Изобретение относится к области машиностроения и может найти применение при изготовлении паяных деталей компрессоров газотурбинных двигателей, сотовых панелей, редукторов и других деталей.
Известен припой на титановой основе следующего химического состава: Ti - 28% Ni - 12% Cu [Лакедемонский А.В., Хряпин В.Е. Справочник паяльщика. М.: Машиностроение, 1967 г., с.69].
Этот припой имеет относительно высокую температуру пайки (960-980)°С и большую эрозионную активность при пайке титана, что делает его непригодным для пайки тонкостенных конструкций.
Известен припой на титановой основе следующего химического состава: Ti - 15% Сu - 15% Ni [Shwarts M.M. Material Engineering, V.66, №7, 1967 г].
Припой имеет относительно высокую температуру плавления (870-980)°С и пайки (990-1000)°С, что делает его неприменимым для пайки тонкостенных деталей.
Известен также припой на основе титана, имеющий следующий химический состав: Ti - 42,5% Zr - 4% Ве [Патент ФРГ 1201663].
Недостатком известного припоя является высокое содержание высокотоксичного металла - бериллия.
Наиболее близким аналогом, взятым за прототип, является припой на основе титана, имеющий следующий химический состав, мас.%:
Цирконий 11-13
Никель 11-13
Медь 22-24
Титан Остальное
[Калин Б.А., Севрюков О.А., Федотов В.Т. и др. Сварочное производство №3, 2001 г., с.37].
Недостатками припоя-прототипа является повышенная температура пайки (960-970)°С, большие значения эрозии и значительное снижение пластичности основного материала после облуживания его припоем.
Технической задачей изобретения является снижение температуры пайки до 850°С, снижение эрозии, уменьшение снижения пластичности основного материала при облуживании припоем.
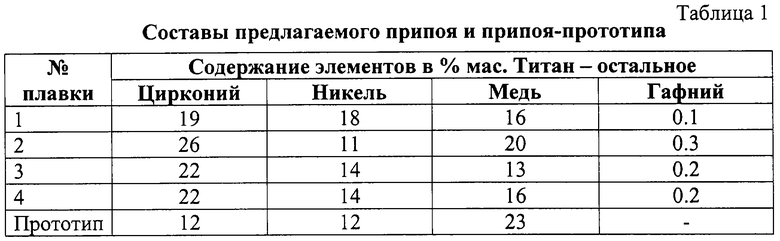
Для достижения технической задачи предложен припой на основе титана, включающий цирконий, никель, медь, который дополнительно содержит гафний, при следующем соотношении компонентов, мас.%:
Цирконий 19-26
Никель 11-18
Медь 13-20
Гафний 0,1-0,3
Титан Остальное
Введение гафния и заявленное соотношение компонентов обеспечивают снижение температуры пайки до 850°С при минимальной эрозии припоем основных материалов - титановых сплавов и уменьшение снижения пластичности основного материала при облуживании припоем.
Титановые сплавы имеют склонность к деформации при относительно небольших нагрузках при температурах выше 900°С. Поэтому применение даже относительно невысоких значений нагрузок, применяемых для прижима обшивок и сотоблоков, может привести к значительным деформациям сотоблока.
Все легирующие элементы, используемые в предлагаемом припое, являются стабилизаторами β-фазы и понижают температуру полиморфного превращения β→α в сплавах на основе титана. Зерна α-фазы при охлаждении всегда располагаются перпендикулярно поверхности контакта припой - основной материал. Между зернами α-фазы в виде игл выделяются пластинки интерметаллидов титана с медью и никелем. В припой, содержащий компоненты, в заявленных пределах вводится гафний, способствующий раздроблению интерметаллидных включений между иглами α-фазы в диффузионной зоне в основном материале по границе с припоем. Такая структура диффузионной зоны ослабляет охрупчивающее действие ее на пластичность основного материала.
Примеры осуществления
Предлагаемый припой выплавлялся в вакуумной индукционной печи в графитовом тигле. В таблице 1 представлены составы предлагаемого припоя (примеры 1-3) и припоя-прототипа (пример 4).
Свойства припоя в сравнении со свойствами прототипа представлены в таблице 2.
Температура плавления припоев определялась дифференциальным термическим анализом на установке ДТА-4.
Температура пайки устанавливалась при нагревах в вакуумной печи по пробам на капиллярность и растекаемость.
Эрозия определялась по уменьшению толщины основного материала (в мкм) - сплава ВТ1-0 в месте укладки припоя. Исходная толщина основного материала составляла 0,1 мм. Навеска припоев составляла 3,5 г и укладывалась в виде таблетки диаметром 10 мм. Припой использовался в виде порошка со связкой на основе акриловой смолы. Расплавление навески производилось при температуре пайки (таблица 2). Выдержка при этой температуре составляла 15 мин. Изменения толщины основного материала в месте укладки припоя определялась на шлифах, выполненных перпендикулярно плоскости основного материала посредине расплавленной навески припоя.
Определение влияния облуживания припоем на пластичность основного материала производилось на образцах из листов сплава ОТ4 толщиной 1 мм. Ширина рабочей части образца составляла 10 мм, длина 50 мм. Припои в виде аморфной ленты толщиной 50 мкм в 5 слоев наносились на всю поверхность рабочей части образца с одной стороны. Выдержка при температуре, соответствующей температуре пайки, составляла 15 мин. Результаты испытания образцов после облуживания представлены в таблице 2. При оценке площади сечения образцов толщина образцов определялась с учетом расплавленного припоя.
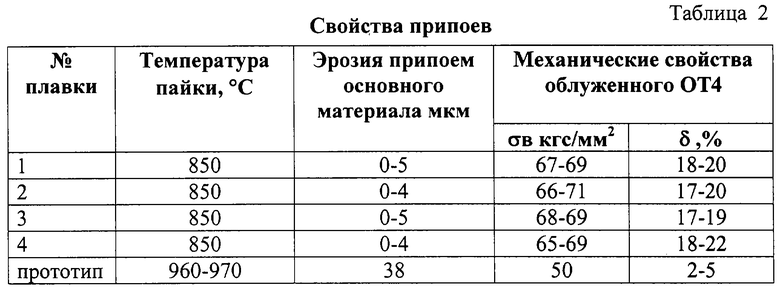
По данным таблицы видно, что предлагаемый припой имеет существенные преимущества перед прототипом. Температура пайки на 50°С ниже, чем у прототипа. Эрозия основного материала при использовании предлагаемого припоя в восемь раз меньше, чем у прототипа. Удлинение сплава ОТ4, используемого в качестве обшивок, в состоянии после термообработки по режиму пайки составляло 25-30%. Облуживание предлагаемым припоем снизило это удлинение до 17-22%, в то время как облуживание припоем-прототипом снижает удлинение до 2-5%. Таким образом, уменьшение снижения пластичности основного материала при облуживании предлагаемым припоем в 4-6 раз меньше. Удлинение, характеризующее пластичность основного материала, после облуживания сплава ОТ4 предлагаемым припоем в шесть раз выше, чем после облуживания прототипом.
Применение предлагаемого припоя при изготовлении тонкостенных конструкций сотовых панелей, теплообменников позволит снизить вес конструкций, повысить их надежность, снизить трудоемкость при их изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2273556C1 |
| Припой для пайки титана и его сплавов | 1988 |
|
SU1580722A1 |
| Способ соединения титана со сталью | 1989 |
|
SU1761411A1 |
| ПРИПОЙ НА ОСНОВЕ ТИТАНА ДЛЯ ПАЙКИ СПЛАВА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА НИОБИЯ | 2015 |
|
RU2600785C1 |
| Припой для пайки сплавов на основе тугоплавких металлов | 1990 |
|
SU1763135A1 |
| СПОСОБ ПАЙКИ ЦИРКОНИЯ С КОНСТРУКЦИОННЫМ МЕТАЛЛОМ | 1994 |
|
RU2074797C1 |
| Способ контактно-реактивной пайки | 1990 |
|
SU1743745A1 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ | 1992 |
|
RU2009241C1 |
| ПРИПОЙ НА ОСНОВЕ НИКЕЛЯ | 2004 |
|
RU2278011C1 |
| НАНОСТРУКТУРНЫЕ СИСТЕМЫ ПОКРЫТИЙ, КОМПОНЕНТЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352686C2 |
Изобретение может быть использовано при изготовлении паяных деталей компрессоров газотурбинных двигателей, сотовых панелей, редукторов и т.п. Припой на основе титана включает следующие компоненты, мас.%: цирконий 19-26; никель 11-18; медь 13-20; гафний 0,1-0,3; титан - остальное. Припой позволяет снизить температуру пайки до 850°С, уменьшить эрозию и снижение пластичности основного металла при облуживании его припоем. 2 табл.
Припой на основе титана, включающий цирконий, никель и медь, отличающийся тем, что он дополнительно содержит гафний при следующем соотношении компонентов, мас.%:
Цирконий 19-26
Никель 11-18
Медь 13-20
Гафний 0,1-0,3
Титан Остальное
| КАЛИН Б.А | |||
| и др | |||
| Сварочное производство | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU 509369 А, 05.04.1976 | |||
| Припой для пайки сплавов на основе тугоплавких металлов | 1990 |
|
SU1763135A1 |
| ТИТАНОВО-ЦИРКОНИЕВЫЙ СПЛАВ | 1993 |
|
RU2077601C1 |
| Способ получения абразивного материала | 1979 |
|
SU867917A1 |
