Изобретение относится к области пайки, преимущественно к способам пайки литейных жаропрочных никелевых сплавов, используемых при изготовлении узлов газотурбинных двигателей (ГТД).
Известно применение припоев, содержащих цирконий, гафний, титан, никель и кобальт для соединения металлов между собой и металлов с керамикой.
Паяные соединения никелевых сплавов в однородном сочетании, полученные этими припоями, характеризуются низкими пластичностью и жаропрочностью.
Наиболее близким по технической сущности к изобретению является способ диффузионной сварки, по которому между соединяемыми поверхностями помещают слой из металла, вступающего с никелем в контактно-реактивное плавление, прикладывают усилие сжатия и осуществляют нагрев до образования в контакте жидкой
фазы. В качестве материала, вступающего с никелем в контактное плавление, используют цирконий или его сплав с никелем и нагрев ведут до температур, превышающих температуру плавления цирконий-никелевого сплава, но ниже температуры плавления никелевого сплава.
Однако совмещенный нагрев прокладки циркония и никелевого сплава не обеспе- чивает пластичных и жаропрочных соединений. Это объясняется присутствием интерметаллидов, образующихся в паяном шве при контактно-реактивном плавлении и затрудняющих удаление жидкой фазы из стыка при сжатии. Длительная прочность паяных соединений литейных никелевых сплавов при 900°С имеет низкую стабильность результатов. Среднее значение 100- часовой прочности соединений не превышает 90% прочности основного материала. Это не удовлетворяет требованиям,
ч .N со
4
.&ь СП
предъявляемым к соединениям высокотемпературных узлов ГТД.
Целью изобретения является повышение жаропрочности паяных соединений в системах с интерметаллидами.
Поставленная цель достигается тем, что в предлагаемом способе нагрев соединяемых поверхностей и прокладки до температуры пайки осуществляют до сборки раздельно.
Регистрацию характера выделения теплоты в процессе пайки для заявляемого способа и прототипа проводили методом термического дифференциального анализа на установке ВДТА-8МЗ. Полученные термограммы приведены на фиг.2 (qi - способ- прототип; Q2 - предлагаемый способ). Выделяющееся тепло пропорционально площади под кривой термограммы. При этомд1 аг(фиг.2).
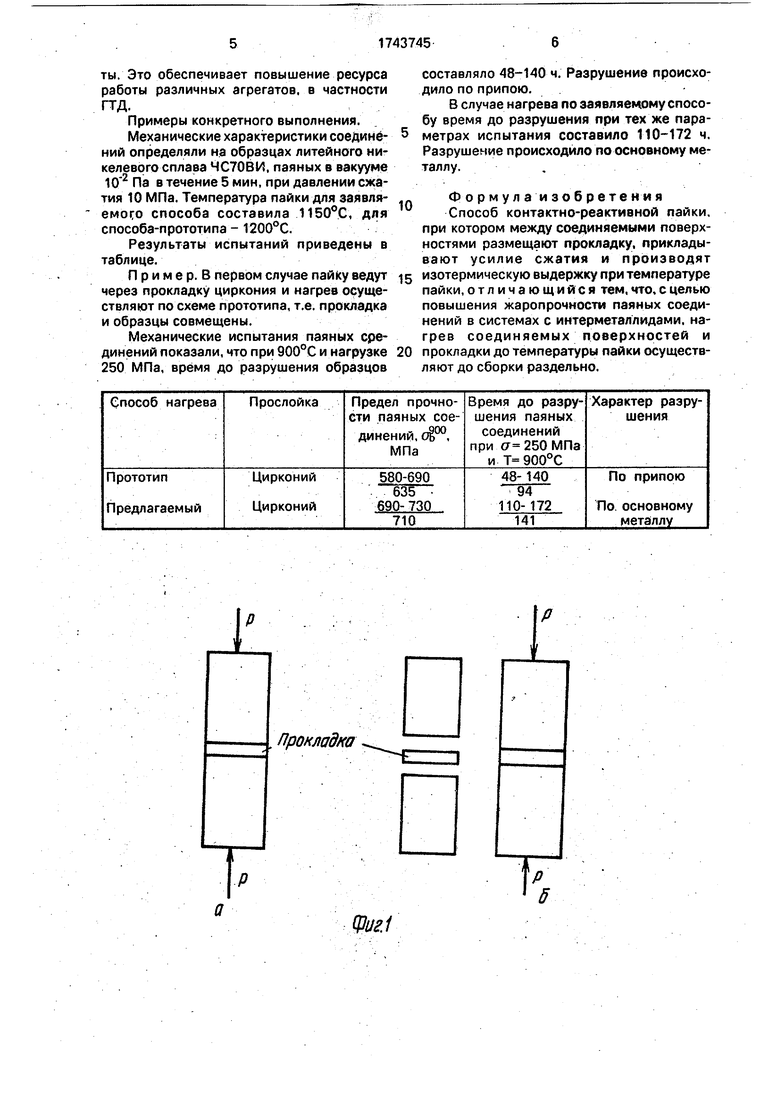
Для уяснения сути изобретения рассмотрим механизмы формирования паяных соединений по заявляемому способу и способу-прототипу (схема нагрева образцов представлена на фиг.1 , а - способ-прототип, б - предлагаемый способ).
При пайке по способу-прототипу припой формируется начиная с температуры 961°С и по мере повышения температуры претерпевает значительные изменения фазового и химического состава. При этом в интервале температур 960-1170°С выделяется значительное количество тепла, которое обусловливает экзотермический эффект реакции контактного плавления. Так как скорость нагрева образцов в процессе пайки по сравнению со скоростью контактного плавления достаточно мала, то выделяющееся дополнительное тепло равномерно распределяется по всему объему образцов и не оказывает существенного влияния на формирование соединения. Процессы фэзооб- разования носят равновесный характер, в связи с чем фазовый состав металла шва сплава ЧС70ВИ при температуре пайки 1200°С соответствует диаграммному и представляет собой твердый раствор никеля и некоторое количество интерметалли- дов на основе фазы NlsZr. Присутствие интерметаллидов в стыке препятствует полному удалению жидкой фазы (припоя) при сжатии, что способствует снижению пластичности и длительной прочности паяных соединений по сравнению с основным материалом.
При пайке по заявляемому способу соединяемые детали и прокладки циркония нагреваются вплоть до температуры пайки (Тп 1150°С) в разведенном состоянии. При такой схеме нагрева припой начинает фор
мироваться лишь в момент соприкосновения деталей с прокладкой, т.е. не при 961°С, а при 1150°С. Поскольку эффект экзотермической реакции зависит от свойств взаимодействующих материалов, то и в этом случае выделяется то же количество теплоты, что и при пайке по способу-прототипу. Однако момент его выделения мы сознательно смещаем в сторону температуры 1150°С. В этом случает тепло экзотермической реакции выделяется за значительно более короткий промежуток времени и с гораздо большей интенсивностью, что обеспечивает локальный перегрев в зоне соединения. Таким образом, схема пайки заявляемого способа существенно отличается от известного и соответствует критерию изобретения новизна.
Расчетная оценка и экспериментальная проверка данных показывает, что температура стыка в момент приведения во взаимодействие прокладки и основного металла повышается по сравнению с общей температурой на десятки и сотни градусов. В этих условиях процесс формирования носит неравновесный характер, когда подавляется образование промежуточных соединений
типа NiZnz, NiZr, и др., а наиболее устойчивое интерметаллидное соединение типа NisZr успевает раствориться в никелевой матрице соединяемого сплава. Это способствует формированию зоны соединения
без интерметаллидных составляющих со структурой и свойствами на уровне основного материала.
Таким образом, применение заявляемого способа позволяет за счет мгновенного
выделения тепла при взаимодействии предварительно разогретых основного металла и прокладки использовать дополнительный естественный источник нагрева зоны соединения, т.е. полезно использовать зкзотермический эффект контактного плавления в металлических системах с интерметаллидами. Это дает возможность осуществлять пайку при температурах более низких, чем у
известного способа, и предотвращать разупрочнение основного металла. Это подтверждают результаты механических испытаний,
Использование Л Т-эффекта контактного плавления в других областях также не обнаружено. Это позволяет сделать вывод о наличии критерия изобретения существенные отличия.
Предложенный способ можно использовать для соединения металлических систем, образующих между собой интерметаллидные соединения с выделени ем достаточно большого количества теплоты. Это обеспечивает повышение ресурса работы различных агрегатов, в частности ГГД.
Примеры конкретного выполнения.
Механические характеристики соединений определяли на образцах литейного никелевого сплава ЧС70ВИ, паяных в вакууме Па в течение 5 мин, при давлении сжатия 10 МПа. Температура пайки для заявляемого способа составила 1150°С, для способа-прототипа - 1200°С.
Результаты испытаний приведены в таблице.
П р и м е р. В первом случае пайку ведут через прокладку циркония и нагрев осуществляют по схеме прототипа, т.е. прокладка и образцы совмещены.
Механические испытания паяных сре- динений показали, что при 900°С и нагрузке 250 МПа, время до разрушения образцов
0
5
0
составляло 48-140 ч. Разрушение происходило по припою.
В случае нагрева по заявляемому способу время до разрушения при тех же параметрах испытания составило 110-172 ч. Разрушение происходило по основному металлу.
Формула изобретения Способ контактно-реактивной пайки, при котором между соединяемыми поверхностями размещают прокладку, прикладывают усилие сжатия и производят изотермическую выдержку при температуре пайки, отличающийся тем, что, с целью повышения жаропрочности паяных соединений в системах с интерметаллидами. нагрев соединяемых поверхностей и прокладки до температуры пайки осуществляют до сборки раздельно.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактно-реактивной пайки жаропрочных никелевых сплавов | 1988 |
|
SU1570864A1 |
| ПРИПОЙ НА ОСНОВЕ ТИТАНА ДЛЯ ПАЙКИ СПЛАВА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА НИОБИЯ | 2015 |
|
RU2600785C1 |
| СПОСОБ ПАЙКИ ДЕТАЛЕЙ, ОДНА ИЗ КОТОРЫХ ВЫПОЛНЕНА ИЗ КАРБИДА ТИТАНА ИЛИ СПЛАВОВ НА ЕГО ОСНОВЕ | 2004 |
|
RU2278007C2 |
| Припой для пайки жаропрочных никелевых сплавов | 1990 |
|
SU1743773A1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| Способ пайки углеграфитовых материалов с железосодержащими сплавами | 1981 |
|
SU986667A1 |
| Свеча зажигания газотурбинного двигателя | 2018 |
|
RU2678860C1 |
| ПРИПОЙ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ ТИПА "БЛИСК" | 2014 |
|
RU2560483C1 |
| Припой для пайки никелевых сплавов | 1990 |
|
SU1694367A1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2005 |
|
RU2281845C1 |

Использование: пайка литейных жаропрочных никелевых сплавов, используемых при изготовлении узлов газотурбинных двигателей. Сущность изобретения: соединяемые поверхности и прокладку, помещаемую между ними, нагревают раздельно до температуры пайки перед сборкой, производят сборку, прикладывают усилие сжатия и выдерживают при температуре пайки. 2 ил., 1 табл. (Л С
I
Прокладка
Т
а
Т
Фиг.1
Jf
Cnocoff лрото/т/м
Заяб/гяемыи
фиг. Z
