Изобретение касается оберток для мыла, в частности бруска мыла, обернутого по меньшей мере элементом жесткости, и упаковки, содержащей брусок мыла, элемент жесткости и обертку, полностью окружающую как брусок мыла, так и элемент жесткости.
В прошлом прилагались значительные усилия по созданию специальных фунгицидсодержащих бумаг и жесткого картона для обертывания мыла. Так как целлюлоза, которая является основным компонентом бумаги, является отличной средой для развития плесени, особенно во влажных, теплых условиях, то использование фунгицидов (часто называемых в США "антимикотики") имеет важное значение при упаковке мыла для предотвращения порчи товара. Эти соединения служат в качестве "фунгистатиков"; они препятствуют развитию плесени.
К сожалению, ограничено число фунгицидов, которые могут безопасно использоваться для обертывания мыла, по меньшей мере из-за того, что некоторые из них очень токсичны для человека. Кроме того, после длительного воздействия на плесневые грибы, эти грибы становятся резистентными к фунгицидам, что вызывает необходимость в смене фунгицида приблизительно каждые 7 лет. В прошлом использовали карбендазим и тиабендазол, но они теперь неэффективны в тропических условиях, и изготовители бумаги понесли значительные затраты на разработки подходящего фунгицида второго поколения. Это потребовало долгосрочной программы испытаний и отбора, которую после того, как плесневые грибы вновь станут резистентными, необходимо будет повторить, если будет оставаться принятым этот способ предотвращения развития плесени.
Известно использование пластиковой пленки для обертывания мыла. В частности, в известной упаковке брусок мыла обернут традиционным бумажным элементом жесткости, а мыло и элемент жесткости полностью обернуты пленочной оберткой, которой обычно является слоистая пленка, содержащая два слоя, каждый из которых состоит из ориентированного полипропилена. Однако дело в том, что этот подход направлен только на внешний вид бруска, который улучшается благодаря сильному блеску пластиковых пленок. Это не имеет никакого отношения к проблеме плесневения, так как длительное использование обычного картонного элемента жесткости приведет к плесневению элемента жесткости.
Плесневение ускоряется в теплых влажных условиях, а поскольку брусок мыла сразу после обертывания содержит свободную воду, то обертка и элемент жесткости изначально являются очень влажными. При использовании бумажных оберток сравнительно быстро достигается равновесное состояние, так как вода быстро теряется через бумагу и загнутые, склеенные концы обертки.
Как установлено если брусок мыла, обернутый по меньшей мере в продольном направлении, имеет элемент жесткости, по меньшей мере соответствующие наружные поверхности которого, каждая, образованы из пластмассы, то тогда рост плесени на элементе жесткости и внутри него можно полностью избежать.
Кроме того, когда обычный картонный элемент жесткости увлажняется, он в значительной степени теряет свою прочность. Поэтому его способность защищать мыло во время транспортировки будет уменьшаться. Однако, когда элемент жесткости состоит из внутренней картонной части и двух наружных поверхностей из пластика, то снизится поглощение влаги картоном и уменьшится последующая потеря жесткости.
Подобным же образом, если, кроме того, обертка, обернутая вокруг как бруска мыла, так и элемента жесткости, содержит пленочный материал, имеющий по меньшей мере соответствующие наружные поверхности, каждая из которых образована пластиком, то можно полностью исключить развитие плесени на обертке и внутри нее.
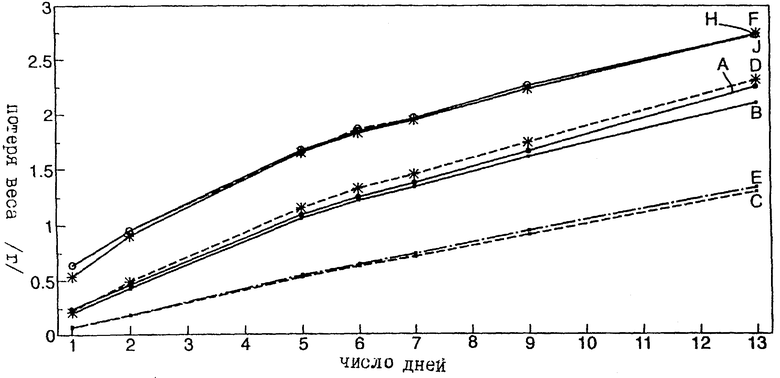
Кроме того, как показано со ссылкой на приложенный график 1 (фиг.1), поскольку для выделения влаги имеется только один путь - через загнутые концы обертки, то значительно уменьшается скорость потери влаги, обеспечивая желаемое количество воды в бруске. С другой стороны, обертка из пластика создает очень эффективный влагобарьер.
В частности, в микробиологических лабораторных испытаниях с использованием плесневых грибков, которые были резистентны к карбендазиму, испытывали на заплесневение как пластиковые пленки, так и картоны, покрытые пластиком, причем те и другие оказались совершенно устойчивыми.
Действительно, как установлено заявителем, даже в случае элемента жесткости из "двойного картона" с пластиковым покрытием грибки не проникали через края.
Таким образом, согласно одному объекту настоящее изобретение предлагает брусок мыла, имеющий элемент жесткости, обернутый по сторонам бруска вокруг по меньшей мере продольной протяженностью бруска, причем элемент жесткости содержит жесткий листовой материал, по меньшей мере соответствующие наружные поверхности которого, каждая, образованы из пластика, при этом по меньшей мере часть элемента жесткости выполнена прозрачной.
Использование элемента жесткости, по меньшей мере часть которого выполнена прозрачной, дает возможность видеть мыло через элемент жесткости. Раньше, традиционные бумажные элементы жесткости не позволяли просматривать их насквозь. Кроме того, обеспечение пластиковых элементов жесткости улучшает их устойчивость к плесневению.
Для куска мыла нормальных размеров, более 50 г, жесткость элемента жесткости предпочтительно составляет по меньшей мере 3 единицы жесткости по Тейберу как в продольном (в направлении подачи на машине), так и в поперечном (поперечно направлению подачи) направлениях и, предпочтительнее, по меньшей мере 8 единиц жесткости по Тейберу.
Элемент жесткости предпочтительно имеет листовую плотность (вес на единицу площади) 100-200 г/м2, предпочтительно имеет толщину 50-250 мкм и еще предпочтительнее - 160-180 мкм.
В одном варианте выполнения изобретения, весь элемент жесткости выполнен из прозрачного материала, как, возможно, и вся обертка.
Согласно другому объекту изобретение предлагает упаковку, содержащую брусок мыла и упаковочный материал, при этом упаковочный материал содержит элемент жесткости, обернутый по сторонам бруска вокруг по меньшей мере продольной протяженности бруска, причем элемент жесткости содержит жесткий листовой материал, по меньшей мере соответствующие наружные поверхности которого, каждая, образованы из пластика и который включает по меньшей мере одну прозрачную часть, а также содержит обертку, обернутую таким образом, чтобы она полностью окружала как брусок мыла, так и элемент жесткости, причем обертка содержит пленочный материал, имеющий по меньшей мере одну прозрачную часть. В идеале, по меньшей мере, указанные соответствующие наружные поверхности, каждая, образованы из пластика.
По меньшей мере каждая наружная поверхность элемента жесткости предпочтительно образована из термопластика. Например, листовой материал элемента жесткости может быть ламинированным материалом, имеющим центральный (средний) слой из картона и соответствующие наружные слои, каждый из которых содержит слой термопластичного материала и которые независимо, каждый, имеют соответствующую толщину, предпочтительно от 5 до 35 мкм. Однако, более предпочтительно, чтобы весь лист был из термопластика, который может содержать 5-30 вес.%, предпочтительно 10-25 вес.% и еще предпочтительнее около 20 вес.% наполнителя или газообразователя, или вместе наполнителя и газообразователя, от всего веса элемента жесткости.
В качестве наполнителя обычно используют инертный неорганический наполнитель, например, тальк или глину. Такие наполнители обеспечивают улучшенную жесткость.
Термопластичный листовой материал для элемента жесткости предпочтительно выбирают из многих видов пленок, пригодных для этого применения. Типичными пленками являются пленки из полипропилена, полистирола, сополимера акрилонитрила, бутадиена и стирола, полиэтилентерефталата и ПВХ. Эти пленки могут быть подвергнуты осевой или двухосевой ориентации для улучшения их свойств, а именно прозрачности, непроницаемости, жесткости и т.п., обычно создаваемых такой ориентацией. Однако могут быть использоваться и обычные пленки. Эти пленки предпочтительно выполняют в виде, обеспечивающем максимальную жесткость. Поэтому обычно подходящим полистиролом был бы полистирол двухосевой ориентации (BOPS) или ударопрочный полистирол (HIPS), а подходящим ПЭТФ был бы А-ПЭТФ.
Особенно предпочтителен жесткий листовой материал без тенденции к восстановлению формы, так чтобы он не развертывался из рулона, в котором он хранился, и чтобы он мог быть свернут вокруг куска мыла, предпочтительно вокруг всей периферической продольной поверхности, после чего элемент жесткости будет оставаться в свернутом состоянии, образуя трубку, окружающую брусок мыла. Торцевые концы бруска мыла (по длине) предпочтительно не окружать элементом жесткости, чтобы можно было легко извлекать брусок мыла для использования.
Обертка может быть из пленочного материала, содержащего средний слой, каждая поверхность которого покрыта пластиком. Однако предпочтительна обертка из пленочного материала, который целиком состоит из пластика, предпочтительнее из термопластика и, по меньшей мере, часть или части которого выполнены прозрачными.
С другой стороны, для улучшения внешнего вида или усиления преграждающих свойств может использоваться пленка с одной металлизированной поверхностью. Кроме того, металлическое покрытие может быть частично удалено для создания прозрачного участка, образующего окошко, через которое можно видеть мыло.
Пленочный материал обертки предпочтительно имеет толщину от 50 до 250 мкм.
Предпочтительно, чтобы после заворачивания обертки вокруг куска мыла и элемента жесткости краевые участки обертки перекрывались. Это позволяет скреплять эти краевые участки друг с другом. Это может быть достигнуто склеиванием различных соответствующих противоположных участков поверхности, например, нанесением клея на различные области краевых участков, заворачиванием обертки и приложения давления. Однако краевые участки предпочтительно скреплять друг с другом запечатыванием термосваркой, так что по меньшей мере наружные слои пленочного материала обертки предпочтительно выполняют из термосвариваемого пластика.
Кроме того, краевые участки предпочтительно свободны от печатного материала и т.п.
Таким образом, пленочный материал обертки предпочтительно содержит по меньшей мере один слой из полипропилена двухосевой ориентации (ВОРР), способная термосвариваться. В качестве пленочного материала предпочтительнее использовать ламинированный материал, состоящий из слоя полипропилена двухосевой ориентации и пленки полиэтилена низкой плотности.
Предпочтительными примерами других материалов обертки являются:
а/ ламинированный материал из термосвариваемой пленки, внутренняя поверхность которого может содержать печатный материал и между слоями которого нанесен клей, например термоплавкий клей;
б/ специальная ВОРР пленка, способная термосвариваться,
в/ ламинированный материал из пленки, изготовленный из ПЭТФ, нейлона или полиэтилена низкой плотности и приклеенной, например, термоплавким клеем к термосвариваемой пленке.
Упаковка согласно изобретению, содержащая брусок мыла, может быть изготовлена способом, предусматривающим стадии:
- загибания элемента жесткости вокруг бруска мыла на по меньшей мере продольной протяженности бруска, так чтобы элемент жесткости был обернут по сторонам вокруг бруска,
- обертывания как бруска мыла, так и элемента жесткости оберткой так, чтобы полностью окружить как брусок мыла, так и элемент жесткости и обеспечивать перекрывающиеся краевые участки обертки,
- склеивания вместе, предпочтительно термосвариванием, по меньшей мере, соответствующих частей перекрывающихся краевых участков для закрепления обертки на месте.
Элемент жесткости предпочтительно образуют отливкой пленки из расплавленного термопластика, например полипропилена или полистирола.
По изобретению система для обертывания мыла обычно содержит:
1. Обертку, которая может быть целиком из пластика, или из бумаги, покрытой пластиком. Предпочтительно, готовая обертка должна быть термосвариваемой с обеих сторон для высокоскоростных машин, однако, для более медленных оберточных линий может использоваться термоплавкий клей ("клей горячего расплава").
2. Элемент жесткости, который может быть либо 100%-ным пластиком, либо пластиковой пленки с наполнителем, либо бумаги, либо картона, покрытых пластиком с обеих сторон, при условии, что по меньшей мере часть элемента жесткости является прозрачной.
Особенно предпочтительными примерами как оберток, так и элементов жесткости, которые могут обеспечивать резистентную к плесени упаковку мыла, являются следующие примеры.
МАТЕРИАЛЫ ОБЕРТКИ
1. Совместно экструдированные полипропиленовые (ВОРР) пленки двухосевой ориентации толщиной 15-55 мкм с отпечатанной и покрытой лаком поверхностью, с областями краевых участков, подлежащих свариванию друг с другом, свободными от типографской краски и лака. При желании печать может быть нанесена на обратную сторону, чтобы избежать повреждения из-за образования задиров и царапин во время транспортировки.
2. ВОРР-пленки толщиной 15-35 мкм с отпечатанной обратной стороной и экструзионным покрытием толщиной 12-35 мм поверх типографской краски и состоящим из полиэтилена низкой плотности /ПЭНП/ или линейного полиэтилена низкой плотности /ЛПЭНП/ либо из их смесей. Вместо гомополимера ПЭНП и ЛПЭНР для покрытия может быть использован сополимер, содержащий каждый из них. Кроме того, такой гомополимер или сополимер может дополнительно содержать 2-10% сополимера этилена и винилацетата /ЭВА/, особенно в ПЭНП, для улучшения его свариваемости.
3. Две или большее число ВОРР-пленок толщиной 10-35 мм, соединенных вместе в ламинированный материал, предпочтительно посредством термосвариваемых поверхностей с передней и задней сторон. Печать может находиться между слоями пленки.
4. ВОРР-пленка толщиной 10-35 мм, ламинированная пленка толщиной 10-50 мкм из ПЭНП или ЛПЭНП. Пленка может быть из смесей ПЭНП И ЛПЭНП, при этом сваривание может быть улучшено добавлением 2-10% сополимера этилена и винилацетата в пленку из ПЭНП.
5. Пленка толщиной 10-50 мкм, выполненная на 100% из полиэтилена высокой плотности с отпечатанной и покрытой лаком поверхностью, при этом свариваемые участки свободны от типографской краски и лака.
6. Пленки толщиной 15-55 мкм из полиэтилена, полипропилена, ПВХ, ПЭТФ с покрытием /обычно из термоплавкого воска/ для термосваривания, нанесенным на обратную сторону. Альтернативно, покрытие может относиться к типу покрытия для "холодной" сварки, когда в процессе сваривания не применяют приложение тепла.
МАТЕРИАЛЫ ДЛЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ/ ПО МЕНЬШЕЙ МЕРЕ ЧАСТЬ КОТОРЫХ ЯВЛЯЕТСЯ ПРОЗРАЧНОЙ
1. Литьевые пленки, целиком /100%/ состояние из пластика, или литьевые пленки, изготовленные из пластика с инертными неорганическими наполнителями или газообразователями для увеличения жесткости. Примерами пленок этого типа являются пленки толщиной 50-250 мм из полипропилена, полистирола, сополимера акрилонитрила, бутадиена и стирола, ПВХ или ПЭТ. Наполнители, например тальк или глина, могут присутствовать в количестве 10-30%.
2. Картон с нанесенным с обеих сторон полиэтиленовым покрытием толщиной 5-95 мкм. Могут быть использованы смеси из ПЭНП и ДПЭНП. Качество картона не имеет решающего значения, так что пригодны белый машиноклееный макулатурный картон, двухслойный картон, трехслойный картон или 100%-ный беленый или небеленый крафт-картон с подходящим основным весом 100-200 г/м2.
Вышеописанные соответствующие материалы обертки и элементы жесткости могут быть использованы в любом сочетании друг с другом.
Особенно предпочтительно, чтобы система обертывания была совершенно свободна от бумаги.
Теперь будут описаны предпочтительные варианты выполнения изобретения со ссылкой на нижеследующие примеры и сопровождающее графическое изображение потери веса из-за потери влаги в период времени обертывания только что изготовленного куска мыла.
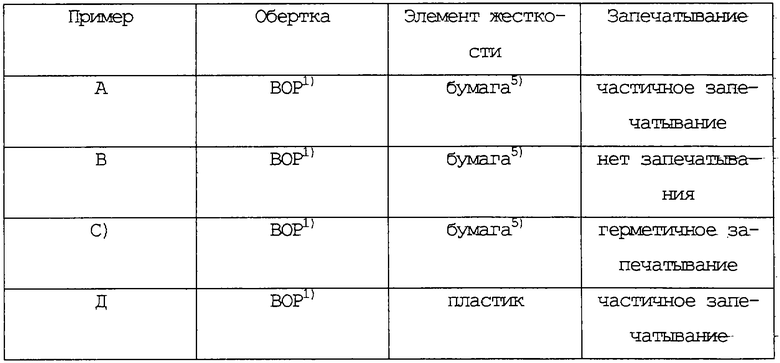
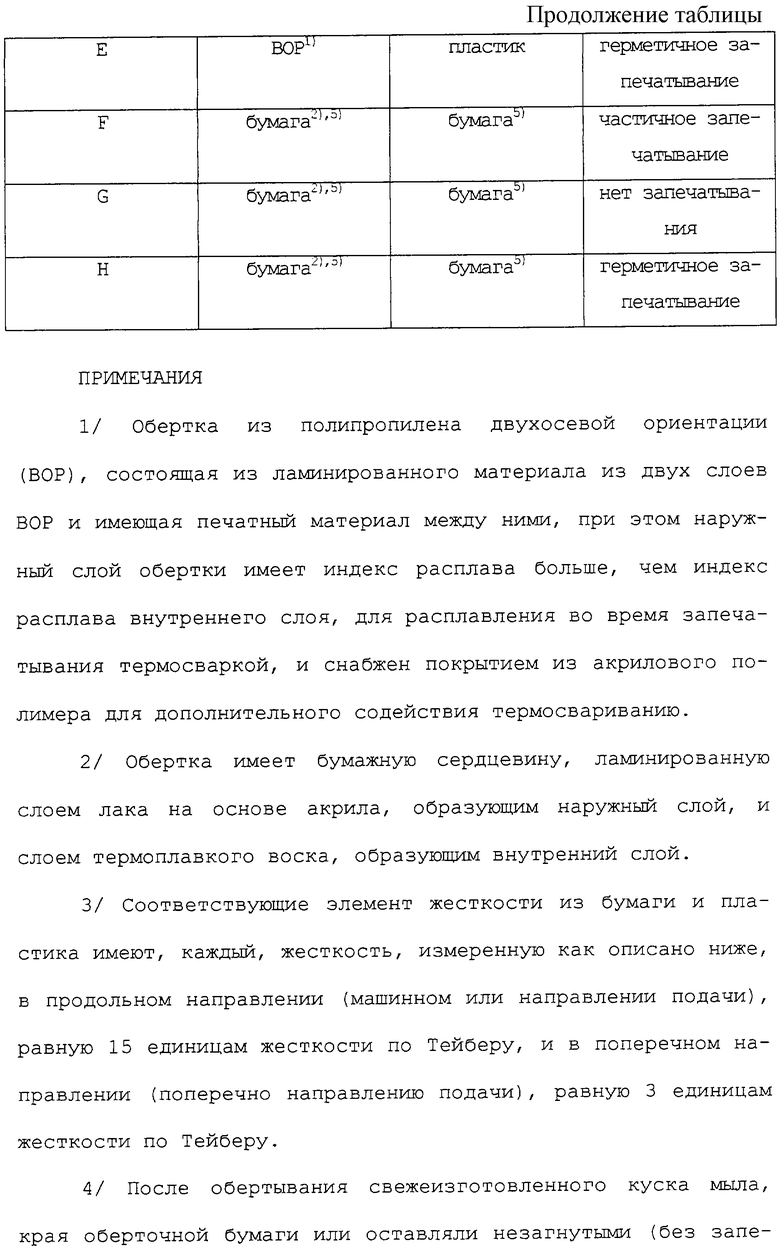
ПРИМЕРЫ А-Н
На рост грибов и потерю веса испытывали системы обертывания, приведенные в таблице.
Вышеупомянутые величины жесткости определяли с использованием прибора для испытания на жесткость "Диджитэл Тейбер У-5" /модель 150-Д/ на десяти образцах, вырезанных каждый до размера 40 мм 70 мм, причем пять образцов были вырезаны в поперечном направлении (поперечно направлению подачи) и пять образцов - в продольном направлении (по направлению подачи). Пред испытанием образцы предварительно выдерживали в течение 24 ч при температуре 23°С и относительной влажности 50%. Значение единицы жесткости по Тейберу описано в стандерте TAPPI T489 ом-86.
Все вышеуказанные обертки и элементы жесткости оценивали по их резистентности к росту грибов. Применяли следующий способ оценки.
В качестве среды для стимулирования роста плесневых грибов использовали декстрозный агар Сабуро. Он состоит из смеси микологического пептона (производится фирмой "Оксоид Лтд." Англия, под названием "Oxoid L40") /10 г/, декстрозы /40 г/ и агара /15 г/. Эта смесь поставляется "Осоид Лтд" в виде порошка /См40/ или таблеток /СМ42/. Для использования смеси ее смешивают с 1000 мл дистиллированной воды, автоклавируют двадцать минут при 110° и охлаждают, получая питательную среду с рН 5,6.
Из упаковочного материала вырезали небольшие квадратики, используя ножницы после их погружения в спирт, стерилизации пламени и охлаждения. Квадратики помещали лицевой стороной вверх и обратной стороной вниз на поверхность чашек Петри с залитым в них дестрозным агаром Сабуро, используя пинцеты после их стерилизации пламенем и окунания в спирт.
Используя стерильную пипетку, в центр квадратика упаковки помещали 0,1 мл посевной культуры плесневых грибов /приблизительно 108 спор/мл/. Используя стерильную пластмассовую палочку с загнутым концом, равномерно распределяли посевную культуру по поверхности агара и упаковочного материала.
Инкубировали чашки Петри при 28°С в течение одной недели и визуально оценивали степень роста грибов на упаковочном материале и агаре.
Для визуальной оценки использовали следующие обозначения:
0 - нет роста,
10 - незначительный рост,
20 - небольшой рост пятнами,
30 - умеренный рост по всему образцу,
40 - сильный рост на большей части образца,
50 - совершенно чрезмерный рост.
При испытании в качестве стандартов для сравнения использовали декстрозный агар Сабуро без упаковочных материалов и дестрозный агар Сабуро с бумажными квадратиками без защитного покрытия. Эти пластинки имели показатель 50, но все элементы жесткости и обертки в примерах А-Н показали 0 /нулевой/ рост грибов.
Как показали результаты этих испытаний, при использовании пластиковых оберток и элементов жесткости нулевой рост грибов был достижим без необходимости в предварительной обработке карбензазимовым фунгицидом; в противоположность этому бумажные элементы жесткости и обертки нуждались в такой предварительной обработке.
После обертывания соответствующих образцов только что изготовленных брусков мыла с применением упаковочных материалов из примеров А-Н образцы хранили при 37°С и относительной влажности 70% и регулярно взвешивали для определения потери веса /г/ вследствие потери влаги. Полученные результаты показаны на чертеже.
Как можно видеть, эти образцы, обернутые пластмассовой оберткой, испытывали намного меньшую потерю влаги в течение периода времени в 60 дней, чем образцы, обернутые бумагой, даже если бумага на соответствующих сторонах имела акриловые и восковые покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРУСОК МЫЛА, УПАКОВКА, СОДЕРЖАЩАЯ БРУСОК МЫЛА, И СПОСОБ УПАКОВКИ БРУСКА МЫЛА | 1998 |
|
RU2183663C2 |
| УПАКОВКА МНОЖЕСТВА ПРОДУКТОВЫХ ПАЧЕК | 2008 |
|
RU2427515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ И КОНТЕЙНЕР ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ | 2021 |
|
RU2830916C1 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ОБЕРТОЧНОГО МАТЕРИАЛА, ИМЕЮЩЕГО ВЫПОЛНЕННЫЕ ЛАЗЕРОМ ЛИНИИ ПЕРЕГИБА | 2011 |
|
RU2567705C2 |
| НЕФОЛЬГИРОВАННЫЙ УПАКОВОЧНЫЙ ЛАМИНАТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ВЫПОЛНЕННЫЙ ИЗ НЕГО | 2011 |
|
RU2586143C2 |
| УПАКОВКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2189928C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАМИНИРОВАННОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2015 |
|
RU2715661C2 |
| ТАРА С ПЛОСКИМ ШВОМ | 2016 |
|
RU2700958C2 |
Изобретение касается оберток для мыла, в частности бруска мыла, обернутого, по меньшей мере, элементом жесткости, и упаковки, содержащей брусок мыла, элемент жесткости и обертку, полностью окружающую как брусок мыла, так и элемент жесткости. Брусок мыла имеет элемент жесткости, обернутый по сторонам бруска на по меньшей мере его продольной протяженности и состоящий из жесткого листового материала, по меньшей мере соответствующие наружные поверхности которого образованы каждая из пластика. При этом по меньшей мере часть материала элемента жесткости является прозрачной. Это позволяет полностью избежать роста плесени на элементе жесткости и внутри него. Кроме того, можно видеть мыло. 3 н. и 19 з.п. ф-лы, 1 табл., 1 ил.
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ 1-(БЕНЗОСУЛЬФАМИДО)-ПИРИДИНИЯ | 0 |
|
SU239340A1 |
