Изобретение относится к заготовке для ружейного ствола, при этом заготовка состоит из прутка металла. Изобретение относится также к способу производства ружейного ствола и к ружейному стволу. Понятие ружейного ствола также включает пушечные стволы. Изобретение применимо ко всем типам огнестрельного оружия, например к ручному, полуавтоматическому или автоматическому стрелковому оружию, пушкам и пр., но изначально разрабатывалось для ружейных стволов дробовых ружей.
Известные ружейные стволы, например для винтовок, дробовиков, автоматических и полуавтоматических ружей, пушек и т.п., обычно изготавливают из заготовок, которые состоят из стального катаного прутка или кованного пруткового материала, при этом для формирования канала прутковый материал растачивают.
Одним из важных аспектов, связанных с производством ружейных стволов, является прочность, особенно тогда, когда ружье производит выстрел. Поэтому у ружейного ствола должны быть стенки достаточной толщины для того, чтобы они могли выдерживать напряжение растяжения, которое появляется при выстреле определенного заряда. Требуемая толщина стенок может привести к утяжелению оружия, которое соответственно станет дорогим и/или неудобным в обращении.
Одним из препятствий в известных ружейных стволах является то, что их производят из пруткового материала, который после прокатки/ковки проявляет свои наилучшие механические свойства в продольном направлении прутка. Обычно усталостная прочность, количество надрезов и пластичность в продольном направлении на 20-50% выше, чем в поперечном направлении. В основном это происходит из-за ориентации неметаллической окклюзии и появления трещин из-за нее. Во время изготовления пруткового материала его значительно удлиняют в продольном направлении, удлиняя при этом в том же направлении и окклюзии. Поэтому окклюзии имеют поверхность, которая в поперечном направлении существенно больше по сравнению с продольным направлением, при этом усталостная прочность, величина бороздки и пластичность в поперечном направлении будут меньше по сравнению с продольным направлением.
При использовании ружейного ствола, т.е. при выполнении стрельбы из ствола, в ружейном стволе возникают напряжения растяжения из-за создающегося в стволе внутреннего избыточного давления, которое может достигать величины 3500 бар (350 МПа). Поэтому распределение напряжения принципиально будет таким же, как и в цилиндрическом котле, с той лишь разницей, что напряжения в продольном направлении воспринимают оружейный затвор и пуля или дробь. В самом стволе в продольном направлении не возникнут значительные напряжения, но, с другой стороны, в тангенциальном направлении вокруг ствола напряжения растяжения будут большими. Поэтому основным недостатком известных ружейных стволов является то, что они проявляют более слабые механические свойства в поперечном/тангенциальном направлении, чем в продольном направлении.
Проблема усугубляется тем, что с технической стороны существует необходимость в увеличении заряда в огнестрельном оружии при одновременном желательном уменьшении массы.
Другим недостатком, который относится к известным оружейным стволам для дробовиков, является то, что известные ружейные стволы имеют очень низкое сопротивление износу или небольшую жесткость в канале, принимая во внимание решение, принятое в некоторых странах, о замене в определенных видах охоты свинцовой дроби на стальную.
В соответствии с настоящим изобретением указанные проблемы минимизируют путем использования заготовки для ружейного ствола, полученной согласно предлагаемому способу. В изобретении также предложен ружейный ствол для огнестрельного оружия, изготовленный из заготовки, предлагаемой в данном изобретении.
Таким образом, в соответствии с первым аспектом данного изобретения предложена заготовка для ружейного ствола, состоящая из стального прутка, изготовленного по меньшей мере из двух видов стали, по меньшей мере одна из которых является порошковой сталью, при этом пруток подвергнут неоднократному скручиванию вокруг своей продольной оси предпочтительно в ходе одной или более стадий горячей обработки.
Указанный пруток может быть подвергнут скручиванию вокруг его продольной оси на угол наклона/угол подъема винтовой линии, составляющий 45 - 90°, предпочтительно 60-88°, более предпочтительно 75-87°. Скручивание можно производить автоматически или вручную. При скручивании согласно изобретению окклюзии будут разрушены на большие по количеству, но более мелкие по эффекту нарушения. Окклюзии, которые до скручивания в основном были ориентированы в продольном направлении прутка, в большей степени в основном будут ориентированы тангенциально по отношению к прутку, преимущественно по периферии. Поэтому окклюзии не создают угрозы появления трещин при тангенциальных растягивающих напряжениях, которые возникают при стрельбе из оружейного ствола, изготовленного из прутка, по сравнению с тем случаем, когда они ориентированы в продольном направлении прутка. Прочность и предел усталости прутка соответственно увеличены в тангенциальном или поперечном направлениях, когда пруток подвергают скручиванию согласно изобретению. Тот факт, что ориентация окклюзии станет наиболее тангенциальной на периферии, является преимуществом, поскольку растягивающие напряжения здесь максимальные.
Предел прочности прутка на разрыв можно увеличить после скручивания согласно изобретению примерно на 1-5%, пластичность (в области усадки) можно увеличить примерно на 20-550%, величину бороздки можно увеличить примерно на 20-300% и усталостную прочность можно увеличить примерно до 30-50%; эти значения относятся к росту в поперечном направлении и к сталям традиционной термообработки для оружейных стволов дробовиков.
На предел прочности прутка на разрыв и предел текучести может дополнительно воздействовать термообработка после скручивания. Найдена дополнительная возможность термообработки стали для увеличения твердости и прочности без того, чтобы полученный материал проявлял тенденцию к хрупкости, поскольку скручивание дает повышение вязкости. В качестве альтернативы можно выбрать более жесткий и прочный сплав. Такое увеличение прочности приведет к улучшению сопротивления износу и поэтому может быть также использовано для экономии массы в связи с уменьшенной толщиной стенок в изготовленных ружейных стволах.
Более того, в целом справедливо, что сталь станет более вязкой и прочной по мере повышения степени ее обработки. При скручивании согласно изобретению можно увеличить степень пластической деформации без изменения размеров прутка. Направление механической обработки также осуществляется в наиболее выгодном направлении, т.е. в направлении, в котором будут возникать самые сильные нагрузки во время использования оружия.
В качестве сырья для прутка можно использовать любые стали или стальные сплавы, подходящие для оружейных стволов. С точки зрения прочности особенно выгодно использовать порошковый металлургический сплав, предпочтительно быстро твердеющий порошковый металлургический сплав. Эти типы сплавов сегодня распространены в специальных инструментах для механической обработки металлов из-за их чрезвычайной прочности. Соответственно, заготовкой для ружейного ствола может быть пруток, который изготовлен методом порошковой металлургии, предпочтительно из порошковой стали.
Порошковая металлургия также дает благоприятную возможность получить смешанные материалы, которые подходят для этой цели. В качестве материала для той части, которая должна образовать внутреннюю сторону канала ружейного ствола, можно выбрать соответственно твердый и износоустойчивый материал с большим сопротивлением трению пули или снаряда, но который при этом обеспечивает еще и хорошую устойчивость к коррозии, вызываемой пороховыми газами, пороховыми брызгами и влагой, которая может содержать растворенные газы и пороховые брызги. В качестве материала, предназначенного для образования внешней части ружейного ствола, вместо этого предпочтительно выбирают материал с большой вязкостью и прочностью. Таким образом, пруток может быть изготовлен из составного материала, содержащего первую, износостойкую сталь, расположенную в сердцевине прутка, и вторую, прочную сталь, расположенную вне центральной части и/или в периферийной области прутка.
Кроме того, ружейный ствол может приобрести декоративный внешний вид наряду с достижением полезных свойств стального материала, благодаря применению так называемой дамасской техники узорной инкрустации, основанной на порошковой металлургии. Такая дамасская техника узорной инкрустации с использованием порошковой металлургии, которая является наиболее предпочтительной, описана в SE-C-9400127-8.
В дамасской технике узорной инкрустации с применением порошковой металлургии используют по меньшей мере два различных стальных материала, имеющих по существу различные составы сплавов, например два существенно отличающихся типа нержавеющей стали, при этом по меньшей мере один из них состоит из порошка. Эти два стальных материала объединены в консолидированное (уплотненное) тело, например, методом горячего изостатического прессования, так называемого ГИП (HIP), под давлением более 600 бар (60 МПа) и при температуре выше 1000°С. Другими возможными технологиями уплотнения являются формование выдавливанием и поэтапная ковка порошка в капсуле. При необходимости используют порошок, который производят методом так называемой атомизации, которая означает, что поток расплавленного металла разбивают на мелкие капли при помощи инертного газа, после чего эти каплям дают застыть в инертном газе в виде порошка. После этого порошок просеивают до частиц с размером не более 1 мм. ГИП можно осуществлять традиционным горячим изостатическим прессованием, при этом два стальных материала, которые должны быть объединены друг с другом, из которых по меньшей мере один является порошком, размещают в закрытой капсуле, из которой откачивают воздух и которую подвергают горячему изостатическому прессованию. Капсула может, что традиционно для порошковой металлургии, состоять из пластины, например из пластины углеродистой стали, но можно также предусмотреть, чтобы капсула по меньшей мере частично состояла из нержавеющей стали, которая станет составной частью конечного продукта. Кроме того, можно применять капсулы из неметаллических материалов, например из стекла, эмали и др.
Возможная производственная линия представляет собой производство порошка методом так называемой атомизации, помещение двух или более сортов порошка, предпочтительно по заранее выбранным рисункам, в капсулу, предпочтительно в стальную капсулу, уплотнение до полной плотности методом горячего изостатического прессования, формование выдавливанием или ковка уплотненного тела и последующая непрерывная механическая обработка давлением в пруток, скручивание согласно изобретению во время стадии горячей обработки и травление в кислоте для достижения декоративного эффекта.
Для того чтобы получить декоративный эффект, выбирают стальной материал достаточно разных составов, чтобы после травления получить желательный контрастный эффект. Например, если оба материала являются нержавеющей сталью, одна из нержавеющих сталей может состоять из мартенсита - достаточно высокоуглеродистой нержавеющей стали, которая имеет ограниченную устойчивость к коррозии и которую соответственно легко подвергнуть травлению и чернению кислотой, в то время как другая нержавеющая сталь, состоящая из соответственно более устойчивой к коррозии низкоуглеродистой нержавеющей стали с меньшей способностью к протравливанию, чем мартенсит (высококарбонизированная нержавеющая сталь), например аустенит, феррит или феррит-аустенитная нержавеющая сталь, или, возможно, мартенситовая нержавеющая сталь, имеющая существенно более низкое содержание углерода, чем упомянутая первая нержавеющая сталь. В принципе согласно изобретению можно также использовать нержавеющую сталь двух сортов одного типа, например мартенсит, которая имеет одинаковый состав, за исключением того, что одна из сталей, но не другая, сплавлена с одним или более веществами или содержит значительно большее количество этого вещества или этих веществ, например фосфора, в результате чего эта сталь становится существенно более протравливаемой, чем другая сталь, все это с целью достижения желаемого контрастного эффекта.
Таким образом, стальной пруток, представляющий собой заготовку для ружейного ствола, может быть изготовлен по меньшей мере из двух видов стали различного химического состава, обработанных с получением уплотненного тела, с последующей пластической деформацией для получения прутка, причем два вида стали различного химического состава выбраны так, чтобы при травлении поверхности готовой заготовки или ружейного ствола можно было получить декоративный узор.
Согласно изобретению разные стальные материалы можно укладывать слоями, например как описано в SE-C-9400127-8. Поэтому особенно предпочтительно так же, как в описанной выше технике смешивания, укладывать износостойкий или твердый стальной материал в качестве однородной сердцевины вдоль продольной оси прутка и слои из двух или более стальных материалов вокруг этой сердцевины, при этом наружные стальные материалы демонстрируют главным образом прочность. Таким образом, в заготовке для оружейного ствола первая, износостойкая сталь может быть расположена в сердцевине прутка, а вторая, прочная сталь - в области вне центральной части и/или в периферийной области прутка, при этом заготовка дополнительно содержит третий вид стали, притом вторая сталь предпочтительно расположена поочередно с третьей сталью или с первой сталью, причем по меньшей мере вторая и третья (или первая) сталь выбраны таким образом, чтобы при травлении на поверхности готовой заготовки или ружейного ствола можно было получить декоративный узор. Также предусматривается укладывать слои из разных стальных материалов в виде более или менее концентрических колец. Более того, разные стальные материалы можно уложить относительно друг друга так, чтобы один или более стальных материалов образовывали нити или другие зоны в другом стальном материале. Разные стальные материалы можно выбирать для того, чтобы в каждом конкретном случае придать желательные свойства, включающие прочность, износоустойчивость, твердость, вязкость и пр., в различных зонах прутка.
Что касается использования дамасской техники, то скручивание прутка, которое предназначено для создания заготовки для ружейного ствола, приведет к появлению дополнительной протяженности поверхности ружейного ствола. Соответственно можно изготовить ружейные стволы, например с винтовым узором на поверхности или комбинацией из случайного или выбранного узора и винтового узора.
В изобретении также предложен способ производства ружейного ствола из стального прутка, при котором пруток изготавливают по меньшей мере из двух видов стали, по меньшей мере одна из которых является порошковой сталью, после чего пруток скручивают вокруг его продольной оси в ходе одной или более стадий горячей обработки, преимущественно до угла подъема винтовой линии 45-90°, предпочтительно 60-88°, более предпочтительно 75-87°, а затем высверливают или пробивают вдоль его продольной оси.
В предложенном способе можно осуществлять по меньшей мере две стадии горячей обработки, в ходе которых пруток скручивают, при этом между стадиями горячей обработки материал прутка подвергают по меньшей мере частичной рекристаллизации. В качестве альтернативы скручивание можно осуществлять в одну стадию, если его выполнять медленно. Целью осуществления скручивания в несколько стадий или его медленного проведения в одну стадию является устранение местных перегревов, которые могут возникать в определенных случаях, когда скручивание выполняют во время одной быстрой стадии. Такой местный перегрев может вызвать появление поверхностных дефектов в прутке, которые при продолжающемся скручивании могут перерасти в трещины на поверхности. При непрерывном скручивании трещины будут расти еще больше, из-за чего пруток будет перекручен. У различных марок стали критический предел для появления дефектов поверхности меняется.
При использовании настоящего изобретения была создана возможность увеличить заряд огнестрельного оружия и/или снизить массу оружия, поскольку у оружейного ствола могут быть стенки меньшей толщины по сравнению с известными оружейными стволами.
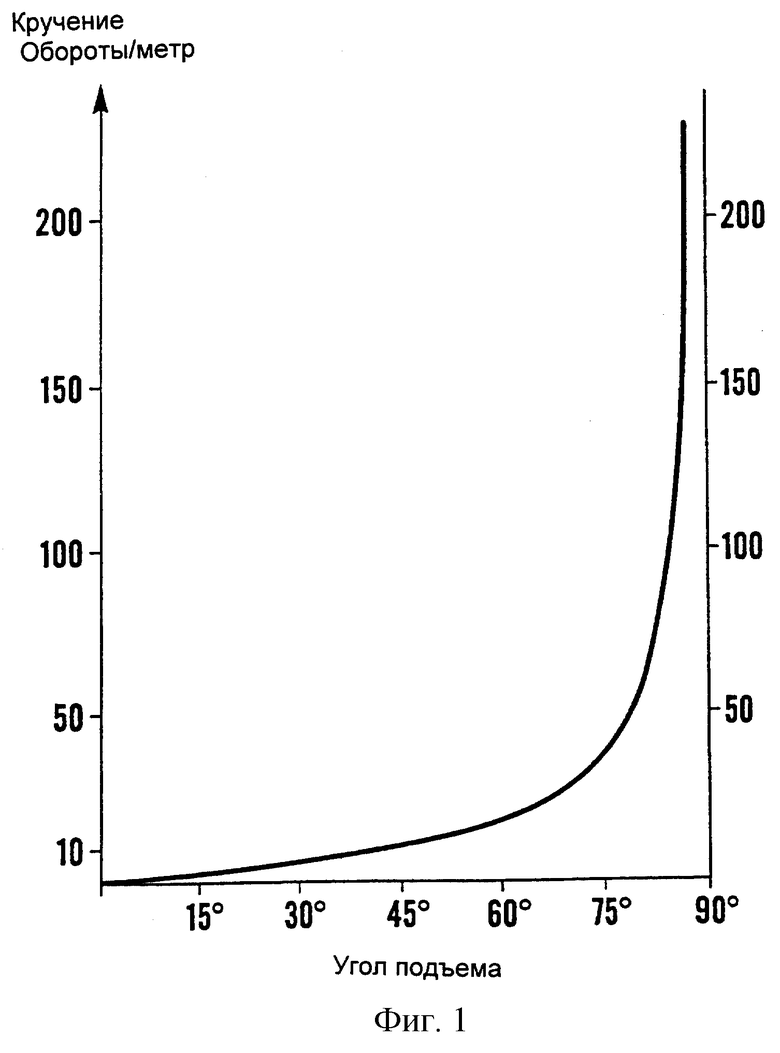
Эффект повышения механических свойств, который можно достичь, представлен ниже и рассматривается в качестве примера со ссылками на прилагаемые чертежи, где на фиг.1 показано, на сколько витков нужно закрутить 30-мм круглый пруток, чтобы получить данный угол наклона; на фиг.2 - повышение пластичности прутка фиг.1 в тангенциальном направлении; на фиг.3 - степень обработки, достигаемая скручиванием.
Пример относится к 30-мм круглому прутку, выполненному из стали горячей обработки, традиционной для изготовления стволов дробовиков. На фиг.1 показано, сколько витков на 1 м требуется при скручивании для того, чтобы получить желаемый угол наклона/угол подъема. На фиг.2 показан рост пластичности в тангенциальном направлении как функция угла подъема. Ожидается, что другие параметры механических свойств увеличиваются таким же образом, однако в иных пропорциях по сравнению с указанным выше. На фиг.3 показана степень обработки, измеренная через процент тангенциального удлинения по периметру прутка, которое достигается при скручивании, как функция угла подъема. Эта увеличенная степень обработки приводит к дополнительному удлинению окклюзии и, таким образом, к дополнительному улучшению механических свойств.
На фиг.2 и 3 показано, что значительное удлинение и улучшение механических свойств достигается уже при угле подъема в 45°, но дополнительное увеличение угла подъема дает еще лучшие результаты. При угле подъема до 85° материал удлинялся по периметру на 1000%. Это означает, что в 30-мм прутке, который скручен на 85% согласно изобретению, механические свойства в направлении спирали соответствуют свойствам в продольном направлении 10-мм прутка.
Изобретение не ограничено описанными выше вариантами выполнения и может изменяться в пределах объема формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОЙ ВСТАВКИ ДЛЯ ОРУЖЕЙНЫХ СТВОЛОВ | 2016 |
|
RU2647948C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА ОРУЖИЯ | 2013 |
|
RU2557892C2 |
| СТВОЛ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 2013 |
|
RU2602163C2 |
| СПОСОБ И КОМПОЗИЦИЯ ОЧИЩАЮЩИХ АГЕНТОВ ДЛЯ ОЧИСТКИ РУЖЕЙНЫХ СТВОЛОВ | 1995 |
|
RU2128319C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 1995 |
|
RU2127195C1 |
| ЗАГОТОВКА ДЛЯ ИЗДЕЛИЯ С ДАМАССКИМ УЗОРОМ | 2019 |
|
RU2790131C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРЖАВЕЮЩИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2288101C1 |
| Способ изготовления композитной металлической пластины с рисунком | 2017 |
|
RU2737527C1 |
| УНИВЕРСАЛЬНАЯ РУЖЕЙНАЯ СМАЗКА | 2020 |
|
RU2723631C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 2014 |
|
RU2672756C2 |


Изобретение относится к способам производства ружейных стволов и может применяться для изготовления всех типов огнестрельного оружия. Предложена заготовка для ружейного ствола, состоящая из стального прутка, изготовленного по меньшей мере из двух видов стали, по меньшей мере одна из которых является порошковой сталью, при этом пруток подвергнут неоднократному скручиванию вокруг своей продольной оси в ходе одной или более стадий горячей обработки. Скручивание прутка осуществляют преимущественно до угла подъема винтовой линии 45-90°, а затем высверливают или пробивают вдоль его продольной оси. Техническим результатом является увеличение прочностных свойств. 3 с. и 7 з.п. ф-лы, 3 ил.
| Устройство для измерения температуры обмотки электрической машины, преимущественно переменного тока | 1980 |
|
SU892238A1 |
| Способ упрочнения стальных изделий | 1982 |
|
SU1109449A1 |
| Способ упрочнения стальных изделий | 1985 |
|
SU1381174A1 |
| SU 1689419 A1, 07.11.1991 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 1995 |
|
RU2127195C1 |

