилового термопластичного полимера АКР-622, характеризующегося температурой плавления 80°С и АКР-218 - с температурой плавления 130°С.
Установлено, что для полимера АКР-622 температура валов каландра должна быть 120-130°С, а для АКР-218 - 170-180°С, т.е. на 40-50° выше температуры плавления полимера. При более низкой температуре ухудшается внешний вид прокладочного материала, появляется неравномерность по толщине. При более высокой температуре начинается сильное течение полимера и растекание по поверхности подложки.
Изменяя давление между валами каландра от 15 до 40 МПа, получали материал разной толщины и жесткости. При давлении меньше 15 МПа, не удается получить качественный термоклеевой прокладочный материал, структура материала немонолитная, наблюдаются участки неполного расплавления и растекания полимера и неравномерность по толщине. При давлении более 40 МПа происходит нарушение целостности материала, появляются трещины, полимер с подложкой зажовываются валами каландра.
Образцы подвергали испытанию на определение прочности клеевого соединения при расслаивании по ГОСТ 28966.1-91. Метод определения прочности при расслаивании. Жесткость клеевых соединений определяли по ГОСТ 10550-93. Полотна. Методы определения жесткости при изгибе. Прочность и удлинение полученных образцов определяли по ГОСТ 3813-91. Метод определения прочности при растяжении.
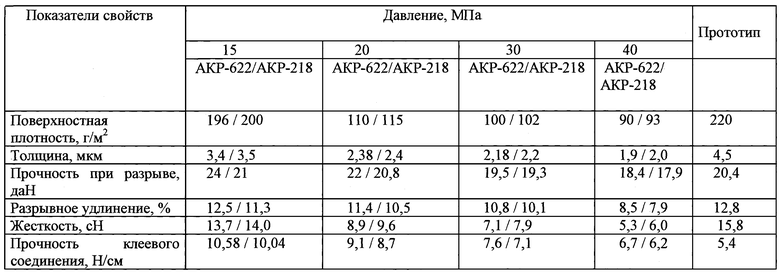
В зависимости от давления между валами материал обладал свойствами, представленными в таблице.
Как видно из таблицы, предлагаемый способ получения термоклеевого прокладочного материала, позволяет получать материалы, характеризующиеся достаточно высокой прочностью и адгезией к текстильным материалам. Изменяя давление между валами каландра от 15 до 40 МПа, можно получать прокладочные материалы разной толщины, поверхностной плотности и жесткости, что позволит расширить ассортимент прокладочных материалов. Полученный прокладочный материал выдерживает хранение при температуре окружающей среды, слои материала, хранящегося в рулоне, не склеиваются друг с другом.
Таким образом, изобретение позволяет получать термоклеевые прокладочные материалы, отвечающие требованиям, предъявляемым к данным материалам. Полученный материал не уступает прототипу по прочностным характеристикам, но превосходит его по прочности клеевого соединения, т.е. обладает лучшей адгезией к текстильным материалам.
Предложенный способ получения позволит сэкономить текстильный материал, который используется в качестве основы в существующем производстве, а также расширить ассортимент термоклеевых прокладочных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОПОЛИАМИДА ДЛЯ ТЕРМОКЛЕЯ | 2002 |
|
RU2229483C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОКЛАДОЧНОГО МАТЕРИАЛА ДЛЯ ЛЕГКОЙ ОДЕЖДЫ | 2003 |
|
RU2233107C1 |
| СОСТАВ СОПОЛИАМИДА ДЛЯ ТЕРМОКЛЕЯ | 2004 |
|
RU2270225C2 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2287971C2 |
| Способ скрепления функционального волокнистого материала с нетканой подложкой | 2020 |
|
RU2775738C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОКЛЕЕВОГО ПРОКЛАДОЧНОГО МАТЕРИАЛА | 2010 |
|
RU2425612C1 |
| КОМБИНИРОВАННЫЙ МАТЕРИАЛ ИЗ ПЛОСКОЙ ТЕКСТИЛЬНОЙ СТРУКТУРЫ И ВЕРХНЕЙ ТКАНИ | 2013 |
|
RU2519983C1 |
| КОМПОЗИЦИОННЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ ДЛЯ СПЕЦОДЕЖДЫ И ИЗДЕЛИЙ ТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2010 |
|
RU2457763C2 |
| НЕТКАНЫЙ ТЕРМОКЛЕЕВОЙ МАТЕРИАЛ | 1991 |
|
RU2016153C1 |
| ТЕРМОКЛЕЕВОЙ ПРОКЛАДОЧНЫЙ МАТЕРИАЛ | 2005 |
|
RU2312571C2 |
Изобретение относится к способам получения термоклеевых прокладочных материалов для швейной промышленности, предназначенным для дублирования деталей одежды и может быть использовано в химической и текстильной промышленности. Способ заключается в получении термоклеевого прокладочного материала непосредственно из полимера без использования текстильной основы. Полимер в виде порошка наносят на антиадгезионную подложку ровным слоем, подплавляют, а затем каландрируют при температуре на 40-50°С превышающей температуру плавления акрилового полимера и давлении 15-40 МПа с последующим охлаждением и отдельно от подложки намоткой в рулон. Изобретение позволяет получать термоклеевые прокладочные материалы разной поверхностной плотности, обладающие высокой адгезией к текстильным материалам и необходимой жесткостью. 1 ил., 1 табл.
Способ получения термоклеевого прокладочного материала, включающий нанесение порошка термопластичного полимера на подложку с последующим каландрованием при температуре, превышающей температуру плавления термопластичного полимера, и охлаждением до комнатной температуры, отличающийся тем, что порошок акрилового термопластичного полимера наносят сплошным ровным слоем на подложку из полиэтилентерефталатной пленки, каландрование проводят при температуре, на 40-50°С превышающей температуру плавления акрилового полимера, и давлении 15-40 МПа, и полученный материал отделяют от подложки.
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОКЛЕЕВОГО ПРОКЛАДОЧНОГО ТРИКОТАЖНОГО ПОЛОТНА ДЛЯ ДУБЛИРОВАНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 1999 |
|
RU2152751C1 |
| Способ получения термоклеевого прокладочного материала для воротников мужских сорочек | 1989 |
|
SU1708264A1 |
| US 5153049 А, 06.10.1992 | |||
| Способ получения прокладочного материала | 1990 |
|
SU1784188A1 |

