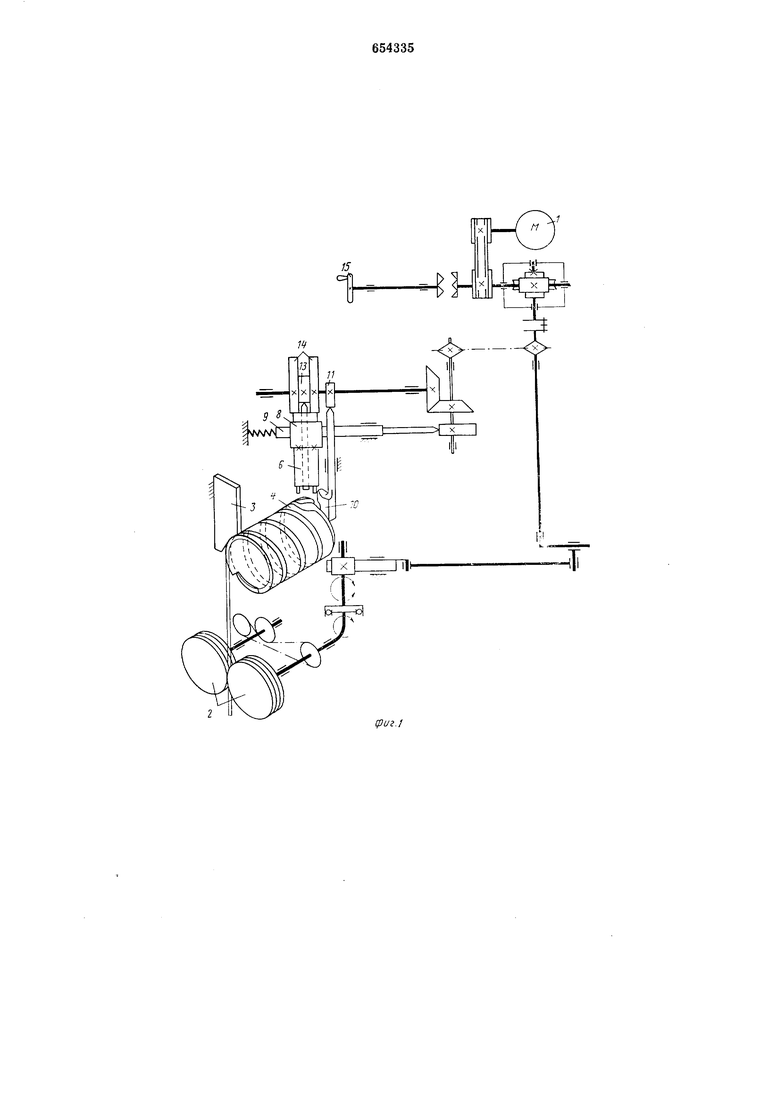
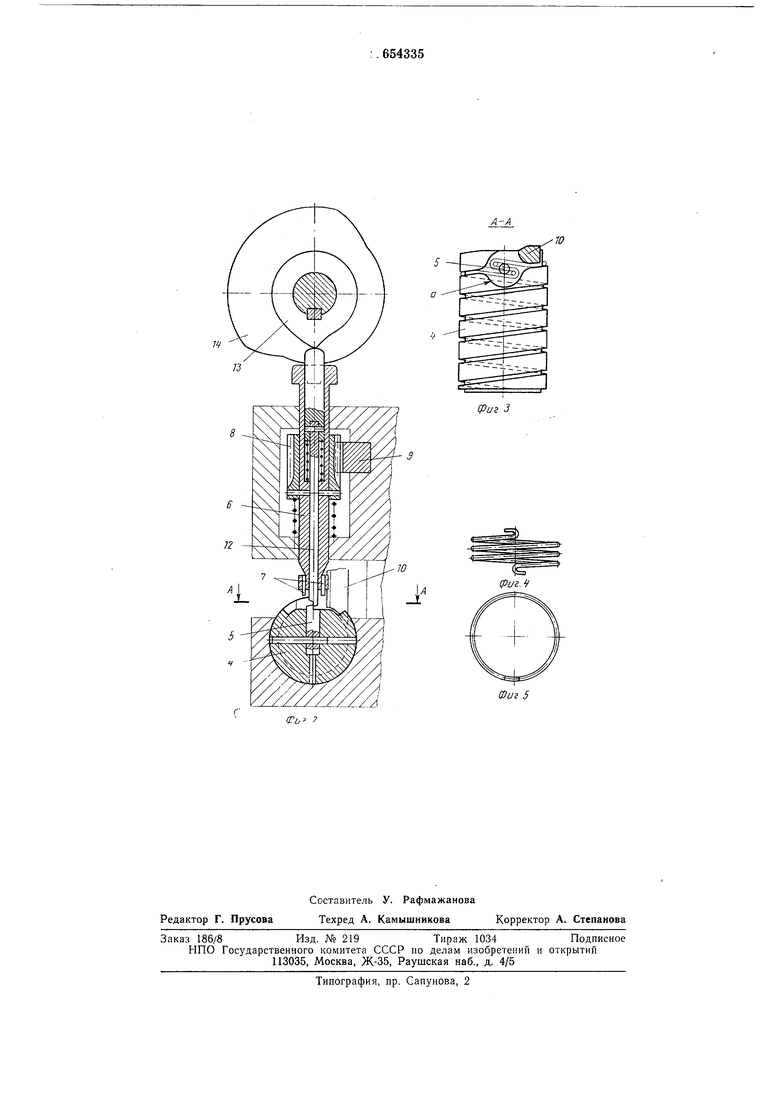
бочпой оправки 3 механизма безоправочаой навивки спирали, цилиндрического со спиральной канавкой расширителя 4, витков спирали, имеющего на боковой поверхности по центру канавки цилиндрическую выемку а, с расширенным выходом из нее спиральной канавки и с укрепленным в центре выемки, ниже уровня канавки пеподвижным ножом 5. Перпендикулярно оси расширителя 4 спирали установлен полый шток 6, имеющий на рабочем торце два диаметрально распололсенных формуюших элемента 7. На полом штоке 6 закреплен зубчатый венец 8, связанный через зубчатую рейку 9 с приводом. Ползун с фасонной рабочей частью 10 связан с приводом через кулачок 11. В полости полого штока 6 установлен стержень, несущий на торце отрезной нож 12. Стержень с подвижным отрезным ножом 12, а также полый шток 6 связаны с приводом через кулачки 13 и 14. Устройство имеет ручной привод 15 для наладки.
Устройство работает следуюшим образом.
Включением электромотора 1 механизм периодической подачи проволоки через валки 2 подает проволоку к оправке 3 механизма безоправочной навивки. Навитая цилиндрическая пружина с поджатыми витками направляется в спиральную канавку расширителя 4 витков, установленного между механизмом безоправочной навивки и механизмом формообразования концов пружины. Но канавке пружина проходит выемку а, подача проволоки прекращается. Нод действием кулачка И от привода ползун с фасонной рабочей частью 10 заполняет расширение канавки на выходе из выемки а, одновременно под действием кулачка 14, полый шток 6 входит своей рабочей частью в выемку а таким образом, что формующие элементы 7 становятся но обе стороны проходящего через выемку витка пружины. От привода через зубчатую рейку 9 и зубчатый венец 8 шток 6 получает вращательное движение и поворачивается на 200-250°, захватывая формующими элементами 7 виток , загибая ее в выемку а и получая из нее одновременно два зацепа. Носле этого от кулачка 13 получает движение стержень с подвижным ножом 12, который во взаимодействии с неподвижным ножом 5 отрезает пружину между образованными двумя зацепами. Далее щток 6 с формующими элементами 7 и подвижной нож 12 отходят в исходное положение. Одновременно отходит ползун
с фасонной рабочей частью 10, освобождая расширение канавки для выхода из выемки а зацепа пружины. Цикл повторяется. С каждым последующим циклом изготовляются два зацепа одновременно - последний от первой пружины, и первый-от второй пружины. Выталкивание готовой пружины осуществляется следующей пружиной. Ширина расширенной части спиральной канавки на выходе из проточки должна быть больше наружного диаметра зацепа пружины, чтобы обеспечить свободный выход готовой пружины. С изменением угла поворота нолого штока в указанных
пределах регулируется степень закрытия и общая форма зацепов в зависимости от пружинящих свойств проволоки.
При наличии контрольных систем устройство может служить автоматом.
Формула изобретения
Устройство для изготовления цилиндрических пружин кручения с фасонными концами, содержащее смонтированные на станине и имеющие привод механизм периодической подачи проволоки и механизмы безоправочной навивки, формообразования концов и отрезки пружины, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено жестко закрепленным на станине между механизмом безоправочной навивки и механизмом формообразования концов пружины
цилиндрическим расширителем витков пружины, имеющим на боковой поверхности спиральную канавку, на последнем витке которой выполнена цилиндрическая выемка с расширенным выходом из нее спиральной канавки, ниже уровня которой в центре выемки смонтирован неподвижный нож механизма отрезки, а механизм формообразования концов пружины состоит из полого штока, смонтированного на станине
перпендикулярно оси расширителя витков с возможностью врашательного и возвратно-поступательного перемещения и имеющего на рабочем торце два диаметрально расположенных формообразующих элемента, а также ползуна с фасонной торцовой частью, смонтированного на станине с возможностью возвратно-поступательного перемещения, при этом в полости штока установлен подвижный нож механизма отрезки.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 393009, кл. В 21Г 35/02, 1971.
7
АА
Фиг 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Устройство для навивки пружин с фасонными концами | 1985 |
|
SU1313550A1 |
| Устройство для изготовления резьбовых спиральных вставок | 1987 |
|
SU1447503A1 |
| Устройство для непрерывной навивки винтовых цилиндрических пружин растяжения с зацепами | 1985 |
|
SU1306630A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| СПОСОБ НАВИВКИ ПРУЖИН С ФИГУРНЫМИ КОНЦАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147964C1 |
| Устройство Бендикаса для изготовления колец | 1987 |
|
SU1523234A1 |
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| Устройство для навивки пружин | 1979 |
|
SU820987A1 |