Изобретение относится к сварочному агрегату для проведения передвижной электрической контактной сварки на рельсовом пути, состоящему из блока управления и двух половин агрегата, выполненных с возможностью перемещения с помощью обжимного цилиндра в продольном направлении рельсов и имеющих по одной паре зажимных колодок, выполненных с возможностью перемещения друг к другу с помощью зажимных цилиндров при колебании в плоскости вращения и с возможностью перемещения друг к другу с помощью зажимных цилиндров из посадочного положения, подходящего для введения головки рельса, в положение сварки, когда зажимные колодки прилегают к шейкам обоих рельсов для выполнения сварки.
Подобные сварочные агрегаты для так называемой передвижной стыковой сварки оплавлением уже известны из множества публикаций, например из патента US 3349216, ЕР 0132227 В1 или GB 2185703 А.
В патенте ЕР 0253634 А2 описано применение чувствительных элементов, которые встроены в зажимный узел или зажимные колодки сварочного агрегата и с помощью которых определяют, расположены ли подлежащие свариванию концы рельсов точно горизонтально и вертикально друг относительно друга, причем корректировку возможных отклонений можно производить автоматически с помощью сигналов.
Задачей предложенного изобретения является, таким образом, создание сварочного агрегата упомянутого типа, с помощью которого процесс сварки можно проводить с большей надежностью и допустимостью.
Согласно изобретению эта задача решается с помощью сварочного агрегата указанного типа за счет того, что предусмотрено индикаторное устройство для регистрации точного положения зажимных колодок, определенного по окончании колебательного движения и по прилеганию зажимных колодок к шейке рельсов, выполненное для подачи сигнала управления, необходимого для дальнейшего ведения процесса сварки.
Благодаря выполнению такого индикаторного устройства можно простым и доступным образом контролировать, действительно ли зажимные колодки прилегают к шейке рельсов тесно и с замыканием геометрического контура до того, как передать рельсам с помощью обжимного цилиндра относительно большое усилия осадки и растягивающее усилие. Благодаря одному только приложению давления при зажиме или наблюдению за ним такая надежная посадка еще не гарантируется, так как это давление есть и тогда, когда между зажимной колодкой и головкой рельсов находится, например, металлическое препятствие. Благодаря зависимости от сигнала управления, обеспечивающего точное прилегание зажимных колодок, надежно исключается повреждение головки рельса, вытекающее из перекоса колодок относительно рельсов.
Прочие выгоды и формы выполнения изобретения представлены в зависимых пунктах формулы и на чертежах.
Изобретение описывается ниже более подробно с помощью примеров выполнения, представленных на чертежах.
Фиг.1 - упрощенный вид сбоку заявленного сварочного агрегата;
Фиг.2 и 3 - вид агрегата в продольном направлении рельсов в разных положениях;
Фиг.4 - фрагмент в области зажимных колодок другой формы выполнения изобретения.
На разных фигурах или в формах выполнения изобретения ради простоты одинаково действующие элементы обозначены одинаковыми позициями.
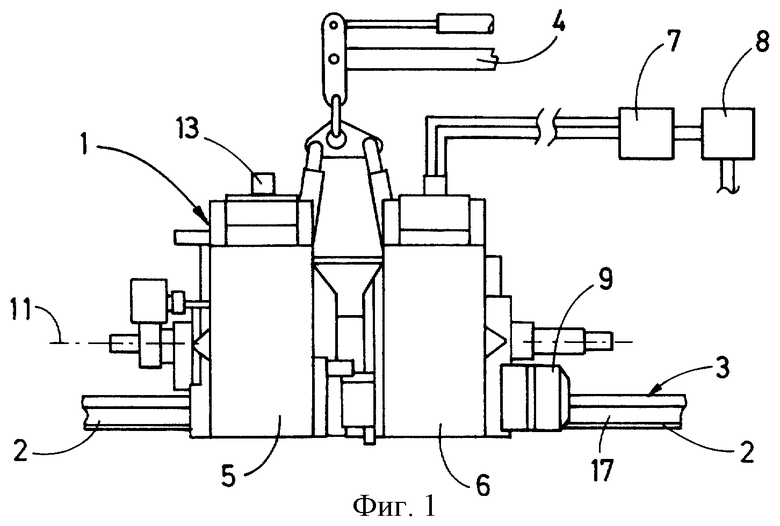
На фиг.1 можно видеть сварочный агрегат 1, который предусмотрен для выполнения электрической контактной сварки расположенных друг за другом рельсов 2 пути 3. Сварочный агрегат 1 расположен на стреловом кране 4 на железнодорожном транспортном средстве (здесь не представленном) с возможностью перемещения по высоте и в сторону и состоит из двух половин 5, 6, а также блока управления 7, расположенного на этом транспортном средстве. Последний связан, кроме того, с генератором 8 для электропитания агрегата. Обе половины агрегата 5 и 6 разнесены между собой в продольном направлении рельсов и связаны между собой при помощи гидравлических обжимных цилиндров, проходящих в продольном направлении рельсов, а также выполнены с возможностью перемещения друг относительно друга.
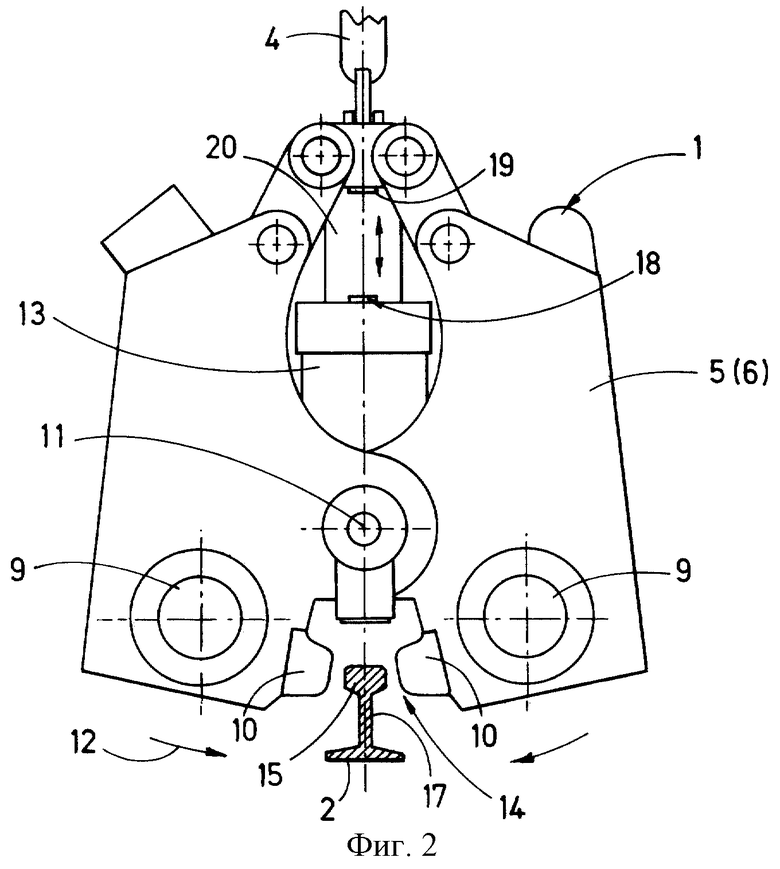
Как видно на фиг.2, каждая половина агрегата 5, 6 имеет пару зажимных колодок 10, расположенных с возможностью вращения на оси 11, проходящей в продольном направлении рельсов, и выполненных с возможностью перемещения друг к другу при колебании в плоскости вращения, а также связанных с гидравлическим зажимным цилиндром 13. С помощью этого зажимного цилиндра 13 зажимные колодки 10 каждой такой пары выполнены с возможностью переведения из посадочного положения 14, здесь представленного, когда головку 15 рельса 2 можно вводить между зажимными колодками 10, в положение сварки 16, когда зажимные колодки 10 прилегают к шейкам 17 обоих свариваемых рельсов 2 для выполнения сварочных работ.
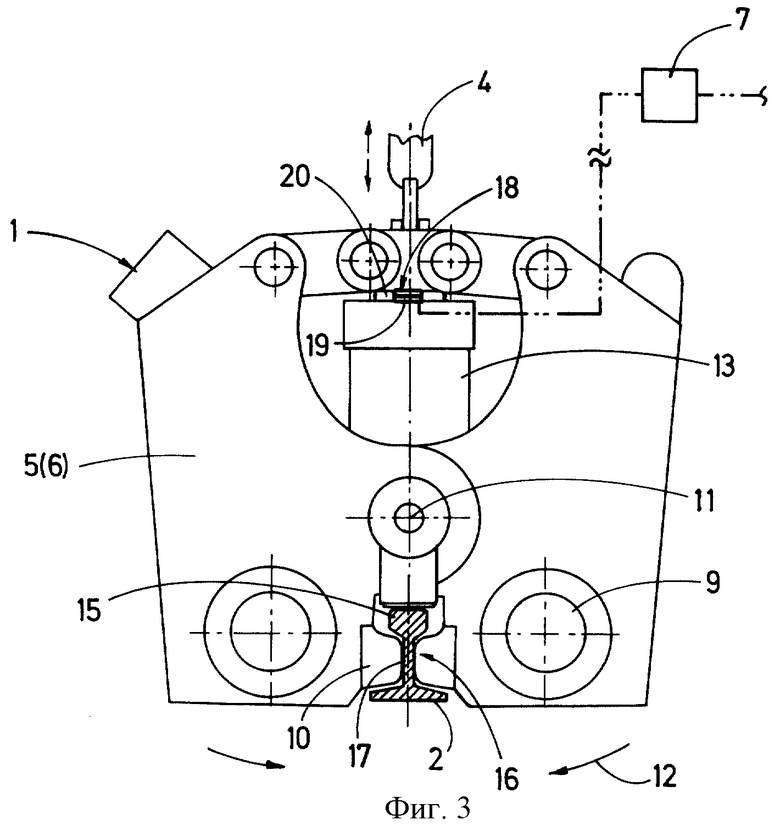
На фиг.3 представлен сварочный агрегат 1 в положении сварки 16, определенном по окончании колебаний 12 в плоскости вращения зажимных колодок 10. Для регистрации такого точного положения зажимных колодок 10 предусмотрено индикаторное устройство 18, которое в представленном здесь варианте выполнения представляет собой концевой выключатель 19, связанный с зажимным цилиндром 13. Концевой выключатель 19 установлен так, что он только тогда подает сигнал, когда поршень 20 зажимного цилиндра 13 полностью входит в цилиндр до такого положения, которое соответствует положению зажимных колодок 10, прилегающих к шейке рельса 17 с замыканием геометрического контура. Только после подачи сигнала управления в устройство управления 7 известным образам беспрепятственно продолжается процесс сварки, когда обе половины агрегата 5, 6 перемещаются друг к другу вместе с концами рельсов.
Таким образом надежно исключается опасность повреждения сварочного агрегата 1. Это происходит, в частности, тогда, когда несмотря на перекос сварочного агрегата 1 поступают очень большие тяговые усилия для перемещения друг к другу концов рельсов. На практике, например, целесообразно в гидравлической системе сначала применить низкое давление 80 бар, которое ради надежности повышается только с подачей сигнала управления до окончательного рабочего давления 120 бар.
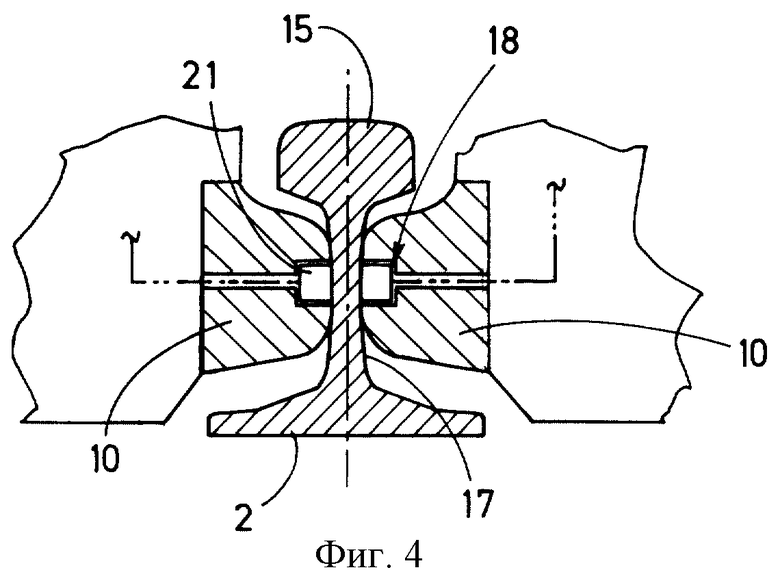
На фиг.4 представлен другой вариант индикаторного устройства 18, которое выполнено в виде импульсных элементов 21, встроенных в зажимные колодки 10. Эти импульсные элементы 21 выполнены для того, чтобы регистрировать положение зажимных колодок 10 относительно шейки рельса 17 и при достижении правильного положения при зажиме передавать сигнал управления, который оповещает о начале процесса сварки.
В рамках изобретения возможно множество других форм выполнения индикаторного устройства 18. Так, например, в качестве индикаторного устройства можно предусмотреть индуктивный датчик перемещений, который может регистрировать движение контактных колодок 10 относительно друг друга или относительно базовой точки и в соответствии с их положением относительно шейки рельса 17 передавать сигнал управления при правильном положении. Расстояние между контактными колодками 10 и шейкой рельса можно зарегистрировать при помощи индикаторного устройства в виде бесконтактного дальномера. Также может быть представлено индикаторное устройство в виде фотоэлектрического устройства, использующий принцип прерывания светового потока при правильном положении контактных колодок 10, и тем самым вызывая сигнал управления для начала процесса сварки.
Список обозначений
1. Сварочный агрегат
2. Рельс
3. Рельсовый путь
4. Стреловой кран
5. Половина агрегата
6. Половина агрегата
7. Блок управления
8. Генератор
9. Обжимной цилиндр
10. Зажимная колодка
11. Ось
12. Колебание в плоскости вращения
13. Зажимный цилиндр
14. Посадочная позиция
15. Головка рельса
16. Положение для ведения сварочных работ
17. Шейка рельса
18. Индикаторное устройство
19. Концевой выключатель
20. Поршень
21. Импульсный элемент
Изобретение относится к стыковой сварке, в частности сварочному агрегату, и может найти применение при прокладке рельсовых путей и ремонте рельс. Сварочный агрегат состоит из блока управления (7) и двух половин агрегата (5, 6), выполненных с возможностью перемещения с помощью обжимных цилиндров (9) в продольном направлении рельсов и имеющих по одной паре зажимных колодок (10), выполненных с возможностью перемещения друг к другу с помощью зажимных цилиндров (13) при колебательном движении (12). Зажимные колодки выполнены с возможностью перемещения друг к другу с помощью зажимных цилиндров (13) из посадочного положения, подходящего для введения головки рельса (15), в положение для сваривания (16), когда зажимные колодки (10) прилегают к шейкам (17) обоих рельсов (2) для выполнения сварки. Предусмотрено индикаторное устройство (18) для регистрации точного положения (16) зажимных колодок (10) для выполнения сварки, определенного по окончании колебательного движения (12) и по прилеганию зажимных колодок (10) к шейке рельсов (17), выполненное для подачи сигнала управления, необходимого для дальнейшего ведения процесса сварки. Изобретение позволяет проводить сварку рельсов с большой надежностью и высоким качеством. 5 з.п.ф-лы, 4 ил.
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО снятия ПОЧАТКОВи | 0 |
|
SU253634A1 |
| US 4454454 A, 08.11.1983 | |||
| US 4215260 A, 28.07.1980 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| RU 20510116 C1, 27.12.1995. | |||

