Изобретение относится к технологии получения сверхпроводящих изделий с помощью энергии взрывчатых веществ и может быть использовано в радиоэлектронной и электротехнической промышленности при изготовлении распыляемых мишеней, применяемых в условиях магнетронного и лазерного распыления, деталей электрических машин и т.п.
Известен способ получения композиционных сверхпроводящих изделий с внутренней полостью сваркой взрывом на основе порошка сверхпроводящей керамики состава YВа2Сu3O7-х, стали, латуни и меди, при котором устанавливают соосно медный трубчатый полостеобразующий элемент с удаляемым наполнителем и наружную стальную оболочку, в зазор между ними засыпают порошок сверхпроводящего материала и инициируют заряд взрывчатого вещества, расположенный на наружной оболочке, при этом для повышения прочности трубчатого полостеобразующего элемента, между его наружной поверхностью и слоем порошка сверхпроводящего материала помещают металлическую трубчатую упрочняющую прослойку из высокоэлектропроводного металла - латуни с внутренним диаметром большим наружного диаметра полостеобразующего элемента. При осуществлении способа используют взрывчатое вещество со скоростью детонации 2400-3520 м/с, а процесс ведут при заданном соотношении удельных масс взрывчатого вещества и элементов схемы прессования (патент РФ №1732572, М. кл. 5 В 23 К 20/08, опубл. 20.06.97 в БИ 17/97).
Недостатком этого способа является схема установки заряда взрывчатого вещества на наружной поверхности стальной оболочки, что при его детонации может приводить к повреждению поверхности металла и снижению качества изделий. Кроме того, в схеме сварки взрывом предусмотрено использование металлоемкого конуса, который после сварки идет в отходы, а это, в свою очередь, увеличивает расход металла в расчете на одно получаемое изделие, что ограничивает технологические области применения данного способа.
Наиболее близким по технологическому уровню и достигаемому результату является способ получения сверхпроводящих изделий из порошка, при котором осуществляют загрузку порошка сверхпроводящего материала в контейнер, его герметизацию посредством боковой оболочки и пластин, расположенных с нижней и верхней сторон слоя и инициирование заряда взрывчатого вещества, при этом один или несколько контейнеров располагают между стальным основанием и метаемой пластиной на равном расстоянии от них в слое пористой передающей среды из труднопрессуемого порошка. Герметизирующие пластины контейнеров выполняют из стали, боковую оболочку каждого контейнера, удаляемую после взрывного воздействия, из высокопластичного металла - свинца, а процесс осуществляют при скорости детонации взрывчатого вещества в пределах 3600-4400 м/с и при заданном соотношении удельных масс элементов схемы прессования (патент РФ №2120350, М. кл. 6 B 22 F 3/08, опубл. 20.10.98 в БИ 29/98).
Недостатком данного способа является использование в схеме получения сверхпроводящих изделий пористой передающей среды в виде песка, что в процессе взрывного прессования приводит к значительным затратам энергии взрыва на дробление твердых частиц песка, и как следствие этого, в контейнере с прессуемым порошком возникают импульсы давления сравнительно небольшой величины и, поэтому, плотность прессовок из порошка сверхпроводящего материала составляет всего лишь 85-95% от теоретического значения, что не вполне удовлетворяет современным требованиям радиоэлектронной и электротехнической промышленности. Кроме того, в схеме сварки используется боковая оболочка контейнера из малопрочного материала - свинца, удаляемая после взрывного воздействия, что в свою очередь, способствует нарушению электрического контакта между верхней и нижней металлическими пластинами, а это ограничивает области применения получаемых изделий.
В связи с этим важнейшей задачей является создание нового способа получения сверхпроводящих изделий из порошка на базе новой технологической схемы, сочетающей в едином технологическом процессе взрывного воздействия прессование порошка сверхпроводящего материала до плотности, близкой к предельной, формирование электрических контактов и герметизацию контейнера посредством сварки взрывом за счет нового способа преобразования кинетической энергии метаемого элемента - цилиндрического ударника с обеспечением надежного соединения плакирующей заготовки с стальным контейнером и пуансоном в виде медного диска и передачей ее остальным элементам схемы прессования, что создает новые технологические условия воздействия на прессуемый объем, тем самым обеспечивается повышенная плотность сверхпроводящего материала с обеспечением надежного электрического контакта между сверхпроводником и пуансоном в виде медного диска и надежной сваркой плакирующей заготовки в виде медного диска с стальным контейнером и пуансоном в виде медного диска.
Техническим результатом заявленного способа является создание новой технологии получения композиционных сверхпроводящих изделий из порошка на базе новой технологической схемы получения композиционных сверхпроводящих изделий с повышенной плотностью сверхпроводящего слоя на основе взаимного размещения стального контейнера с прессуемым порошком сверхпроводящего материала в единой технологической схеме относительно продольной оси канала ствола порохового метательного устройства, что обеспечило новые принципы передачи кинетической энергии цилиндрического ударника из высокопластичного металла к свариваемым заготовкам при получении сверхпроводящих изделий с повышенными эксплутационными характеристиками, при этом в свариваемой заготовке возникает благоприятная структура импульсов давления и тем самым достигается высокая плотность сверхпроводящего материала, достигающая 94-96% от теоретического значения, отсутствие расслоений и трещин в сверхпроводящем слое, надежная герметизация контейнера в процессе прессования и в стадии разгрузки сжатой системы посредством высококачественной сварки плакирующей заготовки в виде медного диска со стальным контейнером и медным пуансоном, обеспечение надежного электрического контакта между спрессованным сверхпроводящим материалом и окружающим его металлом.
Указанный технический результат достигается тем, что заявлен способ получения композиционных сверхпроводящих изделий из порошка, включающий загрузку и герметизацию прессуемого порошка сверхпроводящего материала в контейнере с последующим инициированием заряда взрывчатого вещества, при котором берут стальной контейнер с цилиндрической внутренней полостью, в котором размещают прессуемый порошок сверхпроводящего материала с последующей герметизацией посредством пуансона в виде медного диска, и размещают полученную заготовку на стальной опоре, установленной в песчаном грунте под углом к продольной оси канала ствола порохового метательного устройства, равным 78-80°, затем собирают пакет под сварку взрывом из плакирующей заготовки в виде медного диска, предварительно соединенной с демпфирующей прокладкой из высокоэластичного материала, например, из резины, и стальным экраном, и устанавливают его на стальной контейнер со сварочным зазором, равным 0,75-1,25 толщины плакирующей заготовки в виде медного диска, и осуществляют сварку взрывом путем ударного нагружения за счет разгона цилиндрического ударника из высокопластичного материала, например из свинца, пороховым метательным устройством и удара его в стальной экран со скоростью 480-620 м/с с получением герметизированной сваренной заготовки.
В таких условиях высокоскоростного воздействия в прессуемом порошке сверхпроводящего материала и свариваемых заготовках возникает новая благоприятная структура импульсов давления, которая обеспечивает высокую плотность сверхпроводящего материала, достигающую 94-96% от теоретического значения, отсутствие расслоений и трещин в сверхпроводящем слое, надежную герметизацию контейнера, высококачественную сварку плакирующей заготовки в виде медного диска со стальным контейнером и медным пуансоном, достижение надежного электрического контакта между спрессованным сверхпроводящим материалом и металлом.
Новый способ предусматривает создание новой технологии получения сверхпроводящих изделий из порошка с новой совокупностью технологических приемов высокоскоростного воздействия на свариваемые заготовки и режимов осуществления способа. Так предложено размещать прессуемый порошок сверхпроводящего материала в стальном контейнере с последующей подпрессовкой и герметизацией посредством пуансона в виде медного диска, и размещать полученную сборку на стальной опоре, установленной в песчаном грунте под углом к продольной оси канала ствола порохового метательного устройства, равным 78-80°, что создает необходимые предварительные условия для формирования благоприятной структуры импульсов давления в прессуемом порошке и сохранения хрупкого спрессованного сверхпроводящего слоя от разрушения при последующем взрывном воздействии, а также надежной сварки плакирующей заготовки с плакируемыми элементами технологической схемы.
Предложено собирать пакет под сварку взрывом из плакирующей заготовки в виде медного диска, предварительно соединенной с демпфирующей прокладкой из высокоэластичного материала, например из резины, и стальным экраном, и устанавливать его на стальной контейнер со сварочным зазором, равным 0,75-1,25 толщины плакирующей заготовки в виде медного диска, и осуществлять сварку взрывом путем ударного нагружения за счет разгона цилиндрического ударника из высокопластичного материала, например, из свинца, пороховым метательным устройством и удара его в стальной экран со скоростью 480-620 м/с, что обеспечивает необходимые для получения качественных изделий режимы прессования порошка сверхпроводящего материала, сварки плакирующей заготовки в виде медного диска с стальным контейнером и медным пуансоном, формирование надежного контакта между сверхпроводником и металлом, высокую степень герметизации контейнера с порошком в процессе осуществления технологического цикла.
Создан новый принцип передачи кинетической энергии цилиндрического ударника из высокопластичного материала - свинца к прессуемым и свариваемым элементам технологической схемы получения сверхпроводящих изделий, что способствует получению высокой плотности порошкового слоя, надежной сварке, защите прессовки и контейнера от неконтролируемых недопустимых деформаций и разрушений.
Приведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного решения позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков решения, позволило выявить совокупность существенных отличительных признаков в заявленном объекте по отношению к усматриваемому заявителем техническому результату, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует требованию “Новизна” по действующему законодательству.
Для проверки заявленного изобретения требованию “Изобретательский уровень” заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение соответствует требованию “Изобретательский уровень”.
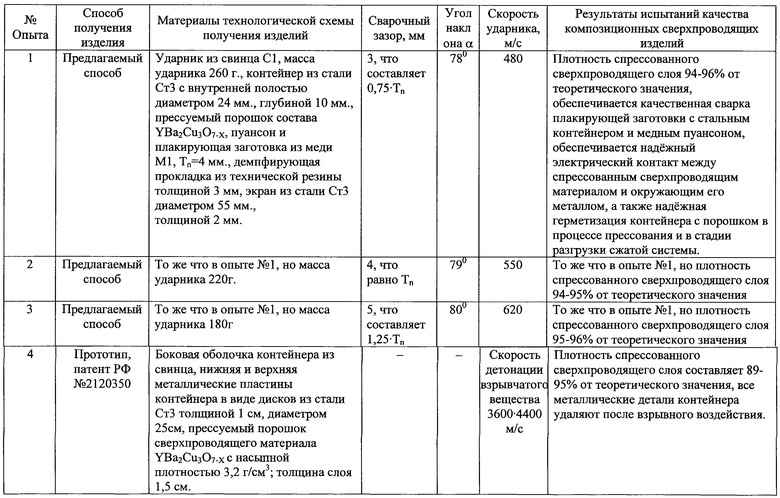
На фиг.1 приведена схема получения сверхпроводящих изделий из порошка, на фиг.2 изображен внешний вид сваренного изделия после механической обработки с удалением донной части контейнера.
Предлагаемый способ получения композиционных сверхпроводящих изделий из порошка осуществляется в следующей последовательности. Берут стальной контейнер с цилиндрической внутренней полостью 1 (см. фиг.1), в котором размещают прессуемый порошок сверхпроводящего материала 2 и подпрессовывают его, например, на гидравлическом прессе, а затем герметизируют посредством пуансона в виде медного диска 3. Полученную заготовку размещают на стальной опоре 4, установленной в песчаном грунте 5 под углом α к продольной оси канала ствола порохового метательного устройства 6, равным 78-80°. Собирают пакет под сварку взрывом из плакирующей заготовки в виде медного диска 7, предварительно соединенной, например с помощью клея, с демпфирующей прокладкой из высокоэластичного материала 8, например из резины, и стальным экраном 9, и устанавливают его на стальной контейнер с помощью упоров 10 со сварочным зазором, равным 0,75-1,25 толщины плакирующей заготовки в виде медного диска 7. Размещают в стволе 6 порохового метательного устройства пороховой заряд взрывчатого вещества с цилиндрическим ударником из высокопластичного металла, например из свинца, и выстреливают цилиндрическим ударником 11 из высокопластичного металла, который в результате взрыва порохового заряда взрывчатого вещества разгоняется и осуществляет удар в стальной экран 9 со скоростью 480-620 м/с. Приобретенная стальным экраном кинетическая энергия передается демпфирующей прокладке и плакирующей заготовке в виде медного диска, которая разгоняется и при соударении с стальным контейнером и пуансоном в виде медного диска сваривается с ними, при этом пуансон в виде медного диска начинает перемещаться и осуществляет прессование порошка сверхпроводящего материала до плотности, близкой к предельной. Далее избыточная энергия ударника передается стальной опоре 4 и рассеивается в песчаном грунте 5, что способствует сохранению сваренных герметизированных заготовок от повреждений при разгрузке сжатой системы.
В результате получают сверхпроводящие изделия, в которых плотность сверхпроводящего материала достигает 94-96% от теоретического значения, обеспечивается надежный электрический контакт между спрессованным сверхпроводящим материалом и окружающим его металлом, обеспечивается качественная сварка в зонах соединения меди со сталью и меди с медью, отсутствуют трещины в плакирующей заготовке, в сверхпроводящем слое и в металле стального контейнера. На фиг.2 показан продольный осевой разрез полученного сверхпроводящего изделия после удаления донной части стального контейнера, где 12 - сдеформированная плакирующая заготовка, 13 -спрессованный сверхпроводящий материал.
Пример 1 (см. таблицу, опыт 1).
Стальной контейнер изготавливали в виде цилиндра из стали Ст3 диаметром 50 мм, высотой 30 мм. Его цилиндрическая внутренняя полость была диаметром 24 мм, глубиной 10 мм. В внутренней полости стального контейнера размещают прессуемый порошок сверхпроводящего материала, например, состава YВа2Сu3O7-х (ТУ 6-09-02-465-87) и подпрессовывают его, например на гидравлическом прессе, усилием 200 кН, а затем герметизируют его посредством пуансона в виде медного диска из меди MI диаметром 24 мм, толщиной 4 мм. Полученную заготовку размещают на стальной опоре из стали Ст3 в виде цилиндра диаметром 100 мм, толщиной 120 мм, установленной в песчаном грунте под углом α к продольной оси канала ствола порохового метательного устройства, равном α=78°.
Собирают пакет под сварку взрывом из плакирующей заготовки в виде медного диска из меди MI диаметром 50 мм, толщиной Тn=4 мм, предварительно соединенной например клеем “Момент” с демпфирующей прокладкой из высокоэластичного материала в виде диска толщиной 3 мм, диаметром 50 мм, например из технической резины, и стальным экраном в виде диска из стали Ст3 диаметром 55 мм, толщиной 2 мм. Собранный пакет устанавливают с помощью упоров на стальной контейнер со сварочным зазором, равным 3 мм, что составляет 0,75·Тn. Размещают в стволе порохового метательного устройства с внутренним диаметром ствола 50 мм пороховой заряд взрывчатого вещества, в качестве которого использовали бездымный порох “Барс”, и цилиндрический ударник массой 260 г, диаметром 49,8 мм из высокопластичного металла - свинца, и выстреливают им со скоростью 480 м/с. Контроль скорости ударника осуществляли электроконтактным измерительным устройством с использованием измерителя временных интервалов 43-34А. После соударения свинцового ударника со стальным экраном происходит сварка взрывом плакирующей заготовки в виде медного диска со стальным контейнером и пуансоном в виде медного диска, а также происходит прессование порошка сверхпроводящего материала.
В результате получали композиционное сверхпроводящее изделие с плотностью сверхпроводящего материала, равной 94-96% от теоретического значения, с надежным электрическим контактом между спрессованным сверхпроводящим материалом медью и сталью. При этом обеспечивается качественная сварка в зонах соединения меди со сталью и меди с медью, отсутствуют трещины в плакирующей заготовке, в сверхпроводящем слое и в металле стального контейнера.
После взрывного воздействия боковую поверхность стального контейнера обтачивают, например, на токарном станке, для устранения металла с краевыми эффектами, удаляют донную часть стального контейнера и получают изделие, поперечный разрез которого показан на фиг.2.
Пример 2 (см. таблицу, опыт 2).
То же, что в примере 1, но внесены следующие изменения. Угол установки α=79°, масса ударника из высокопластичного металла была 220 г; сварочный зазор между составным пакетом и стальным контейнером был равным 4 мм, что равно толщине Тn; скорость ударника была 550 м/с. Результаты получения сверхпроводящих изделий те же, что в примере 1, но плотность сверхпроводящего слоя составляет 94-95% от теоретического значения.
Пример 3 (см. таблицу, опыт 3).
То же, что в примере 1, но внесены следующие изменения. Угол установки α=80°, масса ударника из высокопластичного металла была 180 г, сварочный зазор между составным пакетом и стальным контейнером был равным 5 мм, что составляет 1,25Tn; скорость ударника была 620 м/с.
Результаты получения сверхпроводящих изделий те же, что в примере 1, но плотность сверхпроводящего слоя составляет 95-96% от теоретического значения.
При получении сверхпроводящих изделий по прототипу (см. таблицу, опыт 4) плотность сверхпроводящего материала составляет всего лишь 85-92% от теоретического значения, что не всегда удовлетворяет современным требованиям к сверхпроводящим изделиям.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующих условий:
- способ получения композиционных сверхпроводящих изделий из порошка, предназначенный для изготовления распыляемых мишеней, применяемых в условиях лазерного и магнетронного распыления, деталей электрических машин и т.п. впервые обеспечил получение высококачественных сверхпроводящих изделий с плотностью сверхпроводящего материала, составляющей 94-96% от теоретического значения, с надежным электрическим контактом между спрессованным сверхпроводящим материалом, медью и сталью, при этом в едином технологическом цикле обеспечивается качественная сварка в зонах соединения меди со сталью и меди с медью, исключается трещинообразование в плакирующей заготовке, сверхпроводнике и в металле стального контейнера;
- для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеизложенных технологических приемов, условий и режимов его реализации;
- способ получения композиционных высокопроводящих изделий из порошка, воплощенный в заявленном изобретении, при его осуществлении обеспечивает получение усматриваемого заявителем достигаемого технического результата. Следовательно, заявленное изобретение соответствует требованию “Промышленная применимость”
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 2007 |
|
RU2349419C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА СТАЛЬ-МЕДЬ | 2003 |
|
RU2239528C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 2002 |
|
RU2219023C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ ДЛЯ МАГНЕТРОННОГО НАНЕСЕНИЯ СВЕРХПРОВОДНИКОВЫХ ПЛЕНОК СОСТАВА Bi-Pb-Sr-Ca-Cu-O | 2008 |
|
RU2385517C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 2006 |
|
RU2318632C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1999 |
|
RU2165336C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 2007 |
|
RU2349420C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116177C1 |

Изобретение относится к получению сверхпроводящих изделий с помощью энергии взрывчатых веществ. Может использоваться в радиоэлектронной и электротехнической промышленности при изготовлении распыляемых мишеней, применяемых в условиях магнетронного и лазерного распыления, деталей электрических машин и т.п. Предложен способ получения композиционных сверхпроводящих изделий из порошка. Порошок сверхпроводящего материала загружают в стальной контейнер с цилиндрической внутренней полостью. Затем осуществляют подпрессовку и герметизацию пуансоном в виде медного диска. Полученную заготовку размещают на стальной опоре, установленной в песчаном грунте под углом к продольной оси канала ствола порохового метательного устройства, равным 78-80°. Собирают пакет под сварку взрывом из плакирующей заготовки в виде медного диска, соединенной с демпфирующей прокладкой из высокоэластичного материала и стальным экраном. Устанавливают пакет на стальной контейнер со сварочным зазором, равным 0,75-1,25 толщины плакирующей заготовки. Осуществляют сварку взрывом путем ударного нагружения за счет разгона цилиндрического ударника из высокопластичного материала пороховым метательным устройством и удара его в стальной экран со скоростью 480-620 м/с. Техническим результатом является повышение плотности сверхпроводящего слоя с обеспечением надежного контакта между ним и окружающим его металлом. 2 з.п. ф-лы, 2 ил., 1 табл.
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2120350C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1999 |
|
RU2165336C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| US 3752665 A, 14.08.1973 | |||
| DE 3710882 В, 20.10.1988 | |||
| 0 |
|
SU187476A1 | |

