1. Изобретение относится к области станкостроения, в частности к станкам для обработки древесины резцами, закрепленными на вращающихся ножевых валах.
2. Аналоги - валы и резцовые (фрезерные) головки деревообрабатывающих фуговальных (шлихтовальных), рейсмусовых и фрезерных станков.
3. Прототип - широкораспространенные д/о станки с клиновым креплением ножей в пазах вращающихся ножевых валов.
Положительные свойства прототипа
1. Простота изготовления режущих ножей из любой подручной металлической полосы подходящей жесткости.
2. Относительная надежность крепления ножей в отношении опасности их выброса при работе.
3. Относительная простота изготовления ножевого вала с пазами (в части точности).
Отрицательные свойства прототипа
1. Соблазнительность для эксплуатационников выработки ножей в ходе переточек до чрезмерно малой остаточной ширины, чреватой ненадежностью крепления и опасностью выброса при работе.
2. Отсутствие конструктивных элементов, препятствующих чрезмерной выработке ножей при переточках, а также и клина.
Цель изобретения
1. Повышение эксплуатационного ресурса резцов за счет увеличения их активной массы без увеличения габаритов ножевого вала и максимально возможного числа переточек, к тому же без снятия с ножевого вала, и связанной с этим необходимости последующих операций по выведению режущих кромок всех резцов на единый радиус резания. Переточку резцов со снятием с ножевого вала проводить не чаще одного раза в два и более месяца.
2. Повысить долговечность резцов до полной их выработки - не менее полугода.
3. Более высокая надежность крепления резцов и клиньев, исключающая их выброс при работе.
Пути решения поставленной задачи
1. Выполнение переточек (съем металла) по фронтальной (по ходу вращения) грани резцов с полным обновлением активной части режущего профиля, включая угол присадки и профиль стружколомателя, без съема резцов с ножевого вала и связанного с этим нарушения наладки всех резцов на единый радиус резания.
2. Выполнение контрольного затылования резцов, связанного со снятием их с ножевого вала только при переходе к следующему слою переточек.
Перечень признаков существенной новизны
1. Выполнение переточек резцов по их фронтальной грани с полным обновлением профиля их активной режущей части, включая угол присадки (передний угол) и профиль стружколомателя без снятия резцов с ножевого вала и нарушения настройки их режущих кромок на единый радиус резания. Снятие резцов с вала производится только при переходе на следующий ряд переточек резца (не чаще одного раза в 2 месяца).
2. Конструктивное ограничение степени выдвижения резцов по ширине (высоте) с учетом их выработки в форме гребня на резце и уступа на клине, исключающее опасность их выброса при работе станка.
3. Геометрическая конфигурация резца и клина, совмещенно установленных в рабочем пазу вала, исключает их выброс на ходу станка даже при полном отсутствии распорных болтов клина.
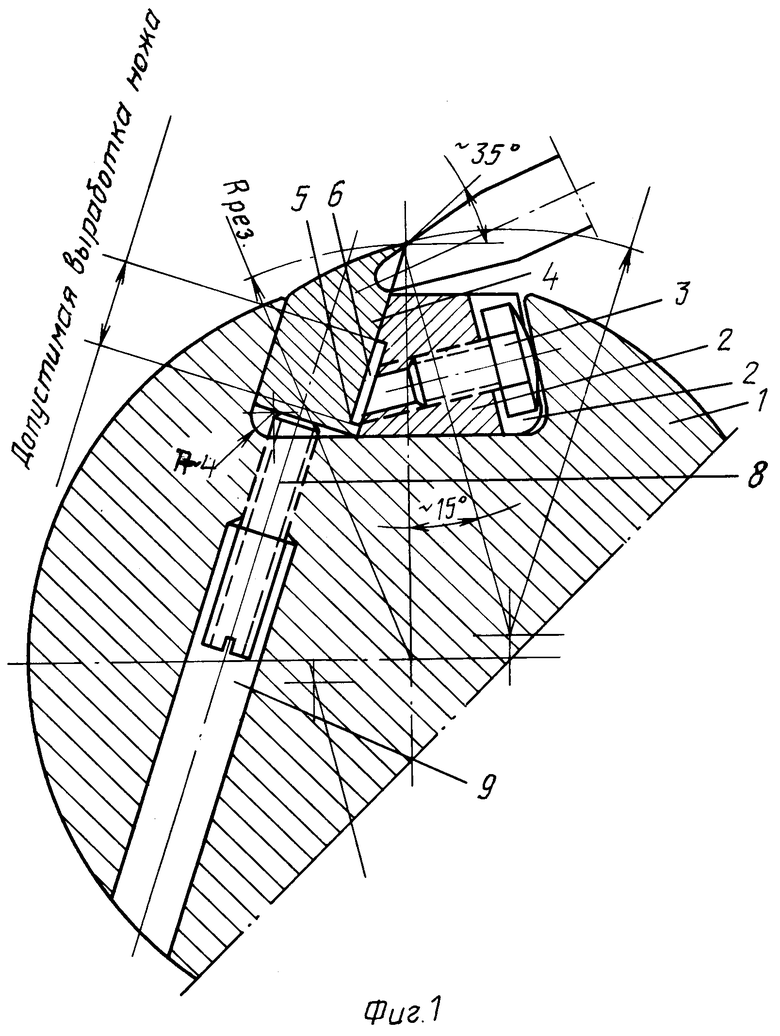
На фиг.1 показано сопряжение резца увеличенной толщины, имеющим гребень с клином, имеющим уступ, на который опирается гребень, которые совместно ограничивают выдвижение резца, а также винт, регулирующий степень выдвижение в ходе регулировки.
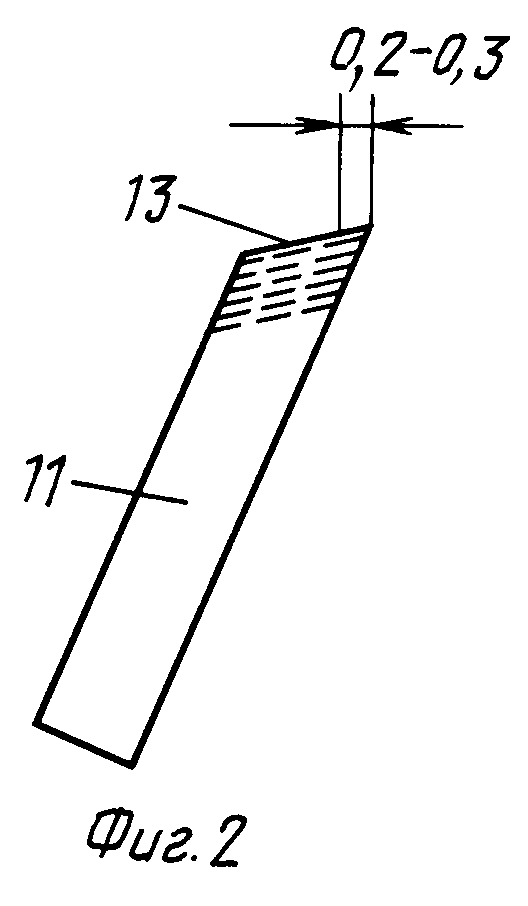
На Фиг.2 показан традиционно применяемый нож со схемой переточек по заднему (затыловочному) углу.
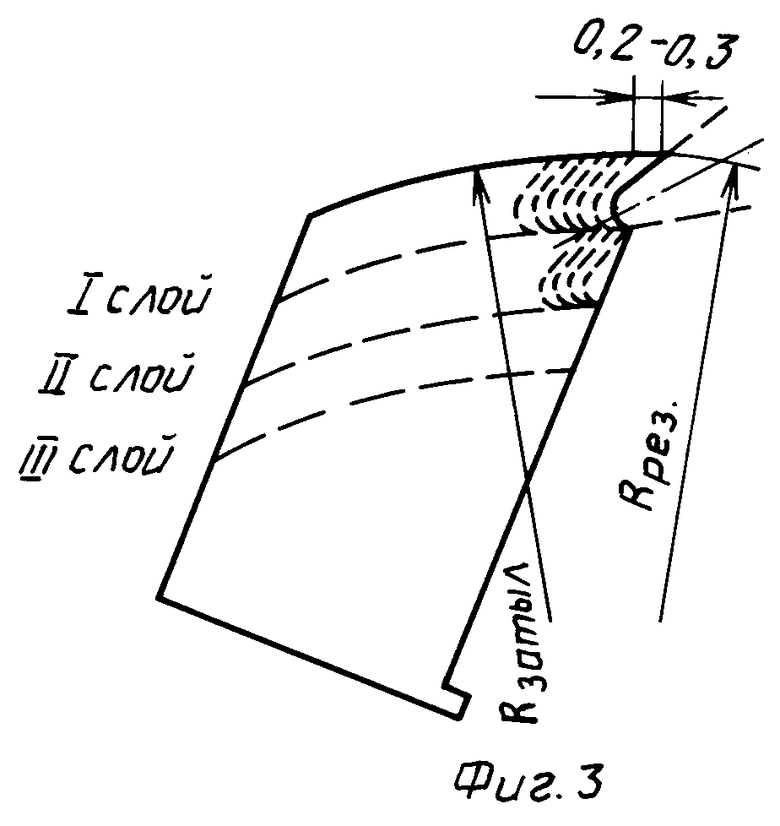
На фиг.3 показана схема предлагаемого резца повышенной массы с послойными переточками, выполняемыми по передней грани с формированием угла присадки (переднего угла) и профиля стружколомателя.
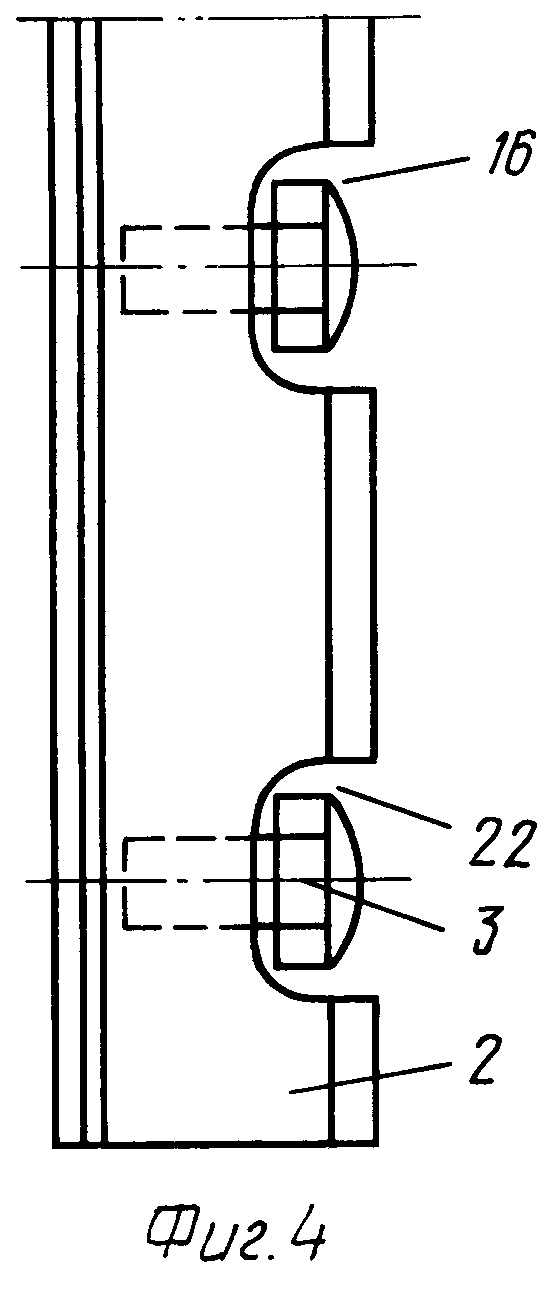
На фиг.4 показан клин в плане с выемками, в которых размещаются распорные болты.
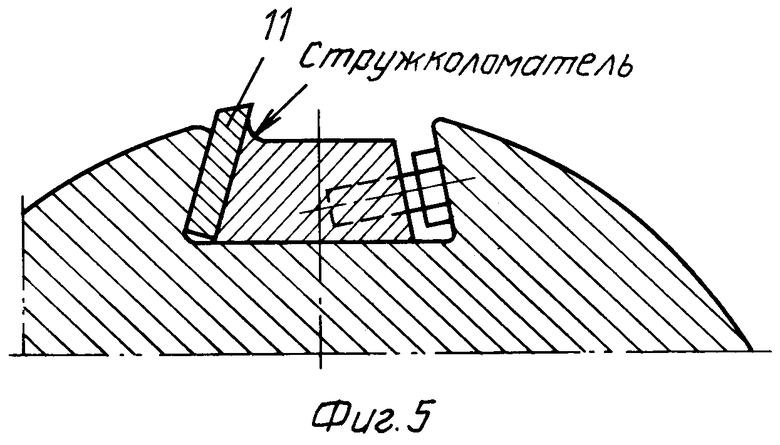
На фиг.5 показан ножевой вал в разрезе с креплением нового, не подвергавшегося заточке традиционного ножа полной ширины.
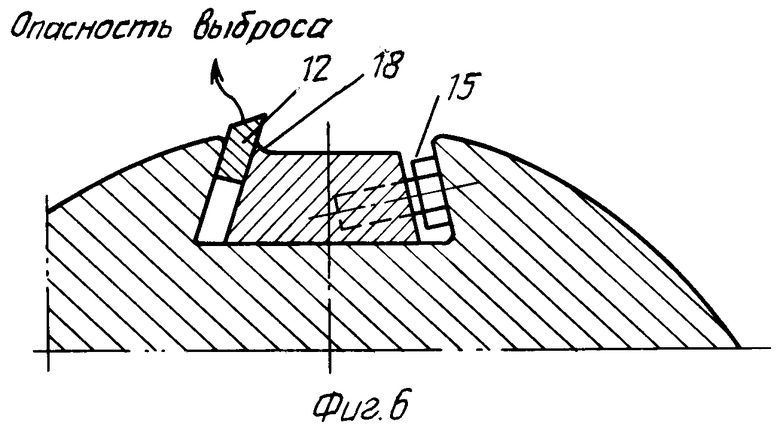
На фиг.6 показан ножевой вал в разрезе с креплением многократно переточенного ножа опасного в использовании, возможный вырыв (выброс) показан стрелкой.
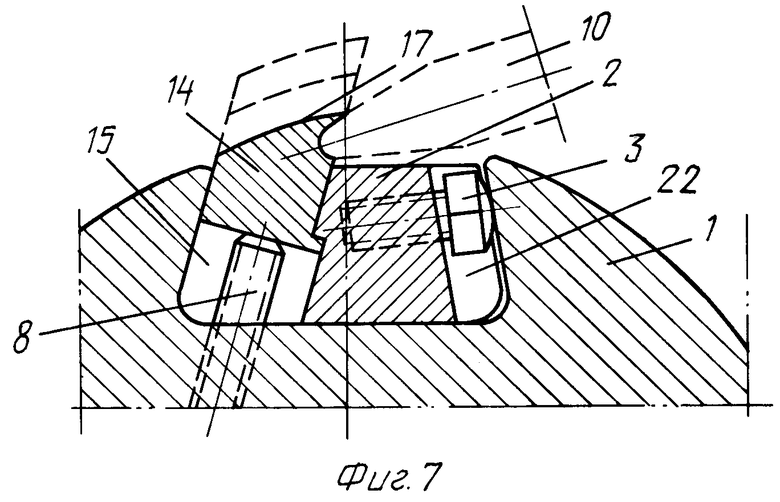
На фиг.7 показан резец предлагаемой конструкции в положении предела возможного использования.
На фиг.8 показана активная режущая часть резца, включая угол присадки (передний угол), фаску, образующуюся при выведении всех резцов на единый радиус резания, и контур стружколомателя.
Спецификация пояснительная
1. Вал
2. Клин
3. Болт клина распорный
4. Резец (нож)
5. Гребень
6. Уступ
7. Профиль режущей части резца
8. Винт установочный
9. Отверстие с резьбой для винта (8)
10. Абразивный круг профилирующий
11. Нож традиционный новый
12. Нож традиционный выработанный
13. Затачиваемая (тыльная) поверхность традиционного ножа
14. Выработанный резец предлагаемой конструкции
15. Паз вала
16. Выемка в клине 2 для распорного болта
17. Затылование заднего угла резца
18. Стружколоматель клина старой конструкции
19. Угол присадки резца (передний угол)
20. Угол затылования (при затыловании и самого вала)
21. Контур стружколомателя
22. Выточка в теле клина для размещения распорного болта
Установка и крепление резца клином (статика)
В каждом пазу 15 ножевого вала 1 размещен резец 4 с клином 2 трапециевидного сечения (фиг.1, 4 и 7), в выемках 16 которого размещены распорные болты 3. Размеры сечения паза 15 таковы, что резец 4 и клин 2 могут совместно вводиться и извлекаться только с торца вала, чем исключается их самопроизвольное выпадение из паза даже при отсутствии распорных болтов. Каждый резец 4 выставляется на требуемую степень выдвижения двумя установочными винтами 8, имеющимися в каждом пазу 15 и размещенными на концевых участках цилиндра вала 1.
Наладочно-установочные и эксплуатационные работы по режущему узлу ножевого вала (динамика)
Заготовки резцов 4, имеющие форму брусков четырехугольного сечения (фиг.1 и 7), затылованную грань 17 и гребень (фиг.1 поз.5), вводятся совместно с клиньями 2, имеющими уступ 6, в пазы 15 вала 1 и выставляются винтами 8 в требуемое положение (по степени выдвижения). Распорными болтами 3 с помощью клиньев 2 положение резцов 4 фиксируется. Вал 1 приводится во вращение. Посредством заточного устройства к вращающемуся валу подводится абразивный брусок, который стачивает выступающие участки резцов в зоне будущих кромок и создает вдоль всей их длины узкие фаски (фиг.7 и 8), свидетельствующие, что режущие кромки всех резцов находятся на едином радиусе резания. После этого профилированной частью абразивного круга 10 (корундового, алмазного) выбирается и формируется профиль и угол присадки резца (фиг.8 поз.19) резца 4 относительно плоскости обрабатываемых деревянных заготовок, а также криволинейный участок стружколомателя (фиг.8 поз.21). На практике вчерашнего и нынешнего дня д/о станкостроения стружколоматель 18 размещается на клине, изнашивается и вообще утраивается при изготовлении самодельных клиньев взамен клиньев заводского изготовления. Стружколоматель 21 предлагаемого резца обновляется при каждой заточке, в среднем раз в смену, т.е. 2-3 раза в сутки.
Максимальная степень затупления режущей кромки резца принимается равной R=0,1 мм, т.е. при каждой переточке снимается слой металла до 0,12 мм. Когда фаска (фиг.8), свидетельствующая о работе всех резцов на одном радиусе резания, исчезает при очередной переточке, производится либо выдвижение резцов 4 регулирующими винтами 8, либо на доли мм уменьшается радиус, на котором располагается единый радиус режущих кромок всех резцов. Первый вариант предпочтительнее, т.к. при последующих переточках вновь возникает уменьшение радиуса резания резцов и потребуется изменение положения переднего стола станка по высоте.
При переходе на следующий слой заточек резцы снимаются с вала. Проводится их контрольное затылование, затем с помощью винтов 8 они устанавливаются на новый уровень заточки в пазах 15 ножевого вала 1 и фиксируется клиньями 2. Затем повторяются все вышеописанные операции и переходы.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| СТАНОК ДЛЯ ВИБРОЛУЩЕНИЯ ШПОНА | 2000 |
|
RU2209722C2 |
| Универсальный отрезной резец | 1991 |
|
SU1794598A1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2043876C1 |
| ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2019 |
|
RU2731953C2 |
| Сборный резец | 1990 |
|
SU1773573A1 |
| Ш- .!'^Х!!ачг:г{:л>&{ tuБИБЛЙОТЕК/iСавеловский машиностроительный зав^д | 1969 |
|
SU256470A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |

Изобретение относится к деревообрабатывающей промышленности, в частности к инструментам для обработки древесины. Инструмент строгальный содержит вал с трапециевидными пазами, в которых закреплены посредством клиньев и распорных болтов резцы, передняя поверхность которых выполнена с криволинейной выемкой для стружколомателя. Резец на передней поверхности имеет гребень, а клин на обращенной к резцу поверхности - уступ для взаимодействия с гребнем, исключающего вылет резца при ослаблении фиксации клина болтами. Изобретение позволяет повысить эксплуатационный ресурс резцов, их долговечность, а также надежность крепления резцов и клиньев. 8 ил.
Инструмент строгальный, содержащий вал с трапециевидными пазами, в которых закреплены посредством клиньев и распорных болтов резцы, отличающийся тем, что передняя поверхность резцов выполнена с криволинейной выемкой для стружколомателя, резец на передней поверхности имеет гребень, а клин на обращенной к резцу поверхности – уступ для взаимодействия с гребнем, исключающего вылет резца при ослаблении фиксации клина болтами.
| Строгальный нож для деревообрабатывающих станков | 1978 |
|
SU737211A1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2068775C1 |

