Изобретение относится к области обработки материалов резанием на станках с числовым программным управлением (ЧПУ) лезвийным инструментом, оснащенным режущим элементом из инструментального материала.
Известны резцы с припаянными к корпусу резца пластинами инструментального материала (см. Панкин А.В. Обработка материалов резаньем Машиностроение М., 1961). Данные резцы после их затупления затачивают заново. Количество переточек большое, что позволяет использовать материал пластины на 80-85%. Это существенно сокращает затраты на инструмент в целом, обусловленные высокой стоимостью инструментального материала. Резцы данной конструкции не используются при обработке материалов на станках с ЧПУ из-за высокой трудоемкости изменения программы обработки и сложности отладки станка для обеспечения требуемой точности обработки после переточки резца.
В настоящее время для обработки материалов на станках с ЧПУ в основном используются резцы с механическим креплением к корпусу резца сменных многогранных пластин (см. Панкин А.В. Обработка материалов резаньем. М.: Машиностроение, 1961). Основное достоинство данных резцов состоит в высокой точности обработки ими материалов на станках с ЧПУ до затупления граней пластины, находящейся в работе, а также ввод в работу новых граней пластины её поворотом относительно оси. Основной недостаток таких резцов состоит в том, что после затупления всех граней пластины, они не перетачиваются, а идут в утилизацию. Использование материала пластины составляет 5-10%.
За прототип выбран перетачиваемый резец Оргавтопрома (см. Панкин А.В. Обработка материалов резаньем. М.: Машиностроение, 1961). Данный резец содержит режущий элемент в виде стержня из инструментального материала, который устанавливается на узел подачи его после переточки, содержащий: болт, гайку и контргайку. Стержень в поперечном сечении, выполнен в виде квадрата или пятиугольника и закрепляется в пазу корпуса с помощью переходной втулки и стопорного винта. Достоинство данного резца – многократная его переточка. Использование же резца данной конструкции для обработки материалов на станках с ЧПУ обусловлено теми же причинами, которые присущи резцам с напаянными пластинами. Кроме того, узел крепления стержня в корпусе и узел его подачи не обеспечивают виброустойчивость и жесткость его в широком диапазоне изменения силы резания.
В заявленном изобретении решается проблема обеспечения максимально полного использования инструментального материала резца при обеспечении высокой жесткости и виброустойчивости его при обработке материала на станке с ЧПУ.
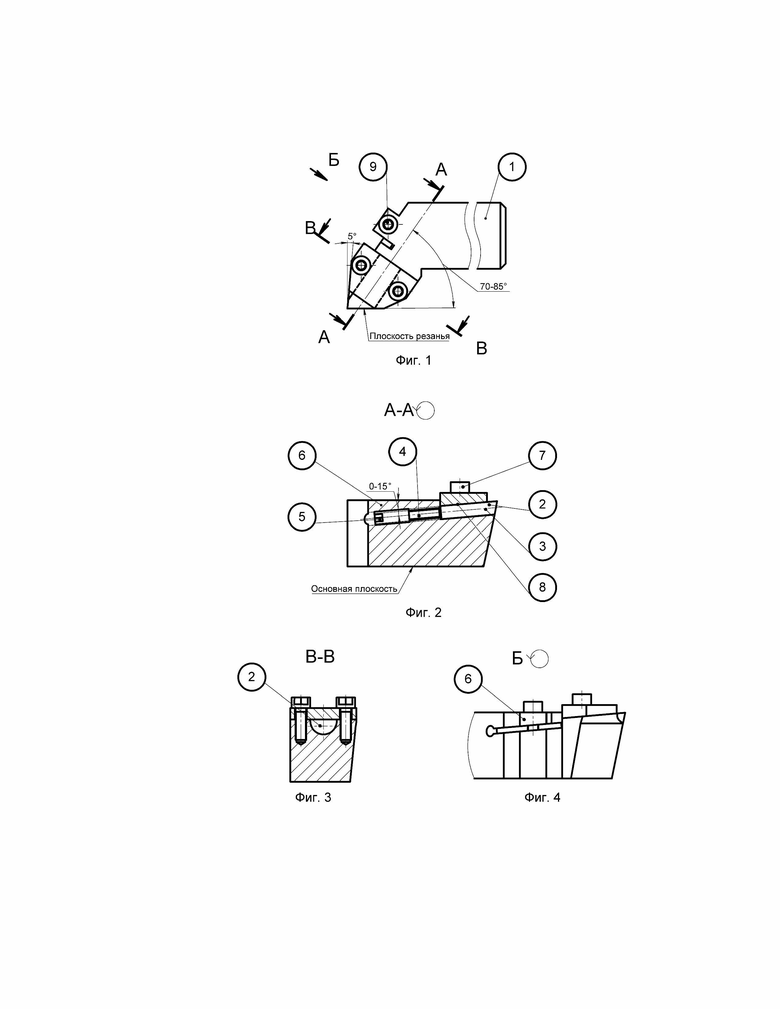
Сущность заявленного технического решения заключается в том, что стержень из инструментального материала и паз корпуса резца, в котором размещается стержень, имеют в поперечном сечении форму полукруга, а их продольная ось расположена под углом 0-15° к основной плоскости и под углом 70-85° к плоскости резания; зажим стержня выполнен в виде пластины, закрепленной на корпусе и контактирующей со стержнем по плоской поверхности, винт перемещения стержня вдоль оси, взаимодействующий с разрезанным вдоль одной из сторон резьбовым отверстием корпуса, имеет внутренний шестигранник под ключ.
Технический результат заявленного технического решения состоит в увеличении количества переточек стержня и использовании инструментального материала стержня на 80-85%, а также обеспечении высокой точности обработки на станках с ЧПУ и снижении вероятности возникновения вибрации в процессе резания повышенной жесткостью конструкторского решения резца.
Полученный результат базируется на заточке стержня инструментального материала по задним граням, а не по передней грани, как у прототипа, с последующим смещением стержня и обработке без изменения программы станка с ЧПУ. Точность обработки обеспечивается конструкторским решением геометрической формы поперечного сечения стержня и паза корпуса и зажимом стержня по плоской его поверхности такой же поверхностью пластины. Наклон продольной оси стержня под углом 0-15° к основной плоскости и под углом 70-85° к плоскости резания обеспечивает оптимальные условия работы резца на станке с ЧПУ. Винт перемещения стержня вдоль оси, взаимодействующий с разрезанным вдоль одной из сторон резьбовым отверстием корпуса, имеет внутренний шестигранник под ключ.
Заявленное устройство поясняется чертежами. На фиг. 1-4 представлена конструкция перетачиваемого резца. В корпусе 1 перетачиваемого резца расположен стержень 2 из инструментального материала. Стержень 2 и паз корпуса в поперечном сечении имеют форму полукруга, а продольная ось 3 располагается под углом 0-15° к основной плоскости и под углом 70-85° к поверхности резания. Винт 4 перемещает стержень вдоль оси 3 после его переточки, путем поворота винта 4 ключом за внутренний шестигранник 5 и последующей фиксации винта 4 зажимом разрезной гайки корпуса 6 винтом 9. Стержень инструментального материала 2 фиксируется в пазу корпуса 1 прижимом контактирующих поверхностей в стержне и пластины, которая фиксируется в корпусе винтами 9.
Испытания перетачиваемого резца при обработке на станке с ЧПУ группы валов на стали 45 показали одинаковую точность до и после переточки резца без вибрации технологической системы и без корректировки программы обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2043876C1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Способ строгания границы двух поверхностей заготовки и тисы для осуществления способа | 2020 |
|
RU2748546C1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| Сборный резец с перетачиваемой пластиной | 1990 |
|
SU1710203A1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2000 |
|
RU2197359C2 |
| Отрезной инструментальный блок для металлорежущих станков | 1950 |
|
SU93358A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Сборный отрезной резец | 1988 |
|
SU1510993A1 |
Перетачиваемый резец содержит корпус, стержень из инструментального материала, размещенный в пазу корпуса, зажим для закрепления стержня в пазу корпуса и винт перемещения стержня вдоль оси. Стержень и паз корпуса выполнены в поперечном сечении в форме полукруга, а их продольная ось расположена под углом 0-15° к основной плоскости и под углом 70-85° к плоскости резания в проекции на основную плоскость. При этом зажим стержня выполнен в виде пластины, закрепленной на корпусе с возможностью контакта со стержнем по плоской поверхности. Винт перемещения стержня вдоль оси размещен в резьбовом отверстии корпуса, разрезанном вдоль одной из его сторон, и выполнен с внутренним шестигранником под ключ. Достигается обеспечение высокой точности обработки на станках с ЧПУ и снижение вероятности возникновения вибрации технологической системы. 4 ил.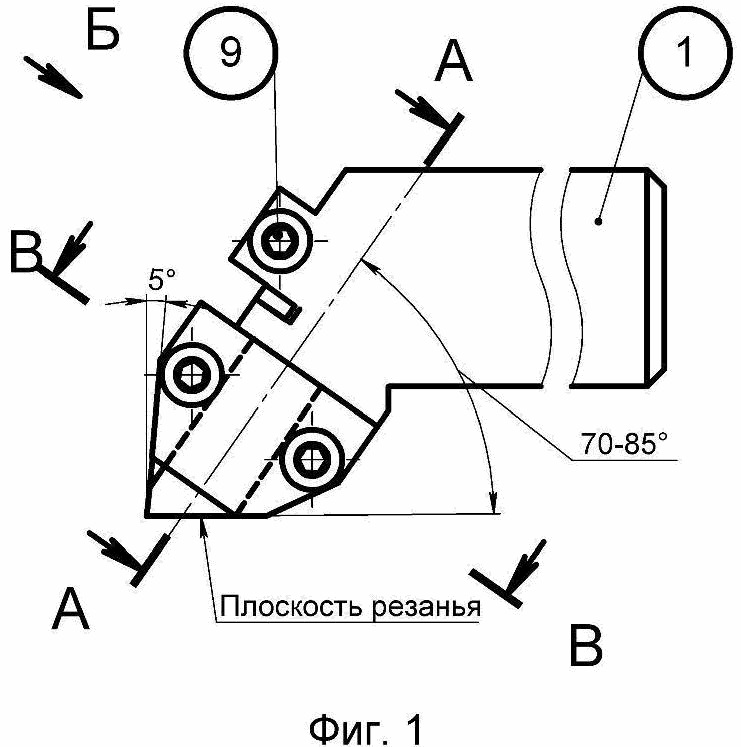
Перетачиваемый резец, содержащий корпус, стержень из инструментального материала, размещенный в пазу корпуса, зажим для закрепления стержня в пазу корпуса и винт перемещения стержня вдоль оси, отличающийся тем, что стержень и паз корпуса выполнены в поперечном сечении в форме полукруга, а их продольная ось расположена под углом 0-15° к основной плоскости и под углом 70-85° к плоскости резания в проекции на основную плоскость, при этом зажим стержня выполнен в виде пластины, закрепленной на корпусе с возможностью контакта со стержнем по плоской поверхности, винт перемещения стержня вдоль оси размещен в резьбовом отверстии корпуса, разрезанном вдоль одной из его сторон, и выполнен с внутренним шестигранником под ключ.
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| СБОРНЫЙ РЕЗЕЦ | 0 |
|
SU232714A1 |
| ПОРОХОВОЙ СОСТАВ | 1991 |
|
RU2026272C1 |
| РЕЗЕЦ | 1992 |
|
RU2053046C1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Устройство для изготовления ленточных кабельных изделий | 1987 |
|
SU1415237A1 |

