Настоящее изобретение относится к устройству для производства пластиковых изделий, в частности колпачков для закрывания емкостей (контейнеров).
Известны устройства для формования под давлением колпачков (крышек) для закрывания контейнеров, которые содержат карусель, способную поворачиваться вокруг вертикальной оси, и на которой установлено множество (некоторое количество) формующих узлов, расположенных с равными угловыми промежутками. Каждый из этих узлов содержит верхнюю, пуансонную часть формы, выровненную относительно нижней, матричной части формы. При вращении карусели в матричную часть формы вводится дозированное количество пластмассы, находящейся в пастообразном состоянии, которое сжимается посредством взаимного перемещения обеих частей формы. Устройства описанного типа известны, например, из РСТ/ЕР 95/03644 этого же заявителя.
Для устройств указанного типа известно также использование в верхней части формы охлаждающих средств, которые предназначаются для охлаждения формующего пуансона, и выталкивающих средств, которые удаляют колпачок, когда формование завершено.
Чтобы обеспечить удаление колпачка с формующего пуансона, механическое выталкивающее воздействие, оказываемое на колпачок, дополняется вспомогательным пневматическим воздействием, осуществляемым посредством нагнетания сжатого воздуха внутрь колпачка; указанный воздух, наполняя колпачок, отделяет его от поверхности пуансона, повышая эффективность механического воздействия.
В настоящее время пневматическое воздействие не дает при своем использовании положительного эффекта из-за того, что сжатый воздух на пути, ведущем к отверстиям для входа внутрь колпачка, должен пройти через многие пустоты и полости, которые снижают эффективность и вызывают задержку воздействия воздуха на колпачок. Для того чтобы устранить эти недостатки, т.е. обеспечить быстрое поступление и увеличить мощность воздушного потока, необходимо обеспечивать повышенные уровни давления с сопутствующими воздействиями на продукт, приводящими к таким проблемам, как деформации и неровности стенок.
Кроме того, пневматическое воздействие в известных устройствах загрязняет формуемое изделие, поскольку подаваемый воздух захватывает частицы жидкости, используемой для смазывания движущихся деталей верхней части формы.
Другой недостаток состоит в том, что движущиеся детали верхней части формы создают "поршневой" эффект, который часто вызывает непреднамеренные перемещения некоторых механических деталей.
В отличие от устройств для формования под давлением в устройствах для инжекционного формования изделия удаляются, главным образом, механическими способами и, следовательно, с высоким риском повреждения продукции.
Существо изобретения
Задачей настоящего изобретения является улучшение работы устройств описанного типа, по существу с устранением рассмотренных выше недостатков и обеспечение надежного удаления изделий из формы.
Указанная задача решается устройством, признаки которого изложены в прилагаемой формуле изобретения.
Краткое описание чертежей
Дальнейшие признаки и преимущества настоящего изобретения будут понятны из последующего подробного описания предпочтительного варианта выполнения, представленного только в качестве неограничивающего примера, со ссылкой на прилагаемые чертежи, на которых изображено:
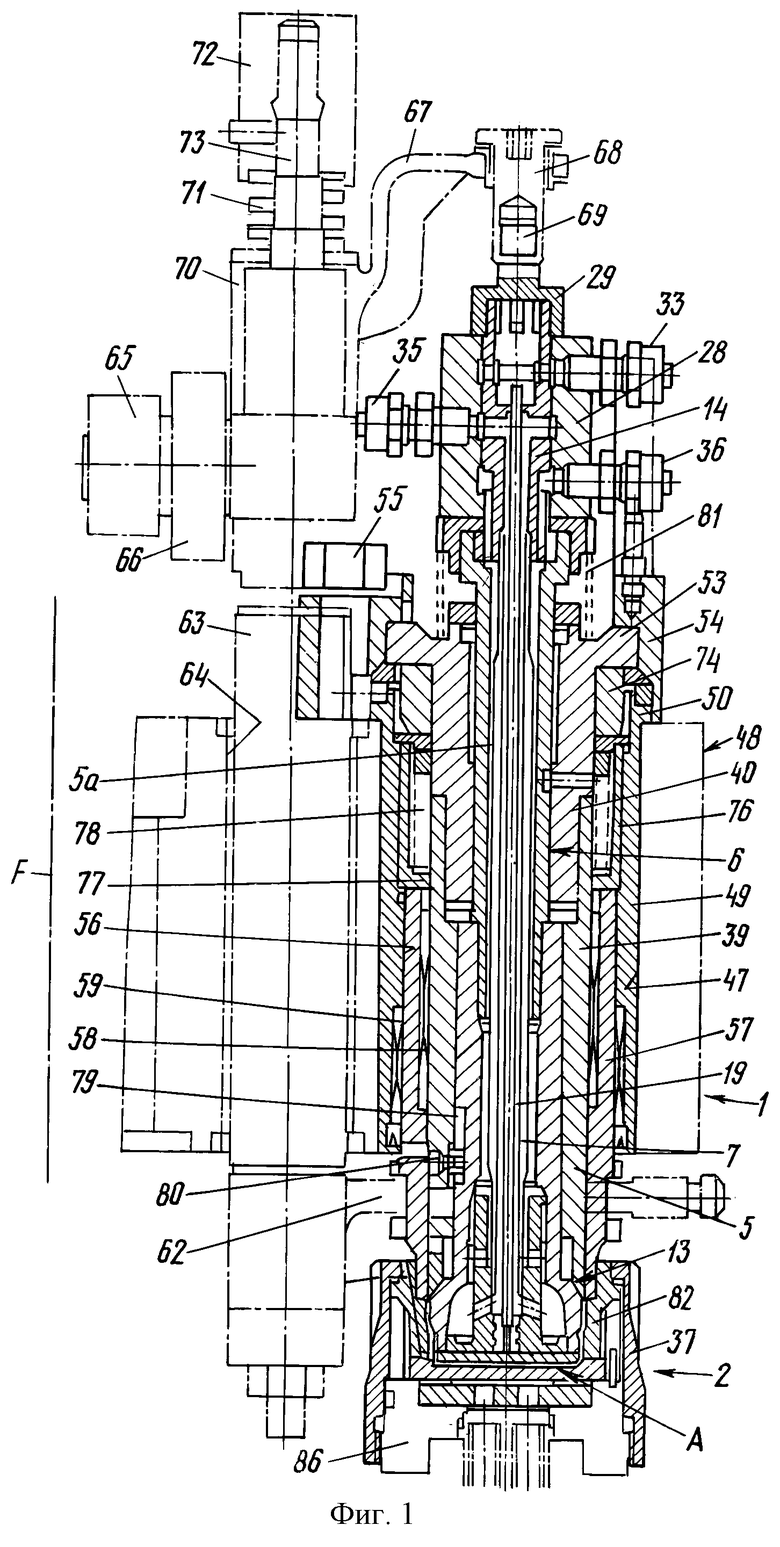
фиг.1 - вид сбоку в сечении по вертикальной плоскости узла формования под давлением для формования резьбового колпачка с кольцом индикации вскрытия;
фиг.2 - вид в увеличенном масштабе верхней половины узла, показанного на фиг.1;
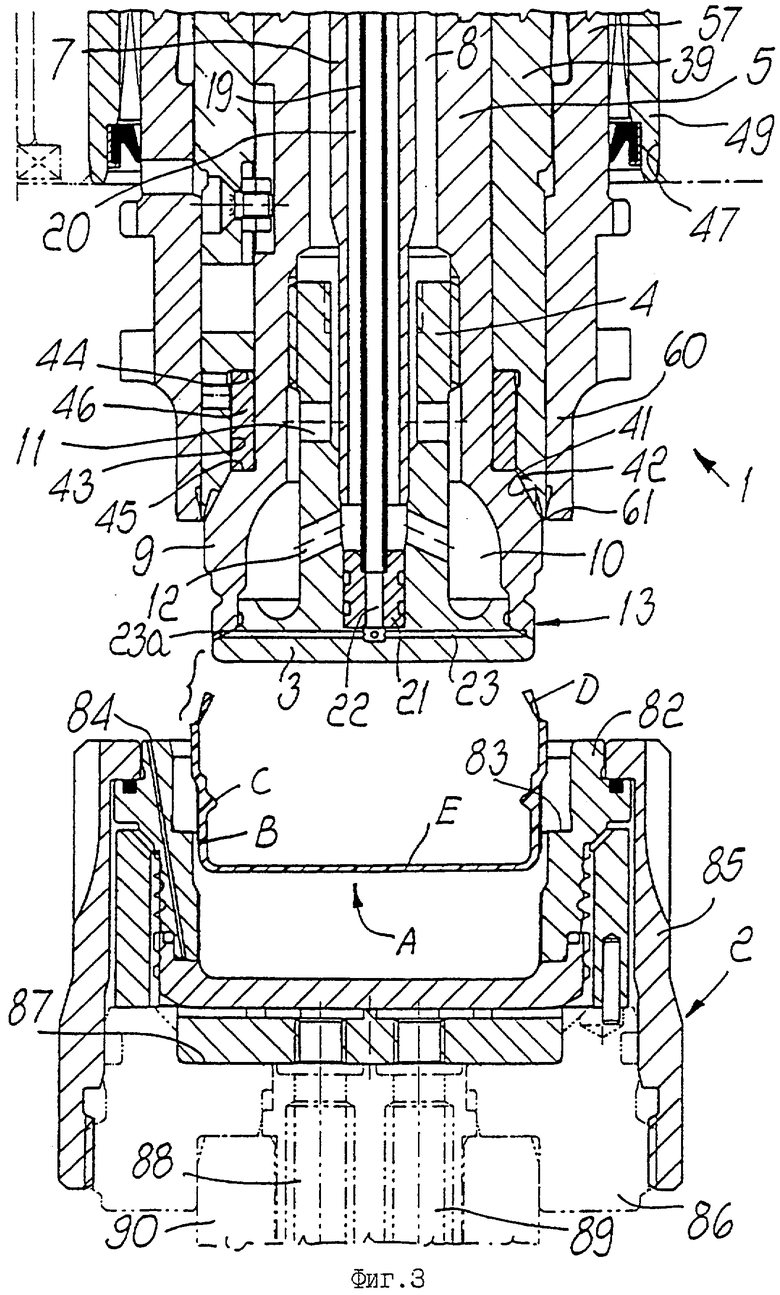
фиг.3 - вид в увеличенном масштабе нижней половины узла, показанного на фиг.1, с формой в раскрытом положении;
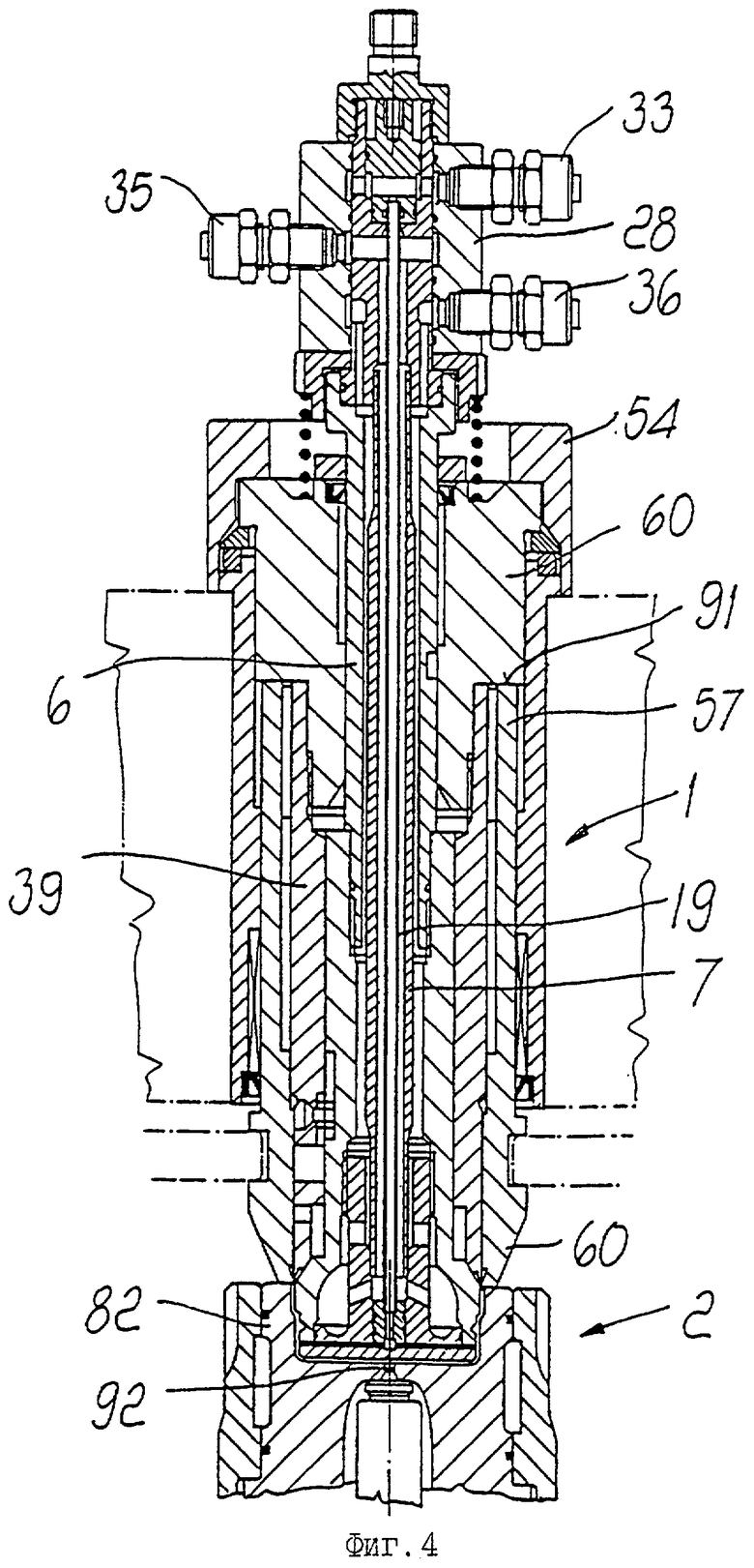
фиг.4 - вид сбоку узла инжекционного формования, в сечении по вертикальной плоскости, для формования резьбового колпачка с кольцом индикации вскрытия;
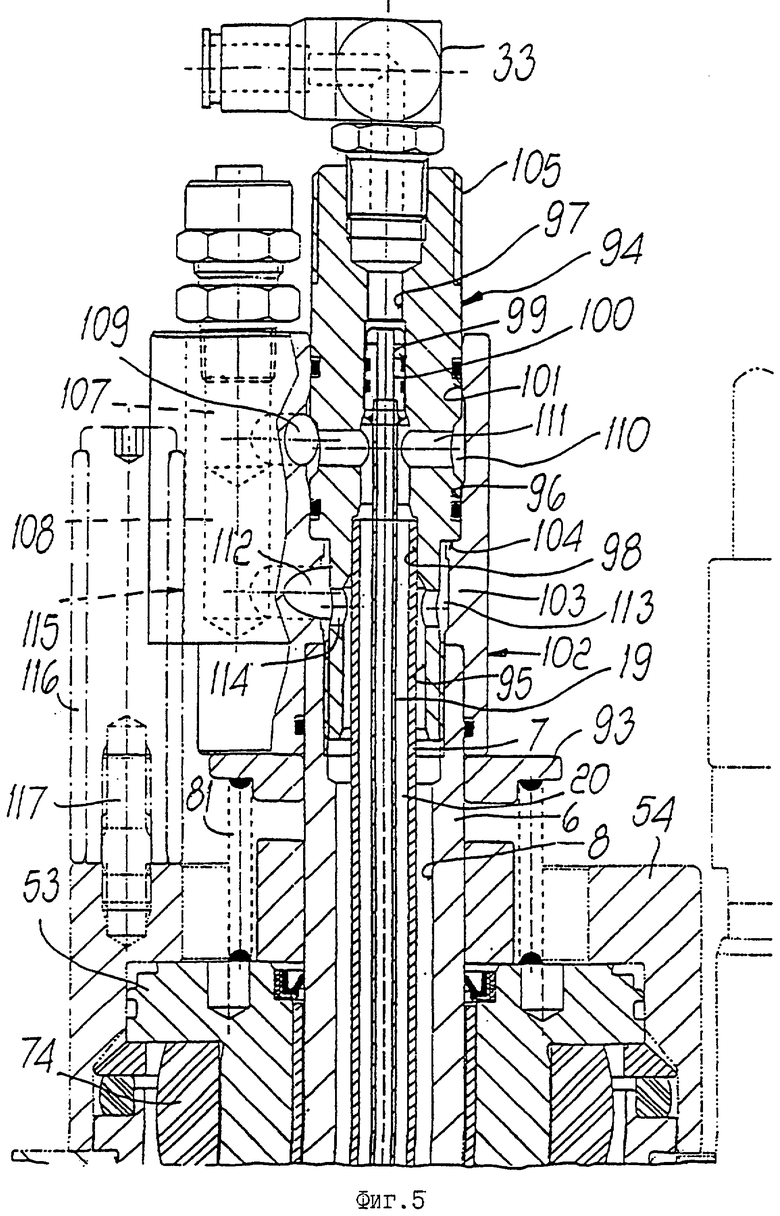
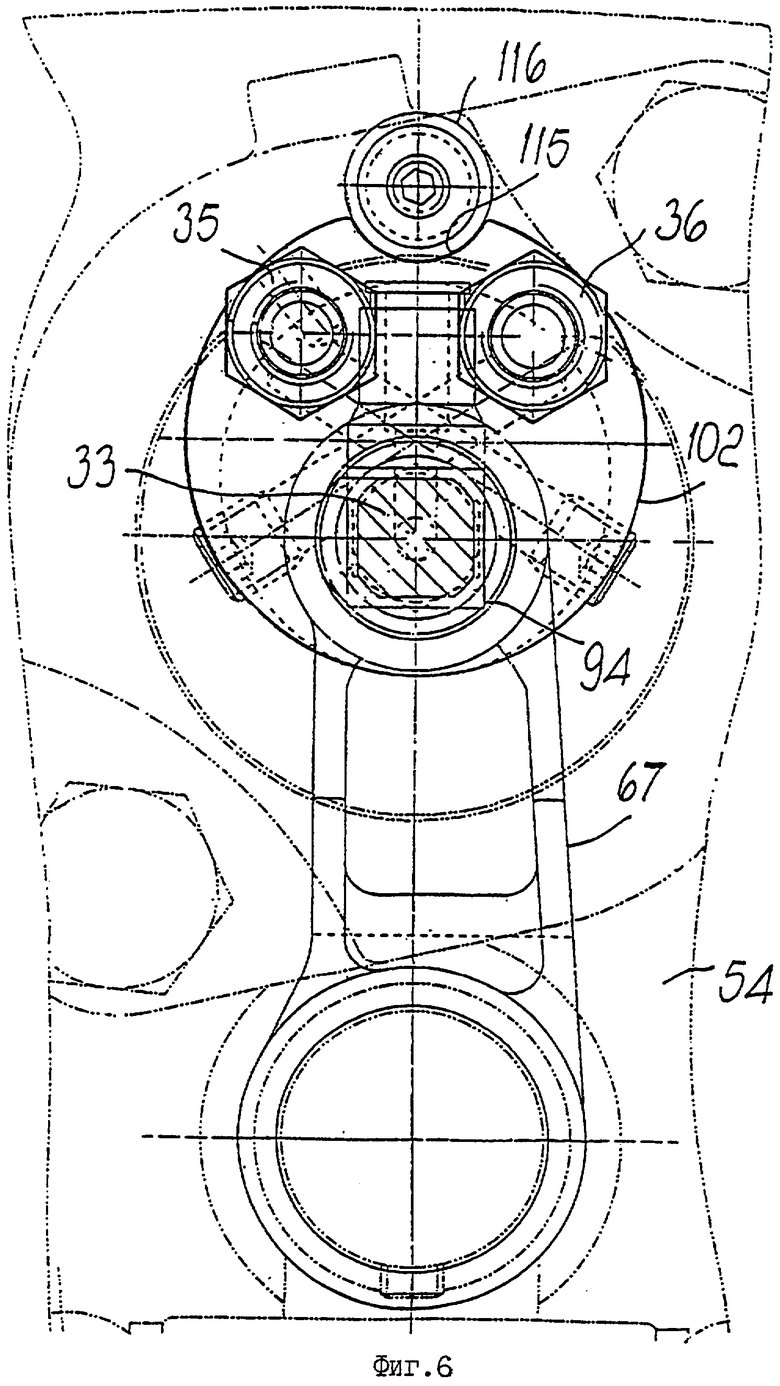
фиг.5 и 6 - виды соответственно в сечении и сверху верхней части формующего узла.
Варианты выполнения изобретения
Как показано на фиг.1-3, устройство по изобретению образовано каруселью, которая способна поворачиваться вокруг вертикальной оси и по периферии поддерживает множество (некоторое количество) узлов для формования колпачков (крышек) А, выполненных из пластика (см. фиг.3). Далее подразумевается, что указанные колпачки А состоят из чашечки В, снабженной внутренней резьбой С, и кольцевого пояска D, выступающего от ободка этой чашечки и образующего кольцо индикации вскрытия, позволяющее обнаружить вскрытие укупорочного узла.
Каждый узел формования состоит из верхней части формы, обозначенной в целом позицией 1, и нижней, матричной части формы, обозначенной в целом позицией 2.
Верхняя, пуансонная часть 1 содержит штамп 3, ввернутый в гильзу 5 своим трубчатым хвостовиком 4; в свою очередь, упомянутая гильза привинчена к нижнему концу трубчатого элемента 5а, образуя единый трубчатый ствол 6 (фиг.1).
Трубка 7 герметично вставлена в трубчатый хвостовик 4 и образует вместе со стволом 6 (т.е. с гильзой 5 и трубчатым элементом 5а) трубчатый (цилиндрический) промежуток 8. Гильза 5 имеет на своем нижнем конце расширяющуюся колоколом часть 9, которая герметично центрирована относительно штампа 3 и которая вместе с трубчатым хвостовиком 4 образует камеру 10, соединенную с промежутком 8 через отверстия 11 трубчатой части. Кроме того, камера 10 соединена с внутренней полостью трубки 7 через отверстия 12, образованные в области хвостовика 4 непосредственно над штампом 3.
Расширяющаяся колоколообразная часть 9 гильзы 5 и штамп 3 образуют формующий пуансон 13, который выполняет внутри колпачка А выступающую резьбу С, дно Е и круглый поясок D индикации вскрытия, который, например, образован кольцом, фальцованным по радиальным плоскостям и сужающимся кверху, образуя тупой угол с цилиндрической стенкой чашечки В. Поясок D индикации вскрытия на отдельной стадии производства выполняют отделяемым от чашечки В посредством проходящей по периметру ослабленной линии ("линии разрыва"), позволяющей отделить кольцо, когда колпачок свинчивают с горловины емкости (контейнера), на которой он находится. Следует отметить, что перед установкой колпачка на горловину емкости поясок D подгибают внутрь колпачка таким образом, чтобы ограничить острый угол со стенкой колпачковой части и чтобы он мог войти в зацепление с удерживающим буртиком на горловине контейнера непосредственно ниже той области, в которой происходит винтовое закрепление колпачка.
Верхний конец трубки 7 герметично соединен с гнездом цилиндрического корпуса или вставки 14, снабженной наружным буртиком 15, обеспечивающим ее центрирование в гнезде, образованном более широкой частью 16 верхнего конца 5а трубчатого ствола 6. Корпус 14 закреплен на стволе 6 при помощи кольца 17, навинченного на более широкую часть 16 и воздействующего на буртик 15.
Отверстие 18 выполнено в корпусе 14 коаксиально трубке 7 и соединено с внутренней полостью упомянутой трубки. Имеется также тонкая трубка 19, проходящая коаксиально сквозь отверстие 18 и трубку 7, и ограничивает внутри вместе с трубкой 7 отверстием 18 трубчатый канал 20.
Нижний конец тонкой трубки 19 герметично вставлен во втулку 21 (фиг.3), которая в свою очередь герметично вставлена в нижнюю часть хвостовика 4. Тонкая трубка 19 соединена через аксиальное отверстие 22 втулки 21 с рядом отверстий 23, радиально выполненных в толще штампа 3 и радиально открывающихся на наружной стороне пуансона 13 сквозь проходные отверстия 23а, образованные проходами, выполненными в этой области для центрирования колоколообразной части 9 между ее ободком и штампом 3.
Верхний конец тонкой трубки 19 герметично вставлен в цилиндр 24 (фиг.2), размещенный в выемке 25, выполненной на верху корпуса 14, и соединен с диаметральным отверстием 26 цилиндра 24.
Корпус 14 вставлен в гнездо 27 цилиндрического элемента или гильзы 28, высота которой такова, что корпус 14 выступает своей резьбовой частью из верхнего торца упомянутого цилиндрического элемента. На указанную резьбовую часть навинчен колпачок 29, который закрепляет цилиндрический элемент 28 на кольце 17.
Диаметральное отверстие 26 соединено посредством внутренней кольцевой канавки 30, отверстий 31 в корпусе 14 и кольцевой канавки 32, расположенной снаружи относительно корпуса 14, с соединительной муфтой 33, которая подсоединена к источнику сжатого воздуха. Таким образом, сжатый воздух, подаваемый через соединительную муфту 33, пройдя по тонкой трубке 19, попадает в отверстия 23 и может выходить в радиальном направлении из пуансона 13 через проходные отверстия 23а, выполненные в промежутке между ободками штампа 3 и колоколообразной части 9.
В корпусе 14 ниже выемки 25 имеется диаметральное отверстие 34, которое выходит в кольцевую канавку 34а гильзы 28, охватывающей корпус 14 и соединенной с муфтой 35 для подачи охлаждающей жидкости. Аналогичная соединительная муфта 36 расположена на более низком уровне, чем муфта 35, и соединена посредством кольцевой канавки 37 в корпусе 14 и нескольких отверстий 38, которые проходят коаксиально от канавки 37 сквозь буртик 15, с промежуточной полостью 8 и далее с камерой 10 через отверстия 12. Этим осуществляется связь между соединительными муфтами 35 и 36, благодаря которой обеспечивается рециркуляция охлаждающей жидкости.
Гильза 5 установлена с возможностью скольжения в цилиндрической оболочке 39, которая жестко соединена резьбой с трубчатым элементом 40, в котором скользит ствол 6.
Нижний ободок оболочки 39 выполнен с внутренней стороны с коническим скосом 41 (фиг.3), который расположен аксиально против комплементарного конического скоса 42, при помощи которого колоколообразная часть 9 соединена с гильзой 5. Скос 41 действует в качестве заплечика под скос 42.
Внутри нижней концевой части оболочки 39 выполнена кольцевая выемка 43, которая образует уступ 44. Аналогичный уступ 45, расположенный аксиально против уступа 44, выполнен между коническим скосом 42 и гильзой 5. В гнезде, которое остается между уступами 44, 45 и противоположными цилиндрическими поверхностями гильзы 5 и оболочки 39, размещено распорное кольцо 46, которое действует как заплечик, и размеры которого подобраны таким образом, чтобы во время прессования оно образовывало между скосами 41 и 42 полость для формирования пояска индикации вскрытия.
Оболочка 39 и трубчатый элемент 40 являются коаксиальными соответствующему цилиндрическому гнезду 47 опорного корпуса, который представляет собой часть конструкции карусели. На практике упомянутый корпус образован деталью типа вращающегося барабана 48, смонтированного на вертикальном валу, осевая линия F которого является осью вращения карусели.
Втулка 49 вставлена в гнездо 47 и опирается своим кольцевым фланцем 50 на верхний край гнезда 47.
Распорное кольцо 52 опирается на фланец 50 с кольцом 51 из эластичного материала между ними, трубчатый элемент 40 в свою очередь опирается на упомянутое распорное кольцо своим внешним фланцем 53.
Блокирующий элемент 54 вводится в контакт с фланцем 53 и блокирует посредством винтов 55 на верхнем торце барабана 48 трубчатый элемент 40 и втулку 49 в положении коаксиально друг другу и гнезду 47.
Цилиндрическая камера 56 образована между втулкой 49 и наружной поверхностью оболочки 39 и элемента 40, а гильза 57 входит в нее снизу и направляется аксиально по оболочке 39 внутренним подшипником 58 и во втулке 49 наружным подшипником 59.
Гильза 57 оканчивается на уровне колоколообразной части 9 кольцевым выступом 60, внутренний край которого обозначен позицией 61. Кольцевой выступ 60 имеет такой внутренний диаметр, который больше наружного диаметра колоколообразной части 9, благодаря чему образует в положении прессования промежуточную полость для формирования в ней цилиндрической стенки чашечки колпачка.
Гильза 57 жестко соединена посредством рычага 62 со стойкой 63, расположенной параллельно этой гильзе.
Направляющей для стойки 63 является гнездо 64 барабана 48 и на нее опираются сверху, как на консоль, два ролика 65, 66, которые обкатываются по кулачковой шайбе (не показана), которая жестко прикреплена к конструкции устройства, и поэтому она расположена стационарно и концентрично оси F вращения карусели. Конец рычага 67 воздействует на верх стойки 63; противоположный конец упомянутого рычага крепится неподвижно при помощи гайки 68 к резьбовому хвостовику 69 колпачка 29. Конец рычага 67, который воздействует на стойку 63, снабжен втулкой 70, нагруженной пружиной 71, прижимающей ее к буртику стойки. Пружина 71 упирается в гайку 72, которая с возможностью регулировки положения навинчена на концевой стержень 73 стойки, выступающей вверх.
Неподвижная кулачковая шайба при помощи стойки 63 обеспечивает принудительное приведение гильзы 57 в движение только лишь в пределах такого угла ее поворота, который достаточен для снятия готового колпачка с пуансона 13; в пределах же остального угла поворота гильза 57 может перемещаться вверх до соприкосновения с упругими упорными средствами.
Упомянутые средства представляют собой пружину 74, которая вставлена между фланцем 53 трубчатого элемента 40 и поворотным кольцом 75, которое опирается на трубчатый кожух 76, который размещен в цилиндрической камере 56. Кожух 76 имеет внутренний фланец 77, на который опирается цилиндрическая пружина 78, причем упомянутая пружина выполнена с возможностью воздействия на поворотное кольцо 75.
Чтобы предотвратить поворот гильзы 5 относительно оболочки 39, снаружи от гильзы 5 предусмотрен аксиальный паз 79, в который с возможностью скольжения входит шпонка 80, выступающая внутрь от оболочки 39.
Верхняя часть 1 формы снабжена упругим средством (пружиной) 81, размещенным между фланцем 53 трубчатого элемента 40 и кольцом 17. Пружина 81 толкает вверх ствол 6 и, соответственно, пуансон 13, удерживая его в упоре кольца 46 в уступ 44 оболочки 39, при котором происходит контактирование комплементарных конических скосов 42 и 41 пуансона 13 и оболочки 39 соответственно.
Нижняя часть 2 формы образована чашеобразным элементом 82, который образует полость, в которую может вводиться кольцевой выступ 60 до упора в буртик 83, когда закрывается камера, формующая колпачок. В стенке чашеобразного элемента 82 имеются отверстия 84, посредством которых полость чашеобразного элемента сообщается с внешней средой, благодаря чему обеспечивается выход наружу воздуха, оставшегося в форме во время прессования.
Чашеобразный элемент 82 прижат с помощью наружного кольца 85 к диску 86, вместе с которым он образует камеру 87, к которой подсоединены впускной трубопровод 88 и выпускной трубопровод 89 для охлаждающей жидкости.
Трубопроводы 88, 89 проходят внутри полого ствола 90, на котором установлен диск 86. Полый ствол 90 направляется в конструкции устройства коаксиально пуансону 13 и приводится соответствующим гидравлическим приводом таким образом, чтобы перемещать чашеобразный элемент 82 к пуансону 13 и от него.
Описанное устройство работает следующим образом. В процессе прессования и в то время как нижняя часть формы все еще находится на некотором расстоянии от ее верхней части, в полость чашеобразного элемента 82 вводится заданная доза пастообразного материала. Во время выполнения этой операции край 61 кольцевого выступа 60 гильзы 57 находится на уровне, расположенном ниже штампа 3 пуансона.
При поднятии матричной части 2 формы вверх с помощью гидравлического привода край 61 выступа упирается в буртик 83 чашеобразного элемента и формующая колпачок камера, образуемая между пуансоном 13 и чашеобразным элементом 82, закрывается.
Затем вследствие воздействия давления, прикладываемого снизу к чашеобразному элементу 82, происходит постепенное распределение пластмассы по формующей камере, пока пластмасса не поступит в кольцевое пространство, предназначенное для формирования пояска индикации вскрытия, образуемого между коническими скосами 41 и 42. Когда формующая камера будет целиком заполнена, чашеобразный элемент 82, благодаря несжимаемости пластмассы останавливается в конечном положении, в котором край 61 выступа 60 находится на уровне угла, образованного поверхностью конического скоса 42 с цилиндрической поверхностью колоколообразной части 9 пуансона 13, и, следовательно, располагается выше ободка чашечки В, от которого отходит выступающий относительно него удерживающий поясок D. Отверждение пластмассы обеспечивается подачей охлаждающей жидкости в камеру 10 через муфту 35 для ее подвода, кольцевую канавку 34а, диаметральное отверстие 34 и трубчатый канал 20 и отводом этой жидкости в обратном направлении через муфту 36 сквозь отверстия 12, трубчатый промежуток 8, аксиальные отверстия 38 и кольцевую канавку 37.
В некоторых случаях может быть полезным и удобным поменять направление подачи и отвода охлаждающей жидкости на обратное.
Когда достигнута температура отверждения, в действие приводится привод опускания чашеобразного элемента 82. Однако несмотря на разъединение обеих частей 1 и 2 формы друг от друга, готовый колпачок не выпадает; он остается на пуансоне, на котором он удерживается благодаря внутреннему углублению под резьбу С.
Когда чашеобразный элемент 82 отойдет от готового колпачка, производится подача сжатого воздуха через соединительную муфту 33, кольцевую канавку 32, отверстия 31, кольцевую канавку 30, отверстие 26, тонкую трубку 19, отверстия 22 и 23, а также через проходные отверстия 23а, благодаря чему происходит отсоединение готового колпачка от пуансона вследствие весьма незначительного наполнения упомянутого колпачка воздухом и когда стойка 63 толкается вниз под действием стационарного кулачка, приводящего ролики 65 и 66, позволяя готовому колпачку отделиться от пуансона благодаря соответствующему воздействию осевого усилия, прикладываемого краем 61 к ободку колпачка, к которому присоединен поясок индикации вскрытия.
Отсоединение колпачка происходит благодаря упругим свойствам его материала, который допускает расширение чашечки В колпачка, а когда колпачок сойдет с пуансона - восстановление его первоначальной формы, в которой поясок индикации вскрытия стягивается к осевой линии колпачка.
Тем временем карусель повернулась в положение, в котором снятый готовый колпачок падает в отводящий желоб. Описанный цикл повторяется при вращении карусели для каждого формующего узла.
На практике, при обеспечении карусели 32-мя формующими узлами на стадию охлаждения колпачка приходится угол поворота карусели приблизительно на 315°, тогда как введение дозы пластмассы в полость чашеобразного элемента 82, прессование и извлечение готового колпачка осуществляются в пределах оставшегося 45°-ного угла поворота карусели.
Колпачки А подвергают дальнейшей обработке на выходе с карусели. В частности, для колпачка рассматриваемого здесь типа предусматривается выполнение прорезей, образующих линию разрыва, вдоль которой поясок индикации вскрытия отделяется от чашечки В колпачка, а также фальцовка с подгибанием пояска индикации вскрытия внутрь колпачковой части с тем, чтобы поясок индикации вскрытия после установки колпачка на горловину контейнера мог своими краями взаимодействовать с буртиком на горловине, препятствуя сдвиганию колпачка с места при его отворачивании вплоть до момента, когда произойдет разрыв пояска.
Очевидно, что настоящее изобретение прекрасно решает поставленную задачу. Согласно основному признаку между пуансоном 13 и соединительной муфтой 33 для подачи сжатого воздуха имеется прямое соединение, которое обеспечивает сокращение времени поступления воздуха, позволяя повысить производительность данного устройства. Кроме того, воздушный поток при этом не проходит между смазываемыми деталями и, следовательно, не увлекает с собой частицы смазочного материала или какого-либо иного аналогичного материала, который бы затем мог выбрасываться через отверстия 23а, между штампом 3 и колоколообразной частью 9, и осаждаться на изготавливаемых колпачках, загрязняя их.
С точки зрения производства, применение цилиндрического элемента (гильзы) 28 само по себе оказалось очень выгодным, поскольку эта гильза позволяет объединить три отдельные функции, т.е. подачу охлаждающей жидкости, подачу сжатого воздуха, а также возврат охлаждающей жидкости.
На фиг.4 показан вариант выполнения, в котором идея изобретения использована применительно к узлам инжекционного формования устройства для производства колпачков, единственное отличие которых по сравнению с узлами устройства, показанного на фиг.1-3, состоит в отсутствии элементов 74-78, что позволяет гильзе 57 упираться непосредственно в буртик 91 трубчатого элемента 40, а также в наличии в дне чашеобразного элемента 82 сопла 92 для инжекции пластмассы.
Когда обе части 1 и 2 формующего узла расположены смежно друг другу, ободок чашеобразного элемента 82 упирается в ободок кольцевого выступа 60, а между чашеобразным элементом 82 и наружной стенкой пуансона 13 образуется камера, форма которой в точности повторяет ту форму изготавливаемого колпачка, упомянутую камеру заполняют пластмассой, которую нагнетают под давлением через сопло 92. Отверждение пластмассы и удаление готового колпачка после раскрывания частей 1 и 2 формующего узла производятся так же, как и в устройстве, показанном на фиг.1-3.
В настоящее изобретение могут быть внесены многочисленные изменения и модификации, не выходящие из объема изобретения. Один из таких вариантов изобретения использует соединительную муфту 33 с клапаном, снабженным элементом управления потоком, управляемым перемещением гильзы 28.
Другой вариант изобретения показан на фиг.5 и 6 и касается соединения трубчатого промежутка 8 и трубчатого канала 20 с источником охлаждающей жидкости, а также соединения тонкой трубки 19 с источником сжатого воздуха.
На фиг.5 и 6 элементы или детали, имеющие иное конструктивное выполнение, но функционально эквивалентные соответствующим элементам или деталям устройства по фиг.1 и 3, обозначены теми же позициями.
Легко видеть, что трубчатый ствол 6, верхний трубчатый участок которого выступает над фланцем 93, который может по нему скользить, действует в качестве опоры для пружины 81.
В верхней концевой части выполнена внутренняя резьба для ввинчивания цилиндрической вставки 94, которая эквивалентна интеграции деталей 14 и 24 устройства по фиг.1-3. Вставку 94 аксиально пересекает отверстие, состоящее из нескольких участков 95, 96 и 97, диаметр которых уменьшается при переходе от одного участка к другому и между которыми образовано два гнезда 98 и 99.
Верхние концы трубки 7 и соответственно втулки 100, закрепленной на конце тонкой трубки 19, герметично вставлены в гнезда 98 и 99.
Цилиндрическая вставка 94 размещена в гнезде 101, которое выполнено эксцентрично в цилиндрическом элементе 102, который снабжен внутренним буртиком 103. Когда вставка 94 ввернута в шток 6, буртик 103 неподвижно фиксируется между буртиком 104, который выполнен изнутри во вставке 94, и верхним ободком штока 6.
Вставка 94 имеет верхнюю резьбовую часть 105, которая выступает наружу вверх относительно верхней торцевой поверхности 106 элемента 102. Радиальный рычаг 67, который соединяет эту вставку со стойкой 63, и соединительная муфта 33, предназначенная для подсоединения участка 97 отверстия вставки к источнику сжатого воздуха, прикреплены к упомянутой резьбовой части 105; соответственно, упомянутый сжатый воздух посредством тонкой трубки 19 может быть подан непосредственно к проходным отверстиям 23а пуансона 13.
Предусматривается наличие двух параллельных глухих отверстий 107, 108, выполненных в элементе 102 и выведенных на торцевую поверхность 106; в упомянутые отверстия ввернуты две соединительные муфты 35, 36, подключаемые к магистралям подачи и отвода охлаждающей жидкости.
Отверстие 107 соединено с трубчатым каналом 20 посредством радиального отверстия 109 в элементе 102, кольцевой канавки 110, радиальных отверстий 111 и участка 96 отверстия вставки 94. Аналогичным образом, отверстие 108 соединено с трубчатым промежутком 8 посредством радиального отверстия 112 в элементе 102, канавки 113, радиальных отверстий 114 и участка 95 отверстия вставки 94, благодаря чему охлаждающая жидкость может подаваться в камеру 10 и может выводиться оттуда.
Чтобы избежать поворота цилиндрического элемента 102 и деталей, жестко соединенных с ним, в периферийной области элемента 102 между двумя глухими отверстиями 107, 108 имеется канавка 115, с которой взаимодействует стойка 116; упомянутая стойка прикреплена к блокирующему элементу 54 винтом 117. Канавка 115 и стойка 116 параллельны стволу 6, чтобы позволить ему перемещаться в осевом направлении, но предотвращать его поворачивание.
Существенным преимуществом варианта по фиг.5 и 6 является вертикальное расположение соединительных муфт 33, 35 и 36, что облегчает подключение источников охлаждающей жидкости и сжатого воздуха, а также позволяет упростить конструкцию.
В практическом выполнении изобретения пуансонная часть 1 и матричная часть 2 формы могут быть выполнены таким образом, чтобы можно было формовать любые колпачки как с пояском индикации вскрытия, так и без него.
Содержание итальянской патентной заявки № ВО 99А000583, из которой исходит приоритет данной заявки, включено в настоящее описание путем ссылки.

Изобретение касается устройства для производства пластиковых изделий, в частности пластмассовых колпачков для закрывания емкостей, содержащего формующие узлы, каждый из которых состоит из пуансонной и матричной частей. Пуансонная часть формы имеет пуансон, непосредственно в который подается сжатый воздух, который выходит через проходные отверстия так, чтобы вызвать отделение колпачка от пуансона и облегчить удаление колпачка. Формующие узлы размещены на карусели с возможностью вращения вокруг вертикальной оси. Пуансонная часть пресс-формы содержит цилиндрическую оболочку, которая жестко соединена с конструкцией вращающейся карусели и расположена коаксиально оси скольжения матричной части формы. Формующий пуансон содержит трубчатый ствол, который имеет нижнюю часть, образующую камеру и имеющую наружную поверхность такой формы, чтобы обеспечить внутреннее формование изделия. Нижняя часть трубчатого ствола снабжена проходными отверстиями, выходящими наружу и соединенными с источником сжатого воздуха. Внутри и вдоль трубки, размещенной в стволе, размещена тонкая трубка, образующая совместно с первой трубкой, трубчатый канал, соединенный с камерой. Цилиндрический промежуток и трубчатый канал соединены к подаче и отводу охлаждающей жидкости. Тонкая трубка соединена с подачей сжатого воздуха так, чтобы сжатый воздух проходил через проходные отверстия между наружной формующей поверхностью пуансона и изготовленным изделием для его снятия с нижней части. Технический результат использования устройства - обеспечить быстрое поступление и увеличить мощность воздушного потока, а также обеспечить надежное удаление изделий из формы. 4 з.п. ф-лы, 6 ил.
| WO 9609153 A1, 28.03.1996 | |||
| Устройство для изготовления цилиндрических пружин кручения с фасонными концами | 1976 |
|
SU654335A1 |
| US 4640673 A, 03.02.1987 | |||
| RU 2002685 C1, 15.11.1993. | |||

