Изобретение относится к машиностроению и может быть использовано при монтаже и ремонте агрегатов, в состав которых входят роторные машины (газотурбинные установки, компрессоры, центробежные нагнетатели и др.).
При монтажных и ремонтных работах, относящихся к агрегатам, например газоперекачивающим агрегатам (ГПА), широко применяется сварка, сокращающая затраты на монтаж и ремонт, упрощая эти работы, снижая их стоимость (А.И. Апанасенко и др. Монтаж, испытания и эксплуатация газоперекачивающих агрегатов в блочно-контейнерном исполнении. - Л.: Недра, 1991, с.113, 115; Сварка и резка в промышленном строительстве. Справочник под ред. проф. Б.Д. Малышева. - М.: Стройиздат, 1980, с.264).
Известно, что при сварочных работах один провод от сварочной машины подводится к электроду, а второй к изделию, на котором проводится сварка, т.е., по существу, второй провод заземляется (см. Д.Л. Глизманенко. Сварка и резка металлов, изд. 8-е, доп. - М.: Высшая школа, 1974, с.53). Из последнего источника, на той же странице, следует, что расстояние между присоединенным к изделию проводом и местом сварки должно составлять 200-250 мм. При таком расстоянии исключаются утечки тока из цепи электрод - подсоединенный провод к изделию. Однако на практике такие расстояния выдержать не всегда возможно. При больших расстояниях возможны утечки тока из сварочной цепи, при этом уходящий ток может пройти через элементы агрегата с высоким электрическим сопротивлением, вызывая оплавления, прижоги этих элементов.
Так, в практике заявителя были случаи, когда при приварке патрубков к нагнетателю уходящий ток проходил через подшипники качения в опорных узлах статора газотурбинной установки, вызвав прижоги металла в местах контактов шариков.
Технической задачей настоящего изобретения является исключение возможности появления этого отрицательного явления, обеспечение надежной защиты подшипниковых узлов роторных машин от электрического тока при сварочных работах на агрегатах.
Технический результат достигается тем, что в способе защиты опорных подшипниковых узлов роторной машины от электрического сварочного тока при сварочных работах, осуществляемых при монтаже, ремонте агрегатов, в состав которых она входит, включающем заземление обратного провода сварочной машины до проведения сварочных работ на металлических конструкциях, связанных с роторной машиной, в статоре роторной машины открывают технологические отверстия, вводят в отверстия токопроводящие штыри с развитой контактной поверхностью до контакта их с токопроводящей поверхностью ротора, а после проведения сварочных работ штыри удаляют и отверстия заглушают.
Способ защиты поясняется фиг.1, 2.
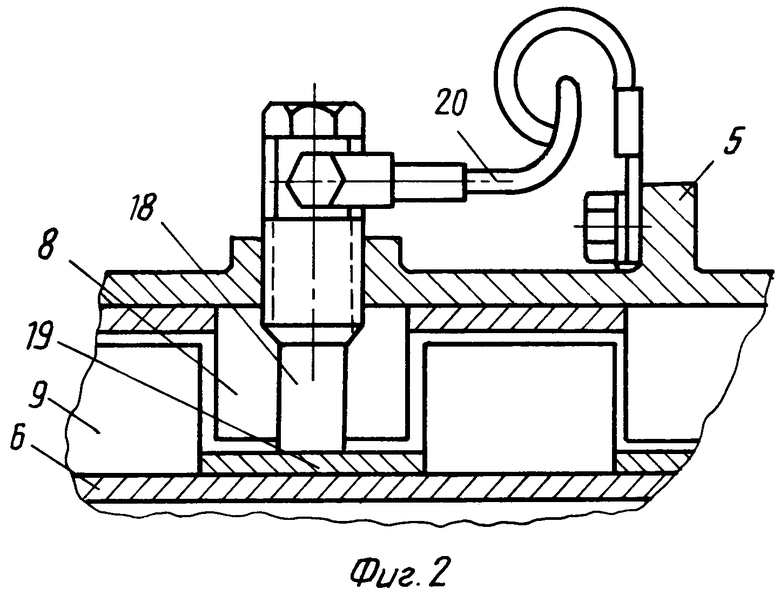
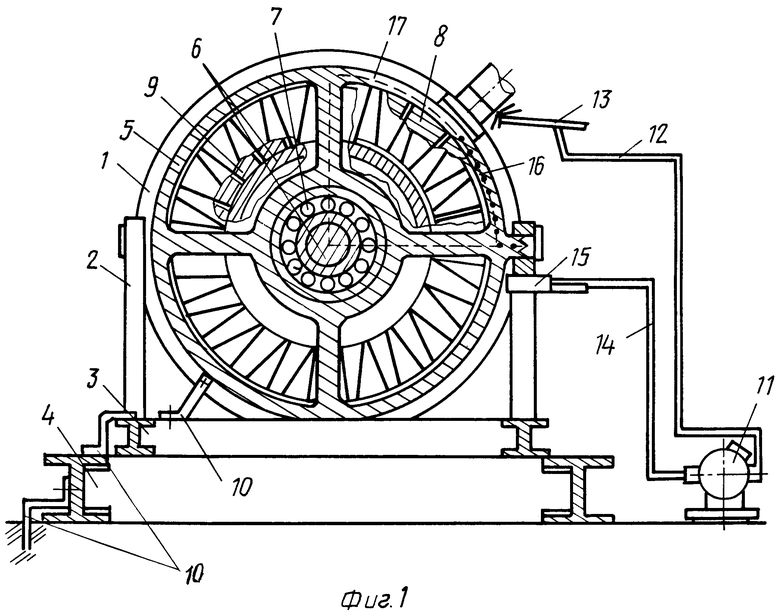
На фиг.1 показан газотурбинный двигатель 1 (ГТД), присоединенный через стойки 2 к подмоторной раме 3. Подмоторная рама 3 крепится к раме 4 газоперекачивающего агрегата (ГПА). Основными узлами ГТД как роторной машины является статор 5 и ротор 6. Ротор 6 устанавливается в статоре 5 на подшипниках 7. На статоре 5 закреплены лопатки 8, на роторе 6 - лопатки 9. К статору 5 крепятся все узлы, обеспечивающие функционирование ГТД: входное и выходное устройство, статор, трубопроводы подвода и отвода масла, газа, промывочной жидкости, камера сгорания, турбина газогенератора и приводная турбина, имеющая газодинамическую связь с газогенератором. Элементы ГТД, ГПА имеют устройства заземления 10. Сварочная машина 11 изолированным проводом 12 соединяется с электродом 13, обратный провод 14 от сварочной машины 11 через струбцину 15 и стойку 2 присоединен к статору 5. Позиции 16, 17 - возможные места (цепи) прохождения сварочного электрического тока при возбуждении (зажигании) сварочной дуги. Прохождение электрического тока происходит по месту (цепи) с наименьшим электрическим сопротивлением.
На фиг.2 показан фрагмент роторной машины с установленным штырем 18 в статоре 5 и местом контакта штыря 19 с ротором 6. Штырь через шину 20 соединяется (заземляется) со статором 5.
Способ осуществляется следующим образом. Перед сварочными работами в статоре ГТД выкручивают заглушки и в освободившееся отверстие вворачивают штырь 18 до контакта 19 с поверхностью ротора 6. Контактную поверхность 19 штыря 18 выполняют достаточно развитой, чтобы исключить точечные контакты с ротором 6. После возбуждения (зажигания) сварочной дуги, осуществляемой сварщиком, электрическая сварочная цепь сохраняется при определенной длине сварочной дуги. Электрический ток от места сварки к обратному проводу может проходить как по цепи 16 (по статору 1), так и по цепи 17 (по статору через подшипник). В цепи 17 имеются точечные контакты (шарики), при прохождении через которые электрического тока большой силы могут образоваться прижоги поверхности шариков. Прижоги шариков в процессе эксплуатации приводят к их разрушению и, как следствие, разрушению ГТД, что и было выявлено в практике эксплуатации роторных машин заявителем. Установка штыря 18 образует цепь с наименьшим электрическим сопротивлением и исключает прохождение тока через подшипники. Таким образом, использование способа позволит обеспечить надежную защиту подшипниковых узлов роторных машин от электрического тока при сварочных работах на агрегатах.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЕПЕЖ ВНУТРЕННЕЙ ОБШИВКИ В СИСТЕМЕ ВЫХЛОПА ДЛЯ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2022 |
|
RU2792852C1 |
| Электропривод для запуска газотурбинной установки | 2018 |
|
RU2694107C1 |
| ЭЛЕКТРОСТАРТЕР | 2012 |
|
RU2484273C1 |
| Радиальная электромагнитная опора для активного магнитного подшипника | 2021 |
|
RU2763352C1 |
| УЧЕБНЫЙ СТЕНД СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОМАГНИТНЫМИ ПОДШИПНИКАМИ ВАЛА РОТОРА ЦЕНТРОБЕЖНОГО НАГНЕТАТЕЛЯ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2021 |
|
RU2780551C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ГАЗОПЕРЕКАЧИВАЮЩИМ АГРЕГАТОМ "КВАНТ-Р" | 2017 |
|
RU2660216C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2008 |
|
RU2382208C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2008 |
|
RU2382209C1 |
| МОДУЛЬНЫЙ ЭЛЕКТРОПРИВОДНОЙ КОМПРЕССОРНЫЙ АГРЕГАТ | 2011 |
|
RU2461738C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2008 |
|
RU2382210C1 |
Изобретение относится к машиностроению и может быть использовано при монтаже и ремонте агрегатов, в состав которых входят роторные машины. До проведения сварочных работ на конструкциях, связанных с роторной машиной, в статоре роторной машины открывают технологические отверстия. В отверстия вводят токопроводящие штыри с развитой контактной поверхностью до их контакта с токопроводящей поверхностью ротора. Производят сварочные работы, после которых штыри удаляют и отверстия заглушают. В результате обеспечивается надёжная защита подшипниковых узлов роторных машин от электрического тока при сварочных работах на агрегате. 2 ил.
Способ защиты опорных подшипниковых узлов роторной машины от электрического сварочного тока при сварочных работах, осуществляемых при монтаже, ремонте агрегатов, в состав которых она входит, включающий заземление обратного провода сварочной машины, отличающийся тем, что до проведения сварочных работ на металлических конструкциях, связанных с роторной машиной, в статоре роторной машины открывают технологические отверстия, вводят в отверстия токопроводящие штыри с развитой контактной поверхностью до контакта их с токопроводящей поверхностью ротора, а после проведения сварочных работ штыри удаляют и отверстия заглушают.
| АПАНАСЕНКО А.И | |||
| Монтаж, испытания и эксплуатация газоперекачивающих агрегатов в блочно-контейнерном исполнении | |||
| - Л.: Недра, 1991, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
| RU 2056243 C1, 20.03.1996 | |||
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1972 |
|
SU426779A1 |
| Токосъемник для подключения обратногопРиВОдА K издЕлию пРи АВТОМАТичЕСКОйСВАРКЕ КОльцЕВыХ шВОВ | 1979 |
|
SU827282A1 |
| МЕТАЛЛОГАЛОГЕННАЯ ЛАМПА | 1992 |
|
RU2024988C1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

