Область техники изобретения
Настоящее изобретение относится в целом к гибким оберточным материалам, более точно к применению лазеров в таких гибких оберточных материалах.
Уровень техники изобретения
Из техники известны различного рода гибкие оберточные материалы. В их число входят различного рода материалы на бумажной основе, на основе фольги и на основе пластика. Некоторые материалы лучше других отвечают требованиям и(или) ограничениям конкретных условий применения. Например, материалы, обладающие хорошей способностью образовывать несминаемую складку (такие, как многие материалы на бумажной основе и на основе фольги и некоторые материалы на основе пластика), хорошо подходят для условий применения, в которых достоинствами готовой упаковки являются четко выраженные линии и очертания. С другой стороны, многие материалы на основе пластика особо применимы в условиях экономически выгодного высокоскоростного упаковывания, когда изготовителю требуется герметичное и почти герметичное уплотнение.
К сожалению, немногие материалы (если они вообще существуют) рассчитаны на все условия применения. Например, достоинства материалов на основе пластика, таких как мягкие оберточные материалы, недостижимы, если требуется готовая упаковка с четко выраженными линиями и очертаниями (и, в частности, при отсутствии внутреннего каркаса, лотка и т.п.). Это объясняется тем, что типичные мягкие оберточные материалы не обладают способностью образовывать несминаемую складку. В результате, изготовителю часто приходится довольствоваться использованием внутренних картонных лотков или коробок, которые затем плотно оборачивают материалом на основе пластика сообразно форме лотка/коробки, чтобы обеспечить четко выраженные линии и очертания у готовой упаковки.
За неимением решения этой технической задачи изготовителям обычно приходится выбирать между экономически выгодным способом упаковывания, который не способен обеспечивать желаемые конструктивные параметры, или менее выгодным способом упаковывания при необходимости обеспечения четко выраженных конструктивных параметров.
Сущность изобретения
В общих чертах, в гибком оберточном материале формируют одну или несколько линий перегиба с помощью одного или нескольких лазеров. Затем при помещении обертываемых изделий в гибкий оберточный материал его сгибают вдоль одной или нескольких линий перегиба.
Применение лазера для создания линий перегиба обеспечивает ряд важных преимуществ. Во-первых, оно позволяет сгибать материалы, которые ранее с трудом поддавались сгибанию. Во-вторых, оно обеспечивает более высокую универсальность достижимых линий перегиба, что позволяет легко получать более сложные формы. В-третьих, оно позволяет корректировать линии перегиба без необходимости сложного переоснащения. Согласно одной из особенностей изобретения гибкий оберточный материал представляет собой мягкий оберточный материал (включая как однослойные материалы, так и многослойные материалы, такие как различные слоистые материалы). Согласно другой особенности изобретения гибкий оберточный материал может обладать плохой способностью образовывать несминаемую складку.
С учетом этих особенностей для формирования одной или нескольких линий перегиба предусмотрено использование одного лазера, а также использование множества лазеров в этих целях. Линии перегиба могут быть сформированы с одной стороны гибкого оберточного материала или с обеих его сторон.
Согласно одной из особенностей путем сгибания гибкого оберточного материала вдоль одной или нескольких линий перегиба по меньшей мере частично формируют полость с соответствующими конструктивными параметрами для размещения изделия. Иными словами, формируют полость, обладающую конструктивными параметрами, которые учитывают и преимущественно отражают конструктивные параметры самого изделия.
Согласно другой особенности изобретения путем сгибания гибкого оберточного материала вдоль одной или нескольких линий перегиба по меньшей мере частично формируют складку.
Из сконфигурированной таким образом упаковки из гибкого оберточного материала способа, тем не менее, может быть получена готовая упаковка с четко выраженными линиями и очертаниями. Это может быть особо полезно при упаковывании изделий, конструктивные параметры которые отличаются от прямоугольного параллелепипеда. За счет точного отражения по меньшей мере некоторых внешних форм изделия получаемая упаковка обеспечивает своеобразие и эстетичность, которые обычно могут быть достигнуты только путем использования более дорогостоящих и(или) нежелательных материалов или технологий.
Предпочтительно по меньшей мере одна из линий перегиба является изогнутой. Это позволяет изготавливать новые и привлекающие внимание изогнутые упаковки. Например, может быть выполнена пара противолежащих изогнутых в противоположных направлениях линий перегиба, образующих расположенную между ними основную поверхность обертки.
Предпочтительно, по меньшей мере, одна линия перегиба распространяется на линию резки для вскрытия обертки. Это обеспечивает простой способ, позволяющий потребителю получить доступ к упакованному изделию. Механизм вскрытия соответствует требованиям потребителя, поскольку линия разрыва легко сливается с линией перегиба, которая затем переходит в линию разрыва.
Изобретение особо применимо в способе упаковывания в мягкую обертку. В связи с этим для обертывания предпочтительно используют одно полотно гибкого оберточного материала и дополнительно разрезают полотно на отдельные упаковки после того, как изделие упаковано. Гибкий оберточный материал предпочтительно также перегибают и сгибают в ходе непрерывного процесса.
В способе может использоваться гибкий оберточный материал в целом, но в особенности оберточный материал с содержанием пластика по меньшей мере 50%, предпочтительно по меньшей мере 70% по объему. Большую часть остального материала может составлять алюминий, что хорошо известно из техники.
Кроме того, идеи изобретения могут легко применяться на современных оберточных линиях, на которых для резки оберточного материала уже часто используются лазеры. Эти идеи также могут быть легко адаптированы к требованиям высокоскоростных оберточных линий. Соответственно, идеи изобретения могут быть легко реализованы экономически выгодным способом.
Краткое описание чертежей
Упомянутые задачи по меньшей мере частично решены за счет способа и устройства для изготовления гибкого оберточного материала с выполненными с помощью лазера линиями перегиба, который описан далее со ссылкой на чертежи, на которых:
на фиг.1 показана блок-схема, иллюстрирующая различные варианты осуществления изобретения,
на фиг.2 показан вид в перспективе, иллюстрирующий различные варианты осуществления изобретения,
на фиг.3 показан вид в перспективе, иллюстрирующий различные варианты осуществления изобретения,
на фиг.4 показан вид в перспективе, иллюстрирующий различные варианты осуществления изобретения,
на фиг.5 показан вид в перспективе, иллюстрирующий различные варианты осуществления изобретения,
на фиг.6 показан вид в перспективе, иллюстрирующий различные варианты осуществления изобретения,
на фиг.7 показан вид в перспективе, иллюстрирующий различные варианты осуществления изобретения,
на фиг.8 показан схематический вертикальный вид сбоку, иллюстрирующий различные варианты осуществления изобретения,
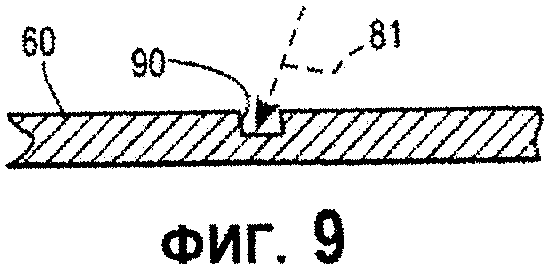
на фиг.9 показан подробный вертикальный вид сбоку в разрезе, иллюстрирующий различные варианты осуществления изобретения,
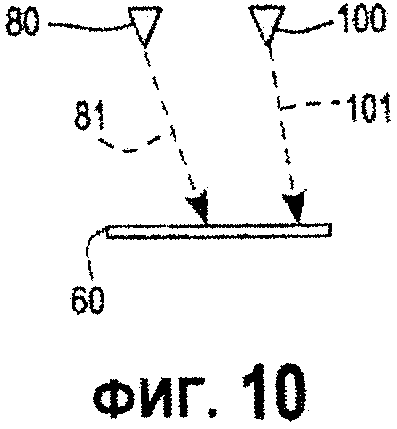
на фиг.10 показан схематический вертикальный вид сбоку, иллюстрирующий различные варианты осуществления изобретения,
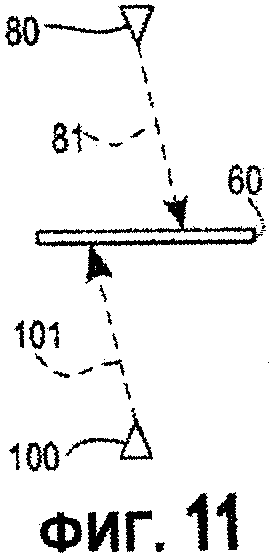
на фиг.11 показан схематический вертикальный вид сбоку, иллюстрирующий различные варианты осуществления изобретения,
на фиг.12 показан схематический вертикальный вид сбоку, иллюстрирующий различные варианты осуществления изобретения,
на фиг.13 показан схематический вертикальный вид сбоку, иллюстрирующий различные варианты осуществления изобретения,
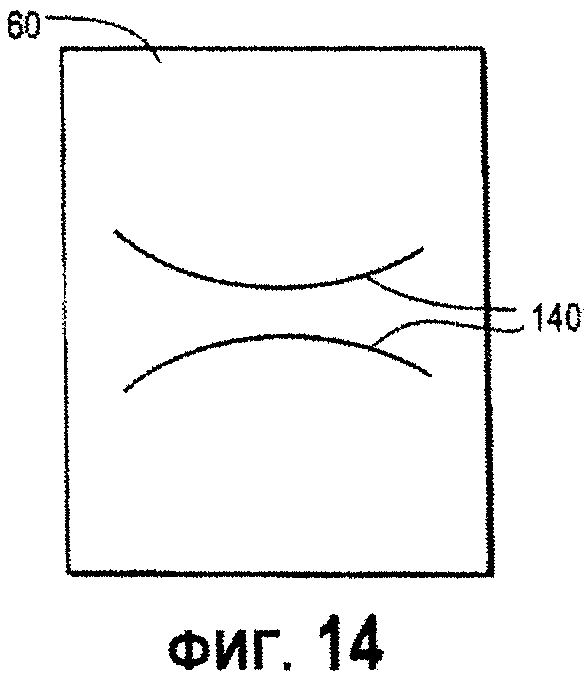
на фиг.14 показан вид сверху, иллюстрирующий различные варианты осуществления изобретения,
на фиг.15 показан вид в плане сверху, иллюстрирующий различные варианты осуществления изобретения,
на фиг.16 показан вид в перспективе, иллюстрирующий различные варианты осуществления изобретения,
на фиг.17А-17В показан вид сбоку, вид в плане сверху и вид в плане снизу, соответственно, показанной на фиг.16 упаковки,
на фиг.17Г показана заготовка, из которой изготовлена показанная на фиг 16 и 17А-17В упаковка,
на фиг.17Д показана заготовка сходной формы с показанной на фиг.17Г упаковкой, но с использованием отличающегося механизма вскрытия,
на фиг.18 показан вид в плане сверху одной из деталей и вид в перспективе, иллюстрирующие различные варианты осуществления изобретения,
на фиг.19 показан вид в плане сверху одной из деталей и вид в перспективе, иллюстрирующие различные варианты осуществления изобретения,
на фиг.20 показан вид в плане сверху одной из деталей и вид в перспективе, иллюстрирующие различные варианты осуществления изобретения,
на фиг.21 показан вид в плане сверху одной из деталей и вид в перспективе, иллюстрирующие различные варианты осуществления изобретения,
на фиг.22 показан вид в плане сверху одной из деталей и вид в перспективе, иллюстрирующие различные варианты осуществления изобретения,
на фиг.23 показан вид в плане сверху одной из деталей, иллюстрирующей различные варианты осуществления изобретения,
на фиг.24 показан вертикальный вид сбоку одной из деталей, иллюстрирующей различные варианты осуществления изобретения, и
на фиг.25 показана схема, поясняющая особенности способа испытаний.
Элементы на чертежах проиллюстрированы для простоты и ясности и необязательно изображены в масштабе. Например, размеры и(или) расположение некоторых элементов могут быть представлены в преувеличенном масштабе относительно других элементов, что облегчает понимание различных вариантов осуществления настоящего изобретения. Кроме того, общеизвестные и понятные элементы, которые применимы или необходимы для промышленного осуществления изобретения, часто не проиллюстрированы, чтобы не загромождать деталями представление различных вариантов осуществления настоящего изобретения. Хотя некоторые операции и(или) стадии могут быть описаны или проиллюстрированы в конкретном порядке следования, специалисты в данной области техники поймут, что такая конкретика в том, что касается порядка следования, в действительности не является необходимой. Используемые в описании термины и выражения имеют обычное значение, принятое среди специалистов в данной области техники, за исключением случаев, когда в описании указано иное конкретное значение.
Подробное описание изобретения
Эти и другие преимущества изобретения станут ясны после внимательного рассмотрения следующего далее подробного описания. Далее со ссылкой на чертежи, в частности на фиг.1, будет рассмотрен наглядный процесс 10, в котором реализованы многие из идей изобретения.
На стадии 11 выбирают изделие для обертывания. Этим изделием преимущественно может являться любой твердый предмет, имеющий любые выбранные конструктивные параметры. Для наглядности в описании предполагается, что этим изделием является годное к употреблению в пищу изделие, такое как выбранное кондитерское изделие. Подразумевается, что этот пример не имеет целью каким-либо образом ограничить изобретение в данном отношении. (Кроме того, для простоты предполагается, что это упаковываемое изделие представляет собой штучное изделие. Вместе с тем, и в этом случае подразумевается, что данное предположение не имеет целью каким-либо образом ограничить изобретение в данном отношении. Напротив, при желании на этой стадии выбора изделия может быть выбрано множество изделий для совместного упаковывания в общую упаковку.)
Как указано выше, изделие может иметь преимущественно любые выбранные конструктивные параметры. Например, как показано на фиг.2, изделие может представлять собой (точно или приблизительно) обычный прямоугольный параллелепипед 20. Соответствующие примеры включают различные шоколадные батончики, слоеный крекер и т.п.
Вместе с тем, в соответствии с идеями изобретения могут легко использоваться изделия, конструктивные параметры которых отличаются от прямоугольного параллелепипеда. Одним из примеров является показанное на фиг.3 изделие, которое может представлять собой продольный элемент 300 с треугольным поперечным сечением. Другим примером является показанное на фиг.4 изделие, которое может представлять собой конический элемент 40. Еще одним примером является показанное на фиг.5 изделие 50, которое может иметь более геометрически сложную и(или) произвольную форму. В качестве примера, а не ограничения, на фиг.5 проиллюстрировано конкретное изделие 50, имеющее множество изогнутых и ломаных особенностей поверхностного рельефа. Обладает ли материал хорошей способностью образовывать несминаемую складку и, следовательно, степень приемлемого пружинящего возврата к первоначальной ориентации изменяется в зависимости от конкретного используемого гибкого оберточного материала и применения. То, что может считаться хорошей способностью образовывать несминаемую складку при одном применении, может являться недостаточным для других применений. В некоторых случаях бумага и металлическая фольга могут обладать хорошей способностью образовывать несминаемую складку. В других случаях гибкие оберточные материалы, которые могут обладать хорошей способностью образовывать несминаемую складку, включают без ограничения вощеную бумагу, вощеный пергамин, целлофан (ацетатцеллюлозу), поливинилхлорид ("ПВХ"), ориентированный полиэтилен высокой плотности ("ПЭВП") и полиактидную кислоту или полиактид ("PLA") во всех случаях с толщиной, обычно используемой для обертывания пищевых продуктов или обертки вперекрутку.
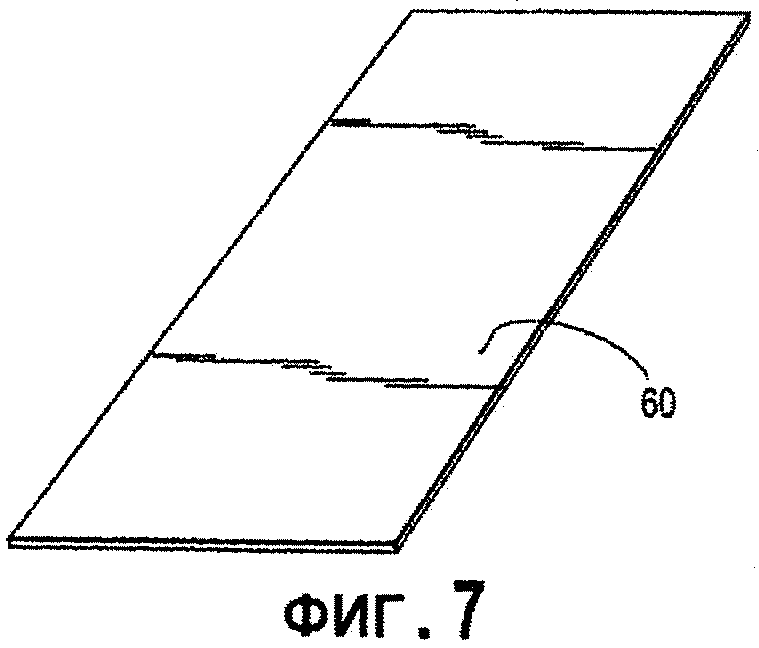
Выраженная в процентах степень пружинящего возврата материала и, следовательно, его способность образовывать несминаемую складку может быть измерена, например, путем проведения следующего испытания конкретного материала. Как показано на фиг.7, лист материала 60 помещают в положение покоя (под углом 0°). Как показано на фиг.6, один конец 61 материала 60 сгибают из положения покоя в направлении противоположного конца (в общей сложности на 180°) по стрелке, обозначенной позицией 62. В точке перегиба, показанной на фиг.6, может быть приложено давление. Если материал 60 обладает хорошей способностью образовывать несминаемую складку, конец 61 сохраняет новую ориентацию или отклоняется от новой ориентации не более чем примерно на 90° после того, как перестает действовать внешнее усилие, с помощью которого был согнут этот конец 61. Однако, если материал 60 обладает плохой способностью образовывать несминаемую складку, конец 61 будет стремиться вернуться к первоначальной ориентации, отклоняясь более чем на 90° от новой ориентации в течение 60 секунд после того, как перестает действовать внешнее усилие. Материал, вообще не обладающий способностью образовывать несминаемую складку, полностью возвращается к своей первоначальной ориентации (т.е. ориентации, показанной на фиг.7). Материал с плохой способностью образовывать несминаемую складку может не возвращаться к точной первоначальной ориентации, но будет находиться по меньшей мере на полпути к ней при отсутствии внешнего сгибающего усилия. Чтобы дополнительно продемонстрировать способность образовывать несминаемую складку различных материалов, было проведено описанное испытание, которое будет описано далее со ссылкой на фиг.25. Пробные листы 250 материалов разрезали на квадраты 10 см ×10 см и согнули пополам. Чтобы согнуть лист пополам, его держали за свободные концы, которые соединили и совместили с внутренних сторон. Согнутый лист затем поместили между запечатывающими пластинами. К месту сгиба (площадью 1 см ×10 см) с помощью лабораторного запечатывающего устройства Brugger приложили давление 0,42 н/мн2 (4,2 бар) длительностью 0,5 секунды при температуре запечатывающих пластин 23°С и температуре в лабораторном помещении 21°С. Для приложения давления использовали верхнюю и нижнюю плоские стальные пластины. Ширина пластин на нижнем конце составляла 1 см. Пластины прикладывали в месте непосредственного прилегания к сгибу таким образом, чтобы они давили на полосу материала шириной 1 см, отходящую от согнутого края. Через 0,5 секунды плоские запечатывающие пластины удалили, и материал поместили на плоскую поверхность. Через 120 секунд измерили угол возврата, и вычислили процент пружинящего возврата к первоначальной ориентации. Угол измеряли в точке 251, смежной с листом и расположенной на расстоянии 5 мм (измеренном вдоль сложенного листа) от сгиба. В некоторых случаях, если лист проявлял тенденцию к короблению после его сгибания и разглаживания, как показано в правой верхней части на фиг.25, на лист в непосредственной близости от сгиба помещали груз 252, чтобы удерживать одну часть листа гладкой во время измерения угла расположения другой части по отношению к ней. В любом случае измерения осуществляли как в направлении обработки (НО), т.е. в направлении, в котором сформирован лист материала, так и в поперечном направлении (ПН) относительно направления обработки. Измерения проводили с использованием пяти листов, а в следующей далее таблице представлены усредненные результаты этих пяти измерений. Результаты (включая относительную толщину каждого материала) приведены в Таблице 1.
Согласно этому испытанию считается, что материал обладает плохой способностью образовывать несминаемую складку, если выраженный в процентах пружинящий возврат превышает 50%, более предпочтительно 75%, наиболее предпочтительно 90% при измерениях в НО или ПН.
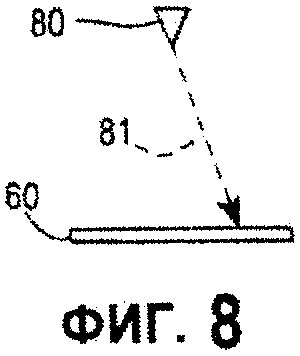
Для наглядности и в этом случае без ограничения изобретения в этом отношении предполагается, что на стадии 12 использования гибкого оберточного материала используют мягкий оберточный материал. Из техники известны различные мягкие оберточные материалы, которые могут с успехом применяться в изобретении. Согласно одной из особенностей изобретения могут использоваться мягкие оберточные материалы с плохой способностью образовывать несминаемую складку, такие как двуосно-ориентированный полипропилен ("ВОРР") или полиэтиленовая пленка, полученная методом экструзии с раздувом. В число применимых материалов также входят как однослойные, так и многослойные материалы (включая слоистые материалы помимо ПЭТФ/А1/ПЭНП). В этом случае гибкий оберточный материал обычно по мере необходимости поступает с рулона. Поскольку такие материалы, как и обычный способ их применения, хорошо известны из техники, их дальнейшее описание не приводится. Как показано на фиг.1, на стадии 13 используют лазер, чтобы сформировать по меньшей мере одну линию перегиба в гибком оберточном материале. Как показано на фиг.8, для этого может использоваться один лазер 80, излучающий один лазерный луч 81, который формирует линию перегиба в гибком оберточном материале 60. Как показано на фиг.9, при этом в гибком оберточном материале 60 образуется прорезь 90 вследствие эффекта абляции, вызывающего испарение и плавление материала в зависимости в числе прочих факторов от длины волны лазера, мощности лазерного излучения и продолжительности воздействия. Из техники хорошо известно такое применение лазера с целью полного разрезания такого гибкого оберточного материала. Рассматриваемая стадия 13 может осуществляться путем регулирования мощности лазерного луча и(или) продолжительности воздействия во избежание полного прорезания гибкого оберточного материала.
При желании один лазер 80, показанный на фиг.8, может использоваться для формирования множества таких линий перегиба. Вместе с тем, в некоторых условиях применения и как показано на фиг.10, может быть желательным применение одного или нескольких дополнительных лазеров 100. В этом случае для формирования одной или нескольких желаемых линий перегиба в гибком оберточном материале 60 могут использоваться два или более генерируемых лазерных луча 81 и 101. При этом два или более лазера (и(или) генерируемые ими лазерные лучи) при желании могут быть преимущественно идентичны друг другу или могут различаться. Например, в некоторых случаях может быть желательным, чтобы некоторые формируемые линии перегиба имели большую глубину, чем другие линии перегиба. За счет использования двух или более лазеров можно упростить формирование линий перегиба различающейся глубины. В двух рассмотренных примерах лазерные лучи падают только на одну поверхность гибкого оберточного материала 60. Вместе с тем, при желании одна или несколько линий перегиба также могут быть сформированы на противоположной стороне гибкого оберточного материала 60. Согласно одной из особенностей изобретения и как показано на фиг.11, первый лазер 80 может формировать одну или несколько линий перегиба на первой стороне гибкого оберточного материала 60, а второй лазер 100 формирует одну или несколько линий перегиба на второй, противоположной стороне гибкого оберточного материала 60.
Вместе с тем, линии перегиба можно формировать на обеих сторонах гибкого оберточного материала 60 с использованием лишь одного лазера. Как показано, например, на фиг.12, для отражения лазерного луча 81 на противоположную сторону гибкого оберточного материала 60 может использоваться одно или несколько зеркал 120, 121. Согласно одной из особенностей изобретения одним или несколькими из этих зеркал можно избирательно манипулировать, чтобы регулировать и управлять направленностью лазерного луча 81. На фиг.13 показан один из альтернативных подходов с использованием только одного зеркала 130 для достижения аналогичных функциональных возможностей. Управление направлением лазерного луча с использованием одного или нескольких манипулируемых зеркал относится к хорошо изученной области знаний и не требует дополнительного описания. Линии перегиба могут иметь преимущественно любую форму, позволяющую получать желаемую конфигурацию линии перегиба. Таким образом, идеи изобретения легко допускают прямые линии перегиба и криволинейные линии перегиба (такие, как плавные кривые, прерывистые линии и т.д.). В связи с этим, в качестве одного из наглядных и не ограничивающих изобретение примеров на фиг.14 показан гибкий оберточный материал 60 с двумя противолежащими дугообразными линиями 140, размеченными в нем упомянутым лазером(-ами). В этом примере обе линии 140 расположены на одной стороне гибкого оберточного материала 60.
При желании показанная на фиг.14 простая конфигурация может быть в дальнейшем украшена дополнительными линиями 150/151 перегиба, как показано на фиг.15 (на которой линии 140, изначально показанные на фиг.14, представлены линиями воображаемого контура, чтобы упростить распознавание дополнительных линий 150/151 перегиба).
Как показано на фиг.1, на стадии 14 этого процесса 10 гибкий оберточный материал сгибают вдоль одной или нескольких линий перегиба при помещении изделия внутрь гибкого оберточного материала. ("При" в контексте настоящего изобретения подразумевает в целом функциональную одновременность. Разумеется, что это имеет место в условиях применения, в которых сгибание в буквальном смысле происходит одновременно с обертыванием изделия. Вместе с тем, функциональная одновременность также имеет место, когда сгибание осуществляют в процессе такого обертывания, даже если эти два действия не происходят полностью или по меньшей мере частично одновременно. Например, необходимое сгибание может частично или полностью происходить при подготовке изделия к обертыванию.)
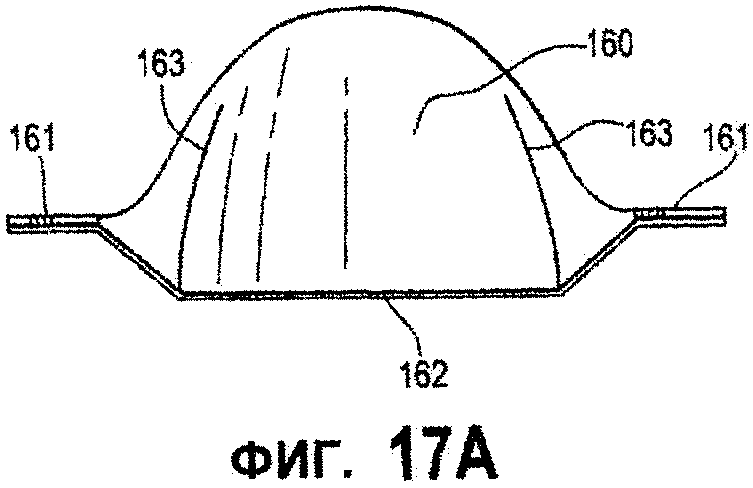
Более подробный пример описанного выше процесса проиллюстрирован на фиг.16 и 17А-Д. В показанную упаковку помещают изделие 50, которым может являться кондитерское изделие, такое как шоколад.
В этом случае следует отметить и учесть, что путем сгибания гибкого оберточного материала 60 вдоль линий перегиба (таких, как линии перегиба, обозначенные позицией 140) формируют полость по меньшей мере частично с соответствующими конструктивными параметрами для размещения изделия 50. Эта полость необязательно должна точно соответствовать каждой особенности рельефа поверхности и выпуклости изделия; в рассматриваемом наглядном примере достаточно, чтобы линии перегиба и получаемый согнутый материал 50 повторяли и зрительно напоминали вогнутые боковые поверхности упакованного изделия 50.
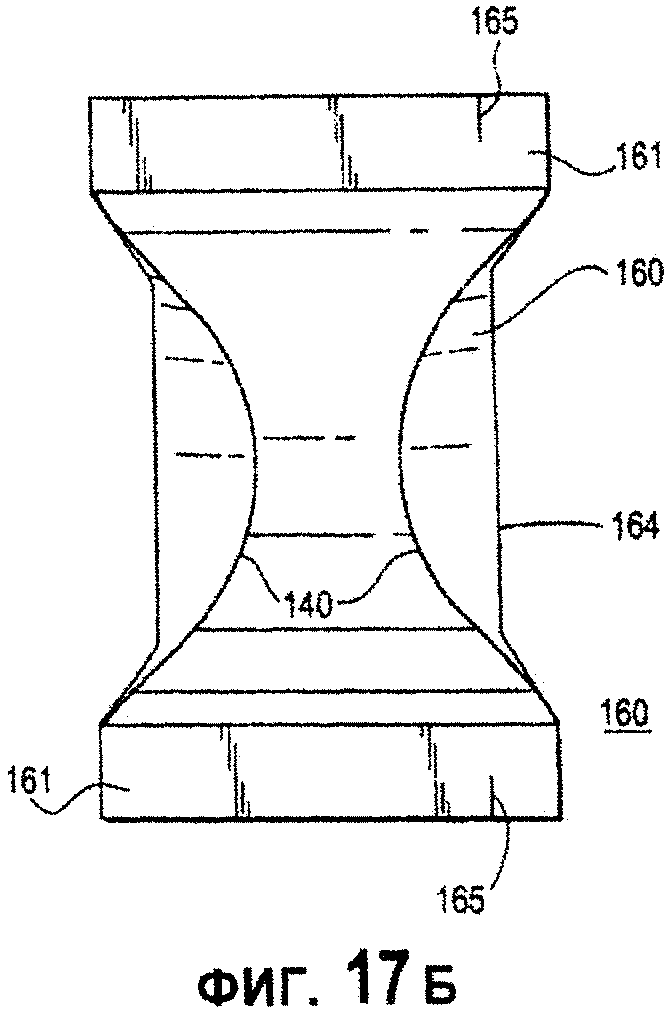
В этом примере упаковка 160 представляет собой упаковку из мягкого материала и имеет герметичные уплотнения 161, проходящие в боковом направлении от одного до другого конца упаковки 160, и продольное уплотнение 162, проходящее по длине упаковки. Формирование таких уплотнений относится к хорошо изученной области техники и не требует дополнительного пояснения.
На фиг.17Г показана заготовка, из которой формируют упаковку 160. Детали, образующие герметичные уплотнения 161, обозначены на заготовке пунктирными линиями, а детали, которые образуют продольное уплотнение 162, также обозначены пунктирными линиями. Выполненные лазером линии 140 перегиба показаны проходящими по всей ширине упаковки и имеющими изогнутый участок в их средних частях, за счет чего линии перегиба находятся на наиболее близком расстоянии в средней части упаковки. Ниже линий 140 перегиба создают вспомогательные выполненные с помощью лазера линии 163 перегиба, чтобы облегчить операцию сгибания. Как показано на фиг.17Г, в упаковке создают дополнительную разметочную линию 164 таким же методом лазерной разметки, который использовался для создания линий 140 и 163 перегиба. Эта разметочная линия 164 проходит вдоль части упаковки, которая в процессе использования будет служить переходом между основанием и боковыми стенками. Хотя она имеет определенное значение для операции сгибания, она в основном служит линией наименьшего сопротивления при вскрытии упаковки, как это описано далее.
Показано, что оба уплотнения 161 имеют зарубку 165 в форме просечки, которая может быть выполнена лазером, используемым для создания линий перегиба и разметочных линий, или которая может быть выполнена каким-либо иным способом, таким как метод высечки. Зарубка 165 обеспечивает место инициации разрыва. Следует учесть, что в готовой упаковке может быть выполнена только одна зарубка.
Чтобы вскрыть упаковку, захватывают уплотнение 161 и разрывают его вдоль линии зарубки 165. Разрыв проходит далее через запечатанную часть упаковки и распространяется на основное отделение, а затем идет вдоль верхней и нижней поверхностей, пока не достигает линии 140 перегиба и разметочной линии 164, после чего он целом следует этим линиям, в результате чего упаковка распечатывается вдоль этих двух линий. С целью облегчения распространения разрыва в соответствующем направлении может использоваться материал из пленки, в целом ориентированной в направлении распространения разрыва. Поскольку точная траектория разрыва зависит от величины усилия, прилагаемого к упаковке, разрыв не во всех случаях будет следовать линиям 140 и 164 по всей их длине. В действительности, в зависимости от требуемого усилия он может значительно отклоняться от этих линий. Тем не менее, в целом упаковка распечатывается вдоль этой области, что позволяет извлекать изделие с боковой стороны упаковки.
На фиг.17Д показана упаковка, имеющая сходную общую форму, но отличающийся механизм вскрытия. В данном случае особенности конструкции, общие с описанным ранее примером, обозначены такими же цифровыми позициями, и далее будут описаны только ее отличия. Следует отметить, что, поскольку герметичное уплотнение 161 не проходит непрерывно до наружной кромки упаковки, с каждой стороны снаружи уплотнения 161 имеется свободная область 166. В каждой свободной области выполнена пара просечек 167, которые проходят по всей ширине свободной области и доходят до уплотнения 161. Упаковка, проиллюстрированная на фиг.17Д, может быть вскрыта с любого конца. Вместе с тем, точно также свободная область 166 и просечки 167 могут быть предусмотрены только с одного конца упаковки, если желательно, чтобы она вскрывалась только с одного конца. Когда из заготовки складывают готовую упаковку, свободная область 166 содержит два слоя, которые не соединены друг с другом. Пользователь разделяет эти два слоя и разрывает их. Поскольку просечки 167 переходят непосредственно в линии 140 перегиба, в этом случае разрывание происходит в целом вдоль обеих линий 140 перегиба, и весь верх упаковки между этими линиями фактически отрывается вдоль этих двух линий. Следует отметить, что в этом примере отсутствует разметочная линия 164, поскольку упаковку вскрывают сверху, а не сбоку.
В качестве другого примера и, в частности, чтобы проиллюстрировать, насколько применимы идеи изобретения к широкому ассортименту изделий уникальной формы, на фиг.18 показана конфигурация 180 линии перегиба. Сформировав с помощью лазера такую конфигурацию в применимом материале с плохой способностью образовывать несминаемую складку, затем можно легко получить (путем формирования линий перегиба в материале в соответствии с проиллюстрированной конфигурацией) соответствующую упаковку 182, которая преимущественно воспроизводит хорошо знакомую упаковку широко известного шоколадного батончика Toblerone. (Для достижения этого результата на открытую поверхность во всей окружности может быть нанесен применимый клей, чтобы удерживать материал в согнутом состоянии.) Заметно, что конфигурация 180 линии перегиба предусматривает один конкретный тип подгиба 184 конца.
На фиг.19 показана сходная конфигурация 190 линии перегиба. В результате формирования конфигурации 190 с помощью лазера получают готовую упаковку 192, которая также воспроизводит знакомую упаковку Toblerone, но имеет альтернативный подгиб 194 конца.
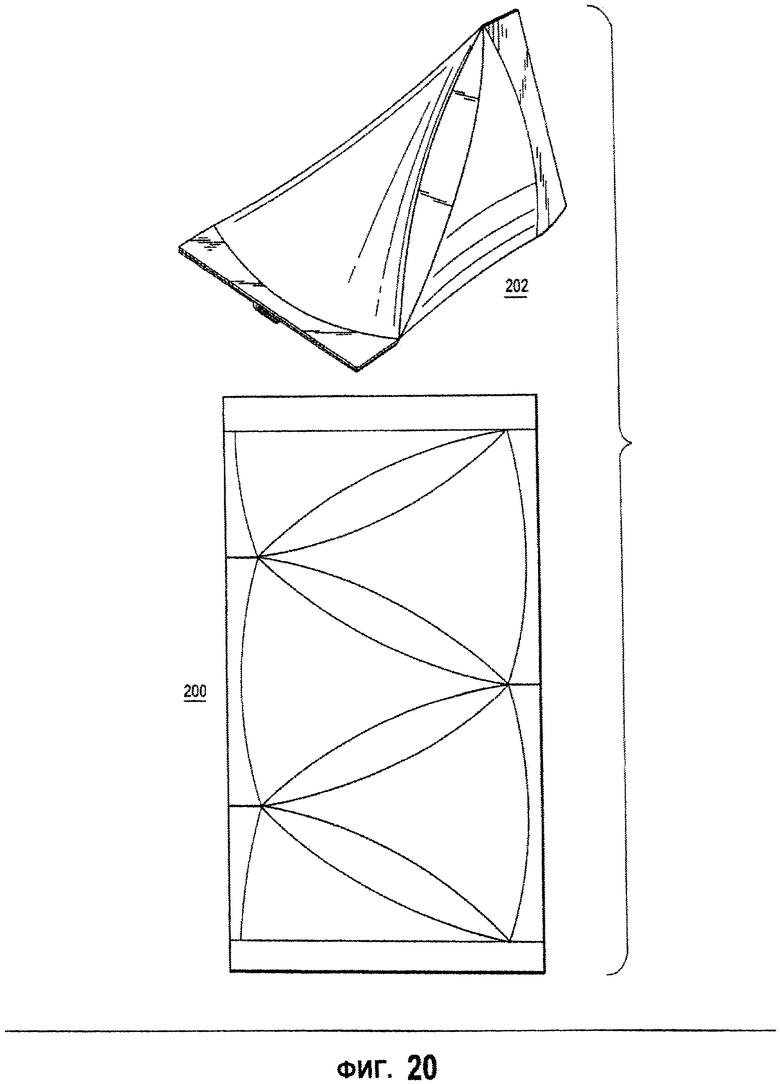
На фиг.20 показана конфигурация 200 линии перегиба. В результате формирования конфигурации с помощью лазера получают готовую четырехгранную упаковку 202.
На фиг.21 показана другая конфигурация 210 линии перегиба. В результате формирования конфигурации с помощью лазера получают готовую упаковку 212 прямоугольной формы типа плитки.
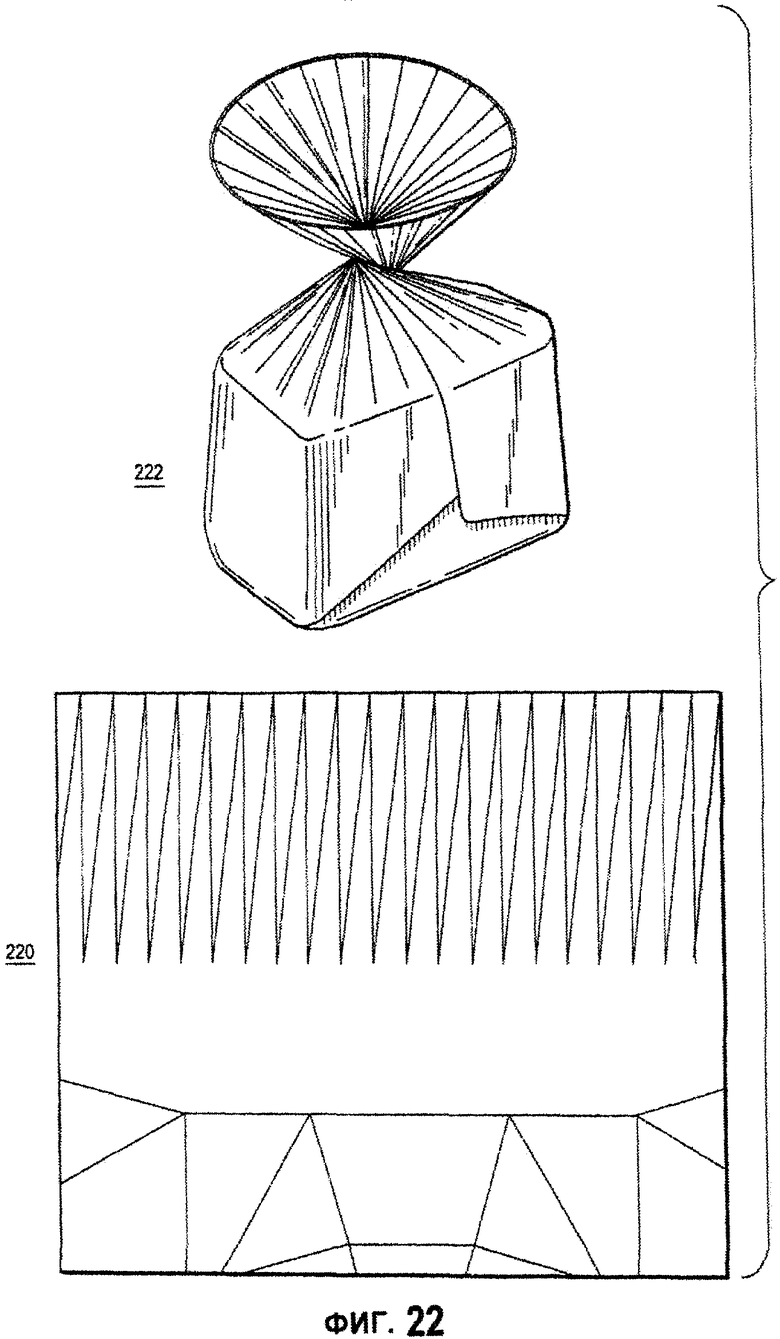
На фиг.22 показана конфигурация 220 линии перегиба, позволяющая получать готовую упаковку 222 типа обертки вперекрутку.
Эти примеры показывают, что возможно большое разнообразие в том, что касается числа, ориентации, размещения и взаимодействия выполненных с помощью лазера линий перегиба, доступных для создания набора трехмерных упаковок, имеющих нетрадиционные формы, конструктивные параметры и т.п. Для ясности и простоты линии перегиба в проиллюстрированных примерах не указывают направленность сгибания. Специалисты в данной области техники также учтут, что во многих случаях материал может быть согнут внутрь или наружу безотносительно того, на какой стороне материала была выполнена линия перегиба, что не влияет на получаемую упаковку. Как упоминалось ранее, идеи изобретения также могут применяться, чтобы облегчать формирование складок в гибком оберточном материале. В контексте настоящего изобретения подразумевается, что "складка" означает полость, сформированную путем размещения части оберточного материала внутри самой упаковки. В качестве не ограничивающего изобретение примера на фиг.23 показано множество линий перегиба, сформированных в листе гибкого оберточного материала 60 с использованием описанных в изобретении лазерных технологий. Чтобы более четко показать создание складки, в этом примере линии 230 перегиба, показанные линиями воображаемого контура, обозначают линии перегиба, по которым материал 60 сгибают внутрь относительно получаемой упаковки, а линии 232 перегиба, показанные сплошными линиями, обозначают линии перегиба, по которым материал 60 сгибают наружу относительно получаемой упаковки. Как показано на фиг.24, получаемая складка 240 имеет четко выраженные и точно расположенные сгибы. Это в свою очередь значительно повышает эстетическую привлекательность готовой упаковки, а также помогает обеспечивать соответствующее уплотнение при его формировании в области упаковки, имеющей складку.
Идеи изобретения позволяют использовать относительно недорогие и хорошо известные оберточные материалы, такие как мягкие оберточные материалы, и при этом получать упаковку с одной или несколькими четко выраженными линиями на ее поверхности. За счет этого готовая упаковка может, например, в целом соответствовать форме изделия (или изделий), которое находится внутри нее. Получаемая упаковка имеет красивый с эстетической точки зрения внешний вид, придающий ей оттенок изысканности и роскоши, невзирая на скромность затрат на достижение такого внешнего вида. Таким образом, идеи изобретения обеспечивают экономичный подход, позволяющий получать отличительную и индивидуальную упаковку, у которой незаметна эта экономичность. Специалисты в данной области техники согласятся с тем, что в описанные варианты осуществления могут быть внесены разнообразные модификации, изменения и их сочетания, не выходящие за пределы существа и объема изобретения, и что все такие модификации, изменения и их сочетания следует считать входящими в изобретательский замысел.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЛЕГЧЕНИЯ ОБЕРТЫВАНИЯ СЪЕДОБНОГО МАТЕРИАЛА | 2010 |
|
RU2449934C2 |
| УПАКОВКА | 2009 |
|
RU2530800C2 |
| УПАКОВКА | 2014 |
|
RU2660297C9 |
| УПАКОВКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2189928C2 |
| ТАРА С ПЛОСКИМ ШВОМ | 2016 |
|
RU2700958C2 |
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ | 2012 |
|
RU2636823C2 |
| ОБЕРТКА ДЛЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ | 2008 |
|
RU2491905C2 |
| Оберточный материал для изделий табачной промышленности | 2020 |
|
RU2829957C2 |
| ПОТОЧНАЯ СИСТЕМА ФАЛЬЦЕВАНИЯ ВКЛАДЫШЕЙ | 2003 |
|
RU2321051C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
















Изобретение относится к устройствам для изготовления гибкого оберточного материала. В гибком оберточном материале с помощью лазера сформирована по меньшей мере одна линия перегиба на первой стороне гибкого оберточного материала и еще одна линия перегиба на второй стороне гибкого оберточного материала, расположенная напротив первой стороны, при этом гибкий оберточный материал сгибают вдоль одной линии перегиба. Таким образом, получается упаковка с четко выраженными линиями и очертаниями, что обеспечивает отсутствие необходимости использования внутренних картонных лотков или коробок, для обеспечения четко выраженных очертаний готовой упаковки. 3 н. и 10 з.п. ф-лы, 29 ил., 1 табл. 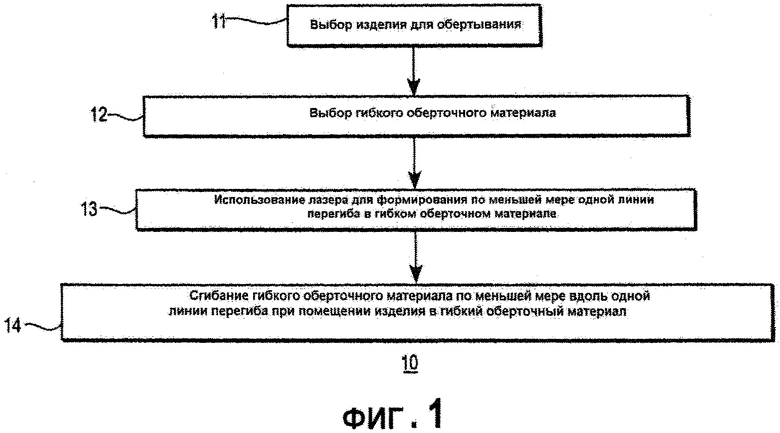
1. Способ обертывания изделия, включающий:
выбор изделия для обертывания,
выбор гибкого оберточного материала, обладающего плохой способностью образовывать несминаемую складку, где гибкий оберточный материал показывает пружинящий возврат, превышающий 50%,
отличающийся тем, что используют лазер для формирования по меньшей мере одной линии перегиба на первой стороне гибкого оберточного материала и по меньшей мере еще одной линии перегиба на второй стороне гибкого оберточного материала, расположенной напротив первой стороны в гибком оберточном материале при формировании обертки для изделия,
сгибают гибкий оберточный материал по меньшей мере вдоль одной линии перегиба для формирования полости с соответствующими конструктивными параметрами для размещения изделия при помещении изделия внутрь гибкого оберточного материала.
2. Способ по п. 1, в котором по меньшей мере одна из линий перегиба является изогнутой.
3. Способ по п. 2, в котором формируют пару противолежащих изогнутых линий перегиба, которые изогнуты в противоположных направлениях и образуют расположенную между ними основную поверхность обертывания.
4. Способ по любому из пп. 1-3, в котором оберточный материал дополнительно содержит по меньшей мере одну прорезь, служащую местом инициации разрыва и расположенную таким образом, что после вскрытия разрыв проходит преимущественно по меньшей мере вдоль части по меньшей мере одной линии перегиба.
5. Способ по любому из пп. 1-3, в котором для обертывания используют одно полотно гибкого оберточного материала и который дополнительно включает стадию резки полотна на отдельные упаковки после упаковывания изделия.
6. Способ по п. 5, в котором гибкий оберточный материал перегибают и сгибают в ходе непрерывного процесса.
7. Способ по любому из пп. 1-3 и 6, в котором содержание пластика в гибком оберточном материале составляет по меньшей мере 50%, предпочтительно по меньшей мере 70% по объему.
8. Обертка для помещения в нее изделия, содержащая гибкий оберточный материал, обладающий плохой способностью образовывать несминаемую складку, где гибкий оберточный материал показывает пружинящий возврат, превышающий 50%, и отличающаяся тем, что в гибком оберточном материале с помощью лазера сформирована по меньшей мере одна линия перегиба, при этом сформирована пара противолежащих изогнутых линий перегиба, изогнутых в противоположных направлениях и образующих расположенную между ними основную поверхность упаковки; и
при этом гибкий оберточный материал сгибают вдоль по меньшей мере одной линии перегиба для формирования полости с соответствующими конструктивными параметрами для размещения изделия при помещении изделия в обертку.
9. Обертка по п. 8, отличающаяся тем, что первая сторона гибкого оберточного материала содержит по меньшей мере одну из выполненных с помощью лазера линий перегиба, и вторая сторона гибкого оберточного материала, противолежащая первой стороне, содержит по меньшей мере одну из выполненных с помощью лазера линий перегиба.
10. Обертка по п. 8, отличающаяся тем, что гибкий оберточный материал сгибают вдоль по меньшей мере одной линии перегиба, чтобы тем самым по меньшей мере частично сформировать складку.
11. Обертка по любому из пп. 8-10, дополнительно содержащая по меньшей мере одну прорезь, служащую местом инициации разрыва и расположенную таким образом, что после вскрытия разрыв проходит преимущественно по меньшей мере вдоль части по меньшей мере одной линии перегиба.
12. Обертка по любому из пп. 8-10, у которой содержание пластика в гибком оберточном материале составляет по меньшей мере 50%, предпочтительно по меньшей мере 70% по объему.
13. Упаковка, содержащая изделие, помещенное в обертку по любому из пп. 8-12.
| УПАКОВКА И СПОСОБ ФОРМИРОВАНИЯ ЛИНИИ ПОНИЖЕННОЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ НА ПОВЕРХНОСТИ ЗАГОТОВКИ УПАКОВКИ | 1997 |
|
RU2184037C2 |

