Область техники
Изобретение относится к способу изготовления композитной металлической пластины с рисунком. В частности, изобретение относится к способу получения композитной пластины, которую можно использовать для изготовления декоративных металлических объектов.
Уровень техники
Технологии изготовления декоративного металла для изготовления слоистых материалов из смешанных металлов, имеющих выраженные рисунки в виде слоев, известны в течение сотен лет. В Сирии применяли кузнечную сварку для получения твердой и гибкой дамасской стали для лезвий мечей и ножей. В Японии подобную технологию, называемую Mokume Gane, использовали для тех же целей. Объекты, полученные таким способом, называют имеющими рисунок дамасской стали.
В настоящее время металлические предметы с рисунком дамасской стали получают многими различными путями, для большого количества комбинаций материалов. В WO 2015076771, WO 2010118820 и US 4399611 описаны различные технологии ламинирования для получения желаемого декоративного рисунка.
В US 20100227193 и US 3171195 описаны экструзионные способы, в которых один из металлов может быть обеспечен в форме порошка.
В WO 9519861 описано изготовление композитных металлических продуктов из нержавеющей стали, имеющих рисунок дамасской стали, включающее следующие стадии: 1) обеспечение капсулы, содержащей по меньшей мере два порошка нержавеющей стали, расположенных протяженными параллельными слоями, 2) горячее изостатическое прессование капсулы с получением заготовки, 3) ковка и горячая прокатка заготовки до промежуточного размера, 4) деформация протяженной структуры путем механической обработки, и затем 5) горячая обработка заготовки до конечного размера. Если быть точнее, в WO 9519861 описано в Примере 3 горячая прокатка до диаметра бруска 18 мм, а после этого скручивание бруска (40 оборотов/м) вокруг его собственной оси и прокатка в прямых калибрах для получения рисунка дамасской стали в конечном продукте.
Все вышеприведенные технологии приводят к получению предметов с рисунком дамасской стали, имеющих относительно малый размер. Таким образом, применение этих технологий было ограничено предметами малого размера, такими как ножи, оружие, головки клюшек для гольфа, кольца и другие ювелирные изделия.
Сущность изобретения
Основной целью изобретения является обеспечение усовершенствованного способа изготовления из порошков композитной металлической пластины с рисунком.
Другой целью является обеспечение способа изготовления пластин больших размеров, которые можно использовать для получения объектов большого размера, имеющих декоративный рисунок, в частности, типа дамасской стали.
Этих целей достигают посредством данного изобретения, как оно определено в независимых пунктах формулы изобретения.
Дополнительные предпочтительные примеры воплощения приведены в зависимых пунктах формулы изобретения.
Изобретение преодолевает недостатки, связанные с ограниченным размером композитного материала, который можно получить способом, известным из WO 9519861, путем заполнения контейнера порошком таким образом, что нет необходимости проводить стадию деформации протяженной структуры посредством механической обработки, например, путем скручивания, поскольку контейнер заполняют таким образом, что рисунок образуется в ходе обычной горячей деформации.
Краткое описание чертежей
Далее изобретение будет описано более подробно, со ссылкой на предпочтительные воплощения и прилагаемый чертеж.
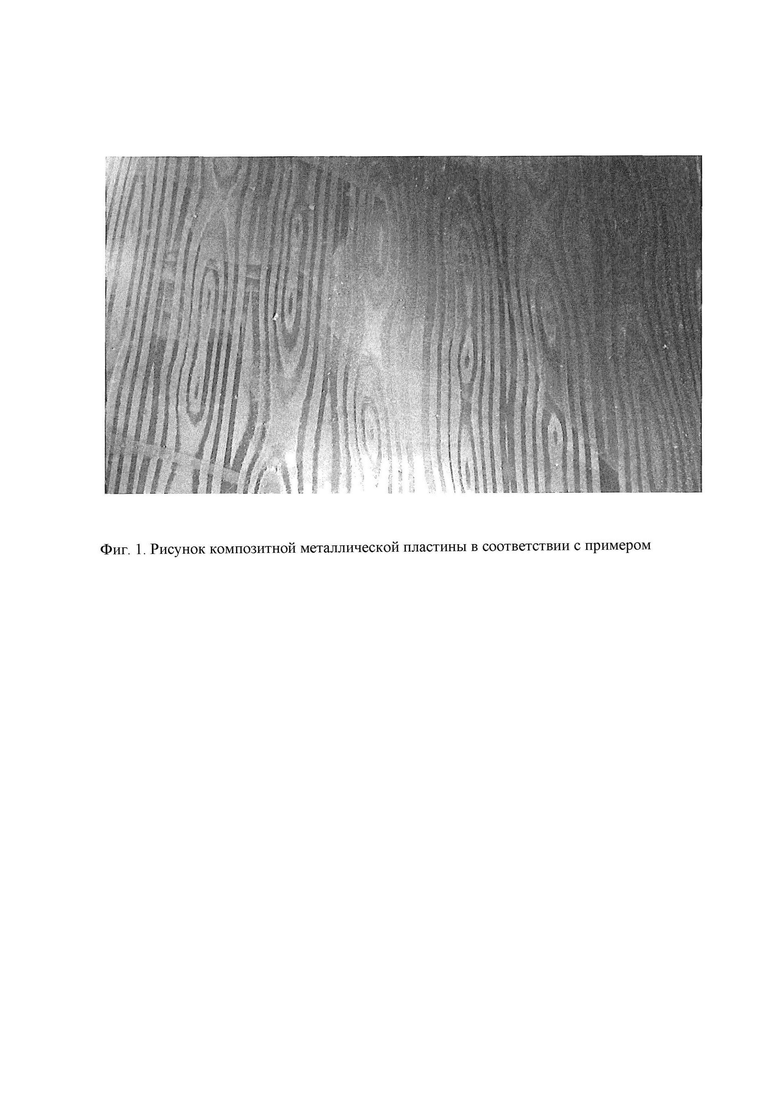
Фиг. 1 показывает рисунок пластины, полученной настоящим способом.
Подробное описание изобретения
Заявленный способ получения композитной металлической пластины с рисунком включает стадии:
a) обеспечения порошков по меньшей мере двух различных металлов и/или металлических сплавов;
b) заполнения контейнера:
b1) порошками в различных индивидуальных слоях, при этом индивидуальные слои порошков включают по меньшей мере два непараллельных слоя и/или непрямолинейных слоя; или
b2) изготовления трехмерного несплошного тела из одного из порошков, которое включает по меньшей мере два непараллельных участка слоев, и/или непрямолинейных участка или слоя; помещения упомянутого тела в контейнер и заполнения полостей в упомянутом теле и вокруг него другим порошком;
c) герметизации и вакуумирования контейнера;
d) осуществления горячего изостатичекого прессования контейнера для формирования единого тела, включающего непараллельные и/или непрямолинейные слои металлов и/или металлических сплавов;
e) возможно, осуществления горячей деформации единого тела, чтобы сформировать промежуточное тело, имеющее толщину от 50 до 200 мм;
f) горячей прокатки единого или промежуточного тела в двух перпендикулярных направлениях для формирования пластины;
возможно,
g) холодной прокатки горячекатаной пластины, чтобы сформировать холоднокатаную пластину;
h) продольной нарезки пластины на две или большее количество частей; и
i) травления пластины для выявления или усиления рисунка.
Способ включает использование порошков по меньшей мере двух различных металлов и/или металлических сплавов. Соответственно, если порошки изготовлены точно, можно изготовить пластину, обладающую высокой чистотой и малым размером любой из присутствующих твердых фаз. Диаметр эквивалентной окружности (ДЭО) по меньшей мере 95% об. любых частиц оксидов может составлять ≤10 мкм, а ДЭО по меньшей мере 95% об. любых частиц карбидов и/или карбонитридов может составлять ≤5 мкм, при этом ДЭО=2√A/π, где А - поверхность частиц в рассматриваемом сечении.
Заявленный способ можно применять к любым металлам или металлическим сплавам, которые можно объединить посредством горячего изостатического прессования (ГИП). В частности, порошки металлов и/или металлических сплавов могут включать один или большее количество из следующих металлов: Ag, Al, Au, Be, Bi, Cu, Ce, Cr, Fe, Mo, Nb, Ni, Pb, Pd, Pt, Sn, Ta, Ti, V, W и Zn. Для многих применений наилучшим выбором являются порошки нержавеющих сталей. Порошки нержавеющих сталей содержат по меньшей мере 11% Cr, предпочтительно по меньшей мере 13% Cr.
Способ заполнения контейнера является ключевой отличительной особенностью настоящего изобретения, поскольку контейнер заполняют так, что рисунок образуется в ходе обычной горячей деформации. Соответственно, нет необходимости проводить традиционную стадию уменьшения размеров и деформации протяженной структуры.
Одним из способов заполнения контейнера является применение порошков двух различных металлов и/или металлических сплавов и заполнение контейнера порошками в отдельных индивидуальных слоях, при этом индивидуальные слои порошков включают по меньшей мере два непараллельных слоя и/или непрямолинейных слоя. Это можно сделать, помещая внутри стационарного контейнера инструмент для заполнения порошком, выполненный с возможностью вертикального перемещения, перемещая, независимо друг от друга, различные индивидуальные заполняющие секции инструмента для заполнения порошком, которые соединены с соответствующим источником порошка. В качестве альтернативы, подачу порошка к одной или большему количеству отдельных заполняющих секций можно останавливать на некоторое время. Эти меры позволяют индивидуальным слоям порошка из соседней секции перетекать также и в горизонтальном направлении и формировать непараллельные слои и/или непрямолинейные слои. Таким образом, основу для желаемого рисунка формируют уже в контейнере.
Другим способом формирования основы для желаемого рисунка является изготовление трехмерного несплошного тела из одного из порошков, помещение этого тела в контейнер и сплошное заполнение контейнера другим порошком. Тело можно изготовить с помощью технологии, известной как 3D-печать или послойное изготовление. И снова указанное тело должно включать по меньшей мере два непараллельных участка или слоя и/или непрямолинейных участка или слоя. Единственным ограничением в отношении геометрии тела является то, что она должна позволять осуществить сплошное заполнение контейнера другим порошком.
Горячая прокатка в двух перпендикулярных направлениях приводит к получению продукта, который может обладать значительной шириной. На ширину могут влиять размер обрабатываемого горячим изостатическим прессованием контейнера и параметры прокатки. Однако из практических соображений размер горячекатаной пластины может находиться в диапазоне от 0,6 м × 1,5 м до 1,0 м × 3 м. Толщина (t) горячекатаной пластины может составлять 1-15 мм. Верхний предел может составлять 12, 10, 8 или 6 мм, а нижний предел может составлять 2, 3 или 4 мм. Ширина (w) пластины составляет по меньшей мере 50 мм, при этом наименьшая ширина может быть составлять 100 мм, 150 мм, 170 мм, 190 мм, 210 мм, 250 мм, 300 мм, 400 мм, 500 мм, 600 мм или 700 мм. Длина (1) пластины больше, чем ширина (w) пластины. Длина зависит от размера контейнера, используемого для горячего изостатического прессования, и ее можно установить на уровне 1 м, 1,5 м, 2 м, 2,5 м, 3 м, 3,5 м или даже больше.
Горячекатаную пластину можно подвергнуть холодной прокатке, чтобы получить холоднокатаную пластину, которая может иметь толщину в диапазоне 0,1-3 мм, предпочтительно 0,2-2 мм, более предпочтительно 0,5-1,5 мм. Ширину холоднокатаной пластины можно регулировать путем продольной нарезки пластины. Горячекатаную пластину также можно подвергнуть продольной и/или поперечной нарезке, чтобы получить желаемую ширину и длину.
Изобретение определено в формуле изобретения.
Пример
Композитная металлическая пластина с рисунком была получена из порошков двух аустенитных нержавеющих сталей 316L и 304L. Порошки загружали в два подающих блока, при этом каждый блок был соединен с различными отдельными частями инструмента для заполнения порошком, выполненного с возможностью перемещения в вертикальном направлении. Инструмент для заполнения был помещен в контейнер, имеющий диаметр 250 мм, который оставался неподвижным в ходе заполнения порошком.
В ходе заполнения порошком различные индивидуальные заполняющие секции инструмента для заполнения порошком перемещали вверх, независимо друг от друга, так, чтобы сформировать внутри контейнера основу для желаемого рисунка, поскольку в ходе заполнения индивидуальные слои порошков могли перетекать также и в горизонтальном направлении, и таким образом формировать непараллельные и непрямолинейные слои подаваемых порошков. После этого контейнер герметизировали и вакуумировали, и обрабатывали в соответствии со стандартным режимом ГИП при 1150°С, 100 МПа (1000 бар), 1 час.
Единое тело сковали в блок, имеющий толщину 100 мм, ширину 300 мм и длину 1 м, а затем его подвергли традиционной горячей прокатке, включая стадию получения плоской заготовки, имеющей толщину 41 мм, длину 960 мм и ширину 260 мм. Упомянутую заготовку подвергли традиционной горячей прокатке в двух перпендикулярных направлениях, чтобы получить пластину, имеющую толщину примерно 2,74 мм, длину 3 м и ширину 900 мм.
От пластины отрезали образец и подвергли его полировке и травлению, чтобы дополнительно усилить рисунок. Результат показан на фиг. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 1995 |
|
RU2127195C1 |
| ЗАГОТОВКА ДЛЯ ИЗДЕЛИЯ С ДАМАССКИМ УЗОРОМ | 2019 |
|
RU2790131C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРЖАВЕЮЩИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2288101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| КОМПОЗИТНАЯ ЗАГОТОВКА, ИМЕЮЩАЯ УПРАВЛЯЕМУЮ ДОЛЮ ПОРИСТОСТИ В, ПО МЕНЬШЕЙ МЕРЕ, ОДНОМ СЛОЕ, И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2468890C2 |
| ЗАГОТОВКА ДЛЯ РУЖЕЙНОГО СТВОЛА, СПОСОБ ИЗГОТОВЛЕНИЯ РУЖЕЙНОГО СТВОЛА И РУЖЕЙНЫЙ СТВОЛ | 2000 |
|
RU2229959C2 |
| ВАЛОК ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2012 |
|
RU2609115C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ВСТАВКОЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2008 |
|
RU2492273C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕПЛОПРОВОДНОГО АЛЮМИНИЙ-ГРАФИТОВОГО КОМПОЗИТА | 2020 |
|
RU2754225C1 |
| Способ получения анизотропной порошковой заготовки постоянного магнита на основе сплавов типа Sm-Co | 2021 |
|
RU2785217C1 |
Изобретение относится к получению композитной металлической пластины с рисунком. Способ включает стадии: а) обеспечение порошков по меньшей мере двух различных металлов и/или металлических сплавов; b) заполнение контейнера: b1) порошками в различных индивидуальных слоях, при этом индивидуальные слои порошков включают по меньшей мере два непараллельных слоя и/или непрямолинейных слоя; или b2) изготовление трехмерного несплошного тела из одного из порошков, которое включает по меньшей мере два непараллельных участка или слоя, и/или непрямолинейных участка или слоя; помещение упомянутого тела в контейнер и сплошное заполнение полостей в упомянутом теле и вокруг него другим порошком; с) герметизацию и вакуумирование контейнера; d) осуществление горячего изостатического прессования контейнера для формирования единого тела, включающего непараллельные и/или непрямолинейные слои металлов и/или металлических сплавов; е) возможно, осуществление горячей деформации единого тела для формирования промежуточного тела, имеющего толщину от 50 до 200 мм; f) горячую прокатку единого или промежуточного тела в двух перпендикулярных направлениях для формирования пластины; возможно, одну или большее количество стадий из g) холодной прокатки горячекатаной пластины, для формирования холоднокатаной пластины; h) продольной нарезки пластины на две или большее количество частей; и i) травления пластины для выявления или усиления рисунка. Обеспечивается получение композитной металлической пластины с рисунком. 3 н. и 10 з.п. ф-лы, 1 ил.
1. Способ получения композитной металлической пластины с рисунком, включающий стадии:
a) обеспечения порошков по меньшей мере двух различных металлов и/или металлических сплавов,
b) заполнения контейнера:
b1) порошками в различных индивидуальных слоях, при этом индивидуальные слои порошков включают по меньшей мере два непараллельных слоя и/или непрямолинейных слоя; или
b2) изготовления трехмерного несплошного тела из одного из порошков, которое включает по меньшей мере два непараллельных участка или слоя, и/или непрямолинейных участка или слоя; помещения упомянутого тела в контейнер и сплошного заполнения полостей в упомянутом теле и вокруг него другим порошком,
c) герметизации и вакуумирования контейнера,
d) осуществления горячего изостатического прессования контейнера для формирования единого тела, включающего непараллельные и/или непрямолинейные слои металлов и/или металлических сплавов,
e) горячей прокатки единого тела в двух перпендикулярных направлениях для формирования пластины.
2. Способ по п. 1, в котором единое тело, после стадии горячего изостатического прессования, подвергают горячей деформации для формирования промежуточного тела, имеющего толщину от 50 до 200 мм, а затем промежуточное тело подвергают горячей прокатке в двух перпендикулярных направлениях для формирования пластины.
3. Способ по п. 1 или 2, дополнительно включающий одну или более стадий из
g) холодной прокатки горячекатаной пластины для формирования холоднокатаной пластины,
h) продольной нарезки пластины на две или большее количество частей, и
i) травления пластины для выявления или усиления рисунка.
4. Способ по любому из пп. 1-3, в котором рисунок представляет собой рисунок дамасской стали.
5. Способ по любому из пп. 1-4, в котором толщина (t), ширина (w) и длина (l) пластины удовлетворяют по меньшей мере одному из следующих требований: t=1-15 мм, w ≥ 50 мм и l ≥ w.
6. Способ по любому из предшествующих пунктов, в котором порошки металлов и/или металлических сплавов содержат один или большее количество из следующих металлов: Ag, Al, Au, Be, Bi, Cu, Ce, Cr, Fe, Mo, Nb, Ni, Pb, Pd, Pt, Sn, Та, Ti, V, W и Zn.
7. Способ по любому из предшествующих пунктов, в котором порошки представляют собой порошки нержавеющих сталей, каждая из которых содержит по меньшей мере 11% Cr, предпочтительно по меньшей мере 13% Cr.
8. Композитная металлическая пластина с рисунком, полученная способом по любому из пп. 1-7; при этом пластина содержит по меньшей мере два различных металла и/или металлических сплава; и толщина (t), ширина (w) и длина (l) пластины удовлетворяют следующим требованиям: t=0,1-15 мм, w ≥ 50 мм и l ≥ w.
9. Композитная металлическая пластина с рисунком по п. 8, удовлетворяющая по меньшей мере одному из следующих требований:
t: 0,2-6 мм;
w: 30-100 см;
l: 50-300 см.
10. Композитная металлическая пластина с рисунком по п. 8 или 9, у которой рисунок представляет собой рисунок дамасской стали.
11. Композитная металлическая пластина с рисунком по любому из пп. 8-10, в которой по меньшей мере два различных металла и/или металлических сплава содержат один или большее количество из следующих металлов: Ag, Al, Au, Cu, Cr, Fe, Mo, Nb, Ni, Pb, Pd, Pt, Sn, Та, Ti, V, W и Zn.
12. Композитная металлическая пластина с рисунком по любому из пп. 8-11, в которой по меньшей мере два различных металла и/или металлических сплава представляют собой нержавеющие стали, каждая из которых содержит по меньшей мере 11% Cr, предпочтительно по меньшей мере 13% Cr, и, возможно, у которых диаметр эквивалентной окружности (ДЭО) по меньшей мере 95% об. любых частиц оксидов составляет ≤10 мкм, а ДЭО по меньшей мере 95% об. любых частиц карбидов и/или карбонитридов составляет ≤5 мкм, при этом ДЭО=2√А/π, где А - поверхность частиц в рассматриваемом сечении.
13. Применение композитной металлической пластины с рисунком по любому из пп. 8-12 для формирования по меньшей мере одного ножа.
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРЖАВЕЮЩИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2288101C1 |
| RU 2008110571 A, 27.09.2009 | |||
| WO 2005110660 A1, 24.11.2005 | |||
| US 20120107561 A1, 03.05.2012 | |||
| JP 2012192163 A, 11.10.2012 | |||
| DE 102009010149 B4, 14.01.2016. | |||

