Изобретение относится к области первичной обработки лубяных волокон, преимущественно льна, и может быть использовано для получения короткоштапельного льняного волокна, пригодного для выработки смесовых пряж.
Известен способ получения модифицированного по длине (короткоштапельного) льняного волокна, включающий подготовку массы непараллелизованных волокон и их разволокнение на основе использования чесальных воздействий [1].
Однако при этом способе в результате использования чесальных воздействий формируется волокно с повышенной неровнотой по длине. Причиной этого является особенность воздействия игл чесальной гарнитуры на технический комплекс волокон, которые удерживаются анастомозными связями.
Известен способ получения короткоштапельного льняного волокна, включающий операции чесания волокна, формирование из него ленты, подачу ее в зону обработки и разволокнение [2].
Недостатком способа [2] является использование при разволокнении резки технических волокон, в результате которой формируется повышенный процент очень коротких волокон. При дальнейшей переработке эти волокна выпадают в угары по переходам предпрядения и способствуют образованию обрывов пряжи при ее получении. Таким образом, использование резки волокон снижает коэффициент использования короткоштапельного льна при получении пряжи, а сам процесс прядения протекает при повышенной обрывности пряжи.
Известный способ [2] по своей технической сущности и достигаемому эффекту наиболее близок к заявляемому и потому может быть выбран в качестве прототипа.
Указанная задача достигается за счет того, что в способе получения короткоштапельного льняного волокна, включающем операции чесания волокна, формирование из него ленты, подачу ее в зону обработки и разволокнение, согласно изобретению разволокнение волокнистых комплексов в ленте осуществляется путем их многократного скользящего знакопеременного изгиба по закругленным кромкам движущихся бил при относительной скорости скольжения не менее 40 м/с, причем получение в процессе разволокнения необходимой длины волокнистых комплексов добиваются путем изменения скорости скольжения или расстояния от точки зажима ленты до зоны ее обработки.
Разволокнение волокнистых комплексов путем их скользящего знакопеременного изгиба по закругленным кромкам движущихся бил при относительной скорости скольжения не менее 40 м/с позволит избежать резки технологических волокон, в результате которой формируется повышенный процент очень коротких волокон, выпадающих в угары по переходам предпрядения и приводящих к образованию обрывов пряжи при ее получении. Это происходит потому, что в процессе многократных воздействий знакопеременного скользящего изгиба ослабляются межволоконные связи и, как следствие, волокна обособляются друг от друга. Обеспечение относительной скорости скольжения волокнистой ленты по кромке не менее 40 м/с приводит к формированию сил инерции, необходимых для выведения из ленты отдельных волокон. Получение в процессе разволокнения волокнистых комплексов различной длины за счет изменения скорости скольжения или расстояния от точки зажима ленты до зоны ее обработки обеспечивает расширение диапазона применения полученного волокна, например при длине волокнистых комплексов 40 мм их можно применять для выработки хлопкольняной пряжи, а при длине 70 мм - для выработки шерстольняных пряж. Таким образом, предложенный способ разволокнения повышает эффективность разволокнения короткоштапельного волокна и обеспечивает более одинаковые по длине комплексы волокон.
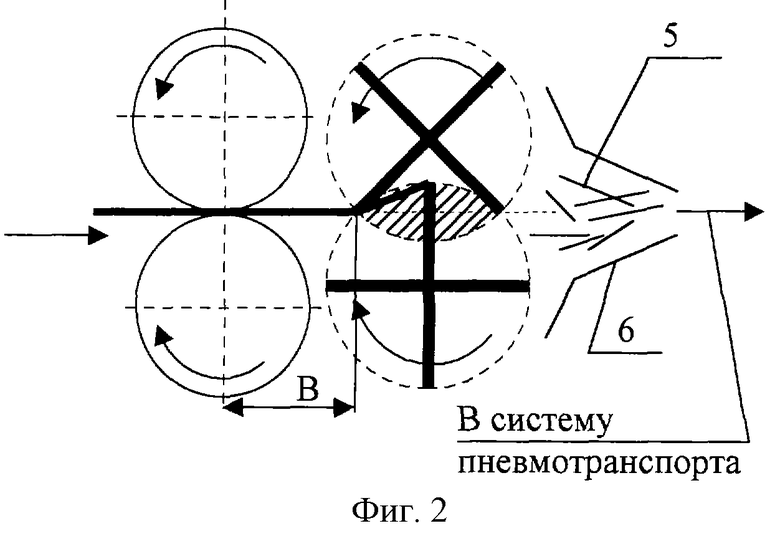
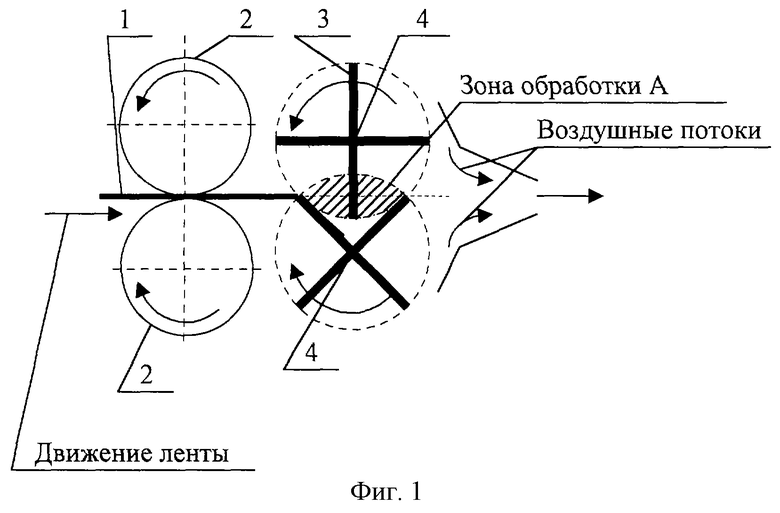
На фиг.1 схематично изображен поперечный разрез зоны примера разволокнения, когда волокно находится в начале зоны обработки; на фиг.2 - момент вывода образованных волокнистых комплексов из зоны обработки.
Способ разволокнения волокнистых комплексов в ленте реализуется, например, следующим образом. Льняная лента 1 зажимается в питающих вальцах 2 и подается к зоне обработки А. После ввода в зону обработки движущаяся лента подвергается трепальным воздействиям путем ее многократного скользящего знакопеременного изгиба по закругленным кромкам движущихся бил 3, установленных на трепальных барабанах 4. При этом скорость относительного скольжения волокна по кромке не менее 40 м/с. В процессе взаимодействия происходит разрушение межволоконных связей. Далее уже разволокненные комплексы волокон 5 под действием центробежных сил и воздушных потоков выводятся из ленты и зоны обработки с помощью системы пневмотранспорта 6.
Длину волокнистых комплексов после разволокнения можно регулировать за счет изменения скорости вращения трепальных барабанов 4 или изменения расстояния В от точки зажима ленты до зоны ее обработки.
Использование предлагаемого способа не потребует существенных капитальных затрат, а его реализация может быть осуществлена в условиях льнозаводов.
Источники информации
1. В.В. Живетин, А.И. Рыжов, Л.Н. Гинзбург. Моволен (модифицированное волокно льна). - М.: Изд-во РОЗИТЛП, 2000, 205 с.
2. Патент РФ № 2090668, МКИ D 01 G 1/00, опубл. 20.09.97, Бюл. № 26, авторы Ильин Л.С., Штейнбах В.П., Лаврентьева Е.П.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОТОНИНА | 2023 |
|
RU2824857C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРОТКОШТАПЕЛЬНОГО ЛЬНЯНОГО ВОЛОКНА | 2005 |
|
RU2282688C1 |
| СПОСОБ МЕХАНИЧЕСКОГО ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА В ЛЕНТЕ | 2002 |
|
RU2206646C1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА В ЛЕНТЕ | 1996 |
|
RU2124593C1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА В ЛЕНТЕ | 2003 |
|
RU2225465C1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА В ЛЕНТЕ | 2004 |
|
RU2253707C1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА В ЛЕНТЕ | 2001 |
|
RU2178022C1 |
| СПОСОБ МЕХАНИЧЕСКОГО ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА В ЛЕНТЕ | 2004 |
|
RU2250942C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЬНЯНОЙ ВАТЫ | 2012 |
|
RU2501895C1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА В ЛЕНТЕ | 2005 |
|
RU2288305C2 |
Изобретение может быть использовано в области первичной обработки лубяных культур, преимущественно льна, и может быть использовано для получения короткоштапельного льняного волокна, пригодного для выработки смесовых пряж. Задачей изобретения является снижение линейной плотности волокна в процессе разволокнения, повышение качества очистки его от неволокнистых примесей и обеспечение необходимого уровня варьирования волокон по длине. Указанная задача достигается за счет того, что способ получения короткоштапельного льняного волокна, включающий операции чесания волокна, формирование из него ленты, подачу ее в зону обработки и разволокнение, причем разволокнение волокнистых комплексов в ленте осуществляется путем их многократного скользящего знакопеременного изгиба по закругленным кромкам движущихся бил при относительной скорости скольжения не менее 40 м/с, причем получение в процессе разволокнения необходимой длины волокнистых комплексов добиваются путем изменения скорости скольжения или расстояния от точки зажима ленты до зоны ее обработки. 2 ил.
Способ получения короткоштапельного льняного волокна, включающий операции чесания волокна, формирования из него ленты, подачу ее в зону обработки и разволокнение, отличающийся тем, что разволокнение ленты осуществляют путем многократного скользящего знакопеременного изгиба по закругленным кромкам движущихся бил при относительной скорости скольжения не менее 40 м/с, причем получения в процессе разволокнения необходимой длины волокнистых комплексов добиваются путем изменения скорости скольжения или расстояния от точки зажима ленты до зоны ее обработки.
| СПОСОБ ПОЛУЧЕНИЯ КОРОТКОШТАПЕЛЬНОГО ЛЬНЯНОГО ВОЛОКНА | 1995 |
|
RU2090668C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОГО ЛУБЯНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2099447C1 |
| US 3696467 А, 10.10.1972 | |||
| US 3500504 А, 17.03.1970. | |||

