Изобретение относится к средствам обогрева помещений, в частности к кожухам конвекторов, особенностью которых является создание тепловых динамических условий обтекания воздухом обогревателя, расположенного в кожухе, а также обеспечение тяги воздушного потока, обтекающего обогреватель. Изобретение касается способов изготовления кожухов конвекторов, в частности таких кожухов, которые не имеют задних стенок, причем функции задних стенок выполняют стены помещений, на которых закрепляются кожухи.
Исходя из упомянутых функциональных особенностей, кожухи конвекторов должны отвечать требованиям в первую очередь создания направленной тяги воздушного потока, исключать возможность его рассеивания, завихрения или срыва. Следует заметить, что к кожухам конвекторов, не имеющих задней стенки, предъявляются повышенные требования с целью обеспечения плотности присоединения задних поверхностей кожухов к стенам помещений, исключения щелей в соединениях и отрицательных влияний этих щелей на протекающий снизу вверх через обогреватель воздушный поток.
Однако следует отметить, что поскольку на практике упомянутые требования часто игнорируются, то и сама идея конвекции с использованием воздушного потока в кожухе практически сводится к нулю, при этом кожухи конвекторов выполняют в таких случаях функции обычных облицовок обогревателей. В итоге данные обстоятельства вводят потребителей конвекторов в заблуждение в том смысле, что, приобретая изделие по цене конвектора, потребитель использует его в качестве обогревателя, цена которого ниже конвектора, при этом не каждый потребитель знает о сущности конструктивной и ценовой разницы этих двух видов средств обогрева помещений.
В мировой практике известны конвекторы, кожухи которых преимущественно имеют форму короба для создания воздушной тяги. Известен, например, конвектор, кожух которого включают лицевую панель, боковые и заднюю стенки, образующие пространственную конструкцию коробчатого типа с воздуховыпускными отверстиями на верхней части кожуха [1].
Известен также конвектор, кожух которого включает лицевую панель, прикрепленную к трубам теплоносителя, и теплоотражающую панель, которая закреплена на трубах с противоположной стороны трубы и расположена с возможностью ее закрепления на кронштейнах крепления к стене помещения [2].
В другом известном кожухе конвектора, включающем лицевую панель, в верхней части которой выполнены воздуховыпускные отверстия, боковые и заднюю стенки, с целью улучшения воздушной тяги кожух выполнен сужающимся от его нижней части к верхней части [3]. Известен также конвектор, кожух которого включает лицевую панель с прямолинейными воздуховыпускными отверстиями в верхней части, боковые стенки и нижнюю часть с воздухозаборным окном [4].
Известны кожухи конвекторов, каждый из которых включает лицевую панель с верхней частью и выполненными в ней воздуховыпускными отверстиями, боковые стенки, соединенные с лицевой панелью, отбортовку лицевой панели, образующую с задними поверхностями боковых стенок поверхность контакта со стеной помещения, а также выполненные в боковых стенках вырезы с закрепленными в них заглушками под трубы теплоносителя, при этом в заглушках выполнены выемки в виде отверстий, в которых расположены трубы теплоносителя [5, 6].
В известных кожухах [5, 6] конвекторов их лицевые панели соединены с боковыми стенками посредством сварки; они не имеют задней стенки и закрепляются на кронштейнах, установленных в стене помещения, при этом отбортовки лицевой панели и задние поверхности боковых стенок контактируют со стеной помещения, которая выполняет роль задней стенки конвектора.
При монтаже конвекторов такого типа (задние части кожухов которых являются открытыми) сначала на трубы теплоносителя надевают заглушки, для чего трубы обогревателя располагают в отверстиях заглушек, затем трубы конвектора соединяют с трубами системы отопления, а после крепления кожуха к стене помещения заглушки перемещают по трубам системы отопления в сторону кожуха, совмещают их с вырезами в боковых стенках, после чего заглушки соединяют с боковыми стенками.
Наиболее близким техническим решением к заявленному изобретению является кожух конвектора, включающий лицевую панель с воздуховыпускными отверстиями в верхней части и по крайней мере одним воздухозаборным отверстием в нижней части, соединенные с лицевой панелью боковые стенки с посадочными поверхностями под посадочные поверхности концевых частей лицевой панели, верхнюю отбортовку лицевой панели, образующую с боковыми стенками поверхность задней части кожуха для ее контакта со стеной помещения [7].
Данное наиболее близкое техническое решение к заявленному изобретению предусматривает способ изготовления кожуха конвектора, включающий операции соединения посадочных поверхностей лицевой панели кожуха с посадочными поверхностями боковых стенок путем введения с торцевых сторон лицевой панели в ее проемы боковых стенок посадочными поверхностями или путем введения концевых частей лицевой панели во внутренние контуры боковых стенок и соединение боковых стенок с лицевой панелью.
Конструкции конвекторов, представленные в источниках информации [5, 6 и 7], серийно выпускаются несколькими заводами, и в этих существующих конструкциях, в соответствии с указанными источниками, соединение боковых стенок с лицевой панелью выполнено посредством точечной сварки, причем достигаемая при этом прочность соединения является завышенной и эта прочность не отвечает оптимальным условиям эксплуатации конвекторов, поскольку кожух сам по себе не несет никакой иной нагрузки кроме нагрузки собственного веса.
Точечная сварка в соединениях боковых стенок кожухов с лицевой панелью применена в основном для обеспечения плотности соединения посадочных поверхностей лицевой панели с посадочными поверхностями боковых стенок с целью исключения между ними зазоров, а также для обеспечения впечатления цельности формы кожуха, являющегося элементом интерьера помещения. Однако для того, чтобы плотно и без зазоров присоединить не несущие больших нагрузок боковые стенки кожуха к лицевой панели конвектора, на практике применяется от десяти до четырнадцати точек сварки на один кожух, причем соединения боковых стенок с лицевой панелью, какими являются точки сварки, работают в легких условиях. Они не подвержены внешним отрицательным влияниям и воздействиям нагрузок.
Таким образом, точечная сварка в известных кожухах конвекторов соединений лицевой панели с боковыми стенками кожуха не является оптимальным соединением частей кожуха, поскольку сварка является трудоемкой, энергоемкой и вредной.
Боковые стенки в составе кожуха, как уже упоминалось об этом выше, также практически не несут никакой нагрузки, кроме собственной, являются по своим функциям соединительными элементами концевых частей лицевой панели, а также элементами, образующими с лицевой панелью кожуха и стеной помещения воздуховод конвектора коробчатого типа. В контексте вышеупомянутого сварное соединение боковых стенок с лицевой панелью также не является оптимальным техническим решением в отношении равной прочности отдельных частей конструкции.
Другим существенным недостатком конструктивного решения известного конвектора является то, что его лицевая панель выполнена плоской и прямолинейной. Как показала практика использования конвекторов, имеющих прямолинейные поверхности лицевых панелей, в процессе эксплуатации незначительные удары по наружной поверхности лицевой панели приводят к ее деформациям и вмятинам, а также к изгибу передней стенки лицевой панели во внутреннюю сторону кожуха.
Поскольку деформации и вмятины лицевой панели происходят во внутреннюю сторону кожуха, то в условиях транспортировки конвекторов, хранения, монтажа или в условиях эксплуатации исправление деформированной передней стенки лицевой панели связано или с разборкой конвектора, или с отделением его кожуха от труб теплоносителя и снятием кожуха конвектора со стены помещения. Весьма существенным недостатком известного кожуха является то, что выполненные в его боковых стенках вырезы под трубы закрыты заглушками с упомянутыми замкнутыми выемками в них, при этом выемки в заглушках представляют собой замкнутые отверстия под трубы теплоносителя. Для того, чтобы смонтировать конвектор с данными заглушками, необходимо в процессе соединения труб теплоносителя системы отопления с обогревателем конвектора предусмотреть, чтобы на трубы системы обогрева помещения в местах установки конвекторов были предварительно и своевременно надеты упомянутые заглушки до операции соединения труб обогревателя конвектора с трубами теплоносителя системы обогрева.
Как показала практика, в условиях строительства заглушки на трубах своевременно не устанавливаются, а после соединения трубы или труб обогревателя конвектора с трубами системы обогрева помещения заглушки на трубах системы обогрева установить уже невозможно. В результате вырезы в боковых стенках кожуха конвектора остаются на все время эксплуатации конвектора открытыми. Это оказывает отрицательное влияние на заданную проектную направленность воздушного потока снизу вверх, поскольку по сути появляются боковые входные окна для поступающего в кожух конвектора холодного (не нагретого) воздуха.
Практика показала также, что задняя часть кожуха конвектора, образованная верхней отбортовкой лицевой панели и задними отбортовками боковых стенок, прилегающими к стене помещения, недостаточно плотно прилегает к стене помещения, во-первых, вследствие технологических погрешностей в соединениях боковых стенок с лицевой панелью при изготовлении кожуха и вследствие коробления последнего при изготовлении и транспортировках, а во-вторых, вследствие погрешностей установки кожуха на стене помещения. Все эти причины в совокупности приводят к образованию значительных зазоров между отбортовками кожуха, образующими его заднюю часть, и стеной помещения.
Вследствие зазоров между задней частью кожуха конвектора и стеной помещения холодный воздух поступает в кожух конвектора через зазоры между стеной помещения и отбортовками кожуха в нижней части последнего, а часть нагретого воздуха выходит через зазоры в верхней части кожуха, что в совокупности искажает направленность воздушного потока и уменьшает его тягу в кожухе.
Следует отметить, что в кожухе установлена воздушная заслонка конвектора, по сути являющаяся частью кожуха, так как кожух и заслонка выполняют одну функцию - формирование, направление и дозирование воздушного потока, протекающего через обогреватель, который расположен в кожухе. В известном кожухе конвектора воздушная заслонка расположена над элементами теплообмена обогревателя.
Очевидно, что упомянутое расположение воздушной заслонки оказывает отрицательное влияние на воздушную тягу в кожухе, поскольку сама заслонка, установленная приблизительно в средней части кожуха, представляет собой механическую помеху поднимающемуся вверх нагретому потоку воздуха.
В известном кожухе конвектора концы заслонки связаны с рукоятками ее поворота, установленными в отверстиях сложной формы в боковых стенках, причем эти отверстия имеют большой диаметр, что усложняет конструкцию боковых стенок, снижает их прочность и повышает производственные издержки.
Следует также отметить, что рукоятки поворота воздушной заслонки расположены на боковых стенках кожуха в легкодоступных местах, что является положительным фактором с точки зрения удобства регулировки воздушного потока в конвекторе и температуры в помещении. Однако с другой точки зрения – эксплуатационной - легкий доступ к рукояткам людей, не знающих о их назначении, является отрицательным фактором, поскольку в бытовых условиях эксплуатации данный доступ к рукояткам приводит к беспорядочному вращению воздушных заслонок конвектора вне всякой зависимости от температуры в помещении. В результате зачастую воздушные заслонки известного конвектора устанавливаются в любое (кроме рабочего) положение, что в итоге приводит к неэффективному использованию конвектора.
Таким образом, в некоторых случаях, когда необходимо создать воздушный поток, обтекающий обогреватель с целью повышения температуры в помещении, воздушная заслонка может оказаться закрытой по вышеупомянутым причинам. В этой связи следует отметить, что средства поворота воздушной заслонки должны находиться в закрытом от глаз человека установленном месте; в месте, которое известно людям, ознакомленным с инструкцией эксплуатации и обслуживания конвектора.
Следует также заметить, что на практике используются пластмассовые рукоятки поворота заслонок в кожухах конвекторов. Рукоятки не имеют удовлетворительного надежного соединения с металлической пластиной заслонки. Ненадежность соединений проявляется в основном в конструкциях конвекторов большой длины (примерно от 700 до 1600 мм). Вследствие большого крутящего момента на рукоятке, необходимого для поворота сравнительно тяжелой металлической пластины воздушной заслонки рукояткой с плечом поворота в несколько сантиметров, происходит излом пластмассы, отсоединение пластины заслонки от рукоятки. В итоге все это приводит к полной неработоспособности заслонки или на все время эксплуатации конвектора, или на тот период, пока не будет произведена замена непригодной рукоятки на новую рукоятку.
Замена рукояток связана с демонтажом кожуха конвектора и снятием его со стены, так как изломы рукояток происходят в закрытой полости кожуха. В условиях эксплуатации конвекторов замена рукояток поворота заслонки практически не производится, причем кожух конвектора с находящейся на обогревателе пластиной сломанной заслонки не выполняет своих функций формирователя потока и тяги воздуха; его роль при этом сводится к роли облицовки конвектора. В этом случае конвектор работает как обычный обогреватель и регулировка теплового потока в процессе обогрева помещения, заложенная в характеристике конвектора, не производится. Причем в случаях поломки обеих рукояток заслонка падает на пластины оребрения или элементы теплообмена обогревателя и находится на них либо в течение всего времени эксплуатации конвектора, либо до момента замены рукояток. Эти недостатки кожуха конвектора сводят по сути функции конвектора к функциям обычного обогревателя.
Существенным недостатком известного кожуха конвектора является также неудачное расположение заслонки в средней части кожуха над элементами теплообмена обогревателя или над пластинами оребрения. В этом случае заслонка дозирует через воздуховыпускные отверстия выход одного объема нагретого воздуха, причем другой объем нагретого воздуха, который перекрывается заслонкой и находится под ней, затормаживается и находится в кожухе между заслонкой и элементами теплообмена. Объем нагретого воздуха, расположенный под заслонкой, передает тепло стенкам кожуха и стене помещения. Происходит нарушение установившегося режима воздушной тяги, поскольку в полости кожуха перед заслонкой создается воздушная пробка из нагретого воздуха, находящегося между элементами теплообмена и пластиной заслонки, а сама заслонка, как уже отмечалось выше, является механической помехой движению воздуха в кожухе. В итоге нарушается как режим конвекции, так и функции конвектора в целом. Таким образом, расположение заслонки известного кожуха в его средней части оказывает отрицательное влияние на процесс теплообмена конвектора и на его функции в целом. В известном кожухе конвектора крепление заслонки выполнено из расчета ее поворота вокруг геометрической оси крепления на 360 градусов для регулировки в максимально возможном диапазоне воздушного потока, однако поскольку этот поток является весьма малым, то и максимальная возможность регулировки потока является излишней. Поэтому крепление заслонки с возможностью ее поворота вокруг оси крепления на 360 градусов является ничем не обоснованным конструктивным решением.
Известный кожух конвектора не отвечает также условиям безопасности, поскольку воздуховыпускные отверстия в виде щелей образованы прямолинейными перемычками решетки, которые допускают оттяжку (например детьми) перемычек наружу или их прогиб вовнутрь кожуха, просовывание между изогнутыми перемычками пальцев рук, защемление пальцев внутренними отбортовками щелей и нанесение повреждений.
Другим не менее важным обстоятельством является то, что верхняя часть известного кожуха, на которой расположены воздуховыпускные отверстия, выполнена прямолинейной и образует по сути своей решетчатую полку, не исключающую использование кожуха конвектора не по своему прямому назначению.
В частности, такая горизонтально расположенная решетчатая полка может быть использована в качестве сушилки или в качестве опоры для предметов, рук и ног человека в случаях вставания на кожух. При значительной нагрузке на кожух конвектора он может быть сорван с кронштейнов его крепления к стене и через вырезы в боковых стенках кожуха нагрузка в этом случае передается на трубы теплоносителя, которые, как известно, находятся под опасным давлением, что не исключает возможность их изгиба и разгерметизации труб. Следует также отметить, что горизонтальная решетчатая поверхность верхней части кожуха конвектора приводит к накапливанию на ее поверхности пыли и мусора, который при длительной эксплуатации кожуха, попадая в полость кожуха, оседает на заслонке и в пространствах между пластинами обогревателя. При длительной эксплуатации конвектора на его элементах внутри кожуха накапливается значительный слой пыли вперемежку с мелким мусором, представляющими собой по сути теплоизолирующий материал, отрицательно влияющий на главные функции конвектора теплообмен и воздушную тягу в кожухе.
Решаемой и достигаемой технической задачей данного изобретения является повышение функциональных качеств кожуха конвектора и снижение трудоемкости и энергоемкости изготовления кожуха конвектора.
Данная техническая задача решается тем, что в кожухе конвектора, включающем лицевую панель с воздуховыпускными отверстиями в верхней части, по крайней мере одно воздухозаборное отверстие в нижней части кожуха, соединенные с лицевой панелью боковые стенки с посадочными поверхностями под посадочные поверхности концевых частей лицевой панели, верхнюю отбортовку лицевой панели, образующую с боковыми стенками поверхность задней части кожуха для ее контакта со стеной помещения, лицевая панель выполнена упругой и криволинейной с возможностью поджатия ее посадочных поверхностей за счет сил упругости к посадочным поверхностям боковых стенок, при этом посадочные поверхности боковых стенок выполнены криволинейными по форме, идентичными посадочным поверхностям лицевой панели.
Нижняя часть лицевой панели изогнута в заднюю часть кожуха, причем поверхность нижней части лицевой панели, обращенная к стене помещения, расположена в плоскости верхней отбортовки лицевой панели. Нижняя часть лицевой панели выполнена с нижней отбортовкой, расположенной в плоскости верхней отбортовки лицевой панели и задних поверхностей боковых стенок, причем между нижней отбортовкой лицевой панели и ее передней стенкой расположено по крайней мере одно воздухозаборное отверстие.
Наружная поверхность каждой боковой стенки в ее верхней части, смежной со скругленной верхней частью лицевой панели, выполнена сплошной, и под этой сплошной частью по крайней мере одной боковой стенки выполнен имеющий полукруглую выемку под трубу вырез, закрытый заглушкой с полукруглой ответной выемкой в ней, расположенной напротив полукруглой выемки выреза.
Наружная поверхность каждой боковой стенки выполнена криволинейной и выпуклой в наружную сторону кожуха.
Криволинейные поверхности верхней и передней частей лицевой панели выполнены выпуклыми в наружную сторону кожуха.
В нижней части лицевой панели выполнены перемычки, между которыми расположены воздухозаборные отверстия, выполненные в виде окон.
Наружная поверхность каждой боковой стенки в ее верхней части, смежной со скругленной верхней частью лицевой панели, выполнена сплошной и под этой сплошной частью в по крайней мере одной боковой стенке выполнен вырез, закрытый заглушкой, состоящей из двух контактирующих между собой частей, в которых выполнены полукруглые выемки под трубу теплоносителя.
Радиус полукруглых выемок равен наружному радиусу трубы теплоносителя конвектора.
Верхняя отбортовка лицевой панели в местах соединения ее с кронштейнами крепления кожуха выполнена наклоненной под углом к вертикальной плоскости во внутреннюю сторону кожуха с возможностью поджатия кожуха к стене помещения за счет упругости верхней отбортовки и лицевой панели.
Обращенные к стене помещения нижняя часть лицевой панели, поверхности боковых стенок и верхняя отбортовка лицевой панели выполнены с упругими уплотнительными элементами.
По крайней мере упругая лицевая панель кожуха выполнена из нержавеющей полированной стали.
Упругая лицевая панель и боковые стенки кожуха выполнены из пластмассы.
В нижней отбортовке выполнены окна под дополнительные нижние кронштейны крепления кожуха к стене помещения.
Поставленная техническая задача достигается также тем, что кожух конвектора выполнен с дополнительной лицевой панелью, зеркально соединенной с основной лицевой панелью посредством верхних и нижних отбортовок лицевых панелей, при этом посадочные поверхности боковых стенок, которые соединены с обеими лицевыми панелями, по форме выполнены идентичными посадочным поверхностям панелей.
Предусмотрен способ изготовления кожуха конвектора, включающий операции соединения посадочных поверхностей лицевой панели кожуха с посадочными поверхностями боковых стенок путем введения с торцевых сторон лицевой панели в ее проемы боковых стенок посадочными поверхностями или путем введения концевых частей лицевой панели во внутренние контуры боковых стенок и соединение боковых стенок с лицевой панелью, причем отличия способа заключаются в том, что лицевая панель кожуха выполнена упругой в плоскости ее поперечного сечения, при этом в нерабочем положении лицевой панели размеры и формы посадочных поверхностей ее концевых частей в упомянутой плоскости иными, чем размеры между посадочными поверхностями боковых стенок, во время соединения лицевой панели с боковыми стенками упомянутые размеры лицевой панели уменьшают или увеличивают путем приложения к концевым частям лицевой панели с их противоположных сторон усилий сжатия или расширения, далее надевают на лицевую панель с ее торцевых сторон посадочными поверхностями боковые стенки или заводят в концевые проемы лицевой панели боковые стенки посадочными поверхностями, после чего снимают с лицевой панели усилия ее сжатия или расширения.
Способ предусматривает также выполнение кожуха таким образом, что к упругой лицевой панели зеркально присоединяют дополнительную упругую лицевую панель, идентичную основной панели, одновременно противоположно направленными усилиями обжимают обе лицевые панели снаружи во внутреннюю сторону или расширяют упругие лицевые панели одновременно с внутренней стороны в наружные стороны так, чтобы уменьшить или увеличить торцовые проемы соединенных лицевых панелей, затем выполненные в соответствии с торцовыми частями соединенных лицевых панелей боковые стенки надевают на концевые части соединенных лицевых панелей или боковые стенки вводят в торцовые проемы соединенных лицевых панелей, после чего с лицевых панелей упомянутые усилия снимают. После соединения лицевых панелей между собой и боковыми стенками лицевые панели распирают друг от друга в противоположные стороны или сближают от противоположных сторон во внутреннюю сторону и сжимают их вовнутрь кожуха таким образом, чтобы воздействовать концевыми частями лицевых панелей на боковые стенки дополнительными распорными или сжимающими усилиями.
В совокупности изложенные признаки конструкции кожуха конвектора и способа его изготовления обеспечивают возможность соединения лицевой панели с боковыми стенками путем использования упругости лицевой панели без применения точечной сварки, существенно изменяют технологию изготовления кожуха, обеспечивают возможность плотной установки кожуха на стене помещения, выполняющей функции задней стенки кожуха, исключает возможность использования кожуха конвектора в качестве опоры, повышают безопасность, прочность кожуха путем обеспечения упругой сопротивляемости лицевой панели и боковых стенок изгибу и повреждениям при ударах, причем криволинейная лицевая панель придает кожуху дополнительную упругость за счет кривизны, обеспечивает работу лицевой панели в качестве упругого элемента как при сборке кожуха, так и при его эксплуатации.
Достигается также упрощение технологии монтажа конвектора на стене помещения путем исключения необходимости предварительной установки заглушек на трубах обогревателя конвектора перед монтажом последнего в помещениях.
Продольные вырезы в боковых стенках кожуха под заглушки, являющиеся наиболее предпочтительными, позволяют надевать кожух конвектора на трубы обогревателя сверху вниз одним движением зацеплять верхнюю отбортовку лицевой панели за упоры кронштейнов, закрепленных в стене помещения. Полукруглые выемки под трубы, выполненные в заглушках и боковых стенках, обеспечивают возможность охвата трубы или труб заглушками и боковыми стенками с противоположных боковых сторон труб и обеспечивают возможность упрощения соединения заглушек с боковыми стенками кожуха.
Выполнение боковых стенок и лицевой панели кожуха с уплотнительными элементами повышает плотность соединения задней части кожуха со стеной помещения. Наклонная верхняя отбортовка лицевой панели обеспечивает постоянное поджатие кожуха к стене помещения. Упомянутое расположение нижней отбортовки лицевой панели обеспечивает непрерывность поверхности контакта задней части кожуха со стеной помещения, а в совокупности с уплотнительным элементом этой отбортовки обеспечивается повышение плотности контакта кожуха со стеной помещения, что способствует улучшению формирования воздушной тяги в полости кожуха.
Следует отметить, что выполнение кожуха конвектора с вышеизложенными признаками исключает необходимость установки в нем заслонки с возможностью ее поворота на 360 градусов и средства для обеспечения такого поворота, что исключает возможность не регламентируемого и не фиксированного вращения заслонки. Исключается также необходимость выполнения отверстий в боковых стенках кожуха под элементы крепления к ним воздушной заслонки. При этом следует отметить, что установка заслонки и ее конструкция в заявленном устройстве кожуха конвектора в данном описании не раскрываются, поскольку представляют собой техническое решение, которое не подлежит публикации.
Сужающееся снизу вверх часть кожуха в его поперечном сечении, которая расположена от середины кожуха до его верхней части, обеспечивает сужение вверх пространства кожуха и возможность повышения в нем воздушной тяги.
На фиг.11 и 12 - фрагменты частей кожуха в процессе их соединения,
на фиг.13 - сечение Г-Г на фиг.8,
на фиг.14 - схема соединения лицевой панели с прямолинейной боковой стенкой,
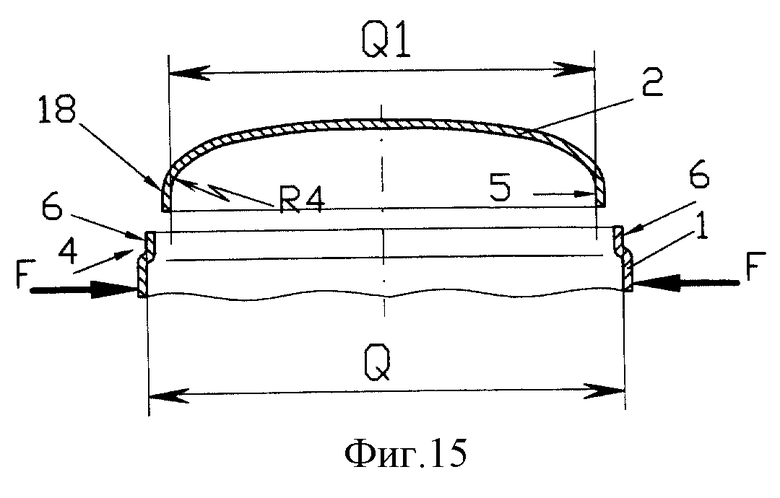
на фиг.15 - схема соединения лицевой панели с выпуклой боковой стенкой,
на фиг.16 - схема соединения лицевой панели с боковой стенкой на виде с торцовой части лицевой панели,
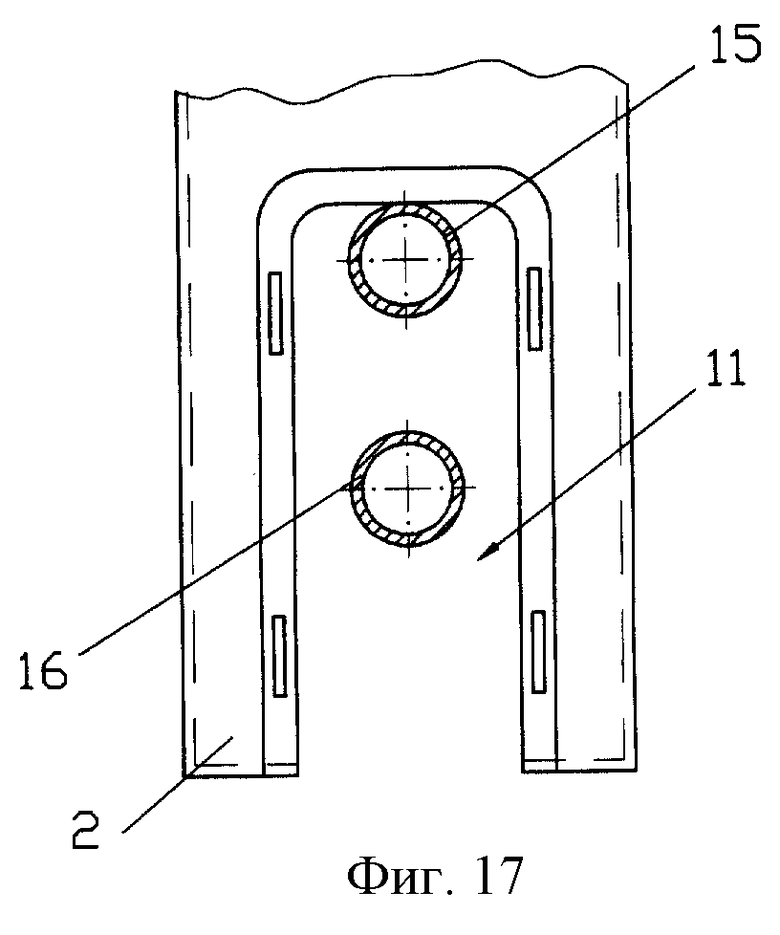
на фиг.17 - боковая стенка кожуха с продольным вырезом под трубы теплоносителя,
на фиг.18 - левая часть заглушки для продольного выреза в боковой стенке,
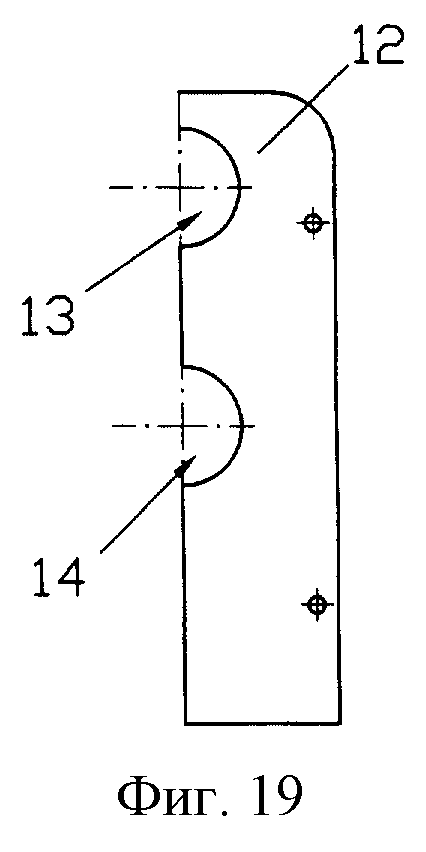
на фиг.19 - правая часть заглушки для продольного выреза в боковой стенке,
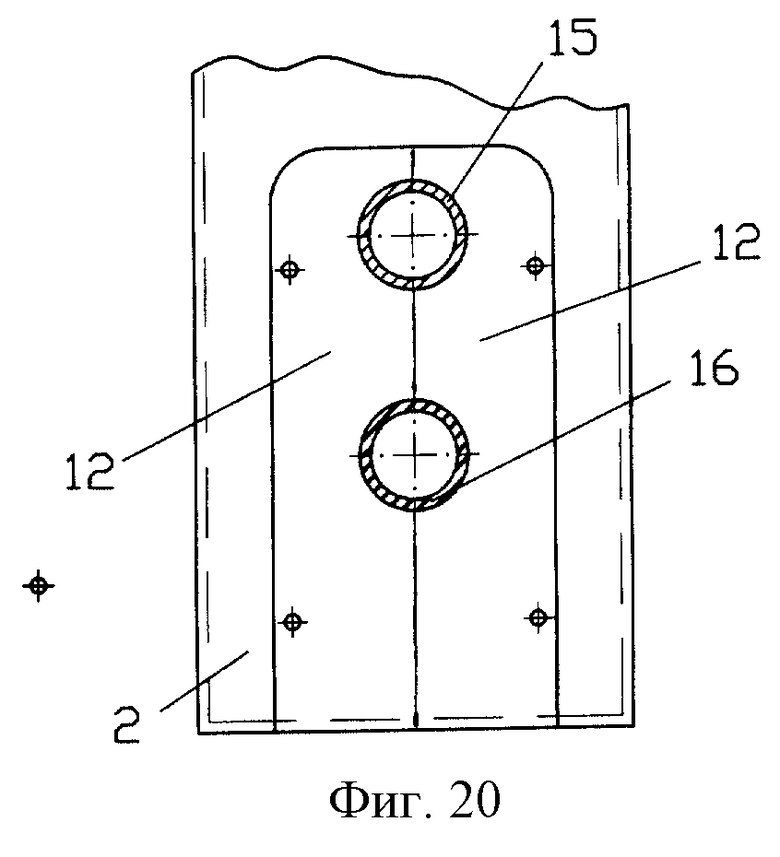
на фиг.20 - боковая стенка с продольным вырезом, закрытым заглушками,
на фиг.21 - боковая стенка кожуха с поперечным вырезом под трубы теплоносителя,
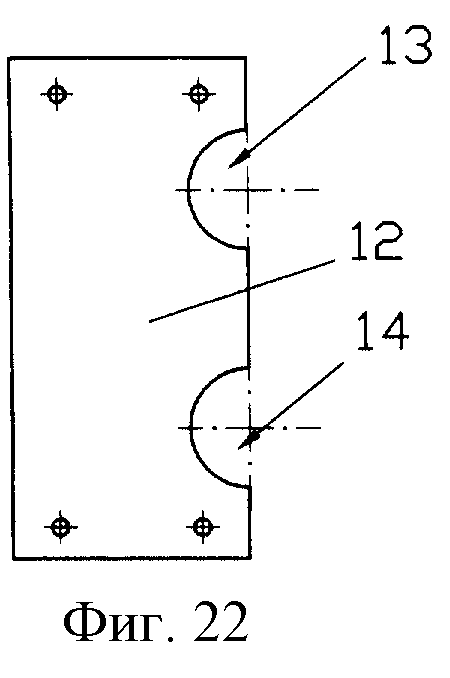
на фиг.22 - заглушка под поперечный вырез в боковой стенке кожуха,
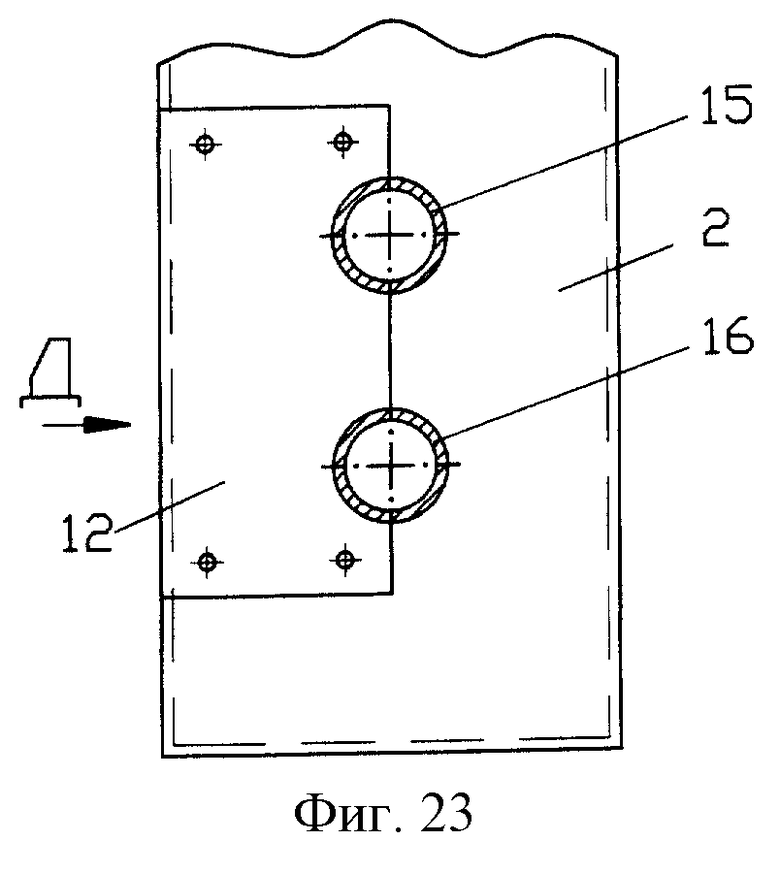
на фиг.23 - боковая стенка кожуха с поперечным вырезом, закрытым заглушкой,
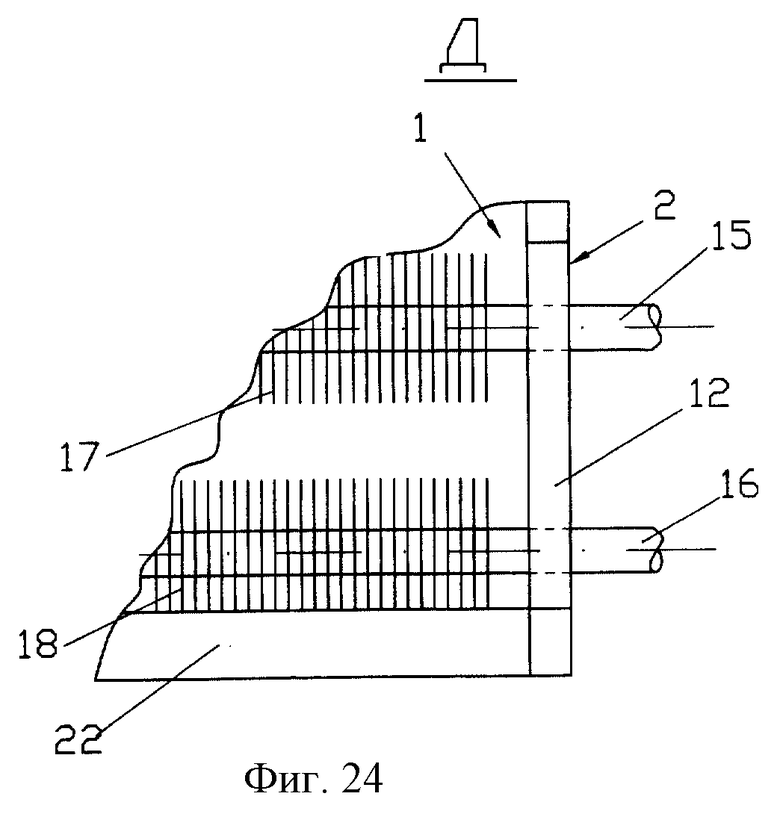
на фиг.24 - вид Д на фиг.23 (фрагмент),
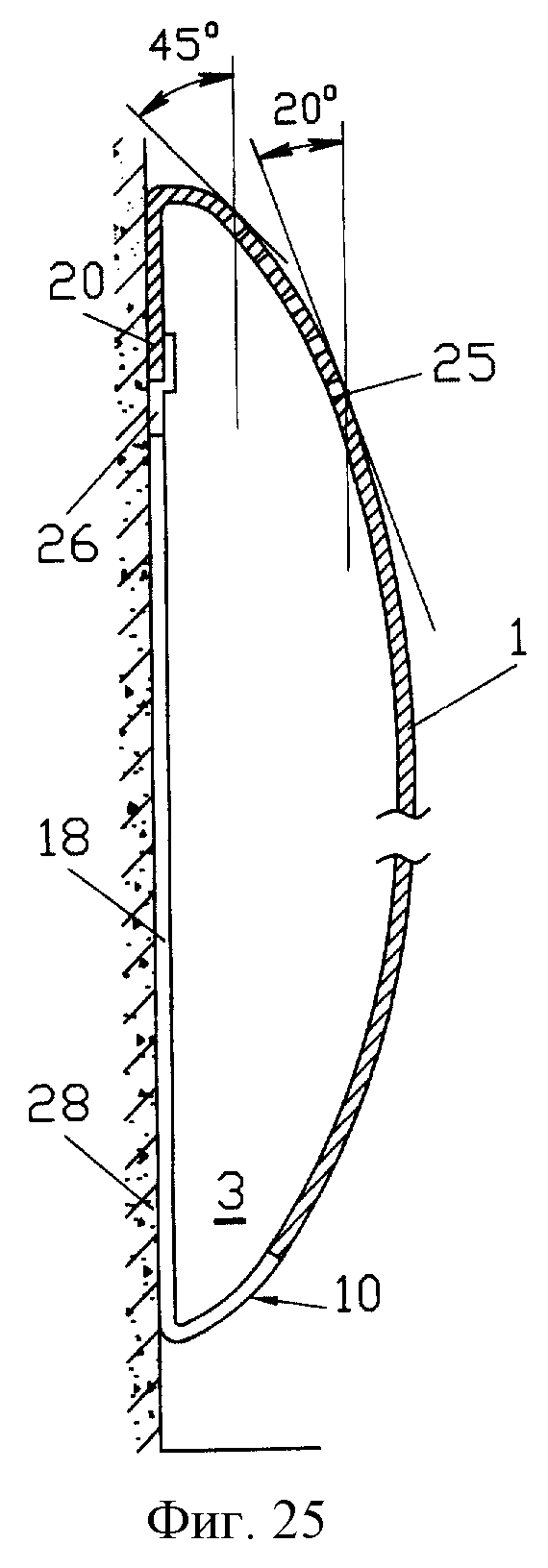
на фиг.25 - схема образования воздухозаборного окна между полом, стеной помещения, боковыми стенками и лицевой панелью, не имеющей нижней отбортовки, а также схема углов наклона касательных в верхней части лицевой панели,
на фиг.26 - профиль лицевой панели с вогнутым участком наружной поверхности во внутреннюю сторону лицевой панели,
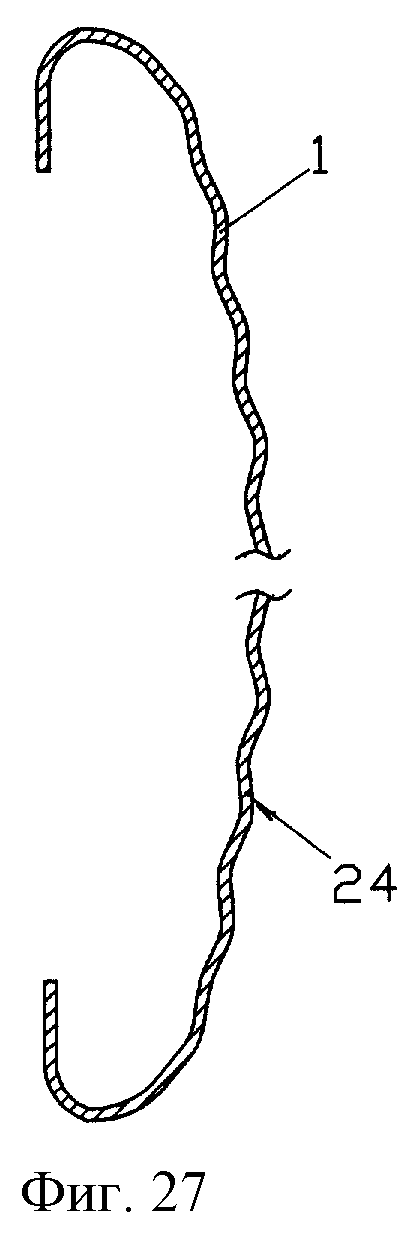
на фиг.27 - профиль лицевой панели с волнистой выпуклой в наружную сторону поверхностью,
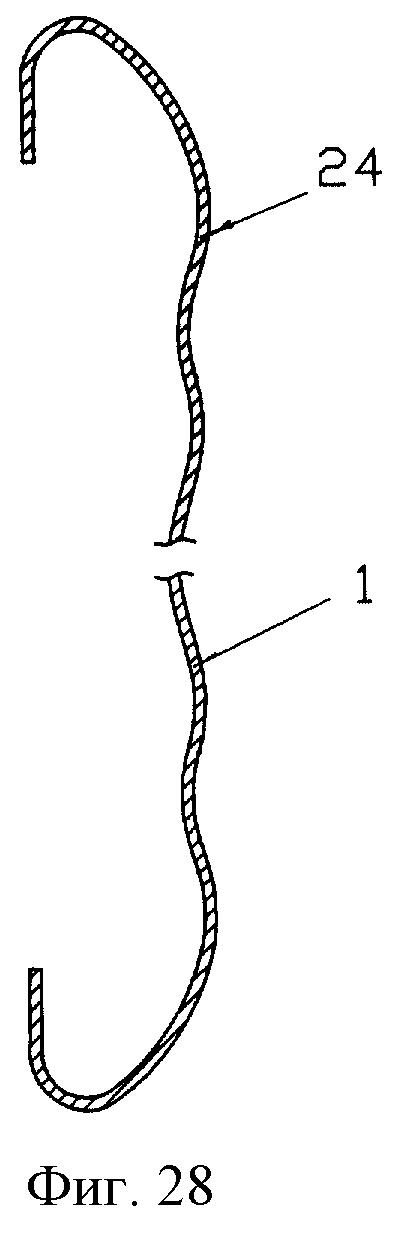
на фиг.28 - профиль лицевой панели с волнистой вогнутой наружной поверхностью во внутреннюю сторону лицевой панели,
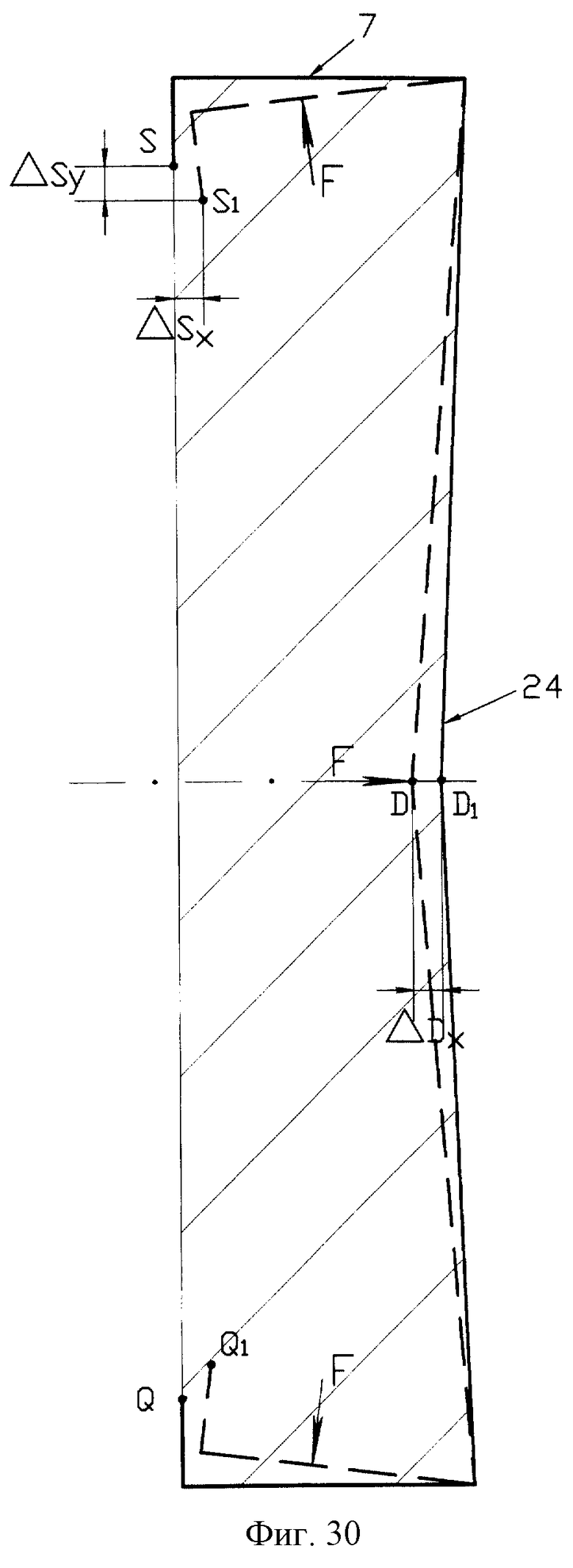
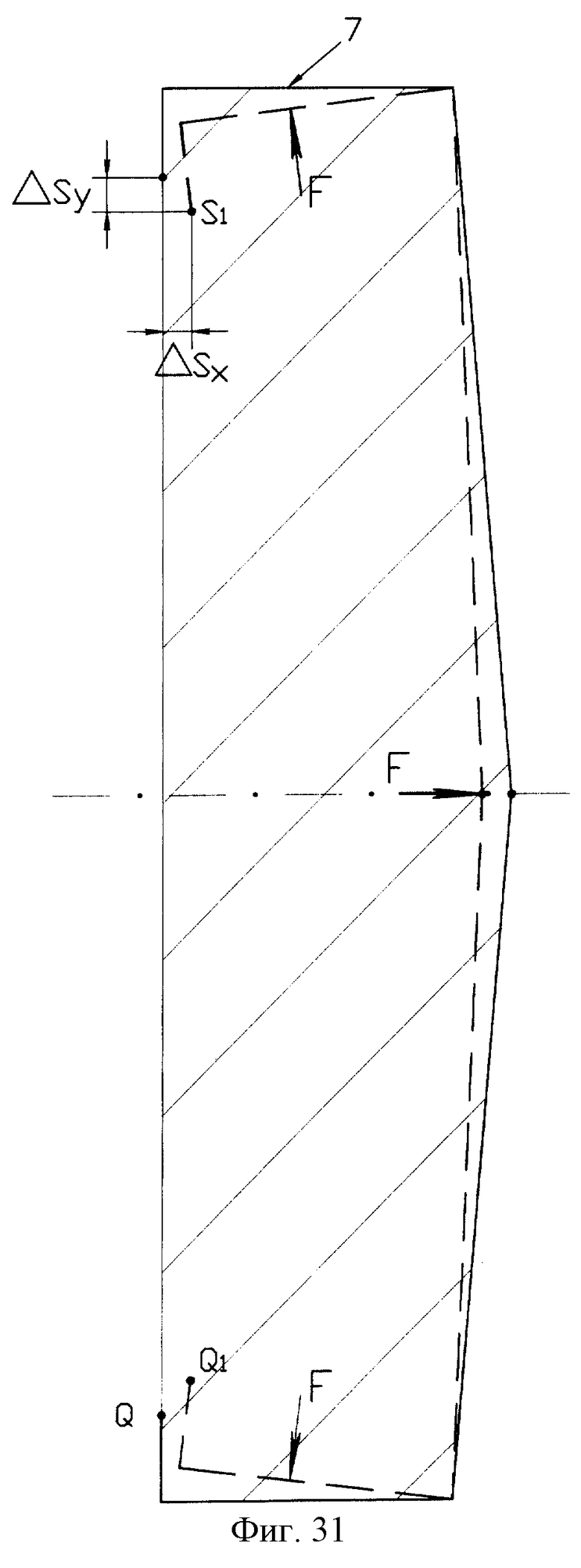
на фиг.29-31 показаны принципиальные схемы упругих лицевых панелей с прямолинейными и ломаными поверхностями в двух положениях, одно из которых – проектное - показано сплошными линиями, а другое положение лицевой панели, показанное пунктиром, соответствует положению лицевой панели до ее соединения с боковыми стенками,
на фиг.32-34 показаны аналогичные схемы упругих лицевых панелей, имеющих криволинейную поверхность,
на фиг.35 - кожух конвектора с дополнительной лицевой панелью,
на фиг.36 - сечение Ж-Ж на фиг.35,
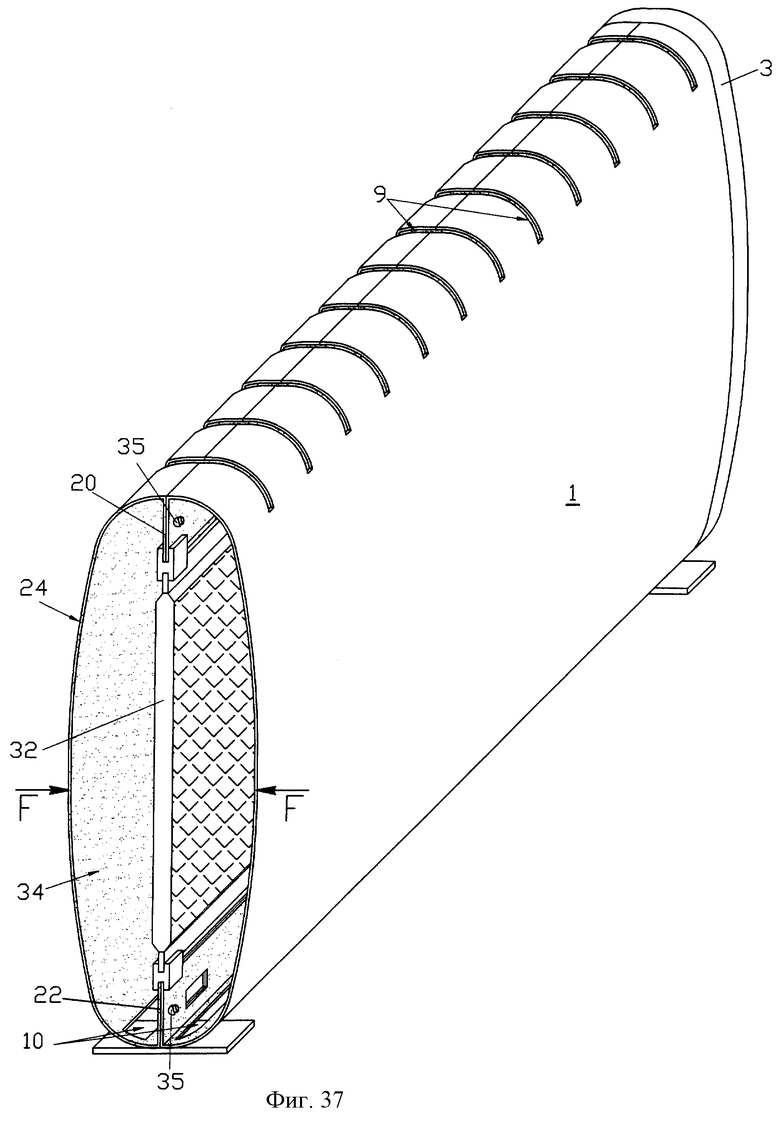
на фиг.37 - использование кожуха, выполненного из двух зеркально соединенных между собой унифицированных упругих лицевых панелей, в полости которых установлен обогреватель другого типа, в частности электрообогреватель,
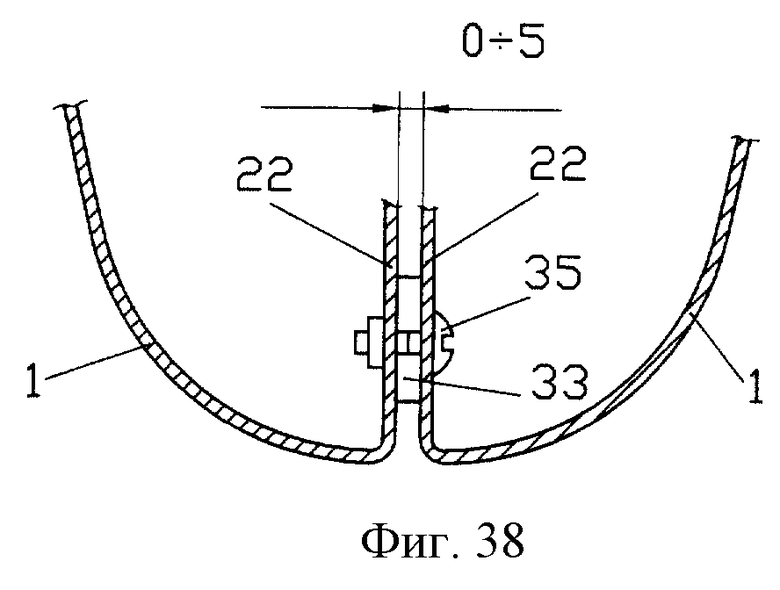
на фиг.38 - соединение двух зеркально расположенных упругих унифицированных лицевых панелей с возможностью изменения между ними зазора.
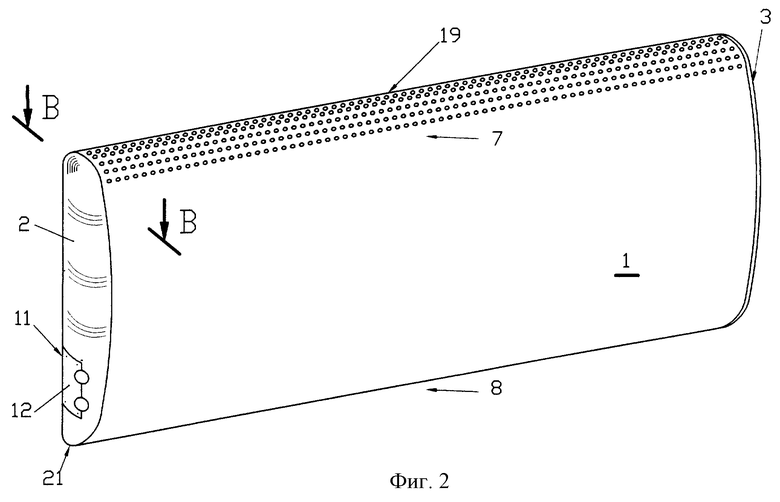
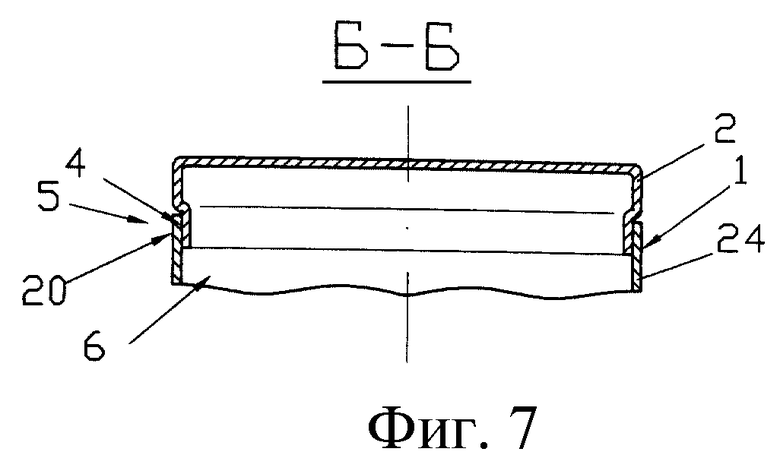
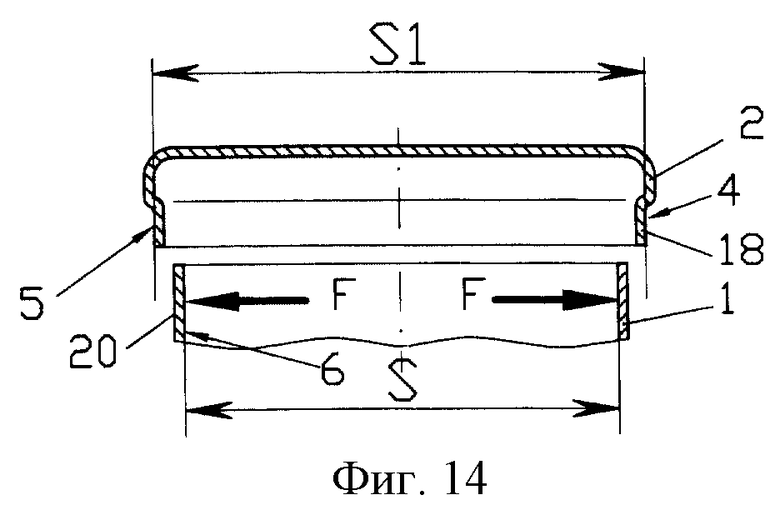
Кожух конвектора включает упругую лицевую панель 1 (фиг.1) и соединенные с ней боковые стенки 2 и 3. Наружные поверхности боковых стенок могут быть выполнены как прямолинейными, так и криволинейными. В одном конструктивном исполнении кожуха в прямолинейных боковых стенках 2 и 3 (фиг.7, 12) выполнены выемки 4, образующие посадочные поверхности 5 боковых стенок 2 и 3 под посадочные поверхности 6 лицевой панели 1. Посадочные поверхности 5 и 6 могут находиться как внутри, так и снаружи боковых стенок и лицевой панели (фиг.14 и 15). В свободном положении лицевой панели 1, когда она не соединена с боковыми стенками 2 и 3, а ее ось симметрии совмещена с осью симметрии боковых стенок, посадочные поверхности 5 и 6 находятся в различных плоскостях.
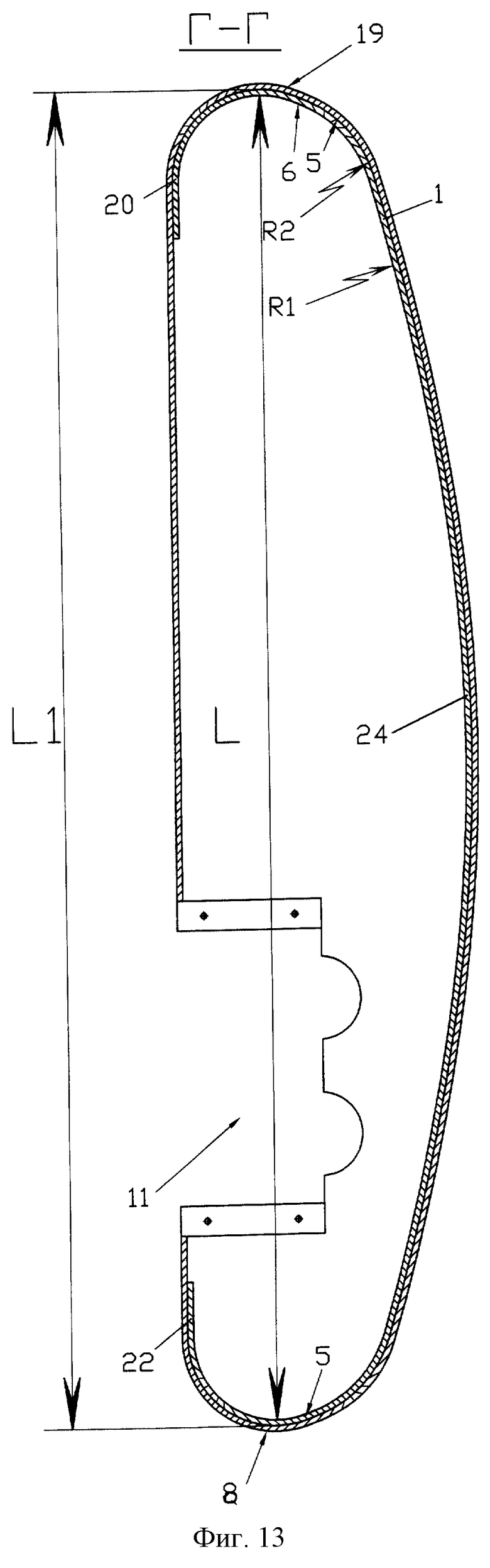
В другом конструктивном исполнении кожуха посадочная поверхность 5 каждой боковой стенки и посадочная поверхность 6 лицевой панели (фиг.13, 14, 15) выполнены криволинейными, причем на каждом заданном участке посадочной поверхности 5 радиус R1 (фиг.13) кривизны этой посадочной поверхности боковой стенки выбран больше или меньше радиуса R2 кривизны на соответствующем участке посадочной поверхности 6 лицевой панели в ее свободном, не соединенном с боковыми стенками положении (фиг.11, 12, 14-16, 32-34).
Вследствие этого, когда боковые стенки 2 и 3 кожуха не соединены с лицевой панелью 1, то внутренние или наружные размеры концевой части лицевой панели 1, определяемые ее посадочными поверхностями 6, всегда больше или меньше внутренних или наружных размеров боковых стенок 2 и 3, причем эти размеры определяются посадочными поверхностями 5 боковых стенок.
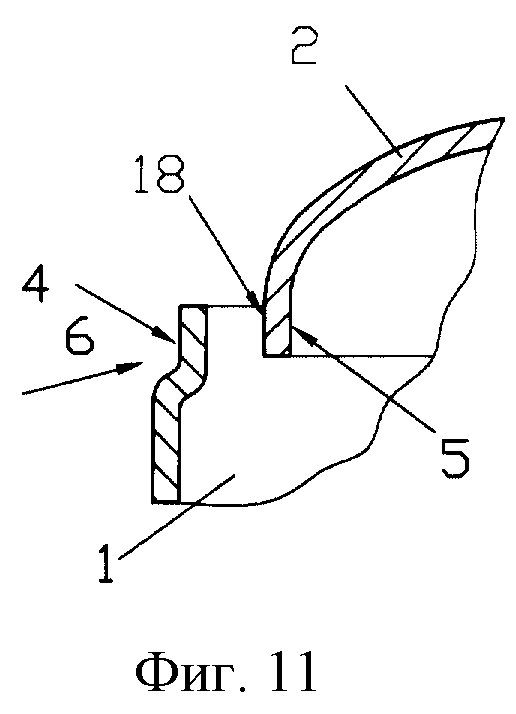
В варианте исполнения конструкции кожуха конвектора (фиг.8, 10, 11 и 15) посадочные поверхности 5 боковых (выпуклых) стенок 2 и 3 располагаются на концевых частях боковых стенок и контактируют с посадочными поверхностями 6, которые образованы выемками 4, выполненными на концах лицевой панели 1. В этом варианте исполнения кожуха до операции соединения лицевой панели 1 с выпуклыми боковыми стенками 2 и 3 радиус кривизны посадочной поверхности 6 выемок 4 лицевой панели 1 больше радиуса кривизны посадочной поверхности 5 каждой выпуклой боковой стенки кожуха при свободном, не соединенном с боковыми стенками положении лицевой панели 1. Криволинейные посадочные поверхности лицевой панели и боковых стенок приведены в качестве одного, основного, примера исполнения конструкции кожуха конвектора, поскольку очевидно, что форма выполнения посадочных поверхностей, а также формы выполнения лицевой панели и боковых стенок могут быть какими угодно при соблюдении условия, что лицевая панель кожуха должна обладать упругостью, которая может обеспечить возможность изменения кривизны ее посадочных поверхностей в процессе соединения с нею боковых стенок и поджатия этих поверхностей к посадочным поверхностям боковых стенок за счет сил упругости лицевой панели.
Лицевая панель 1 (фиг.1 и 6) имеет условно обозначенные верхнюю часть 7 и нижнюю часть 8, при этом в верхней части 7 лицевой панели выполнены воздуховыпускные отверстия 9, а в нижней части 8 лицевой панели 1 выполнены воздухозаборные отверстия 10, которые имеют форму окон (фиг.5, 6). Функции отверстий 10 может выполнять одно окно, которое может быть образовано в нижней части кожуха конвектора по всей его длине. Такое окно 10 в одном примере исполнения кожуха (фиг.25) образовано нижней поверхностью лицевой панели 1, в частности торцом нижней части лицевой панели, стеной помещения 28 и боковыми стенками 2 и 3. На фиг.25 боковая стенка 2 не показана.
Каждая боковая стенка (фиг.7-10) в поперечном сечении имеет корытообразную форму. На наружной поверхности по крайней мере одной боковой стенки выполнен вырез 11 (фиг.1, 13, 17, 21), в котором закреплены заглушки 12 (фиг.18, 19) с полукруглыми выемками 13 и 14 под трубы 15 и 16 обогревателя (фиг.6, 17, 21), включающего элементы 17 теплообмена, причем выемки 13 и 14 заглушек охватывают трубы с их противоположных сторон в собранном положении конвектора. Вырез 11 может быть поперечным или продольным по отношению к продольной оси боковой стенки, при этом число заглушек, закрывающих вырез, может быть различным. Оптимальным является продольный вырез в боковой стенке с полукруглой выемкой в ней под трубу теплоносителя, закрытый одной заглушкой с полукруглой выемкой в ней, охватывающей трубу теплоносителя снизу. Продольный вырез в боковой стенке позволяет надевать на трубу теплоносителя и на кронштейны крепления кожуха конвектора одним движением сверху вниз при установке последнего в помещении.
Выпуклые боковые стенки 2 и 3 (фиг.2, 8, 15) имеют по периметру отбортовки 18, на которых могут быть выполнены посадочные поверхности 5 боковых стенок, причем посадочные поверхности 5 могут располагаться как на внутренних, так и на наружных сторонах отбортовок 18 (фиг.11, 12). В прямолинейных боковых стенках 2 и 3 (фиг.7, 12,) посадочные поверхности 5 располагаются на наружных сторонах отбортовок 18 в выемках 4. Отбортовки 18 образуют поверхности боковых стенок, которые расположены с возможностью контакта со стеной помещения. Эти поверхности боковых стенок 2 и 3 расположены на задней части кожуха конвектора и называются задними поверхностями боковых стенок. Следует отметить, что в случае выполнения боковых стенок без отбортовок 18 задними поверхностями боковых стенок являются любые поверхности боковых стенок, которые будут контактировать со стеной помещения после закрепления кожуха на стене.
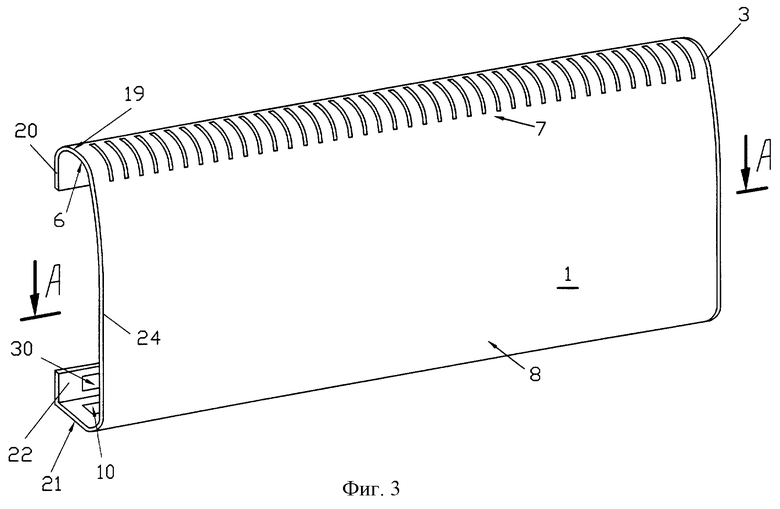
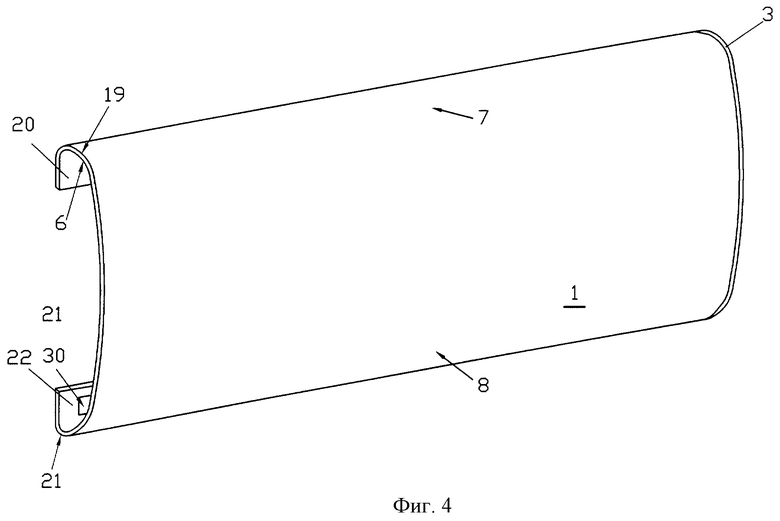
Верхняя часть 7 лицевой панели 1 имеет верхнюю поверхность 19 (фиг.1) и вертикально расположенную верхнюю отбортовку 20 (фиг.3, 4) с отогнутыми на небольшой угол внутрь кожуха участками отбортовки 20 (фиг.26) под кронштейны крепления кожуха к стене помещения для поджатия к ней кожуха. Нижняя часть 8 лицевой панели 1 имеет нижнюю поверхность 21 (фиг.13) и вертикально расположенную нижнюю отбортовку 22. Отбортовки 20 и 22 расположены в одной плоскости в рабочем положении лицевой панели 1, когда она соединена с боковыми стенками 2 и 3. Верхняя и нижняя поверхности 19 и 21 лицевой панели 1 могут иметь одинаковую или различную кривизну.
Нижняя часть 8 лицевой панели 1 включает перемычки 23 (фиг.5), между которыми расположены воздухозаборные отверстия 10. В нижней части 8 могут быть выполнены две крайние перемычки 23 и одно воздухозаборное отверстие 10 между перемычками 23, которое, как уже упоминалось выше, может представлять собой одно окно. Последнее может быть выполнено прямоугольным или овальным.
Передняя стенка 24 (фиг.3) лицевой панели, отбортовка 20 верхней части 19 и отбортовка 22 нижней части 21 лицевой панели 1 образуют криволинейный упругий контур, за счет упругости которого лицевая панель 1 своими посадочными поверхностями 6 (фиг.3, 4, 11, 12) находится постоянно в поджатом состоянии к посадочным поверхностям 5 боковых стенок 2 и 3, когда они соединены с лицевой панелью 1.
В одном исполнении кожуха внутренний размер S лицевой панели 1 (фиг. 14) меньше наружного размера S1, образованного посадочными поверхностями 5 боковой стенки 2 или 3. В другом исполнении кожуха (фиг. 15), до операций соединения боковых стенок 2 и 3 с лицевой панелью 1, наружный размер Q лицевой панели, образованный посадочной поверхностью 6, больше внутреннего размера Q1 боковой стенки 2, образованного посадочной поверхностью 5 боковой стенки.
Поверхность 19 лицевой панели 1 (фиг.13) и верхние стыкуемые с ней части боковых стенок 2 и 3 имеют покатую в нижнюю сторону скругленную или овальную форму или резко скошенную вниз скругленную форму (фиг.25), которая исключает хранение на кожухе предметов, использование кожуха в качестве опоры или сидения уменьшает возможность попадания в кожух пыли и мелкого мусора в процессе длительной эксплуатации конвектора.
Наиболее оптимальными углами покатой вниз и скругленной поверхности (фиг.25) верхней части 7 лицевой панели являются углы в пределах от 20 до 45 градусов, образованные между касательными, проведенными через точки 25, которые расположены на участке воздуховыпускных отверстий 9 лицевой панели 1. При необходимости увеличения скольжения предметов по поверхности 19 кожуха, а также с целью увеличения воздушной тяги в кожухе путем уменьшения теплового излучения кожуха верхняя или вся поверхность кожуха выполняется полированной, причем кожух в предлагаемых вариантах исполнения может быть выполнен из пластмассы, нержавеющей полированной стали или из других материалов, не требующих окраски и хорошо поддающихся полировке. В полости кожуха расположена воздушная заслонка, конструкция которой не раскрывается в данном изобретении. Однако поскольку заслонка влияет на компоновочное решение конвектора в целом, то в связи с существенными конструктивными изменениями кожуха конвектора в соответствии с данным изобретением следует отметить, что боковые стенки кожуха в описываемом изобретении не имеют отверстий под рукоятки крепления заслонки и ее поворота и эти боковые стенки от их верхних частей и по крайней мере до вырезов в них выполнены сплошными (без отверстий).
Описанная конструкция кожуха предусматривает возможность изготовления лицевой панели без нижней части (фиг.25) и без нижней отбортовки. В этом случае нижний конец лицевой панели 1 располагается между отбортовками 18 боковых стенок 2 и 3, стеной и полом помещения. При этом воздухозаборное отверстие 10 кожуха в этом варианте исполнения лицевой панели 1 располагается между нижней задней поверхностью лицевой панели, которая может быть образована нижним торцом лицевой панели 1, стеной помещения и боковыми стенками 2 и 3 кожуха.
В другом исполнении лицевой панели 1 ее нижняя задняя поверхность может быть расположена в плоскости верхней отбортовки 20 лицевой панели и задних поверхностей боковых стенок 2 и 3. Нижняя задняя поверхность лицевой панели 1 в этом случае располагается с возможностью контакта со стеной помещения совместно с контактирующими с этой стеной другими упомянутыми поверхностями задней части кожуха конвектора.
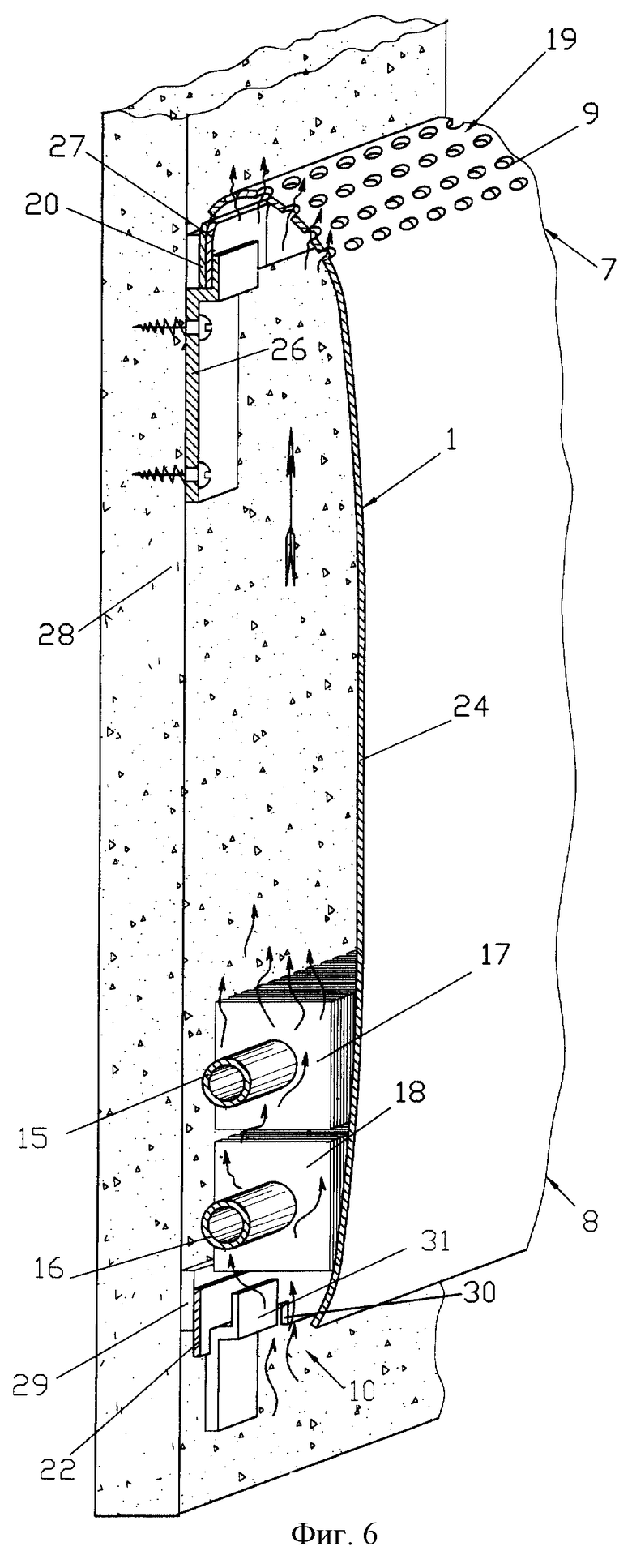
В другом варианте исполнения с целью уже упомянутого поджатия кожуха к стене помещения вся верхняя отбортовка 20 лицевой панели может быть выполнена под небольшим углом наклона (фиг.26). Верхняя отбортовка 20 в этом случае отогнута и наклонена во внутреннюю сторону кожуха, при этом верхняя отбортовка 20 взаимодействует с кронштейнами 26 (фиг.6) через прокладки 27 и таким образом вся лицевая панель 1 посредством верхней отбортовки крепится к стене 28 помещения. При этом кожух конвектора контактирует своей задней поверхностью со стеной 28 через мягкие упругие прокладки 29, которые закреплены на верхней отбортовке 20 лицевой панели 1, задних поверхностях боковых стенок 2 и 3 и на задней нижней поверхности лицевой панели, которая может быть образована нижней отбортовкой 22 лицевой панели 1 или нижним торцом последней.
Для повышения прочности крепления кожуха к стене помещения и с целью исключения оттяжки нижней части кожуха от стены в нижней отбортовке 22 кожуха (фиг.3, 4, 35) выполнены окна 30 под нижние кронштейны 31 (фиг.6) крепления кожуха к стене помещения.
Лицевая панель 1 кожуха (фиг.37) и зеркально соединенная с ней идентичная дополнительная лицевая панель 1 представляют собой кожух конвектора другого типа с электрическим или иным обогревателем 32. В этом варианте использования технического решения, составляющего сущность данного изобретения, две упругие лицевые панели 1 соединены между собой посредством верхних и нижних отбортовок соответственно 20 и 22. По крайней мере между смежными нижними отбортовками 22, соединенными между собой известным образом, установлены в одном из вариантов исполнения расклинивающие элементы 33, посредством которых отбортовки 22 могут быть расперты в противоположные друг от друга стороны с целью обеспечения более плотного соединения контактирующих посадочных поверхностей лицевых панелей и боковых стенок. Вместо расклинивающих элементов 33 может быть использовано резьбовое соединение, позволяющее сближать или отдалять друг от друга основную и дополнительную лицевые панели 1 во время их соединения между собой и боковыми стенками 2 и 3. В данном изобретении предусмотрен способ изготовления кожуха конвектора, заключающийся в соединении концов лицевой панели 1 с боковыми стенками 2 и 3. При этом отличительной особенностью способа является то, что при изготовлении боковых стенок и лицевой панели (в одном варианте способа изготовления кожуха) кривизну посадочной поверхности 5 (фиг.14) или размер S1 выбирают больше кривизны внутренней поверхности 6 каждого конца упругой лицевой панели размера S.
При изготовлении упругой лицевой панели 1 и боковых стенок 2 и 3 кожуха выбирают расстояние L (фиг.13) между внутренними посадочными они до операции соединения боковых стенок с лицевой панелью (фиг. 16) были различными.
Для того, чтобы соединить между собой, имеющие разные размеры и кривизну лицевую панель и боковые стенки, сжимают усилиями F с противоположных сторон верхнюю и нижние части 7 и 8 лицевой панели 1 (фиг.16), сжимают упругие концевые части лицевой панели (фиг.14, 15), далее заводят концы лицевой панели в проемы боковых стенок 2 и 3 или насаживают боковые стенки на концы лицевой панели, совмещают посадочные поверхности 5 боковых стенок с посадочными поверхностями 6 лицевой панели 1, а затем отпускают верхнюю и нижнюю части 7 и 8 лицевой панели, снимают усилия F с поверхности лицевой панели 1. В результате за счет сил упругости лицевой панели 1 ее внутренние посадочные поверхности 6 прижимаются к посадочным поверхностям 5 боковых стенок 2 и 3 и за счет сил трения между посадочными поверхностями лицевой панели и боковых стенок происходит самофиксация боковых стенок на лицевой панели, исключающая необходимость использования сварочных работ для соединения лицевой панели с боковыми стенками. Поскольку, как уже отмечалось выше, лицевая панель 1 в ее поперечном сечении представляет собой упругий контур, выполненный из упругого материала, то каждый проем на конце лицевой панели, образованный ее наружной или внутренней поверхностью, после снятия усилий F уменьшится или увеличится в своих размерах, при этом внутренние или наружные поверхности 6 лицевой панели за счет сил упругости будут поджаты к посадочным поверхностям 5 боковых стенок 2 и 3.
На фиг.14 внутренняя поверхность 6 лицевой панели 1 после ее соединения с боковой стенкой 2 за счет упругости лицевой панели прижимается к посадочной поверхности 5 боковой стенки, а на фиг.15 наружная поверхность 6 лицевой панели прижимается к посадочной поверхности 5 боковой стенки после того, как они будут соединены между собой.
Выпуклые боковые стенки 2 и 3, показанные на фиг.2, 8 и 15, соединяют с лицевой панелью 1 путем сжатия лицевой панели в вертикальном и горизонтальном направлениях усилиями F, которые прикладывают к стенкам лицевой панели 1 с противоположных сторон и тем самым уменьшают наружные размеры концов лицевой панели, на которые затем надевают боковые стенки 2 и 3, после чего снимают усилия F со стенок лицевой панели. В результате лицевая панель 1 распрямляется, посадочные поверхности 6 лицевой панели по всему ее периметру прижимаются за счет сил упругости лицевой панели к посадочным поверхностям 5 боковых стенок 2 и 3, перераспределяются нагрузки и выбираются зазоры между соединенными поверхностями лицевой панели и боковых стенок.
Сборку кожухов малогабаритных конвекторов производят вышеописанным способом вручную, а сборка кожухов крупногабаритных конвекторов может быть произведена с помощью специального сборочного приспособления. В одном варианте исполнения кожуха применяют расширитель проема концевой части лицевой панели, а при сборке другого варианта конструкции кожуха концы лицевой панели обжимают другим аналогичным приспособлением с обратным ходом рабочих элементов расширителя, имеющих специальные упоры, повторяющие наружную форму или часть формы лицевой панели.
При необходимости прочность соединений посадочных поверхностей 5 боковых стенок с внутренними и наружными поверхностями 6 концевых частей лицевой панели 1 может быть повышена. Для этого перед соединением боковой стенки с лицевой панелью наносят на посадочную поверхность 5 боковой стенки слой лакокрасочного покрытия, мастики, шпатлевки или клея, которые при высыхании образуют слой прочного неразъемного соединения (в эксплуатационных условиях конвектора).
Условиям изготовления упругих лицевых панелей в большей мере удовлетворяют пластмассы, так как эти материалы в наибольшей степени отвечают условию упругости, скольжения предметов по верхней поверхности лицевой панели, когда необходимо предусмотреть и предотвратить случаи неверного использования кожуха конвектора по другому назначению, а также условию сохранения тепла в полости кожуха для улучшения в ней воздушной тяги.
Способ изготовления кожуха, который показан на фиг.37, предусматривает такие действия, что к лицевой панели 1 зеркально присоединяют дополнительную панель 1, идентичную основной панели, скрепляют между собой верхние и нижние отбортовки 20 и 22 лицевых панелей, затем боковые стенки 2 и 3, выполненные по форме в соответствии с торцовыми проемами 34 соединенных лицевых панелей, соединяют с лицевыми панелями.
В одном варианте боковые стенки 2 и 3 вводят в проемы 34 лицевых панелей, для чего проемы сначала расширяют, а после соединения лицевых панелей 1 между собой и боковыми стенками 2 и 3, в варианте, когда боковые стенки располагаются во внутреннем торцовом контуре 34 соединенных между собой лицевых панелей 1, лицевые панели сжимают и приближают друг к другу. Сжатие лицевых 1 панелей может быть произведено с помощью элементов 35, выполненных, например, из болтов, посредством которых обеспечивается сближение по крайней мере двух смежных обортовок 22 (фиг.38). Сближение лицевых панелей и сжатие ими боковых стенок 2 и 3 с противоположных сторон может быть произведено какими-либо другими известными средствами, посредством которых можно сблизить отбортовки 22, чтобы обеспечить дополнительную силу поджатия лицевых панелей к боковым стенкам.
В случае, если конструкция соединенных между собой лицевых панелей 1 предусматривает соединение с ними боковых стенок 2 и 3, которые охватывают внешние контуры лицевых панелей 1 по их периметру, тогда лицевые панели перед их соединением с боковыми стенками сначала сжимают с боковых и верхних сторон во внутреннюю сторону кожуха и уменьшают за счет упругости лицевых панелей и их отбортовок внешние контуры соединенных лицевых панелей, затем свободно надевают на уменьшенные контуры лицевых панелей боковые стенки 2 и 3 и после этого усилия сжатия с лицевых панелей снимают. За счет упругости лицевых панелей они распрямляются и прижимаются к боковым стенкам. После этого в случае необходимости лицевые панели отдаляют друг от друга или расклинивают элементами 33 в противоположные стороны для увеличения сил их поджатия к боковым стенкам.
Устанавливают кожух конвектора на стене помещения следующим образом. Собранный кожух заводят вырезами 11 (фиг.13, 17, 21) на трубы 15 и 16 теплоносителя сверху или сбоку и навешивают кожух верхней отбортовкой 20 на кронштейны 26 и кронштейны 31 (фиг.6), а затем вырезы 11 в боковых стенках закрывают заглушками 12 (фиг.18, 19, 22) и закрепляют последние в вырезах 11 боковых стенок 2 и 3, как это показано на фиг.20 и 23. Установленный на стене 28 помещения кожух (фиг.6) в процессе работы конвектора защищает пластины 17 теплообмена и трубы 15 и 16 теплоносителя от случайных ударных или статических нагрузок и предотвращает срыв труб или их отклонение от заданного проектного положения. Защитная функция кожуха конвектора усиливается тем, что верхняя часть 7 кожуха, как уже отмечалось выше, выполнена скошенной и закругленной, что исключает ее использование в качестве опоры, воспринимающей какие-либо нагрузки, причем криволинейная передняя стенка лицевой панели по ее лицевой поверхности 24 повышает устойчивость лицевой панели при восприятии случайных ударных нагрузок с наружной лицевой стороны панели.
Данный кожух исключает возможность его использования не по назначению, что в современных условиях систем отопления имеет большое значение в отношении безопасности эксплуатации конвекторов, которые соединены с современными гибкими трубами теплоносителя, имеющими пониженную устойчивость к их изгибу.
В этой связи следует отметить, что, чем более покатой будет выполнена верхняя часть 7 лицевой панели 1, например, такой, как это показано на фиг.25, тем более кожух конвектора будет отвечать условиям безопасности. Представленная в данном изобретении форма верхней части 7 конвектора с углами в пределах 20-45 градусов между касательными и нормалями, проведенными из точек их пересечения на участке расположения воздуховыпускных отверстий 9, является с точки зрения безопасности наиболее оптимальной. При такой форме верхней части 7 лицевой панели 1 в значительной мере уменьшается возможность попадания через воздуховыпускные отверстия 9 частичек пыли и мелкого мусора, которые при длительной многолетней эксплуатации конвектора образуют значительный теплоизолирующий слой, отрицательно влияющий на процесс конвекции. Воздуховыпускные отверстия 9, выполненные в своем множестве с минимальными размерами между перемычками решетки, кроме того, исключают возможность введения пальцев рук детей в воздуховыпускные отверстия 9 лицевой панели и возможные повреждения пальцев внутренними отбортовками отверстий с острыми режущими кромками, расположенными внутри кожуха. Если в верхней выпуклой части лицевой панели 1 будут выполнены воздуховыпускные отверстия 9 так, как это показано на фиг.37, то при таком их выполнении исключается оттяжка наружу или продавливание во внутреннюю сторону кожуха перемычек между воздуховыпускными отверстиями 9, при этом исключается попадание пальцев рук в расширенные отверстия.
Установленный на стене кожух конвектора в процессе работы последнего выполняет вторую свою основную функцию. Холодный или не нагретый воздух (фиг.6) через воздухозаборные отверстия 10 поступает во внутреннюю полость кожуха естественным путем, нагревается от пластин теплообмена 17 и труб 15 и 16 и в нагретом состоянии поднимается вверх по стрелкам в полости кожуха, представляющем собой воздуховод. Из полости кожуха нагретый воздух выходит наружу в пространство отапливаемого помещения через воздуховыпускные отверстия 9 кожуха. При этом благодаря тому, что имеется угол наклона отогнутой вовнутрь кожуха верхней отбортовки 20 (фиг.26) и имеется мягкая упругая прокладка 29 (фиг.6), закрепленная по периметру на задних поверхностях кожуха, достигается герметичный контакт задней части кожуха со стеной помещения, исключающий прохождение воздуха наружу из полости кожуха во время работы конвектора через места соединения кожуха со стеной помещения. Герметичность соединения кожуха со стеной помещения стабилизирует ламинарность воздушного потока при его движении снизу вверх.
Как уже отмечалось выше, в качестве материала для изготовления кожухов конвекторов возможно применение пластмасс, которые являются предпочтительными для улучшения образования и поддержания воздушных потоков в кожухах конвекторов, поскольку пластмассы обладают меньшей теплопроводностью по отношению к металлу.
В случае применения пластмасс для изготовления кожухов конвекторов конвекция может быть существенно увеличена (по сравнению с металлическим кожухом) за счет меньшей теплоемкости пластмассы по сравнению с теплоемкостью металла. В этом случае тепло, сконцентрированное в полости кожуха, в меньшей мере передается пластмассовому кожуху и больше расходуется на нагрев воздуха, находящегося в полости кожуха, что в итоге приводит к повышению воздушной тяги в полости кожуха за счет увеличения перепада температур столбов воздуха, находящихся под пластинами 17 теплообмена и над этими пластинами. Вследствие выбора материала кожуха из пластмассы такой кожух в сравнении с металлическим кожухом будет в минимальной мере поглощать тепло, которое из проектных соображений должно передаваться в помещение не через поверхность лицевой панели, а через воздуховыпускные отверстия направленной ориентации, исходя из условий обогрева объема помещения, расположения окон и других факторов, а также исходя из динамики истечения нагретого воздуха в заданном расчетном направлении.
В результате в кожухе конвектора, выполненном из пластмассы, воздушная тяга будет больше воздушной тяги в металлическом кожухе, а количество нагретого воздуха, выходящего через воздуховыпускные отверстия в заданном направлении, будет больше; тяга воздуха будет увеличена, а функция конвектора в отношении воздушной конвекции повышена.
Пластмассовый кожух конвектора предпочтителен также по соображениям эксплуатационной практики - он не требует окраски в процессе длительной эксплуатации. При этом не исключается комбинированное применение материалов, причем в случае комбинированного применения материалов предпочтительным вариантом является вариант кожуха с металлической лицевой панелью и пластмассовыми боковыми стенками по соображениям технологичности изготовления модифицированных кожухов различных форм в широких диапазонах. Это связано с меньшей трудоемкостью переналадки форм для изготовления боковых стенок из пластмассы в сравнении с переналадкой штампов для изготовления боковых стенок из металла. Очевидно, что форму кожуха конвектора задают боковые стенки кожуха: какими по форме будут боковые стенки кожуха, такую в поперечном сечении форму примет упругая лицевая панель после ее соединения с боковыми стенками.
Таким образом, изменяя форму и контуры посадочных поверхностей 5 боковых стенок, можно согласно данному изобретению изменять в установленных пределах форму передней части лицевой панели не за счет ее пластической деформации под штампом, а за счет ее упругой деформации при соединении с боковыми стенками. В наибольшей мере этому условию отвечает упругая лицевая панель, не имеющая нижней части (фиг.25). При этом преимущества использования упругой лицевой панели особенно проявляются при решении задачи исключения необходимости применения сварки для соединения боковых стенок кожуха с его лицевой панелью.
На фиг.29-34 показаны принципиальные схемы нескольких конструктивных вариантов упругой лицевой панели кожуха, позволяющей в случае ее прямолинейных поверхностей (фиг.29) изготовить в соответствии с предложенным способом верхнюю и нижнюю части 7 и 8 кожуха изогнутыми вовнутрь кожуха таким образом, чтобы контрольные точки S1, Q1, D1, относящиеся к лицевой панели в свободном ее положении, совпадали с контрольными точками S, Q, D, которые относятся к лицевой панели в ее рабочем положении, когда она уже соединена с боковыми стенками кожуха. Для того, чтобы соединить лицевую панель, показанную на фиг.29, с боковыми стенками, достаточно приложить к верхней и нижней упругим частям 7 и 8 лицевой панели усилия F, направленные в разные стороны, разжать эти части, ввести в образовавшийся проем боковые стенки, а затем усилия F снять с верхней и нижней частей кожуха. При этом, очевидно, что лицевая панель будет охватывать собой боковые стенки и прижиматься к ним от действия сил упругости.
Аналогичным образом соединяют боковые стенки 2 и 3 с лицевой панелью 1, имеющей ломаные, вогнутую или выпуклую поверхности (фиг.30, 31) с той разницей, что к средней части лицевой панели прикладывают дополнительную силу F и увеличивают проем лицевой панели 1 в поперечном направлении, затем вставляют в образовавшийся проем боковые стенки 2 и 3, снимают разжимные усилия с упругой лицевой панели 1, которая при этом охватывает и сжимает боковые стенки 2 и 3, и за счет сил трения лицевая панель 1 фиксирует боковые стенки на своих концах.
Выпуклую криволинейную лицевую панель 1 (фиг.32) насаживают на боковые стенки 2 и 3 путем отвода разжимным усилием отбортовок и средней части лицевой панели 1 в противоположные стороны до свободного введения в образовавшиеся проемы на концах панели боковых стенок 2 и 3, затем совмещают все контрольные точки, показанные на чертеже, снимают разжимные усилия и таким образом фиксируют на лицевой панели боковые стенки.
Возможен вариант соединения лицевой панели с боковыми стенками (фиг.33) в случае, когда лицевая панель в ее свободном состоянии имеет более выпуклую часть в сравнении с соответствующими выпуклыми частями боковых стенок, которые совпадают со сплошной линией на чертеже. В этом случае дополнительная сила F прикладывается к средней части лицевой панели с противоположной стороны и направлена во внутреннюю сторону лицевой панели. При этом лицевая панель, заведенная в проемы боковых стенок, распрямляется и занимает рабочее положение, показанное сплошной линией. В этом случае лицевая панель прижимается своими наружными посадочными поверхностями к внутренним посадочным поверхностям боковых стенок. То же показано на фиг.34 с той лишь разницей, что форма лицевой панели в ее свободном состоянии отличается от формы лицевой панели в том же состоянии, показанном на фиг.33, а прилагаемая дополнительная сила F к средней части лицевой панели показана в обратном направлении. В этом случае лицевая панель после снятия с нее разжимных усилий фиксирует на своих концах за счет сил упругости боковые стенки.
Две лицевые панели 1, зеркально соединенные между собой средствами соединения (фиг.37), которые условно показаны на чертеже позициями 35, образуют кожух конвектора, который предназначен для его установки на полу помещения. Кожух, выполненный из двух упругих лицевых панелей 1, при соединении его с боковыми стенками 2 и 3 также обжимают с наружных сторон и после этого надевают на его концы боковые стенки, которые охватывают при этом кожух снаружи по его периметру. При необходимости повышения сил поджатия лицевых панелей к боковым стенкам между по крайней мере парой смежных отбортовок 22 (фиг.38) вводят расклинивающий элемент 33, который в необходимых пределах смещает лицевые панели в противоположных направлениях для обеспечения дополнительных усилий поджатия лицевых панелей к поверхностям боковых стенок. Перед введением расклинивающих элементов 33 между отбортовками соединительные элементы 35, которые могут представлять собой болты, сначала отпускают, а затем затягивают.
Если боковые стенки вводят в торцевые проемы кожуха, тогда после введения боковых стенок в упомянутые проемы соединительными элементами 35 стягивают смежные отбортовки 20 и смежные отбортовки 22 друг к другу. При этом лицевые панели 1 будут иметь дополнительные усилия поджатия к посадочным поверхностям боковых стенок. Кроме решения вышеизложенных технических задач - повышения функциональных качеств кожуха и снижения трудоемкости и энергоемкости его изготовления конструкция кожуха и способ обеспечивают возможность соединения лицевой панели с боковыми стенками в условиях строительства на строительном объекте непосредственно перед установкой кожуха на стене помещения с использованием приспособлений для сжатия или расширения крупногабаритных лицевых панелей или без приспособлений для сборки малогабаритных кожухов.
Данное преимущество обеспечивает возможность транспортировки лицевых панелей с завода на склад или со склада на строительный объект в пакетах, по несколько лицевых панелей, вставленных одна в другую в пакете отдельно от боковых стенок, что существенно снижает транспортные расходы на доставку кожухов конвекторов.
Источники информации
1. Великобритания, описание изобретения 2288012, F 24 D 19/06, 1995.
2. Германия, описание изобретения 19801165, Е 24 D 3/4, 1999.
3. Россия, описание изобретения 2133919, F 24 D 19/06, 1998.
4. Россия, описание изобретения 2145691, Е 24 Н 3/06, 1999.
5. Россия, описание промышленного образца 45419, 23-03, 1997.
6. Россия, описание промышленного образца 43070, 23-03, 1994.
7. Россия, описание полезной модели 10849, F 24 D 15/00, 1999 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЖУХ ОБОГРЕВАТЕЛЯ ПОМЕЩЕНИЯ | 2003 |
|
RU2255269C2 |
| ОБОГРЕВАТЕЛЬ ПОМЕЩЕНИЯ (ПЯТЬ ВАРИАНТОВ), КОЖУХ ОБОГРЕВАТЕЛЯ ПОМЕЩЕНИЯ И ТЕПЛООБМЕННИК ОБОГРЕВАТЕЛЯ ПОМЕЩЕНИЯ (ДВА ВАРИАНТА) | 2005 |
|
RU2338967C2 |
| ОБОГРЕВАТЕЛЬ КОНВЕКТОРНОГО ТИПА | 2003 |
|
RU2247905C1 |
| МИНИ-КОНВЕКТОР | 2004 |
|
RU2273804C1 |
| КОЖУХ НАПОЛЬНОГО ОТОПИТЕЛЬНОГО КОНВЕКТОРА | 2006 |
|
RU2332617C1 |
| КОНВЕКТОР | 2018 |
|
RU2757703C2 |
| КОНВЕКТОР НАПОЛЬНЫЙ | 2020 |
|
RU2746758C1 |
| КОНВЕКТОР НАПОЛЬНЫЙ | 2004 |
|
RU2273805C1 |
| НАПОЛЬНЫЙ ОТОПИТЕЛЬНЫЙ КОНВЕКТОР | 2006 |
|
RU2331821C1 |
| КОНВЕКТОР ОТОПИТЕЛЬНЫЙ НАПОЛЬНЫЙ, БЛОК НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ КОНВЕКТОРА И КОЖУХ КОНВЕКТОРА | 2008 |
|
RU2381424C1 |











Изобретение предназначено для применения в средствах для обогрева помещений. Кожух конвектора включает лицевую панель с воздуховыпускными отверстиями в верхней части, по крайней, мере одно воздухозаборное отверстие в нижней части кожуха, соединенные с лицевой панелью боковые стенки с посадочными поверхностями под посадочные поверхности концевых частей лицевой панели, верхнюю отбортовку лицевой панели, образующую с боковыми стенками поверхность задней части кожуха для ее контакта со стеной помещения, причем лицевая панель выполнена упругой и криволинейной с возможностью поджатия ее посадочных поверхностей за счет сил упругости к посадочным поверхностям боковых стенок, при этом посадочные поверхности боковых стенок выполнены криволинейными, по форме идентичными посадочным поверхностям лицевой панели. Кроме того, нижняя часть лицевой панели изогнута в заднюю часть кожуха, причем поверхность нижней части лицевой панели, обращенная к стене помещения, расположена в плоскости верхней отбортовки лицевой панели, а нижняя часть лицевой панели выполнена с нижней отбортовкой, расположенной в плоскости верхней отбортовки лицевой панели и задних поверхностей боковых стенок, причем между нижней отбортовкой лицевой панели и ее передней стенкой расположено, по крайней мере, одно воздухозаборное отверстие.
Способ изготовления кожуха конвектора включает операции соединения посадочных поверхностей лицевой панели кожуха с посадочными поверхностями боковых стенок путем введения с торцевых сторон лицевой панели в ее проемы боковых стенок посадочными поверхностями или путем введения концевых частей лицевой панели во внутренние контуры боковых стенок и соединение боковых стенок с лицевой панелью, причем лицевая панель кожуха выполнена упругой в плоскости ее поперечного сечения, при этом в нерабочем положении лицевой панели размеры и формы посадочных поверхностей ее концевых частей в упомянутой плоскости выполнены иными, чем размеры между посадочными поверхностями боковых стенок, во время соединения лицевой панели с боковыми стенками упомянутые размеры лицевой панели уменьшают или увеличивают путем приложения к концевым частям лицевой панели с их противоположных сторон усилий сжатия или расширения, далее надевают на лицевую панель с ее торцевых сторон посадочными поверхностями боковые стенки или заводят в концевые проемы лицевой панели боковые стенки посадочными поверхностями, после чего снимают с лицевой панели усилия ее сжатия или расширения. Кроме того, к упругой лицевой панели зеркально присоединяют дополнительную упругую лицевую панель, идентичную основной панели, одновременно противоположно направленными усилиями обжимают обе лицевые панели снаружи во внутреннюю сторону или расширяют упругие лицевые панели одновременно с внутренней стороны в наружные стороны так, чтобы уменьшить или увеличить торцовые проемы соединенных лицевых панелей, затем боковые стенки, выполненные в соответствии с торцовыми частями соединенных лицевых панелей, надевают на концевые части соединенных лицевых панелей или боковые стенки вводят в торцовые проемы соединенных лицевых панелей, после чего с лицевых панелей упомянутые усилия снимают.
Изобретение позволяет решить задачу повышения функциональных качеств кожуха, упрощения его конструкции и снижения трудоемкости его изготовления. 2 с. и 16 з.п. ф-лы, 38 ил.

| Приспособление для подачи песка на паровоз | 1928 |
|
SU10849A1 |
| RU 2059944 C1, 10.05.1996 | |||
| RU 2064140 C1, 20.07.1996 | |||
| Приспособление для перевода стрелок из вагона | 1927 |
|
SU9508A1 |
| Следящий привод | 1977 |
|
SU857924A1 |
| US 4392048 A, 05.07.1983 | |||
| СПОСОБ ЛЕЧЕНИЯ ЯЗВЕННОЙ БОЛЕЗНИ ДВЕНАДЦАТИПЕРСТНОЙ КИШКИ, ОСЛОЖНЕННОЙ КОМОРБИДНЫМИ ТРЕВОЖНО-ДЕПРЕССИВНЫМИ РАССТРОЙСТВАМИ | 2007 |
|
RU2357729C2 |

