Изобретение относится к технологии получения изделий с помощью энергии взрыва и может быть использовано при изготовлении композиционных деталей и узлов космической техники, переходников энергетических установок, химическом аппаратостроении и т.д.
Известен способ плакирования металлических листов (патент РФ, №332996, В23Р 3/09, опубл. 21.3.72) путем приварки взрывом плакирующего листа к плакируемому, расположенных под углом друг к другу по их длине, с инициированием заряда взрывчатого вещества на плакирующем листе, при котором с целью повышения качества сварного соединения листы располагаются под углом также и по их ширине, отгибают нижний угол плакирующего листа в сторону плакирующего листа, заряд взрывчатого вещества инициируют из отогнутого угла, при этом высоту слоя взрывчатого вещества равномерно уменьшают по длине плакирующего листа от точки инициирования заряда, а в зоне инициирования заряда помещают более активное взрывчатое вещество.
Недостатками данного способа являются: при сварке метаемая пластина испытывает двойной перегиб, что неприемлемо для металлов с небольшим запасом пластичности, а также сложности при осуществлении локального плакирования небольших площадей, дороговизна применяемого взрывчатого вещества, необходимость наличия специально оборудованных территорий для проведения сварочно-взрывных работ.
Наиболее близким к изобретению является метод точечной сварки взрывом и средства для его осуществления при угловом расположении соединяемых листов (патент США, В 23 К 21/00, №3561097, опубл. 9.02.71), при котором листы собираются внахлестку (ширина перекрытия 50-75 мм), верхний лист устанавливают под углом 2,5-5° к горизонтально расположенному нижнему листу, заряды, имеющие диаметр 19 мм, толщину 12-13 мм, плотность 1,45 г/см3, располагаются на амортизирующей подкладке из эбонита (толщиной 13-15 мм), которая помещается на верхний лист.
Недостатками данного способа являются: возможность появления дефектов в центральной части сварного соединения, кроме того, как и в предыдущем случае, высокая стоимость взрывчатого вещества, необходимость наличия специально оборудованных территорий для сварочно-взрывных работ.
В связи с этим задачей предлагаемого изобретения является разработка нового способа получения композиционного материала, при котором использована новая технологическая схема размещения плакирующей и плакируемой пластин относительно друг друга с использованием нового способа преобразования энергии при взрыве заряда метательного взрывчатого вещества в энергию соударения свариваемых пластин, что создает необходимые условия для протекания пластических деформаций металла и формирования сварного соединения.
Техническим результатом настоящего изобретения является создание технологии получения металлического композиционного материала на базе новой технологической схемы размещения в стволе метательной установки заряда взрывчатого вещества плакирующей пластины, отделенной от заряда амортизирующей подкладкой, состоящей по крайней мере из трех слоев, причем слой, прилегающий к поверхности плакирующей пластины, выполняют из эластичного материала, средний слой - из неметаллического материала и верхний - из стали, под углом к плакирующей пластине. Данный комплекс мероприятий значительно удешевляет процесс сварки взрывом, позволяет защитить плакирующую заготовку от механических повреждений в процессе сварки и обеспечивает необходимые условия для протекания пластических деформаций металла и формирования сварного соединения с высокими эксплуатационными характеристиками.
Указанный технический результат достигается тем, что заявлен способ получения металлического композиционного материала путем приварки взрывом плакирующей пластины к расположенной с зазором под углом к ней плакируемой, при котором заряд взрывчатого вещества отделяют от поверхности плакирующей пластины амортизирующей подкладкой, состоящей, по крайней мере, из трех слоев, причем слой, прилегающий к поверхности плакирующей пластины, выполняют из эластичного материала толщиной 0,08-0,16 калибра ствола метательной установки, средний слой - из неметаллического материала плотностью не более 1,0 г/см3 и толщиной 0,2-0,3 калибра ствола метательной установки и верхний - из стали толщиной 0,01-0,02 калибра ствола метательной установки, плакируемую пластину устанавливают по отношению к плакирующей под углом γ, обеспечивающим при соударении реализацию скорости контакта Vk=(0,4-0,6)С0, где С0-скорость звука в свариваемом материале, и определяемым из соотношения  где Vc-скорость соударения пластин, а метание плакирующей пластины осуществляется давлением газов, образующихся при сгорании в стволе метательной установки порохового заряда, масса которого выбрана из условия реализации скоростей соударения Vc, обеспечивающих в зоне соединения величину энергии, затрачиваемой на пластическую деформацию металла, в диапазоне от
где Vc-скорость соударения пластин, а метание плакирующей пластины осуществляется давлением газов, образующихся при сгорании в стволе метательной установки порохового заряда, масса которого выбрана из условия реализации скоростей соударения Vc, обеспечивающих в зоне соединения величину энергии, затрачиваемой на пластическую деформацию металла, в диапазоне от  до
до  где НВ - твердость по Бринелю более мягкого из свариваемых материалов (МПа), δ-относительное удлинение более мягкого из свариваемых материалов (%).
где НВ - твердость по Бринелю более мягкого из свариваемых материалов (МПа), δ-относительное удлинение более мягкого из свариваемых материалов (%).
В таких условиях обеспечиваются благоприятные условия для протекания пластических деформаций металла и формирования сварного соединения с высокими эксплуатационными и служебными характеристиками.
Предложено использовать амортизирующую подкладку, состоящую, по крайней мере, из трех слоев с целью защиты поверхности от механических повреждений и стабилизации движения плакирующей пластины.
Слой, прилегающий к поверхности плакирующей пластины, выполняют из эластичного материала, например резины, с целью уплотнения канала ствола метательной установки от проникновения пороховых газов перед плакирующей пластиной и защиты последней от повреждений, толщиной 0,08-0,16 калибра ствола метательной установки. При толщине слоя менее 0,08 калибра ствола метательной установки не обеспечивается надлежащая защита поверхности и надежное уплотнение канала метательной установки. При этом после сварки на поверхности плакировки могут оставаться вмятины, дефекты и трещины. При выполнении слоя из эластичного материала толщиной, превышающей 0,16 калибра ствола метательной установки, возникает потребность в неоправданном увеличении массы порохового заряда взрывчатого вещества, что влечет за собой удорожание способа сварки.
Средний слой амортизирующей подкладки изготавливается из неметаллического материала плотностью не более 1,0 г/см3 и толщиной 0,2-0,3 калибра ствола метательной установки и представляет собой по сути стабилизатор движения плакирующей пластины, препятствующий ее перекосу в канале ствола метательной установки и при ее полете. Выполнение среднего слоя из материала плотностью, превышающей 1,0 г/см3, приводит к неоправданному увеличению порохового заряда, что влечет за собой нежелательные последствия удорожания способа сварки. В случае когда толщина среднего слоя меньше 0,2 калибра ствола метательной установки, эффективная стабилизация движения плакирующей пластины не обеспечивается. Увеличение толщины среднего слоя свыше 0,3 калибра ствола метательной установки приводит к соответствующему неоправданному увеличению массы порохового заряда взрывчатого вещества.
Верхний слой амортизирующей подкладки выполняется из стали, например Ст3, и предохраняет два предыдущих слоя амортизирующей подкладки от разрушения в зоне высоких температур продуктов горения, толщиной 0,01-0,02 калибра ствола метательной установки. При выполнении верхнего слоя толщиной менее 0,01 калибра ствола метательной установки эффективная защита от механических повреждений не обеспечивается, а увеличение толщины более 0,02 калибра ствола метательной установки ведет к увеличению массы порохового заряда.
Таким образом, амортизирующая подкладка, выполненная по крайней мере из трех слоев, позволяет защитить поверхность от механических повреждений и стабилизировать движение плакирующей пластины, что позволяет получить металлический композиционный материал с высокими эксплуатационными характеристиками.
Предложено размещать плакируемую пластину к плакирующей под углом γ, обеспечивающим при соударении реализацию скорости контакта Vk=(0,4-0,6)C0, где С0-скорость звука в свариваемом материале, и определяемым из соотношения  где Vc - скорость соударения пластин, что обеспечивает условия для протекания пластических деформаций металла и формирования сварного соединения с высокими эксплуатационными свойствами.
где Vc - скорость соударения пластин, что обеспечивает условия для протекания пластических деформаций металла и формирования сварного соединения с высокими эксплуатационными свойствами.
В случае когда скорость контакта Vk меньше 0,4 С0, пластические деформации металла, ведущие к образованию сварного соединения, не происходят. Превышение Vk предела 0,6С0 приводит к тому, что в результате излишней энергии, затрачиваемой на пластические деформации, в зоне соединения могут образовываться оплавы и дефекты, резко снижающие качество композиционного материала.
Предложено использовать метание плакирующей пластины за счет давления газов, образующихся при сгорании в стволе метательной установки порохового заряда, масса которого выбрана из условия реализации скоростей соударения Vc, обеспечивающих в зоне соединения величину энергии, затрачиваемой на пластическую деформацию металла, рассчитываемую по зависимости
где  - усредненная единичная масса свариваемых пластин, где ρ1 и ρ2 - плотности плакирующей и плакируемой пластин соответственно, δ1 и δ2 - толщины плакирующей и плакируемой пластин соответственно, и лежащую в диапазоне от
- усредненная единичная масса свариваемых пластин, где ρ1 и ρ2 - плотности плакирующей и плакируемой пластин соответственно, δ1 и δ2 - толщины плакирующей и плакируемой пластин соответственно, и лежащую в диапазоне от
 до
до  . Использование в качестве взрывчатого вещества пороха значительно удешевляет предложенный способ получения композиционного материала.
. Использование в качестве взрывчатого вещества пороха значительно удешевляет предложенный способ получения композиционного материала.
В случае, когда скорость соударения мала настолько, что энергия, затрачиваемая на пластическую деформацию, меньше величины  равнопрочное сварное соединение материалов не образуется вследствие малых пластических деформаций. Излишне высокая скорость соударения, обеспечивающая превышение величины энергии
равнопрочное сварное соединение материалов не образуется вследствие малых пластических деформаций. Излишне высокая скорость соударения, обеспечивающая превышение величины энергии  ведет к образованию дефектов и оплавов в зоне сварного соединения, а следовательно, качественное сварное изделие получить не представляется возможным.
ведет к образованию дефектов и оплавов в зоне сварного соединения, а следовательно, качественное сварное изделие получить не представляется возможным.
На чертеже изображена схема сварки взрывом металлического композиционного материала перед инициированием заряда взрывчатого вещества.
Предлагаемый способ получения металлического композиционного материала осуществляется в следующей последовательности. Очищают поверхности свариваемых заготовок от окислов и загрязнений. Берут плакирующую пластину 1, амортизирующую подкладку, состоящую из слоя эластичного материала 2, например, из резины, слоя из неметаллического материала 3, например из древесноволокнистой плиты, и слоя из стали 4, склеивают их между собой. Полученную таким образом плакирующую пластину в сборе с амортизирующей подкладкой размещают в стволе метательной установки 5. Берут плакируемую пластину 6 и размещают ее в песчаном грунте 7 под углом γ к плакирующей пластине, как показано на чертеже. Угол γ рассчитывают по формуле 
где  - скорость соударения пластин, обеспечивающая в зоне соединения величину энергии, затрачиваемой на пластическую деформацию металла, в диапазоне от
- скорость соударения пластин, обеспечивающая в зоне соединения величину энергии, затрачиваемой на пластическую деформацию металла, в диапазоне от
 до
до  Размещают над амортизирующей подкладкой 2-4 в стволе метательной установки 5 пороховой заряд и инициируют его. В результате получают металлический композиционный материал с высоким качеством сварки металлов.
Размещают над амортизирующей подкладкой 2-4 в стволе метательной установки 5 пороховой заряд и инициируют его. В результате получают металлический композиционный материал с высоким качеством сварки металлов.
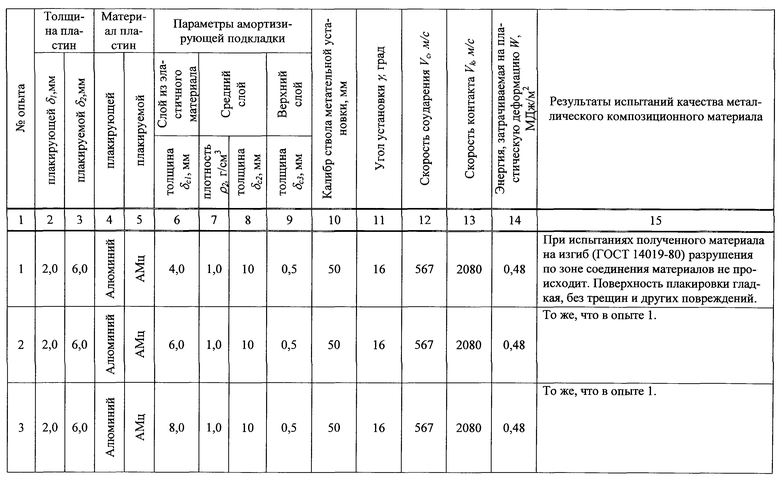
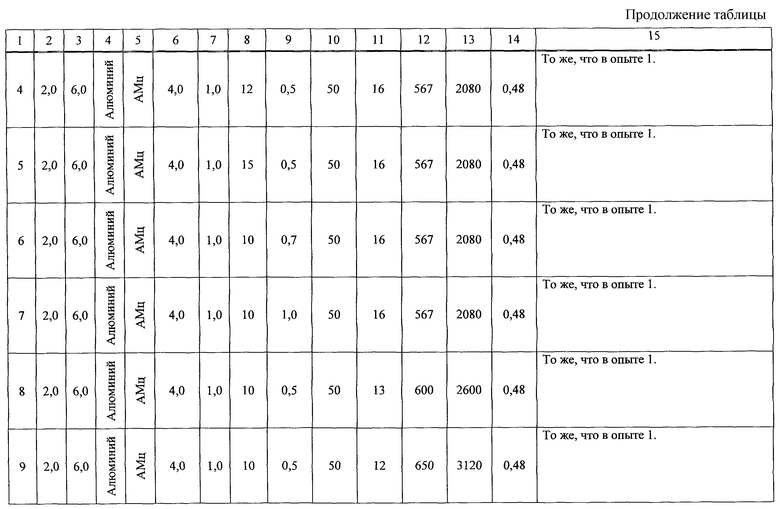
Пример 1 (см. таблицу, опыт №1).
Плакирующую пластину в виде диска изготавливали из алюминия. Диаметр диска 50 мм, его толщина δ1=2,0 мм. Слой из эластичного материала изготавливали из технической резины диаметром 50 мм, толщина δc1=4,0 мм, что составляет 0,08 калибра ствола метательной установки (калибр ствола метательной установки - 50 мм). Слой из неметаллического материала изготавливали диаметром 50 мм из древесноволокнистой плиты, толщина 0,2 калибра ствола метательной установки δc2=10 мм, плотность ρc2=1,0 г/см2. Верхний слой изготавливали из стали Ст3 диаметром 50 мм, толщиной 0,01 калибра ствола метательной установки δc3=0,5 мм. Склеивали между собой клеем "Момент" плакирующую пластину и три слоя амортизирующей подкладки. Полученную плакирующую пластину в сборе с амортизирующей подкладкой размещали в стволе метательной установки, имеющей внутренний диаметр 50 мм. Энергия, затрачиваемая на пластическую деформацию для данных материалов составляет  Тогда скорость соударения равна
Тогда скорость соударения равна 
где усродненная единичная масса равна  , а скорость контакта Vk=0,4С0=0,4·5200=2080 м/с.Устанавливали в песчаном грунте опору из древесностружечной плиты диаметром 70 мм, толщиной 7,0 мм под углом
, а скорость контакта Vk=0,4С0=0,4·5200=2080 м/с.Устанавливали в песчаном грунте опору из древесностружечной плиты диаметром 70 мм, толщиной 7,0 мм под углом  к плакирующей пластине. На опору помещалась плакируемая пластина, изготовленная из сплава АМц, толщиной δ2=6,0 мм. Размещали над плакирующей пластиной в стволе метательной установки пороховой заряд, в качестве которого использовали бездымный порох "Сунар", и инициировали его. Контроль скорости плакирующей пластины осуществляли электроконтактным измерительным устройством с использованием измерителя временных интервалов ЧЗ-34.
к плакирующей пластине. На опору помещалась плакируемая пластина, изготовленная из сплава АМц, толщиной δ2=6,0 мм. Размещали над плакирующей пластиной в стволе метательной установки пороховой заряд, в качестве которого использовали бездымный порох "Сунар", и инициировали его. Контроль скорости плакирующей пластины осуществляли электроконтактным измерительным устройством с использованием измерителя временных интервалов ЧЗ-34.
В результате получали металлический композиционный материал с высоким качеством сварки алюминия со сплавом АМц. При испытаниях образцов полученных изделий на изгиб (ГОСТ 14019-80) разрушения по зоне соединения алюминия со сплавом АМц не происходит. Поверхность стальной плакировки гладкая, без трещин и других повреждений.
Пример 2 (см. таблицу, опыт №2).
То же, что и в примере 1, но внесены следующие изменения. Слой из эластичного материала изготавливали толщиной 0,12 калибра ствола метательной установки δc1=6,0 мм.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 3 (см. таблицу, опыт №3).
То же, что и в примере 1, но внесены следующие изменения. Слой из эластичного материала изготавливали толщиной 0,16 калибра ствола метательной установки δc1=8,0 мм.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
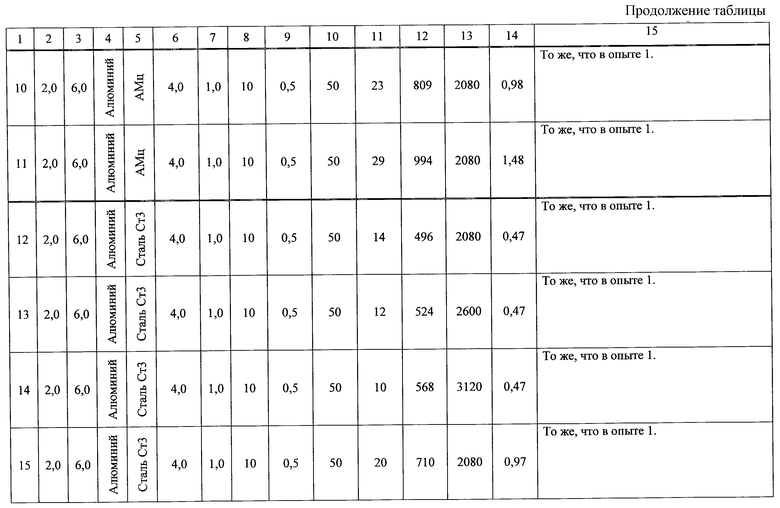
Пример 4 (см. таблицу, опыт №4).
То же, что и в примере 1, но внесены следующие изменения. Слой из неметаллического материала изготавливали толщиной 0,24 калибра ствола метательной установки δc2=12 мм.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 5 (см. таблицу, опыт №5).
То же, что и в примере 1, но внесены следующие изменения. Слой из неметаллического материала изготавливали толщиной 0,3 калибра ствола метательной установки δc2=15 мм.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 6 (см. таблицу, опыт №6).
То же, что и в примере 1, но внесены следующие изменения. Верхний слой изготавливали толщиной 0,014 калибра ствола метательной установки δc3=0,7 мм.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 7 (см. таблицу, опыт №7).
То же, что и в примере 1, но внесены следующие изменения. Верхний слой изготавливали 0,02 калибра ствола метательной установки толщиной δc3=1,0мм.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 8 (см. таблицу, опыт №8).
То же, что и в примере 1, но внесены следующие изменения. Скорость контакта Vk=0,5С0=0,5·5200=2600 м/с, скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей  Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 9 (см. таблицу, опыт №9).
То же, что и в примере 1, но внесены следующие изменения. Скорость контакта Vk=0,6С0=0,6·5200=3120 м/с, скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
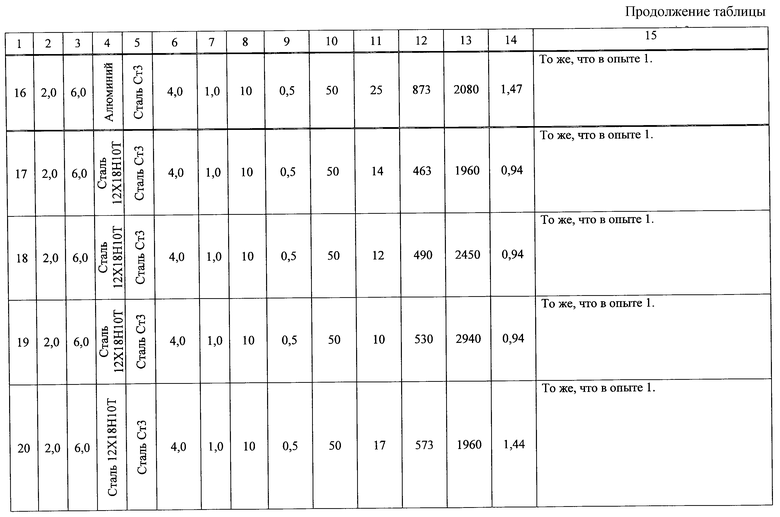
Пример 10 (см. таблицу, опыт №10).
То же, что и в примере 1, но внесены следующие изменения. Энергия, затрачиваемая на пластическую деформацию, выбирается в диапазоне от  до
до  равной
равной  скорость контакта Vk=0,4С0=0,4·5200=2080 м/с. Тогда скорость соударения
скорость контакта Vk=0,4С0=0,4·5200=2080 м/с. Тогда скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей  .
.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 11 (см. таблицу, опыт №11).
То же, что и в примере 1, но внесены следующие изменения. Энергия, затрачиваемая на пластическую деформацию, выбирается в диапазоне от  до
до  равной
равной  Тогда скорость соударения
Тогда скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей  Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Результаты получения металлического композиционного материала алюминий со сплавом АМц те же, что в примере 1.
Пример 12 (см. таблицу, опыт №12).
То же, что и в примере 1, но внесены следующие изменения. Плакируемая пластина изготавливалась из стали Ст3. Энергия, затрачиваемая на пластическую деформацию для данных материалов составляет  Скорость контакта Vk=0,4С0=0,4·5200=2080 м/с. Тогда скорость соударения равна
Скорость контакта Vk=0,4С0=0,4·5200=2080 м/с. Тогда скорость соударения равна  Плакируемую пластину устанавливали под углом
Плакируемую пластину устанавливали под углом  к плакирующей пластине.
к плакирующей пластине.
Пример 13 (см. таблицу, опыт №13).
То же, что и в примере 12, но внесены следующие изменения. Скорость контакта Vk=0,5С0=0,5·5200=2600 м/с, скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 12.
Пример 14 (см. таблицу, опыт №14).
То же, что и в примере 12, но внесены следующие изменения. Скорость контакта Vk=0,6С0=0,6·5200=3120 м/с, скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 12.
Пример 15 (см. таблицу, опыт №15).
То же, что и в примере 12, но внесены следующие изменения. Энергия, затрачиваемая на пластическую деформацию, выбирается в диапазоне от  до
до  равной 0,97
равной 0,97  Тогда скорость соударения
Тогда скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 12.
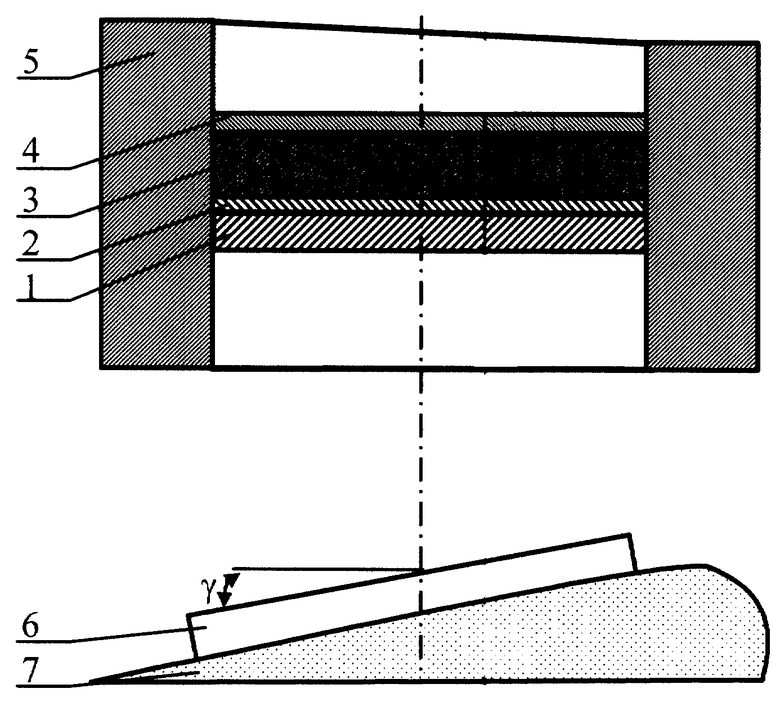
Пример 16 (см. таблицу, опыт №16).
То же, что и в примере 12, но внесены следующие изменения. Энергия, затрачиваемая на пластическую деформацию, выбирается в диапазоне от  до
до 
равной 1,47  Тогда скорость соударения
Тогда скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 12.
Пример 17 (см. таблицу, опыт №17).
То же, что и в примере 1, но внесены следующие изменения. Плакирующая пластина изготавливалась из стали 12Х18Н10Т, а плакируемая - из стали Ст3. Энергия, затрачиваемая на пластическую деформацию для данных материалов, составляет  Скорость контакта Vk=0,4C0=0,4·4900=1960 м/с, Тогда скорость соударения равна
Скорость контакта Vk=0,4C0=0,4·4900=1960 м/с, Тогда скорость соударения равна  Плакируемую пластину устанавливали под углом
Плакируемую пластину устанавливали под углом  к плакирующей пластине.
к плакирующей пластине.
В результате получали металлический композиционный материал с высоким качеством сварки стали 12Х18Н10Т со сталью Ст3. При испытаниях образцов полученных изделий на изгиб (ГОСТ 14019-80) разрушения по зоне соединения стали 12Х18Н10Т со сталью Ст3 не происходит. Поверхность стальной плакировки гладкая, без трещин и других повреждений.
Пример 18 (см. таблицу, опыт №18).
То же, что и в примере 17, но внесены следующие изменения. Скорость контакта Vk=0,5C0=0,5·4900=2450 м/с, скорость соударения
 угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 17.
Пример 19 (см. таблицу, опыт №19).
То же, что и в примере 17, но внесены следующие изменения. Скорость контакта Vk=0,6C0=0,6·4900=2940 м/с, скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 17.
Пример 20 (см. таблицу, опыт №20).
То же, что и в примере 17, но внесены следующие изменения. Энергия, затрачиваемая на пластическую деформацию, выбирается в диапазоне от  до
до  равной
равной  Тогда скорость соударения
Тогда скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 17.
Пример 21 (см. таблицу, опыт №21).
То же, что и в примере 17, но внесены следующие изменения. Энергия, затрачиваемая на пластическую деформацию, выбирается в диапазоне от  до
до  равной 1,94
равной 1,94  Тогда скорость соударения
Тогда скорость соударения  угол установки плакируемой пластины относительно плакирующей
угол установки плакируемой пластины относительно плакирующей 
Результаты получения металлического композиционного материала алюминий со сталью Ст3 те же, что в примере 17.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующих условий:
- способ получения металлического композиционного материала, предназначенный для изготовления композиционных деталей и узлов космической техники, переходников энергетических установок, химическом аппаратостроении и т.д. обеспечил получение высококачественного композиционного металлического материала, при этом при испытаниях образцов сваренных материалов на изгиб (ГОСТ 14019-80) обеспечивается высокая прочность сцепления металлических слоев, при этом на поверхности плакировки отсутствуют вмятины, трещины и другие повреждения;
- для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеизложенных технологических приемов, условий его реализации;
- способ получения металлического материала, воплощенный в заявленном изобретении, при его осуществлении обеспечивает получение усматриваемого заявителем достигаемого технического результата. Следовательно, заявленное изобретение соответствует требованию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 2003 |
|
RU2240205C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА СТАЛЬ-МЕДЬ | 2003 |
|
RU2239528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| Способ получения жаростойкого покрытия на поверхностях титановой пластины | 2023 |
|
RU2807245C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |
| Способ получения износостойких покрытий на поверхностях титановой пластины | 2018 |
|
RU2688792C1 |
| Способ получения износостойкого покрытия на поверхности титановой пластины | 2018 |
|
RU2688791C1 |
| Способ получения медно-никелевого покрытия на поверхностях титановой пластины | 2018 |
|
RU2700441C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ПЛАСТИН ИЗ МЕДИ И МАГНИЕВОГО СПЛАВА | 2018 |
|
RU2679814C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807248C1 |

Изобретение может быть использовано при изготовлении композиционных деталей и узлов космической техники, переходников энергетических установок в химическом аппаратостроении и т.д. Плакируемую пластину устанавливают по отношению к плакирующей под углом γ, обеспечивающим при соударении реализацию скорости контакта Vk=(0,4-0,6)С0. Заряд взрывчатого вещества отделяют от поверхности плакирующей пластины амортизирующей подкладкой. Метание плакирующей пластины осуществляют давлением газов, образующихся при сгорании в стволе метательной установки порохового заряда. Масса заряда выбрана из условия реализации скоростей соударения Vc, обеспечивающих в зоне соединения необходимую величину энергии, затрачиваемой на пластическую деформацию металла. Способ значительно удешевляет процесс сварки взрывом, позволяет защитить плакирующую заготовку от механических повреждений в процессе сварки и обеспечивает необходимые условия для протекания пластических деформаций металла и формирования сварного соединения с высокими эксплуатационными характеристиками. 1 ил., 1 табл.
Способ получения композиционного материала путем приварки взрывом плакирующей пластины к расположенной с зазором под углом к ней плакируемой, при котором заряд взрывчатого вещества отделяют от поверхности плакирующей пластины амортизирующей подкладкой, отличающийся тем, что подкладку выполняют композиционной, состоящей по крайней мере из трех слоев, причем слой, прилегающий к поверхности плакирующей пластины, выполняют из эластичного материала толщиной 0,08-0,16 калибра ствола метательной установки, средний слой - из неметаллического материала плотностью не более 1,0 г/см3 и толщиной 0,2-0,3 калибра ствола метательной установки и верхний - из стали толщиной 0,01-0,02 калибра ствола метательной установки, плакируемую пластину устанавливают по отношению к плакирующей под углом γ, обеспечивающим при соударении реализацию скорости контакта Vk=(0,4-0,6)С0, где С0 - скорость звука в свариваемом материале, и определяемым из соотношения

где Vc - скорость соударения пластин,
а метание плакирующей пластины осуществляется давлением газов, образующихся при сгорании в стволе метательной установки порохового заряда, масса которого выбрана из условия реализации скоростей соударения Vc, обеспечивающих в зоне соединения величину энергии, затрачиваемой на пластическую деформацию металла, в диапазоне от  до
до  ,
,
где НВ - твердость по Бринелю более мягкого из свариваемых материалов (МПа),
δ - относительное удлинение более мягкого из свариваемых материалов (%).
| US 3561097 A, 09.02.1971.RU 2116178 C1, 27.07.1998.RU 2174458 C1, 10.10.2001.SU 332996 A, 23.05.1972.US 3730425 А, 01.05.1973. |

