В металлургическом производстве, в частности при изготовлении металлических лент, часто приходится соединять конец одной ленты с началом другой при помощи электросварки. Так, например, в прокатных станах прокатанные ленты обычно сматываются в рулоны для перехода к последующей операции их обработки. Для того, чтобы организовать непрерывную работу, например, на технологических линиях окончательной отделки металлических лент, необходимо, таким образом, приварить задний - по направлению движения конец одной ленты в конце ее обработки к переднему по направлению движения концу следующей ленты, поступающей на обработку. Приходится, таким образом, выполнять сварку этих лент по поперечной линии, обычно перпендикулярной к оси движения этих лент в данной технологической установке.
Для выполнения этой операции используются различные технические средства. Можно, например, накладывать концы двух лент друг на друга и сваривать их при помощи прохождения электрического тока между двумя сварочными роликами, перемещающимися в поперечном направлении (см. патент FR-A-2703274).
Однако в некоторых случаях бывает необходимо, чтобы две ленты были сварены между собой встык таким образом, чтобы исключить избыточную толщину ленты в зоне сварочного шва. В этом случае необходимо обрезать оба конца свариваемых лент, соответственно передний и задний по направлению движения, вдоль двух строго параллельных друг другу линий, затем соединить подготовленные таким образом кромки так, чтобы они вошли в механический контакт друг с другом, и выполнить стыковую сварку оплавлением (см. патент FR-A-2311626).
Технологическая установка подобного типа содержит, таким образом, различные инструменты, работающие последовательно друг за другом и размещенные обычно один за другим вдоль продольного направления перемещения данных металлических лент.
Прежде всего задний конец первой ленты и передний конец второй ленты соответственно обрезаются при помощи режущего инструмента, который в предпочтительном варианте реализации такой технологической установки содержит двое механических ножниц, работающих одновременно и разнесенных на расстояние друг от друга с тем, чтобы сформировать на концах двух лент две строго параллельные друг другу кромки, причем в процессе выполнения упомянутой операции отрезания обе ленты удерживаются в фиксированном положении при помощи зажимных губок, смонтированных на неподвижном основании.
Затем обе обрезанные таким способом кромки сближаются друг с другом до установления механического контакта между ними и свариваются встык оплавлением. В процессе выполнения этой операции концы свариваемых лент удерживаются специальными обжимными губками. При этом обычно оставляют между каждой парой упомянутых обжимных губок и соответствующей кромкой ленты расстояние, на котором конец данной ленты располагается консольно и которое позволяет осуществить стыковую сварку.
Кроме того, свариваемые между собой обрезанные кромки двух лент необходимо прижать друг к другу с усилием для того, чтобы реализовать эффект деформации в процессе осуществления сварки оплавлением.
Для этого обычно используют сварочный аппарат, содержащий две пары зажимных губок, соединенных с одним источником электрического тока и смонтированных, соответственно, на неподвижном основании и на подвижном основании, имеющем возможность перемещаться в продольном направлении по отношению к неподвижному основанию для того, чтобы реализовать сближение кромок двух свариваемых лент и их деформацию в процессе сварки оплавлением.
Однако сварной шов образует на обеих сторонах ленты валики, которые должны быть удалены для того, чтобы не помешать прохождению данного сварного стыка через различные устройства данной технологической линии обработки ленты. Именно поэтому данная технологическая установка обычно содержит инструмент, предназначенный для выравнивания или рихтовки сформированного сварного шва и чаще всего представляющий собой строгальный инструмент, снабженный ножами или резцами, которые удаляют валики сварного шва путем поперечного перемещения вдоль этого шва.
В то же время данная технологическая установка оборудована целым рядом вспомогательных устройств, например одним или несколькими петлеобразующими устройствами, придающими определенную свободу продольного перемещения каждой ленте без воздействия средств продвижения ленты, средствами центрирования, предназначенными для точного выравнивания двух свариваемых лент, а также устройством выемки пазов, предназначенным для удаления концов сварного шва на боковых кромках двух лент, в частности, в том случае, когда эти ленты отличаются друг от друга по ширине.
Таким образом, установки подобного типа оказываются достаточно сложными и весьма громоздкими, поскольку различные инструменты обычно располагаются последовательно друг за другом в порядке выполнения соответствующих операций с лентами.
Для упрощения такой установки уже предложено объединить оборудование обрезания лент со сварочным аппаратом.
В этом случае необходимо обжать концы двух лент в двух парах зажимных губок для отрезания кромок этих лент, затем развести эти зажимные губки для того, чтобы отрегулировать выступающие консольные длины лент, снова сжать зажимные губки, отрегулировать расстояние между расположенными друг против друга кромками и осуществить сварку, оказывая на концы лент определенное давление, обеспечивающее их надежное соединение.
Затем две сваренные таким образом ленты должны быть перемещены к соответствующему оборудованию выравнивания, которое также содержит свои собственные средства обжатия, предназначенные для удержания лент в процессе строжки соединяющего их сварного шва.
Все эти операции должны выполняться с высокой точностью, используя, например, калиброванные установочные прокладки для регулировки расстояния между концами двух лент.
Задача данного изобретения состоит в том, чтобы предложить новое техническое решение, позволяющее получить более простую, менее громоздкую и менее дорогостоящую установку описанного выше типа, имеющую к тому же лучшие технологические характеристики.
Кроме того, технические решения в соответствии с предлагаемым изобретением позволяют легко реализовать необходимое позиционирование и центрирование свариваемых лент, упростить функционирование данной установки и облегчить автоматизацию осуществления различных технологических операций.
Предлагаемое изобретение, таким образом, касается технологической установки, предназначенной для соединения между собой металлических лент, движущихся вдоль продольной оси, и содержащей в общем случае:
- неподвижное основание, центрированное на продольной оси перемещения данных металлических лент, на котором смонтирован первый орган удержания с двумя губками, предназначенный для обжатия заднего по направлению движения данной ленты конца первой ленты,
- подвижное основание, центрированное на продольной оси перемещения данных металлических лент и имеющее возможность перемещаться вдоль этого направления по отношению к неподвижному основанию, причем на этом подвижном основании установлен второй орган удержания с двумя обжимными губками, предназначенный для фиксации в заданном положении переднего по ходу перемещения ленты конца второй металлической ленты, непосредственно следующей за первой лентой,
- по меньшей мере три специальных оборудования, предназначенных для соединения первой ленты с второй лентой, а именно:
- отрезное оборудование, содержащее двое механических ножниц, обеспечивающих одновременное обрезание двух параллельных располагающихся друг против друга кромок, соответственно, передней и задней, на концах двух металлических лент после их обжатия соответственно в первом и втором органах удержания, причем обрезание каждой кромки осуществляется на определенном консольном расстоянии или расстоянии выноса по отношению к соответствующим обжимным губкам;
- сварочное оборудование, предназначенное для стыковой сварки двух металлических лент после сближения их кромок при помощи соответствующего перемещения подвижного основания,
- оборудование выравнивания, предназначенное для снятия избыточного материала сварного шва на двух сторонах сваренных таким образом металлических лент.
В соответствии с предлагаемым изобретением данная автоматическая установки содержит:
- инструментальную каретку, смонтированную с возможностью скольжения по продольному направляющему пути, проходящему с некоторой первой стороны от двух оснований параллельно оси перемещения данных лент;
- по меньшей мере две поперечные направляющие, выполненных рядом друг с другом на данной инструментальной каретке и перпендикулярные направлению перемещения данных металлических лент;
- по меньшей мере две опорных рамы, каждая из которых предназначена для одного из инструментов соединения металлических лент, причем эти опорные рамы смонтированы с возможностью скольжения по одной из поперечных направляющих;
- средства управления скольжением инструментальной каретки вдоль продольной направляющей, предназначенные для точного позиционирования одной или другой из двух поперечных направляющих в некотором положении общей работы, центрированном, в средней плоскости (0), перпендикулярной к оси перемещения данных металлических лент;
- средства управления поперечным скольжением, одна после другой, опорных рам инструментов по соответствующей поперечной направляющей после позиционирования поперечной направляющей в общем рабочем положении, предназначенном для использования данного технологического инструмента, установленного на соответствующей опорной раме, и для реализации соответствующей технологической операции с располагающимися друг против друга передней и задней кромками двух металлических лент.
В соответствии с предпочтительным способом реализации предлагаемого изобретения средства управления поперечным скольжением опорных рам соответствующих технологических инструментов образованы общим средством, расположенным на уровне общего рабочего положения и способным перемещаться в направлении, перпендикулярном оси перемещения металлических лент, упираясь в неподвижный каркас, причем общее средство управления снабжено органом захвата, способным входить выдвижным образом в соответствующую сопрягаемую часть каждой опорной рамы инструментов в том случае, когда данная рама находится в общем рабочем положении.
В предпочтительном способе реализации предлагаемого изобретения инструментальная каретка смонтирована с возможностью перемещения по нижней направляющей в продольном направлении, сооруженной на полу цеха рядом с данной установкой и связанной с параллельной верхней направляющей скольжения, выполненной на несущей конструкции, в которую входит путем скольжения соответствующая направляющая часть сопряженной формы, выполненная на каждой опорной раме инструмента, причем верхняя продольная направляющая содержит две части, проходящие соответственно по одну и по другую стороны от разрыва, размещенного на уровне общей рабочей плоскости и имеющего ширину, достаточную для того, чтобы обеспечить возможность поперечного перемещения одной или другой из опорных рам инструментов.
В предпочтительном варианте реализации предлагаемого изобретения общее средство управления скольжением опорных рам образовано по меньшей мере одним домкратом или силовым цилиндром, центрированным на оси, параллельной средней рабочей плоскости, и содержащим неподвижный элемент, установленный на несущей конструкции, и подвижный элемент, на котором выполнена головка зацепления, имеющая в поперечном сечении профиль, идентичный профилю верхнего продольного направляющего пути, таким образом, чтобы в рабочем положении каждой опорной рамы инструмента или оборудования направляющая часть этой рамы входила в головку зацепления домкрата или силового цилиндра.
В предпочтительном варианте реализации средства управления продольным скольжением инструментальной каретки или тележки содержат средство тонкой регулировки, предназначенное для точного позиционирования по меньшей мере одной из поперечных направляющих и соответствующей опорной рамы оборудования по отношению к средней плоскости поперечного скольжения, и орган захвата или зацепления средства управления скольжением входит в сопряженную часть каждой опорной рамы с возможностью люфта в продольном направлении, обеспечивающего надлежащее позиционирование опорной рамы.
В соответствии с еще одной предпочтительной характеристикой предлагаемого изобретения отрезное оборудование данной установки соединения металлических лент содержит два режущих органа, отстоящих друг от друга на фиксированное расстояние для обрезания, соответственно, заднего конца и переднего конца двух лент, удерживаемых, соответственно, первым и вторым органами фиксации этих лент, по двум параллельным линиям обрезания, отстоящим друг от друга на постоянное расстояние, для формирования соответственно передней и задней кромок подлежащих соединению лент.
Предпочтительным образом два отрезных органа смонтированы на инструментальной каретке или тележке и специальное устройство регулирования определяет путем продольного перемещения этой инструментальной каретки или тележки точное позиционирование первого отрезного органа по отношению к первому органу удержания для регулировки расстояния консольного выноса, определяемого на заднем конце первой ленты, между соответствующей линией отреза и первым органом удержания.
Кроме того, установка в соответствии с предлагаемым изобретением может быть оборудована средствами продольного перемещения подвижного основания по отношению к неподвижному основанию, позволяющими точно позиционировать второй орган удержания по отношению к первому органу удержания для регулировки расстояния консольного выноса, определяемого между вторым органом удержания и линией отреза переднего конца второй ленты.
В предпочтительном варианте реализации предлагаемого изобретения отрезное оборудование содержит два органа отрезания, определяющих соответственно две параллельные плоскости отрезания, располагающиеся друг от друга на фиксированном расстоянии, которые образуют двойные ножницы, установленные на общей опорной раме, имеющей возможность скользить относительно инструментальной каретки или тележки в направлении, перпендикулярном оси перемещения обрабатываемых лент, и содержащей два рычага, соответственно, верхний и нижний, которые проходят соответственно над и под плоскостью перемещения ленты. Каждый из двух отрезных органов образован парой циркулярных ножей или резцов, соответственно, верхним и нижним, установленными с возможностью вращения вокруг осей, параллельных направлению перемещения лент, соответственно на двух рычагах рамы, причем два ножа или отрезных диска каждой пары частично перекрывают друг друга в плоскости отрезания, перпендикулярной оси перемещения лент.
В конце движения первой ленты и перед установкой второй ленты обе пары отрезных ножей или дисков предварительно устанавливаются со стороны, противоположной инструментальной каретке или тележке, путем выдвижения вперед опорной рамы, проходя при этом позади заднего конца первой ленты. После этого вторая лента подается вперед и после обжатия органами удержания и регулировки расстояний консольного выноса на задней части первой ленты и на передней или головной части второй ленты осуществляется отрезание путем втягивания данной опорной рамы на инструментальную каретку или тележку.
Кроме того, в предпочтительном варианте реализации верхний отрезной нож каждой пары отрезных ножей установлен на вертикальной стойке, имеющей возможность поворачиваться вокруг горизонтальной оси на опорном рычаге таким образом, чтобы слегка поворачиваться между первым положением отрезания путем втягивания опорной рамы, для которого ось верхнего отрезного ножа смещена назад по отношению к оси нижнего отрезного ножа в направлении перемещения данной опорной рамы в сторону инструментальной каретки или тележки, причем в этом случае вертикальная стойка упирается в фиксированный упор опорного рычага, и вторым положением отрезания путем выдвигания опорной рамы, для которого ось верхнего отрезного ножа переведена по меньшей мере в вертикальную плоскость, проходящую через ось вращения нижнего отрезного ножа, в том случае, когда опорная рама выдвигается в направлении обрабатываемых лент, причем здесь вертикальная стойка упирается в регулируемый упор. Таким образом, отрезание ленты выполняется путем втягивания опорной рамы в первом положении, перед сваркой концов подлежащих соединению лент, но может также быть выполнено путем выдвижения этой опорной рамы после выполнения сварки лент во втором положении в том случае, когда сваренные ленты должны быть разъединены для повторного выполнения операции их сварки.
В общем случае каждый орган удержания содержит обычно пару обжимных колодок, соответственно, нижнюю и верхнюю, причем одна из этих колодок неподвижно закреплена на соответствующем основании, а другая колодка смонтирована с возможностью вертикального перемещения на этом основании, причем каждая такая зажимная колодка снабжена съемной обживной губкой.
В соответствии с предпочтительным вариантом реализации предлагаемого изобретения нижняя зажимная колодка закреплена на основании и оборудована нижней обжимной губкой, смонтированной с возможностью скольжения в направлении, перпендикулярном направлению перемещения обрабатываемых лент, на этой нижней колодке, а верхняя колодка имеет возможность перемещаться в вертикальном направлении и оборудована верхней съемной обжимной губкой, которая может быть отсоединена от верхней колодки и уложена на нижнюю губку, причем в этом случае совокупность двух этих обжимных губок может быть извлечена из данной технологической установки и заменена в ней путем поперечного выдвигания нижней обжимной губки из нижней колодки.
В предпочтительном варианте реализации предлагаемого изобретения по меньшей мере одна из двух зажимных колодок снабжена по меньшей мере одной прокладкой в виде двойного Т, подвижной в вертикальном направлении и проходящей вдоль направления, перпендикулярного направлению перемещения обрабатываемых лент, причем эта прокладка имеет внешнюю часть Т-образного поперечного сечения, выступающую по отношению к данной зажимной колодке для того, чтобы войти в сопряженную канавку соответствующей обжимной губки, и внутреннюю часть обратного Т-образного поперечного сечения, размещенную в поперечном вырезе, выполненном в зажимной колодке, причем вырез может быть запитан гидравлической жидкостью с каждой стороны внутренней Т-образной части, которая, таким образом, представляет собой поршень гидравлического силового цилиндра двойного действия, предназначенный, соответственно, для прижатия обжимной губки к данной зажимной колодке и для отведения этой губки от этой колодки.
В том случае, когда верхняя зажимная колодка оказывается подвижной в вертикальном направлении при том, что нижняя зажимная колодка является неподвижной, верхняя Т-образная часть каждой прокладки может быть снабжена на своей верхней поверхности по меньшей мере двумя роликами качения, упирающимися в основание канавки для обеспечения опоры обжимной губки с возможностью ее скольжения в приподнятом положении прокладок.
В этом случае верхняя зажимная колодка может быть снабжена, в предпочтительном варианте реализации предлагаемого изобретения, байонетным средством крепления верхней обжимной губки, содержащим по меньшей мере два домкрата или силовых цилиндра прижатия, каждый из которых содержит шток, смонтированный с возможностью поворота вокруг вертикальной оси, причем каждый такой шток снабжен на своем конце двумя располагающимися по одной линии частями, образующими крючки, способные входить в полость, выполненную в данной обжимной губке, проходя через овальное отверстие соответствующей формы, и прижиматься к основанию полости по одну и по другую стороны от овального или продолговатого отверстия после поворота штока для прижатия данной обжимной губки к зажимной колодке.
В то же время, один из двух органов удержания может быть связан с по меньшей мере одной установочной прокладкой регулируемой толщины, вставляемой между нижней зажимной колодкой и нижней обжимной губкой для того, чтобы выровнять средние плоскости двух лент.
Использование в соответствии с предлагаемым изобретением инструментальной каретки или тележки, представляющей собой инструментальный магазин, позволяет также, для облегчения технического обслуживания данной установки, оснастить ее сменным инструментом и оборудованием, содержащим по меньшей мере один орган зацепления, способный скользить по поперечному направляющему пути, выполненному на инструментальной каретке или тележке и имеющему возможность вставляться сменным образом в по меньшей мере нижнюю обжимную губку каждого органа удержания для извлечения из основания по меньшей мере нижней обжимной губки и перевода ее на инструментальную каретку или тележку путем скольжения по направляющему пути и, наоборот, для замены в этом основании одной губки на другую. В предпочтительном варианте реализации верхняя обжимная губка может быть демонтирована из верхнего зажимного рычага и уложена на нижнюю обжимную губку для демонтажа и последующего обратного монтажа одновременно двух этих обжимных губок.
В общем случае сварочное оборудование данной установки образовано двумя соответствующими органами удержания двух подлежащих соединению лент, причем эти ленты соединены с двумя полюсами источника электрического тока для осуществления стыковой сварки оплавлением.
Для осуществления этого технологического процесса каждый орган удержания содержит электроизоляционный слой, размещенный между каждой обжимной губкой и зажимным рычагом соответствующей опоры, и обжимные губки двух органов удержания связаны соответственно с двумя полюсами источника электрического тока при помощи изолированных электрических цепей для того, чтобы обеспечить возможность осуществления сварки путем прохождения электрического тока только через обжимные губки и две свариваемые между собой ленты.
Однако, использование в соответствии с предлагаемым изобретением подвижной в продольном направлении инструментальной каретки или тележки позволяет также в случае необходимости реализовать сварку концов используемых в данном случае лент при помощи специализированного оборудования, такого, например, как перемещающаяся сварочная горелка лазерной сварки, плазменной сварки или электродуговой сварки. Действительно, такая горелка может быть смонтирована на опорной раме, перемещающейся вдоль поперечного направляющего пути данной инструментальной каретки или тележки, для обеспечения стыковой сварки располагающихся друг против друга кромок двух металлических лент после их обрезания и плотного прижатия друг к другу.
В соответствии с еще одной весьма выгодной характеристикой предлагаемого изобретения регулировки по меньшей мере продольного позиционирования всех инструментов и оборудования данной технологической установки осуществляются относительно неподвижного основания, которое служит общим началом отсчета для выполнения всех операций.
В частности, после обжатия заднего по ходу движения конца первой металлической ленты первый орган удержания может оставаться в сжатом состоянии вплоть до окончания всех операций соединения металлических лент, причем неподвижное основание служит точкой отсчета при позиционировании для всех инструментов, всего технологического оборудования и для всех выполняемых операций.
Однако в соответствии с другим возможным способом реализации предлагаемого изобретения первый орган удержания, смонтированный на неподвижном основании, разжимается после осуществления сварки, причем второй орган удержания остается сжатым для того, чтобы обеспечить возможность центрирования сваренных кромок при использовании инструментов выравнивания плоскости сварного шва путем отвода подвижного основания. При этом орган удержания неподвижного основания снова сжимается, а орган удержания подвижного основания разжимается и отводится для того, чтобы обеспечить возможность прохода для оборудования выравнивания, после чего снова сжимается на ленте.
В то же время, опорная рама оборудования выравнивания толщины ленты в зоне сварного шва в предпочтительном варианте реализации может быть снабжена по меньшей мере одной направляющей деталью горизонтального движения, имеющей возможность входить в результате поперечного перемещения опорной рамы в часть сопряженного профиля, выполненного по меньшей мере на подвижном рычаге органа удержания неподвижного основания и образующего горизонтальный направляющий рельс для автоматической регулировки оборудования выравнивания обрабатываемой металлической ленты по толщине.
Другие отличительные признаки установки в соответствии с предлагаемым изобретением охватываются подчиненными пунктами формулы изобретения. Характеристики и преимущества данного изобретения будут лучше поняты из приведенного ниже основания, не являющегося ограничительным примером его реализации, где даются ссылки на фигуры:
- фиг. 1 представляет собой схематический перспективный вид технологической линии соединения металлических лент, оборудованной установкой в соответствии с предлагаемым изобретением;
- фиг.2 представляет собой схематический вид сверху установки в соответствии с данным изобретением;
- фиг.3 представляет собой схематический перспективный вид установки по данному изобретению;
- фиг.4 представляет собой схематический вид спереди сварочного аппарата в разрезе по линии А-А, показанной на фиг.2;
- фиг. 5 представляет собой схематический вид спереди инструментальной каретки в разрезе по линии В-В, показанной на фиг.2;
- фиг. 6 представляет собой схематический перспективный вид инструментальной каретки;
- фиг. 7 представляет собой схематический вид спереди отрезного оборудования;
- фиг.8а и 8b представляют собой детальные схематические виды отрезного оборудования, показывающие, соответственно, два различных положения отрезных ножей;
- фиг. 9а по 9i схематически показывают различные операции, выполняемые при соединении металлических лент,
- фиг.10 представляет собой схематический вид спереди устройства строжки;
- фиг. 11 представляет собой схематический вид в увеличенном масштабе строгающего инструмента;
- фиг. 12 представляет собой схематический вид в поперечном разрезе строгающего инструмента, проходящего между двумя парами обжимных губок;
- фиг.13 представляет собой детальный схематический вид прокладки прижатия;
- фиг.14 представляет собой схематический вид спереди инструмента замены обжимных губок.
На фиг. 1 представлен схематический перспективный вид технологической линии соединения металлической ленты М, сматываемой с катушки или рулона В в продольном направлении движения х'х и проходящей через сварочный аппарат А, где производится сваривание заднего по ходу движения конца первой ленты Ml с передним по ходу движения концом следующей за ней ленты М2.
Данная технологическая линия содержит обычно используемые в таких случаях элементы, а именно устройство разгибания или выпрямления С, установленное сразу за катушкой В и предназначенное для разворачивания свернутой ленты в плоскость, гильотинные ножницы D, два петледержателя Е1 и Е2, установленные соответственно перед и после сварочного аппарата по ходу движения ленты для обеспечения возможности ограниченных продольных и поперечных перемещений двух лент M1 и М2, а также два устройства центрирования F1 и F2, установленных соответственно на траектории перемещения первой ленты Ml и второй ленты М2 для их центрирования. И наконец, устройство вырезания пазов G установлено за сварочным аппаратом А по ходу движения ленты для того, чтобы устранить выступающие концы сварного шва на боковых кромках двух лент. Система S смещенных друг относительно друга цилиндров или валков, так называемый S-образный блок, обеспечивает подачу и натяжение движущейся ленты.
В то же время, данная установка содержит отрезное оборудование Н и оборудование для строжки К, установленное в соответствии с предлагаемым изобретением на инструментальной каретке L, имеющей возможность перемещаться параллельно оси движения ленты.
На фиг. 4 схематически представлен в разрезе сварочный аппарат или сварочная машина, содержащая неподвижное основание 1 и подвижное основание 1', на которых установлены, соответственно, две пары обжимных губок 2, 2'.
Как можно видеть на фиг.2, в перспективном изображении, неподвижное основание 1 образовано в основном двумя прямоугольными стойками 11а, 11b, отстоящими друг от друга на расстояние и связанными между собой поперечинами 12 таким образом, чтобы сформировать жесткий каркас, закрепленный на фундаменте 10.
Лента М проходит между двумя стойками 11а, 11b вдоль средней плоскости движения Р1, располагающейся строго горизонтально и определяемой совокупностью направляющих роликов 13.
Лента М центрируется на продольной оси движения х'х, расположенной строго в продольной плоскости симметрии Р2 основания 1.
Подвижное основание 1' также образовано каркасом, смонтированным с возможностью скольжения параллельно оси х'х между двумя стойками 11а, 11b неподвижного основания 1. Перемещение этого подвижного основания 1' управляется двумя домкратами или силовыми цилиндрами 14, корпус каждого из которых закреплен на соответствующей стойке 11 неподвижного основания 1, а шток упирается в опорную пластину 15, жестко связанную с подвижным основанием 1' и выступающую наружу, проходя через окно 16 в каждой стойке 11а, 11b.
Как уже было сказано выше, неподвижное основание 1 и подвижное основание 1' оборудованы, каждое, органом, соответственно 2, 2', удержания ленты, образованным парой обжимных губок.
Первый орган удержания 2, установленный на неподвижном основании 1, содержит нижнюю обжимную губку 21 и верхнюю обжимную губку 22, закрепленные соответственно на нижней колодке 23 и верхней колодке 24.
Нижняя колодка 23 образует некоторый цоколь, жестко связанный с двумя стойками 11а, 11b неподвижного основания 1 и опирается на фундамент 10.
Верхняя колодка 24 установлена с возможностью скольжения в вертикальном направлении между двумя стойками 11а и 11b и может быть приведена в движение при помощи по меньшей мере одного домкрата или силового цилиндра 25, корпус которого выполнен на поперечине 25а, опирающейся на две стойки 11а, 11b неподвижного основания 1. В предпочтительном варианте реализации на поперечине 25а устанавливают несколько домкратов или силовых цилиндров 25, распределенных соответствующим образом по ширине данной сварочной машины и которые могут быть приведены в действие выборочно.
В предпочтительном варианте реализации в качестве силовых цилиндров 25 используют силовые цилиндры однонаправленного действия и большой мощности для обеспечения сжатия двух обжимных губок, а перемещение вхолостую верхней колодки 24 управляется силовыми цилиндрами 26 двойного действия.
Второй орган удержания 2' выполнен аналогичным образом и содержит нижнюю губку 21' и верхнюю губку 22'. Эта нижняя губка 21' установлена на нижней колодке 23', выполненной на поперечине подвижного основания 1', а верхняя губка 22' закреплена на верхней колонке 24', которая может быть прижата к нижней при помощи силовых цилиндров 25' и перемещается в вертикальном направлении при помощи силовых цилиндров 26' двойного действия.
Таким образом, металлическая лента М, которая перемещается внутри двух оснований 1 и 1' вдоль плоскости Р1 ее движения, проходит между двумя органами удержания 2, 2', которые на фиг.4 схематически представлены в открытом положении. При помощи силовых цилиндров обжатия 25 и 25' можно заблокировать соответственно задний по ходу движения конец или "хвост" первой ленты Ml между обжимными губками 21, 22 и передний по ходу движения конец или "головку" следующей ленты М2 между обжимными губками 21', 22' второго органа удержания 2', приводя в действие нужное число силовых цилиндров 25, 25' вдоль ширины данной ленты.
В то же время, как можно видеть в схематическом изображении на фиг.4, оба органа удержания 2, 2' связаны, соответственно, электрическими проводниками 80, 80' с двумя полюсами источника электрического тока 8 таким образом, чтобы осуществить электросварку после обжатия концов двух лент между двумя парами обжимных губок, которые в данном случае используются в качестве электродов.
На одной стороне неподвижного основания 1 данной сварочной машины установлена инструментальная каретка 3, которая имеет возможность перемещаться путем скольжения по двум рельсам 31, закрепленным на фундаменте 10 и параллельным оси х'х движения ленты.
Инструментальная каретка 3, которая в схематическом перспективном виде представлена на фиг.6, представляет собой платформу 3, установленную на ползунах 32, имеющих возможность скользить по двум параллельным друг другу рельсам 31, 31'. На этой платформе сооружены несколько направляющих путей 33, ориентированных в поперечном направлении, перпендикулярном оси х'х движения металлической ленты и, соответственно, рельсам 31, 31'.
На технологических агрегатах рассматриваемого здесь типа все механизированные и вспомогательные органы обычно размещают с одной и той же стороны по отношению к металлической ленте, называемой "приводной стороной", таким образом, чтобы освободить другую сторону, называемую "стороной оператора". Итак, инструментальная каретка 3 обычно будет устанавливаться с приводной стороны.
Как можно видеть на фиг.5, которая представляет собой схематический вид в разрезе по линии В-В, показанной на фиг.2 и параллельной направлению движения данной металлической ленты х'х, инструментальная каретка 3 в рассматриваемом здесь примере реализации предлагаемого изобретения снабжена несколькими поперечными направляющими путями, а именно, первым направляющим путем 33а, предназначенным для отрезного оборудования 4, вторым направляющим путем 33b, предназначенным для оборудования выравнивания поверхности ленты после сварки 5, и третьим направляющим путем 33с, предназначенным для оборудования замены 6, позволяющим обеспечить техническое обслуживание или замену в случае необходимости обжимных губок.
В случае необходимости на данной инструментальной каретке может быть предусмотрен и четвертый направляющий путь, предназначенный для оборудования сварки движущихся изделий 81, например лазерного сварочного оборудования, используемого для металлов, неспособных к сварке оплавлением.
Здесь следует отметить, что такая технологическая установка, заранее оборудованная двумя средствами сварки, а именно средствами сварки оплавлением с использованием зажимных губок в качестве электродов и средствами лазерной или плазменной сварки при помощи сварочной горелки, перемещающейся в поперечном направлении вдоль ширины ленты, позволяет без задержки адаптировать способ сварки к природе используемого в данном случае металла, из которого изготовлены подлежащие соединению ленты, и, следовательно, обеспечить непрерывную обработку свариваемых встык лент из различных металлов.
Каждый поперечный направляющий путь в предпочтительном варианте реализации может быть образован четырьмя ползунами или башмаками в форме губок, в которых скользят прямолинейные направляющие рельсы, закрепленные в основании каждой опорной рамы, предназначенной для размещения соответствующего технологического оборудования. Так, на фиг.6, которая представляет собой частичный схематический перспективный вид инструментальной каретки, можно видеть, что отрезное оборудование 4 смонтировано на опорной раме 41, проходящей поперечно по отношению к оси х'х движения ленты и снабженной в своем основании двумя прямолинейными рельсами 40, которые скользят в башмаках 33, образующих поперечный направляющий путь.
В предпочтительном варианте предлагаемого изобретения, как это показано схематически на фиг.9а, один из этих двух рельсов 40, например правый рельс на этой фиг.9а, имеет профиль поперечного сечения типа "ласточкин хвост" для того, чтобы служить боковой направляющей, а другой рельс 40' имеет прямоугольное поперечное сечение и выполняет функцию вертикальной направляющей, причем башмаки 33 соответственно имеют сопряженные профили.
Как уже было сказано выше, после стыковой сварки концов соединяемых лент необходимо устранить выступающие валики сварного шва, для чего используют специальное оборудование 5 выравнивания поверхности ленты, смонтированное на опорной раме 51, способной перемещаться по соответствующему направляющему пути 33b, который аналогичным образом может представлять собой четыре башмака, в которых скользят два прямолинейных рельса 50, закрепленных в основании опорной рамы 51. В рассматриваемом здесь примере выравнивание поверхности лент в месте сварки выполняется строжкой вдоль сварного шва.
В то же время, инструментальная каретка 3 связана с общим средством поперечного перемещения различного технологического оборудования, представляющим собой силовой цилиндр 35, упирающийся c противоположной стороны неподвижного основания 1 в неподвижный несущий опорный каркас 34 и центрированный на вертикальной плоскости Q, перпендикулярной к оси х'х движения ленты и определяющей среднее рабочее положение.
В предпочтительном варианте реализации предлагаемого изобретения опорный каркас 34 представляет собой портальную или П-образную опору, которая перекинута через инструментальную каретку 3 и различное технологическое оборудование, размещенное на ней.
Управляющий перемещениями силовой цилиндр 35 содержит корпус 35а, закрепленный на опорном каркасе 34, и выдвижной шток 35b, конец которого расширен таким образом, чтобы сформировать головку зацепления той или иной опорной рамы соответствующего технологического оборудования 41, 51, как это схематически показано на фиг.6.
Каждая опорная рама 41, 51 снабжена в своей верхней части направляющим узлом 42, 52, имеющим профиль, сопряженный с профилем головки зацепления 35b, таким образом, чтобы иметь возможность входить в зацепление с этой головкой при осуществлении продольного скольжения каретки 3.
В предпочтительном варианте реализации предлагаемого изобретения, как это схематически показано на фиг.5, опорный каркас 34 снабжен верхним рельсом 36, состоящим из двух частей, обозначенных на этой фиг.5 позициями 36а и 36b соответственно. Этот верхний рельс проходит в продольном направлении соответственно по обе стороны от силового цилиндра 35 управления перемещениями технологического оборудования и имеет профиль поперечного сечения, аналогичный профилю головки зацепления конца штока этого силового цилиндра 35b. Между двумя частями этого направляющего рельса 36а и 36b имеется свободное пространство шириной l, превышающей ширину опорных рам 41, 51.
Таким образом, каждая опорная рама 41, 51 удерживается в своем основании соответствующим поперечным направляющим путем, а в своей верхней части удерживается своим направляющим узлом 42, 52, который скользит вдоль соответствующей части 36а, 36b верхнего направляющего рельса и входит в зацепление с головкой 35b штока силового цилиндра управления перемещениями технологического оборудования в том случае, когда данная опорная рама 41 или 51 устанавливается путем продольного перемещения инструментальной каретки 3 в рабочее положение, центрированное строго в вертикальной плоскости Q.
В этом рабочем положении силовой цилиндр 35 управления перемещениями технологического оборудования, который представляет собой силовой цилиндр двойного действия, осуществляет перемещение соответствующей опорной рамы 41, 51 в том или ином направлении вдоль соответствующего направляющего пути 33а, 33b для того, чтобы использовать данное технологическое оборудование внутри неподвижного основания 1, проходя через окно 16, выполненное в стойке 11b этого основания 1, размещенной со стороны данной инструментальной каретки.
Таким образом, можно видеть, что первое преимущество установки в соответствии с предлагаемым изобретением заключается в том, что все технологическое оборудование, необходимое для выполнения операции стыкового соединения двух лент, сгруппировано на одной инструментальной каретке достаточно компактно и эта каретка, таким образом, представляет собой инструментальный магазин, способный перемещаться параллельно оси движения ленты для того, чтобы обеспечить возможность установки того или иного оборудования в общее рабочее положение в соответствии с технологической последовательностью операций.
Продольное перемещение инструментальной каретки 3 по своим направляющим 31 в приведенном здесь примере реализации установки в соответствии с предлагаемым изобретением управляется ходовым винтом 37, центрированным на оси, параллельной оси х'х движения ленты и приводимым во вращательное движение при помощи двигателя 37а. Этот ходовой винт находится в зацеплении с гайкой 37b, жестко связанной с платформой инструментальной каретки 3, причем эта гайка 37b в предпочтительном варианте реализации представляет собой шариковую гайку с тем, чтобы осуществлять весьма точное позиционирование каретки 3 по отношению к основанию 1.
В соответствии с другой основной характеристикой предлагаемого изобретения отрезное оборудование 4 обеспечивает одновременное отрезание двух, соответственно, переднего и заднего по ходу движения ленты, концов двух лент Ml и М2 вдоль двух плоскостей резания Q1 и Q2, располагающихся на постоянном расстоянии d друг от друга. В каждой из этих плоскостей отрезание конца соответствующей ленты осуществляется двумя противоположными ножами, соответственно, верхним ножом 43а и нижним ножом 43b, которые тангенциально соединяются на уровне перерезаемой ленты и установлены по одну и по другую стороны от плоскости резания Q1 (или (Q2).
Таким образом, опорная рама 41 содержит два рычага, соответственно, верхний рычаг 41а и нижний рычаг 41b, которые проходят по одну и по другую стороны от плоскости Р движения ленты и на которых смонтированы две пары ножей, соответственно, верхние ножи 43а, 43а' и нижние ножи 43b, 43b'.
В предпочтительном варианте реализации предлагаемого изобретения два рычага 41а, 41b связана между собой стенкой 41с, проходящей вдоль средней плоскости, располагающейся между двумя ножами и образующей связь, обеспечивающую жесткость данной системы.
Таким образом, отрезание листового материала ленты может быть выполнено путем поперечного перемещения опорной рамы 41 посредством силового цилиндра 35 либо в результате приложения к ней толкающего усилия при выдвижении штока приводного силового цилиндра, или приложения тянущего усилия при втягивании штока этого силового цилиндра. Однако для осуществления правильного отрезания предпочтительно, чтобы оси двух ножей, соответственно, верхнего ножа 43а и нижнего ножа 43b, были смещены друг относительно друга в направлении резания на расстояние (е), называемое "офсетом".
Для получения выше эффекта, как это схематически показано на фиг.8а и 8b, два верхних ножа 43а и 43а' установлены на вертикальной стойке 44, которая смонтирована с возможностью поворота вокруг горизонтальной оси на соответствующем конце верхнего рычага 41а и испытывает толкающее усилие, оказываемое на ее нижнюю часть со стороны упругого упора 45', приводимого в действие пружиной, таким образом, чтобы прижать эту стойку к неподвижному упору 45, выполненному на конце рычага 41а, причем положение этого упора может быть отрегулировано при помощи специальных винтов. В этом положении, схематически представленном на фиг. 8а, горизонтальная ось вращения двух верхних ножей 43а, 43а' смещена по отношению к горизонтальной оси вращения нижних ножей 43b, 43b' на расстояние е, поддающееся регулировке путем воздействия на положение упора 45.
Различные этапы операции обрезания кромок лент, подлежащих соединению, схематически представлены при виде спереди на фиг.9а, 9b и 9с.
На фиг.9а схематически представлен этап установки отрезного оборудования в исходное положение после прохождения первой ленты M1, задняя хвостовая часть которой лежит на нижней обжимной губке 21 первого органа удержания 2, причем положение этой ленты может быть грубо отрегулировано при помощи S-образного блока подачи и натяжения ленты.
На этом этапе подвижное основание 1' подается назад по отношению к неподвижному основанию 1 таким образом, что между плитами двух органов удержания, неподвижного 2 и подвижного 2', образуется свободный интервал l, достаточно широкий для того, чтобы обеспечить возможность прохождения опорной рамы 4 и ножей 43 позади хвостовой части первой металлической ленты M1.
На упомянутых выше фигурах представлена средняя рабочая плоскость Q, на которой центрирован силовой цилиндр 35 управления перемещениями технологического оборудования. Эта средняя рабочая плоскость располагается на расстоянии i от заднего конца обжимных губок 21, 22 неподвижного органа удержания 2.
Две пары отрезных ножей 43, 43', которые определяют две плоскости резания, соответственно, переднюю плоскость Q1 и заднюю плоскость Q2, расположенные на постоянном расстоянии о друг от друга, размещаются, таким образом, с другой стороны по отношению к ленте M1, то есть со стороны оператора данной установки, в положении, схематически представленном на фиг.7.
В этом случае инструментальная каретка 3 может быть приближена к неподвижному органу удержания 2 и установлена в положение, схематически представленное на фиг.9b. В случае необходимости средняя стенка 41с может упираться в заднюю часть ленты M1.
Затем при помощи цилиндров 14 подают вперед подвижное основание 1' вместе с подвижным органом удержания 2' и переводят его в положение, схематически представленное на фиг.9с, в котором передний конец подвижных обжимных губок 21', 22' находится в непосредственной близости от опорной рамы 4.
После этого вводят между двумя обжимными губками переднюю часть второй ленты М2 и устанавливают ее в положение, которое может быть отрегулировано при помощи органа захвата, связанного с устройством формирования петли или петледержателем Е2, таким образом, чтобы конец этой ленты находился спереди по отношению к задней плоскости резания Q2, причем продвижение ленты М2 вперед ограничивается стеной 41с, проходящей между двумя ветвями опорной рамы 41 в ее средней плоскости, как это показано на фиг.9с.
Кроме того, два центрирующих устройства F1 и F2, установленных соответственно до и после по ходу движения ленты данной сварочной машины А, позволяют обеспечить выравнивание двух лент M1 и М2 строго на одной оси х'х с высокой точностью.
После этого две пары обжимных губок двух органов удержания 2, 2' сжимаются на двух лентах M1, М2, которые, таким образом, могут быть приближены друг к другу, причем концы этих лент могут частично войти в пространство между осями отрезных ножей, соответственно, верхних и нижних.
Таким образом, можно подать вперед каретку 3 в направлении к неподвижной плите 2 в положение, схематически представленное на фиг.9d, причем это осуществляется путем приложения тянущего усилия, переводя опорную раму 4 на каретку 3, посредством силового цилиндра 35.
Для корректировки дефектов выравнивания опорная рама 41 отрезного оборудования снабжена измерительными средствами, например фотоэлектрическими датчиками, которые могут перемещаться в поперечном направлении таким образом, чтобы расположиться на уровне продольных кромок двух лент M1, M2 по обе стороны от стенки 41с для измерения и сопоставления относительного положения этих кромок. С другой стороны, центрирующее устройство F1 снабжено средствами подтягивания хвостовой части ленты M1 и ее поперечного перемещения после подтягивания. Эти средства, например зажим и винтовая система перемещения, не были показаны на фиг.1.
После сжатия подвижных обжимных губок 21', 22' на головной части второй ленты M2 и подтягивания хвостовой части первой ленты M1 производится сопоставление относительных положений продольных кромок этих лент. По результатам этого сопоставления первая лента M1 может быть немного смещена в поперечном направлении таким образом, чтобы точно центрировать ось хвостовой части ленты M1 на оси головной части ленты M2, зажатой в органе удержания 2'. Устройство формирования петли по существу обеспечивает свободу поперечного перемещения ленты.
После тщательного выравнивания двух лент осуществляют сжатие двух неподвижных обжимных губок 21, 22 на хвостовой части первой ленты M1, которая с этого момента оказывается жестко связанной с неподвижным основанием 1. В соответствии с одной из характеристик предлагаемого изобретения это неподвижное основание 1 в дальнейшем будет служить базой отсчета для всех последующих операций.
После этого можно подать вперед каретку 3 в направлении неподвижной плиты 2, в положение, схематически представленное на фиг.9d, таким образом, чтобы отрегулировать определенную величину P1 консольного расстояния выноса между первой плоскостью отрезания Q1 и задним концом двух обжимных губок 21, 22 неподвижного органа удержания 2, как это показано на фиг.9d', схематически представляющей деталь фиг.9d.
Здесь следует отметить, что использование для перемещения инструментальной каретки 3 ходового винта 37, связанного с шариковой гайкой (гайкой с циркуляцией шариков), позволяет с высокой точностью регулировать положение каретки и, следовательно, отрезных ножей, и точно адаптировать таким образом расстояние консольного выноса к природе данного металла и в толщине ленты для реализации операции деформирования при сварке.
Аналогичным образом, две обжимные губки 21', 22' подвижной плиты 2', сжимающие вторую ленту М2, подаются вперед посредством силовых цилиндров 14 перемещения подвижного основания таким образом, чтобы точно отрегулировать определенное расстояние консольного выноса P2 между второй плоскостью отрезания Q2 и передним концом двух обжимных губок 21', 22'.
Здесь следует отметить, что установка узла зацепления 42 с возможностью скольжения по отношению к головке 35b штока силового цилиндра, центрированного на средней рабочей плоскости Q, дает отрезному оборудованию 4 свободу перемещения, необходимую для точной регулировки заданных величин консольного выноса лент.
Кроме того, нижние обжимные губки 23, 23' снабжены соответствующими пазами 17, 17', предназначенными для прохождения направляющих рельсов 40 опорной рамы 41 с боковым зазором, достаточным для того, чтобы обеспечить возможность регулировки консольных выносов ленты путем перемещения этой опорной рамы 41 и подвижного основания 1'.
Поскольку обе пары отрезных ножей на данном этапе находятся в положении, схематически представленном на фиг.9d, осуществляют отрезание концов двух лент, переводя опорную раму 4 отрезного оборудования на инструментальную каретку 3 посредством силового цилиндра 35, причем резание в данном случае выполняется путем приложения тянущего усилия.
Как можно видеть на фиг.8а, верхние отрезные ножи 43а и 43а' смещены на расстояние е в направлении назад по отношению к соответствующим верхним отрезным ножам 43b, 43b' таким образом, чтобы реализовать отрезание в наилучших условиях.
Таким образом реализуют на хвостовой части первой ленты M1 и на головной части второй ленты М2 две обрезные кромки m1 и m2, отстоящие друг от друга на постоянное расстояние d и, вследствие этого, совершенно параллельные друг другу.
После втягивания опорной рамы отрезного оборудования 4 на каретку 3 подают вперед подвижное основание 1' в направлении неподвижного основания 1 таким образом, чтобы ввести в механический контакт концы двух лент M1 и М2, после чего можно приступать к сварке, подавая электрическое напряжение на две пары обжимных губок, которые в данном случае служат электродами и которые соединены электрическими проводниками с источником электрического тока так, как это схематически показано на фиг.4.
Следствием подачи электрического напряжения прежде всего является нагревание материала свариваемых лент, после чего силовые цилиндры 14 перемещения подвижного основания определяют импульс горячей деформации между находящимися в контакте концами двух соединяемых лент.
Как схематически показано на фиг.4, оба органа удержания, неподвижный орган 2 и подвижный орган 2', в предпочтительном варианте реализации оборудованы двумя парами подвижных заслонок 82, 82', установленных с возможностью поворота на четырех обжимных губках соответственно 21, 22, 21', 22' и связанных со средствами 86 управления поворотом заслонок в диапазоне от поднятого положения до откинутого или опущенного положения. Упомянутые средства, в принципе хорошо известные специалистам, не показаны подробно на приведенных фигурах. Противоположные друг другу заслонки 82, 82' немного смещены друг относительно друга по высоте и частично перекрывают друг друга.
Для того чтобы обеспечить возможность безпрепятственной регулировки положения подвижного основания, заслонки поднимаются. После обжатия губок органов удержания эти створки откидываются или опускаются для того, чтобы ограничить по обе стороны от зоны сваривания концов соединяемых лент относительно замкнутое пространство, в которое нагнетается нейтральный или восстанавливающий газ, что позволяет ограничить окисление металла в процессе сварки.
После окончания сварки концов соединяемых лент заслонки 82 снова поднимаются и подвижные обжимные губки 21' и 22' раскрываются, как это схематически показано на фиг.9f.
Зато неподвижные обжимные губки 21, 22 в представленном здесь варианте реализации предлагаемого изобретения остаются сжатыми на хвостовой части ленты M1 до окончания всех последующих операций. Вследствие этого теперь уже единая лента, образованная двумя лентами M1 и М2, соединенными между собой сваркой по шву S, также остается неподвижной.
Поскольку подвижные обжимные губки 21' и 22' уже раскрыты, подвижное основание 1' может быть отведено назад таким образом, чтобы освободить между двумя органами удержания, неподвижным 2 и подвижным 2', пространство 1', после чего подвижные обжимные губки 21', 22' снова сжимают уже единую ленту, как это схематически показано на фиг.9g.
Упомянутое пространство или интервал I' является строго постоянным и соответствует ширине, необходимой для прохождения органа строжки 5 так, как это схематически показано на фиг.9h. Ширина в диапазоне, например, от 200 до 250 мм, может оказаться вполне достаточной.
После строжки сварного шва оба органа удержания, соответственно, неподвижный 2 и подвижный 2', раскрываются и занимают положение, схематически представленное на фиг. 9i, и теперь уже единая лента М, образованная двумя сваренными между собой лентами M1 и М2, может быть приведена в поступательное движение в направлении следующей установки для ее обработки.
Орган строжки 5 смонтирован на опорной раме 51 и содержит обычным образом две совокупности режущих пластин 53, отстоящих друг от друга на расстояние, подлежащее регулировке в зависимости от толщины обрабатываемых в данный момент металлических лент таким образом, чтобы обеспечить полное удаление металлических валиков, которые образуются в процессе сварки на обеих сторонах свариваемых лент.
Как можно видеть на фиг.10, 11 и 12, опорная рама 51 оборудования строжки содержит два кронштейна, соответственно, верхний кронштейн 51а и нижний кронштейн 51b, которые проходят соответственно над и под средней плоскостью Р1 перемещения лент и на концах которых установлены две совокупности режущих или строгающих пластин, соответственно, верхних 53а и нижних 53b, для выполнения строжки двух сторон сварного шва.
В предпочтительном варианте реализации предлагаемого изобретения каждая такая совокупность режущих пластин 53а, 53b установлена в опорной рамке 56а, 56b, смонтированной на соответствующем кронштейне 51а, 51b с bвозможностью вертикального люфта, обеспечивающего возможность их регулировки по высоте. Для этого в соответствии с особенно выгодным способом реализации, схематически представленным на фиг.12, каждая опорная рамка 56а, 56b совокупности режущих пластин 53а, 53b снабжена направляющей деталью 54а, 53b, выступающий в направлении неподвижного основания.
Направляющая деталь 54а верхней опорной рамки 56а входит в паз 18 верхней неподвижной колодки 21 в процессе поступательного движения вперед опорной рамы 51, опираясь посредством направляющей 55а на антифрикционное покрытие 170, выполненное вдоль паза 18. Таким образом, этот паз 18 образует горизонтальную направляющую канавку для оборудования строжки 53а.
Аналогичным образом, нижняя опорная рамка 56b снабжена направляющей деталью 54b, которая размещается в продолжение направляющего рельса 50 опорной рамы 51 и может входить в процессе поступательного перемещения этой рамы в паз 17, выполненный на нижней неподвижной колодке 53 и снабженной антифрикционным покрытием 170, по которому может скользить направляющая часть 54b.
Таким образом, обе рамки крепления 56а, 56b, соответственно, верхней и нижней совокупностей режущих пластин 53а и 53b направляются в горизонтальном направлении в двух пазах скольжения, уровень которых фиксируется двумя колодками неподвижного органа удержания 2. Таким образом, расстояние между режущими пластинами оборудования строжки автоматически регулируется в соответствии с толщиной обрабатываемых в данном случае лент по расстоянию между двумя колодками.
К тому же сваренная лента обычно лежит на плоскости перемещения ленты, имеющей постоянный уровень, и может, таким образом, оказаться достаточным использовать специальную направляющую только для верхнего строгального инструмента 53а для регулирования расстояния. Предпочтительным, однако, является вариант обеспечения специальной направляющей также и нижней опорной рамы 56b. Кроме того, эта нижняя опорная рамка может быть снабжена со стороны подвижного основания 1' одним или двумя вращающимися роликами 54', установленными в продолжение соответствующего направляющего рельса 50 и способными входит в паз 17' подвижной колодки 23' для того, чтобы исключить поворот или опрокидывание опорной рамы 51 в процессе выполнения строжки сварного шва.
Однако для устранения гиперстатичного управления опорной рамой 51 направляющая деталь 54b нижней совокупности режущих пластин 53b связана с нижним кронштейном 51b при помощи упругой связи 56, образованной, например, стальными пружинными шайбами, что обеспечивает возможность получения вертикального люфта этой нижней совокупности режущих пластин в момент ее захождения на сварной шов при том, что уровень, как было сказано выше, фиксируется верхней колодкой 24.
Благодаря описанным выше техническим решениям управление двумя совокупностями режущих пластин 53а, 53b при помощи неподвижных колодок 24, 23 позволяет обеспечить необходимое расстояние между этими режущими инструментами 53 и их соответствующее позиционирование по отношению к каждой из сторон данной ленты при любой ее толщине.
В варианте реализации предлагаемого изобретения, схематически представленном на фиг.12, это управление обеспечивается не только в вертикальном управлении, но также и в поперечном направлении, причем каждая направляющая деталь 54а, 53b снабжена боковыми элементами зацепления, взаимодействующими с сопряженными частями соответствующих пазов 18, 17 для обеспечения бокового и вертикального удержания данного инструмента.
В этом случае рабочее положение двух совокупностей режущих пластин 53а, 53b фиксировано по отношению к неподвижному основанию 1 и ширина режущих пластин 53 должна быть выбрана таким образом, чтобы перекрыть сварной шов при любом заданном расстоянии консольного выноса.
Как можно видеть на фиг.9d, 9е и 9f, две обжимные губки 21, 22 органа удержания 2 неподвижного основания 1 могут находиться в сжатом состоянии на первой ленте M1, начиная с этапа отрезания конца ленты. На последующем этапе сварки 9е в результате перемещения подвижного основания 1' головная часть m2 последующей ленты М2, которая зажата между обжимными губками подвижного органа удержания 2', вводится в контакт с хвостовой частью m1 первой ленты M1 и осуществляется стыковая сварка оплавлением, причем подвижное основание 1' при этом продолжает подаваться вперед для того, чтобы обеспечить реализацию горячей деформации металла.
При этом две ленты M1 и М2 образуют единую ленту, положение которой фиксируется обжимными губками 21, 22 органа удержания 22 неподвижного основания 1, которые остаются сжатыми. После раскрытия подвижных обжимных губок органа удержания 2' (как показано на фиг.9f) подвижное основание отводят назад на расстояние 1', необходимое для прохождения органа строжки, снова сжимают подвижные обжимные губки 2' и, поскольку теперь уже единая лента оказывается надежно зафиксированной, можно приступать к строжке валиков сварного шва.
Из-за горячей деформации концов лент в процессе сварки в конце этапа 9е полученный сварочный шов оказывается очень близко от неподвижных обжимных губок 21, 22. Именно поэтому в том варианте реализации предлагаемого изобретения, который схематически представлен на фигурах, орган строжки 5 сварного шва направляется при помощи скольжения по колодкам неподвижного основания 1.
Именно поэтому, как уже было сказано выше, режущие пластины органа строжки должны иметь ширину, достаточно большую для того, чтобы в любом случае перекрыть сварной шов.
Поскольку известно, что точное положение сварного шва по отношению к неподвижным обжимным губкам 21, 22 зависит от характеристик используемых в данном случае лент и от условий сварки и горячего деформирования металла, линия сварного шва может оказаться смещенной в одну или в другую сторону в боковом направлении от средней плоскости строгального инструмента, если его относительное положение по отношению к неподвижным обжимным губкам определяется заранее.
Кроме того, для обеспечения на последующих этапах обработки возможности прокатки данной сваренной ленты валики сварного шва должны быть полностью устранены. Предпочтительно даже, чтобы данный сварной шов был слегка заглубленным, для чего режущие пластины инструментов строжки должны иметь слегка выпуклую рабочую поверхность.
Вследствие этого в том случае, если ширина режущего инструмента строжки является слишком большой, глубина механической обработки может оказаться избыточной и существует опасность разрыва ленты, особенно в том случае, когда две сваренныe между собой ленты имеют различную толщину.
Таким образом, может оказаться предпочтительным уменьшить ширину режущего инструмента оборудования строжки, которое в этом случае должно быть удовлетворительным образом центрировано на линии сварного шва. Однако в этом случае необходимо отодвинуть линию прохождения сварного шва от неподвижных обжимных губок для того, чтобы обеспечить возможность центрирования этого шва на средней плоскости органа строжки.
Для этого после завершения этапа сварки и горячего деформирования концов соединяемых лент поступают не совсем так, как было указано выше со ссылками на фиг.9f. В данном случае обжимные губки 2 неподвижного основания 1 сначала раскрываются и две ленты M1 и М2, сваренные между собой, слегка отводятся назад таким образом, чтобы установить сформированный сварной шов на расстоянии от неподвижных обжимных губок 2, соответствующем заданному положению средней плоскости данного строгального инструмента.
Это расстояние, которое измеряется по отношению к неподвижному основанию 1, может быть определено очень точно благодаря средствам регулирования положения подвижного основания 1'.
В этом случае обжимные губки 21' и 22' раскрываются для того, чтобы обеспечить возможность отвода назад подвижного основания 1' на расстояние, необходимое для прохода органа строжки 5 в том случае, когда этот орган центрирован на выше фиксированной плоскости, положение которой определяется заранее таким образом, чтобы быть пригодным во всех случаях и для всех свариваемых лент.
Здесь следует отметить, что средства точной регулировки 37b продольного положения инструментальной каретки 3 обеспечивают возможность позиционирования с высокой точностью опорной рамы 51 органа строжки 5 по отношению к неподвижному основанию 1 таким образом, чтобы режущие пластины 53а, 53b были строги центрированы на этой фиксированной плоскости строжки, в которую была помещена линия сварного шва.
После этого подвижные обжимные губки 21', 22' снова сжимаются на ленте (этап 9g) и, поскольку единая лента M1, М2 надежно зафиксирована, можно приступать к операции строжки сварного шва аналогично тому, как это было указано на фиг.9h, причем режущие инструменты 53а, 53b оказываются, однако, слегка отведенными от обжимных губок 21, 22 неподвижного органа удержания 2 на указанное выше расстояние.
Из сказанного выше видно, что благодаря техническим решениям в соответствии с предлагаемым изобретением неподвижное основание 1 в обоих случаях служит единой базой отсчета позиционирования последовательно для отрезания концов лент, для их сварки и для строжки сварного шва, причем различные технологические инструменты и оборудование подводятся друг за другом в общее рабочее положение путем простого перемещения инструментальной каретки 3.
Таким образом, эта инструментальная каретка используется в качестве своего рода инструментального магазина, в котором, к тому же, может располагаться и другое оборудование, например, оборудование замены 6, схематически представленное в поперечном разрезе на фиг.5 и спереди на фиг.14.
Это оборудование замены 6 смонтировано на опорной раме 61, которая имеет возможность скользить вдоль поперечного направляющего пути 33с, выполненного на инструментальной каретке 3, например, со стороны поперечного направляющего пути 33а отрезного оборудования 4.
Как можно видеть на фиг.12, и, более подробно, на фиг.13, нижняя обжимная губка 21 неподвижного органа удержания 2 закреплена на нижней колодке 23, жестко связанной с неподвижным основанием 1, посредством системы подтягивания 7, содержащей две металлические вставки 71 двутаврового поперечного сечения. Верхняя часть каждой вставки 71, которая имеет Т-образное поперечное сечение, может входить в некоторый паз 72 сопряженного профиля, выполненный на нижней поверхности нижней обжимной губки 21, причем паз 72 имеет высоту, несколько превышающую высоту Т-образной части этой вставки 71 таким образом, чтобы сформировать небольшой вертикальный зазор.
Аналогичным образом, нижняя часть 71b вставки 71 расширена в форме перевернутой буквы Т и помещена в поперечный вырез 72b, выполненный в нижней колодке 23 и имеющий высоту, немного превышающую высоту расширенной части 71b, которая в данном случае образует поршень силового цилиндра двойного действия, причем две камеры, сформированные таким образом над и под поршнем 71b, могут быть запитаны жидкостью под давлением.
Кроме того, два вращающихся ролика 73, имеющих горизонтальные оси, параллельные плоскости Р2, установлены на наружной части 71а вставки 71 и слегка выступают над верхней поверхностью этой вставки таким образом, чтобы упираться в дно паза 72 в результате поднятия этой вставки 71. В этом положении нижняя обжимная губка 21, которая лежит на роликах 73, отрывается от нижней колодки 23 и может быть извлечена путем поперечного перемещения, катясь на роликах 73, причем вставки 71 служат поперечными направляющими для нижней обжимной губки 21.
Зато в том случае, когда силовой цилиндр запитывается гидравлической жидкостью под давлением в противоположном направлении, верхняя наружная часть 71а вставки 71 обеспечивает подтягивание нижней обжимной губки 21 к нижней колодке 23 и соединение двух этих деталей.
Следовательно, вставки 71 двутаврового поперечного сечения одновременно служат органами подтягивания и органами качения, направляющими нижнюю обжимную губку 21 для ее демонтажа.
Верхняя обжимная губка 22 также закреплена съемным образом на верхней колодке 24 при помощи некоторой системы крепления байонетного типа, содержащей по меньшей мере два силовых цилиндра подтягивания 75, каждый из которых имеет поршень, смонтированный в колодке 24 и приводящий в действие вертикальный шток, который может одновременно перемещаться вертикально и поворачиваться вокруг своей оси.
Нижний конец штока снабжен двумя располагающимися на одной линии частями 76, образующими крючки, которые способны входить в некоторую полость 77, выполненную в верхней обжимной губке 22, проходя через продолговатое отверстие соответствующей формы. Таким образом, в том случае, когда крючки 76 выровнены по оси продолговатого отверстия, они могут под действием поршня войти в полость 77. Затем осуществляют поворот штока на четверть оборота и, приводя в действие силовой цилиндр 75, приподнимают эти крючки 76, которые в верхнем положении поршня блокируются на дне этой полоски 77, обеспечивая таким образом подтягивание верхней обжимной губки 22 к верхней колодке 24.
И наоборот, верхняя обжимная губка 22 может быть опущена посредством силовых цилиндров 75 и уложена на нижнюю обжимную губку 21. После обратного поворота на четверть оборота крючки 76 снова поднимаются для того, чтобы отсоединить обжимную губку 22 от верхней колодки 24.
Совокупность двух губок 21 и 22 приподнимается вставками 71 и после этого может быть извлечена из данной установки, катясь на роликах 73.
В предпочтительном способе реализации предлагаемого изобретения, схематически представленном на фиг.14, опорная рама 61 оборудования замены 6 образована горизонтальным столом, направляемым при помощи роликов на профилированных элементах, закрепленных на инструментальной каретке 3 и образующих направляющий путь 33с. Таким образом, этот стол 61 имеет возможность перемещаться в поперечном направлении между исходным положением отвода назад, в котором этот стол 61 полностью располагается на инструментальной каретке 3, и выдвинутым положением, схематически представленным на фиг.14, в котором стол 61 консольно выдвигается вперед с инструментальной каретки 3 к стороне оператора таким образом, чтобы оказаться в окрестности соответственно подвижного 2' и неподвижного 2 органов удержания.
Для извлечения двух обжимных губок 21, 22 используют каретку зацепления 62, снабженную подвижным крючком 63, которая может скользить в поперечном направлении по столу 61 вдоль рельсов под действием приводного средства, не показанного на фигурах, например, при помощи щепи, приводимой в движение двигателем.
В то же время, каретка 62 связана сo столом 61 системой фиксаторов, не показанных на фигурах. Эта система фиксаторов позволяет каретке 62 увлекать за собой стол 61 в своем поперечном перемещении, но отсоединяться от него в том случае, когда этот стол блокируется в положении, например, при помощи системы кулачков.
В том случае, когда обжимные губки должны быть демонтированы для выполнения их технического обслуживания или замены, продольное перемещение инструментальной каретки 3 под действием ходового винта 37 переводит орган замены 6 в общее рабочее положение, центрированное в рабочей плоскости Q. Обе обжимные губки 21 и 22 неподвижного органа удержания 22 отсоединяются от соответствующих колодок так, как было описано выше, и ложатся на вставки 71.
Затем осуществляют продвижение вперед каретки демонтажа 62, которая в этом положении увлекает за собой стол 61. Этот стол катится по направляющему пути 33с и консольно выдвигается на расстояние, например, около одного метра, таким образом, чтобы оказаться в положении, схематически представленном на фиг.14.
В этом положении его передний конец 61' находится в непосредственной близости от основания данной установки и специальные упоры или кулачки, не показанные на фигурах, обеспечивают остановку движения этого стола 61. При этом каретка демонтажа 62 освобождается от жесткой связи с этим столом по совместному поперечному движению и уже самостоятельно продолжает свое поступательное движение вперед, катясь по этому столу 61, удерживаемому в выдвинутом консольном положении на каретке 3 при помощи рельсов 33с.
На конце стола 61 демонтажная каретка оказывается в положении 62', схематически представленном пунктиром на фиг.14, и здесь орган зацепления 63 поворачивается для того, чтобы зацепиться за соответствующую часть нижней колодки 21.
С другой стороны, стол 61 снабжен опорными и направляющими рельсами 64, каждый из которых установлен в продолжение одной из вставок 71 подтягивания нижней обжимной губки к нижней колодке.
Поскольку подвижный орган удержания 2' смонтирован на подвижном основания 1' точно таким же образом, как и неподвижный орган удержания 2 на неподвижном основании 1, что было подробно описано выше, стол 61 обычно снабжается двумя парами рельсов 64, установленных соответственно в продолжение двух пар вставок 71, закрепленных в колодках 23, 23'. Эти рельсы 64 могут представлять собой простые обработанные профилированные элементы, на которые заходят путем скольжения соответствующие вырезы 72 нижних обжимных губок 21, 21'.
В том случае, когда каретку 62 отводят назад, она переводит обжимные губки на стол 61, который в этот момент еще удерживается заблокированным в консольном положении по отношению к инструментальной каретке 3 при помощи системы кулачков. В конце своего обратного хода каретка 62 доходит до упора, установленного на столе 61, который после этого приводится в движение вместе с кареткой 62 и демонтированными обжимными губками, причем вся эта система переводится в конце концов на инструментальную каретку 3.
Таким образом, легко видеть, что установка в соответствии с предлагаемым изобретением позволяет в значительной степени упростить совокупность операций, необходимых для осуществления стыковой сварки двух металлических лент. Действительно, предлагаемая технологическая установка является особенно компактной и ее функционирование легко и с большой точностью может контролироваться, причем все необходимые перемещения элементов установки направляются относительно неподвижного основания 1, которое служит фиксированной базой отсчета для каждой из операций.
Однако очевидно, что предлагаемое изобретение не ограничивается в своих деталях тем вариантом его практической реализации, который был подробно описан выше, и может быть объектом многочисленных усовершенствований или вариантов исполнения, не выходящих за его рамки.
Так, например, в случае изменения толщины ленты, выгодно отрегулировать уровень расположения второй ленты по отношению к первой ленте таким образом, чтобы распределить имеющуюся разницу в толщине двух лент на обе стороны их стыка, выдерживая при этом на одной линии средние горизонтальные плоскости этих лент.
Для достижения этой цели, как можно видеть на фиг.12, подвижная колодка 23' в предпочтительном варианте реализации содержит верхнюю часть 23а' регулируемого уровня, на которой смонтированы вставки 71' крепления нижних подвижных обжимных губок 21' и которая представляет собой плиту, опирающуюся на нижнюю часть 23b' постоянного уровня посредством органа 29 регулируемой толщины, например, клина, имеющего по меньшей мере две части 29а', 29b', разделенные наклонной поверхностью и вставленные между двумя частями 23а', 23b' подвижной обжимной губки 23'. Перемещение клина позволяет точно отрегулировать по высоте уровень регулируемой части 23а' и, следовательно, нижней обжимной губки 21' по отношению к нижней части 23b'.
На фиг. 12 также можно видеть, что каждая нижняя обжимная губка 21, 21' образована двумя наложенными друг на друга частями, соответственно, нижней частью, опирающейся на нижнюю колодку 23, 23', и верхней частью, находящейся в контакте с металлической лентой, для которой выполнена данная обжимная губка. Две части нижней обжимной губки разделены электроизоляционным слоем 27.
Кроме того, электроизоляционный слой 27 вставлен между каждой верхней обжимной губкой 22, 22' и соответствующей верхней колодкой.
Таким образом, как показано схематически на фиг.4, только обжимные губки, которые служат электродами, запитываются электрическим током, причем электрические проводники 80, 80', соединенные непосредственно с верхними обжимными губками 22, 22', также электрически изолированы.
Прокладка силовых электрических цепей в предпочтительном варианте реализации может быть спроектирована таким образом, чтобы порождать наименьшую возможную потребляемую реактивную мощность.
В то же время, вследствие того, что все операции, необходимые для осуществления сварного соединения двух металлических лент, осуществляются в ограниченной зоне между подвижным основанием 1' и неподвижным основанием 1, которое служит базой для отсчета всех перемещений элементов данной установки, имеется возможность сконцентрировать в этом месте все средства удаления загрязнений или отходов сварки.
Так, например, опорная рама 41 отрезного оборудования 4 в предпочтительном варианте реализации снабжена каналом 46, начинающимся позади отрезных ножей 43 и выходящим наружу ниже рамы для удаления обрезков лент по мере их образования в бункер утилизации, устроенный в фундаменте 10 данной установки под неподвижным основанием 1.
Поскольку известно, что строжка и резка выполняются точно в одном и том же положении по отношению к неподвижному основанию, отходы сварки в виде шлака и стружки от строгания сварного шва могут быть удалены в том же самом месте.
Для этого, как можно видеть на фиг.10, два инструмента строжки сварного шва 53а, 53b снабжены с их передней стороны системой зачистки 84, например, пластинами из нержавеющей стали, которые в процессе поперечного перемещения опорной рамы 51 трутся о концы обжимных губок для удаления шлаков, разлетающихся с искрами электросварки.
В то же время, две рампы обдува 85 смонтированы на двух кронштейнах 51а, 51b опорной рамы 51 позади режущих инструментов 53а, 53b для удаления стружек по мере их образования.
Таким образом, оборудование строжки сварного шва очищается перед его возвращением на инструментальную каретку 3, что позволяет исключить попадание на рельсы 31 или на направляющие пути различных частиц, таких как стружка или шлак от сварки, которые могли бы помешать нормальному перемещению инструментальной каретки 3 или технологического оборудования данной установки.
Кроме того, для облегчения технического обслуживания и обеспечения чистоты рельсов инструментальная каретка 3 в предпочтительном варианте реализации предлагаемого изобретения связана с двумя системами телескопических кожухов 83, 83', которые проходят от этой инструментальной каретки 3 вперед и назад по ходу движения ленты, как это схематически показано на фиг.5.
Каждая такая телескопическая система кожухов 83, схематически показанная также на фиг.1, образована последовательностью кожухов, вставляющихся друг в друга и в совокупности перекрывающей систему перемещения инструментальной каретки 3, в частности, перекрывающей рельсы 31 и ходовой винт 37.
Концевые элементы каждой последовательности этих телескопических кожухов 83, 83' закреплены соответственно на одной и на другой стороне каретки 3 и на конце направляющего пути этой каретки таким образом, чтобы этот направляющий путь был постоянно перекрыт кожухами или самой кареткой 3, причем каждая телескопическая система кожухов разворачивается или складывается в зависимости от положения каретки 3.
Необходимо также отметить, что если особенно предпочтительным является использование для отрезания двух подлежащих свариванию кромок лент двойных или сдвоенных механических ножниц, перемещающихся в поперечном направлении, то, тем не менее, вполне возможно также использование неподвижных гильотинных ножниц, размещенных внутри основания данной установки, причем сварка в этом случае выполняется путем поперечного перемещения сварочной горелки, смонтированной на опорной раме, имеющей возможность перемещаться в поперечном направлении и установленной на инструментальной каретке 3.
Действительно, в общем случае, благодаря использованию инструментальной каретки, обеспечивающей возможность последовательного размещения в рабочем положении различного технологического оборудования, предлагаемое изобретение позволяет легко адаптировать данную установку к конкретным требованиям, а также, в частности, усовершенствовать эксплуатационные характеристики существующих установок.
Обозначения позиций различных элементов данной установки, введенные после соответствующих технических характеристик, упомянутых в формуле изобретения, имеют единственную цель - облегчить понимание этих характеристик и ни в коем случае их не ограничивают.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРУСЕЛЬНОЕ НАМОТОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2169690C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛАНШЕТНОСТИ | 2001 |
|
RU2263000C2 |
| Способ скрепления концов обвязочной ленты зажимами и устройство для его осуществления | 1990 |
|
SU1784543A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1980 |
|
SU935305A1 |
| МОТАЛКА С ДВУМЯ ОПРАВКАМИ ДЛЯ НАМОТКИ ПОЛОСООБРАЗНОГО ИЗДЕЛИЯ | 1998 |
|
RU2208569C2 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПЛОСКОСТНОСТИ | 2002 |
|
RU2267371C2 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| ИНСТРУМЕНТ ДЛЯ ФИКСАЦИИ ЛОПАТОК И ЕГО ПРИМЕНЕНИЕ ДЛЯ СВАРКИ ЛОПАТОК ТРЕНИЕМ | 2001 |
|
RU2280546C2 |
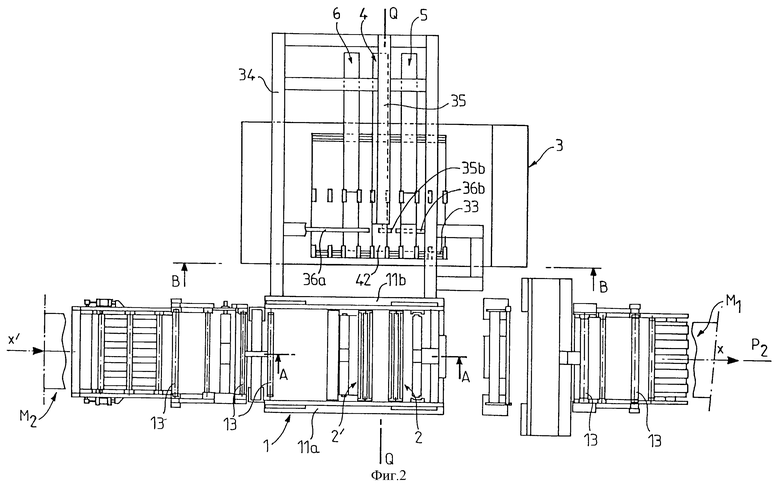
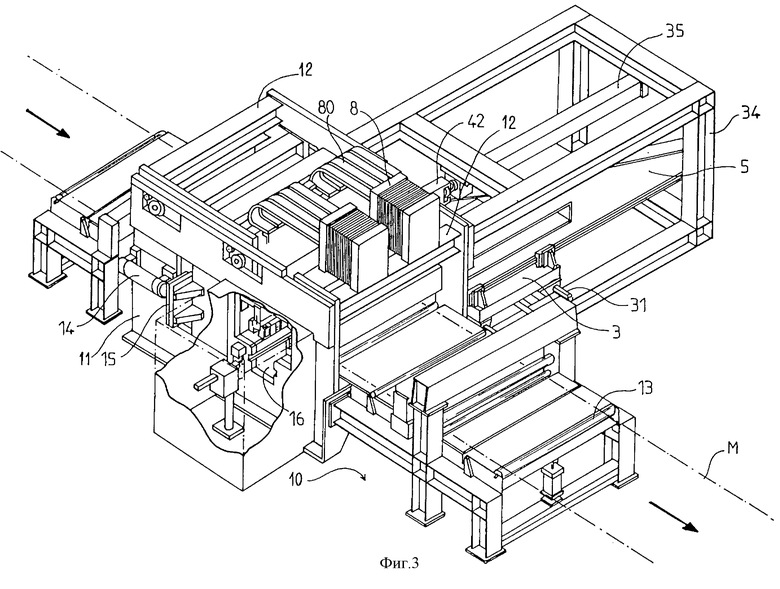
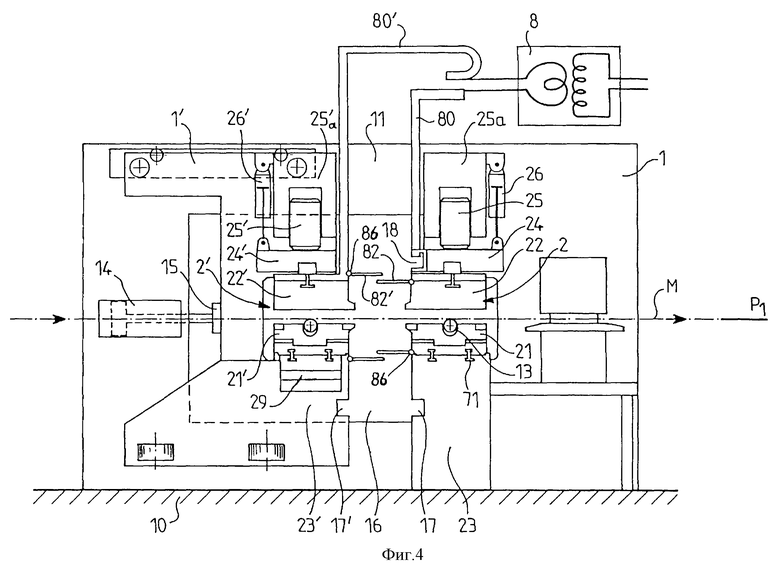
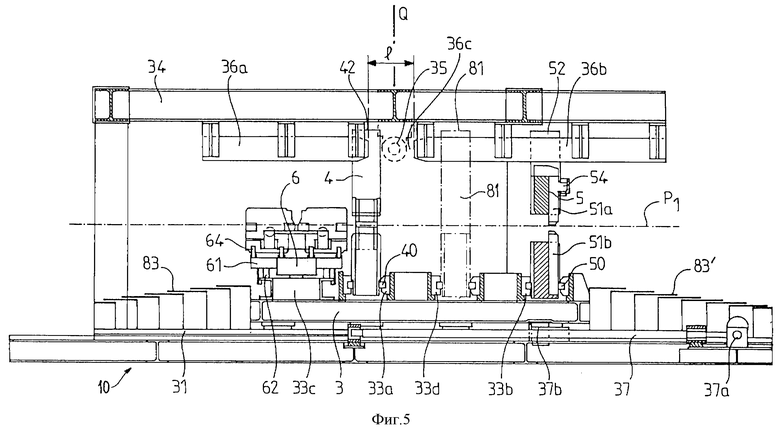
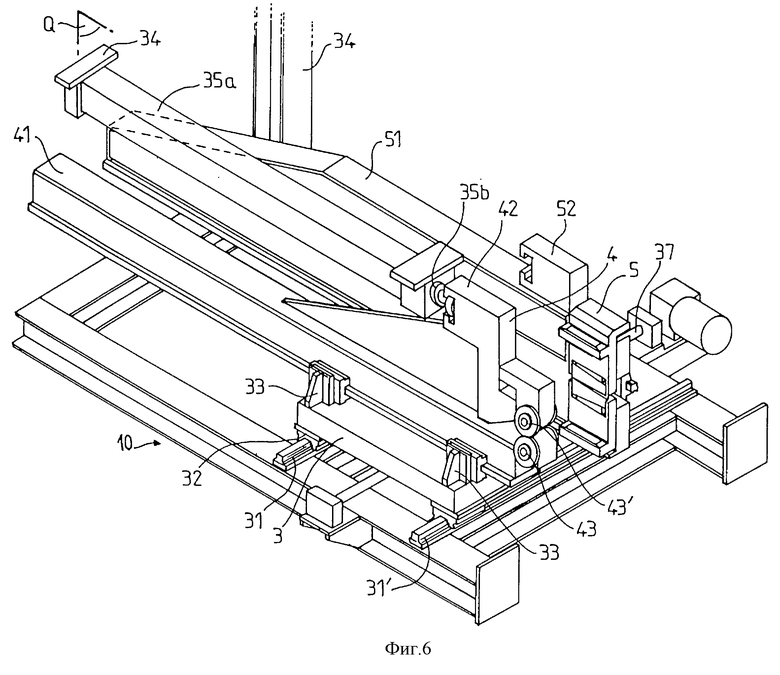
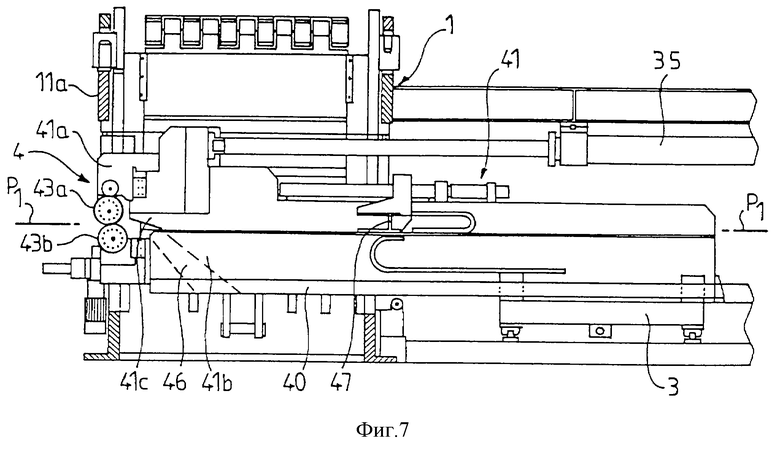
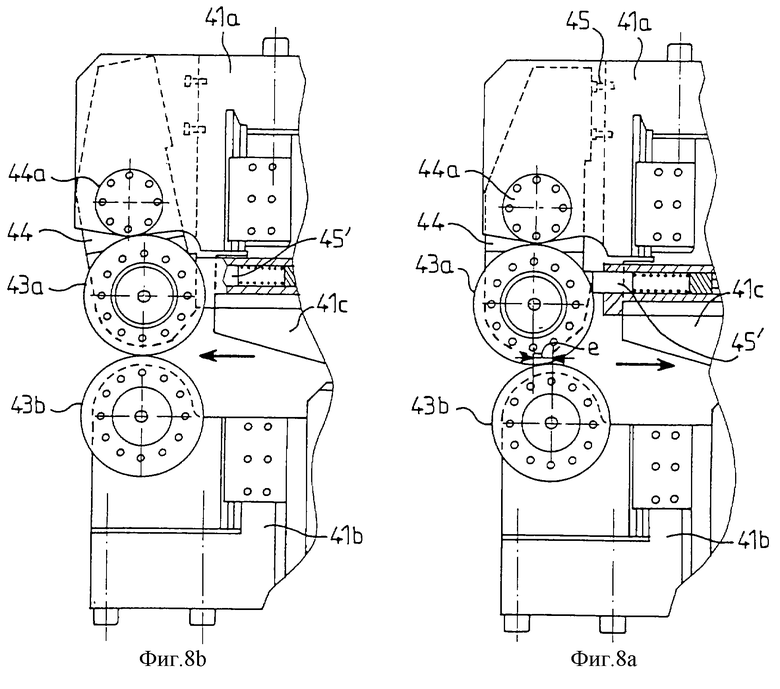
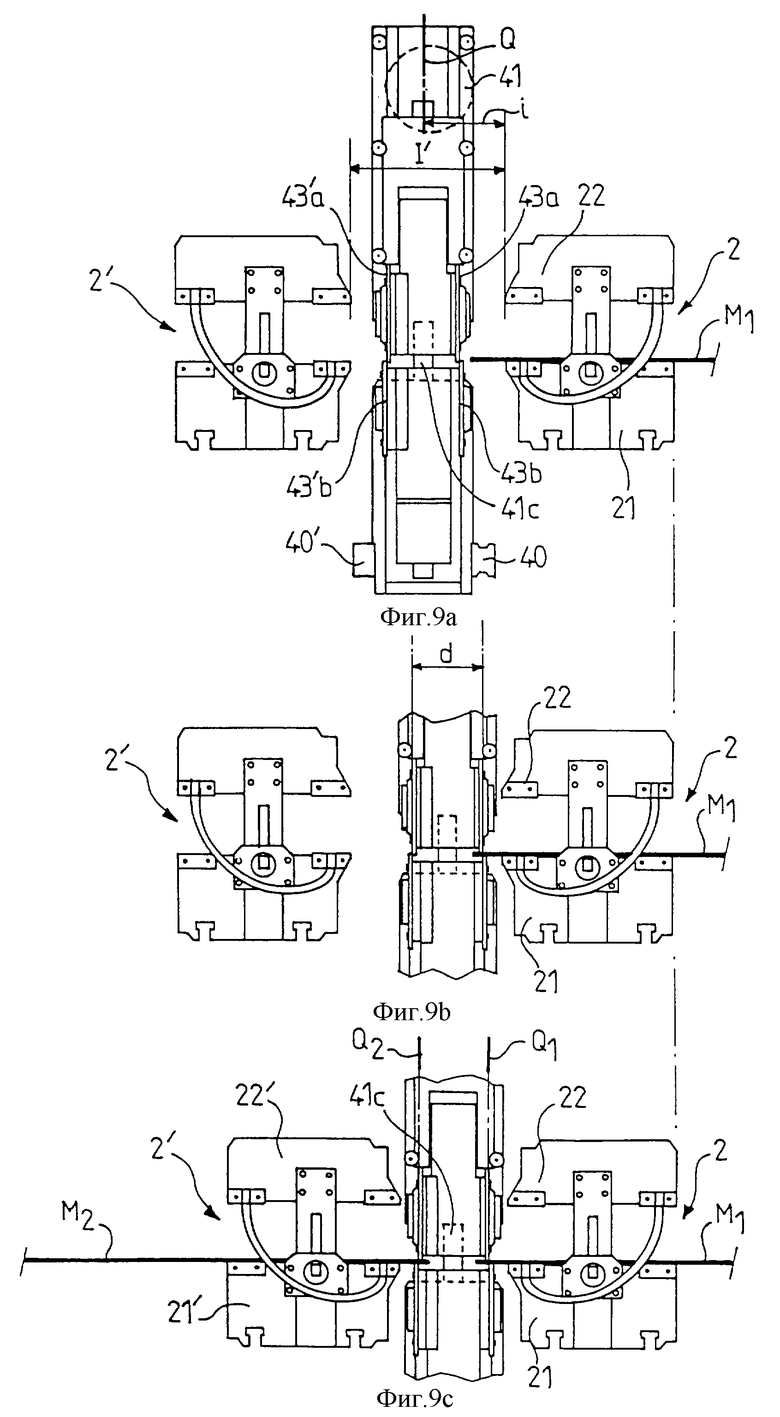
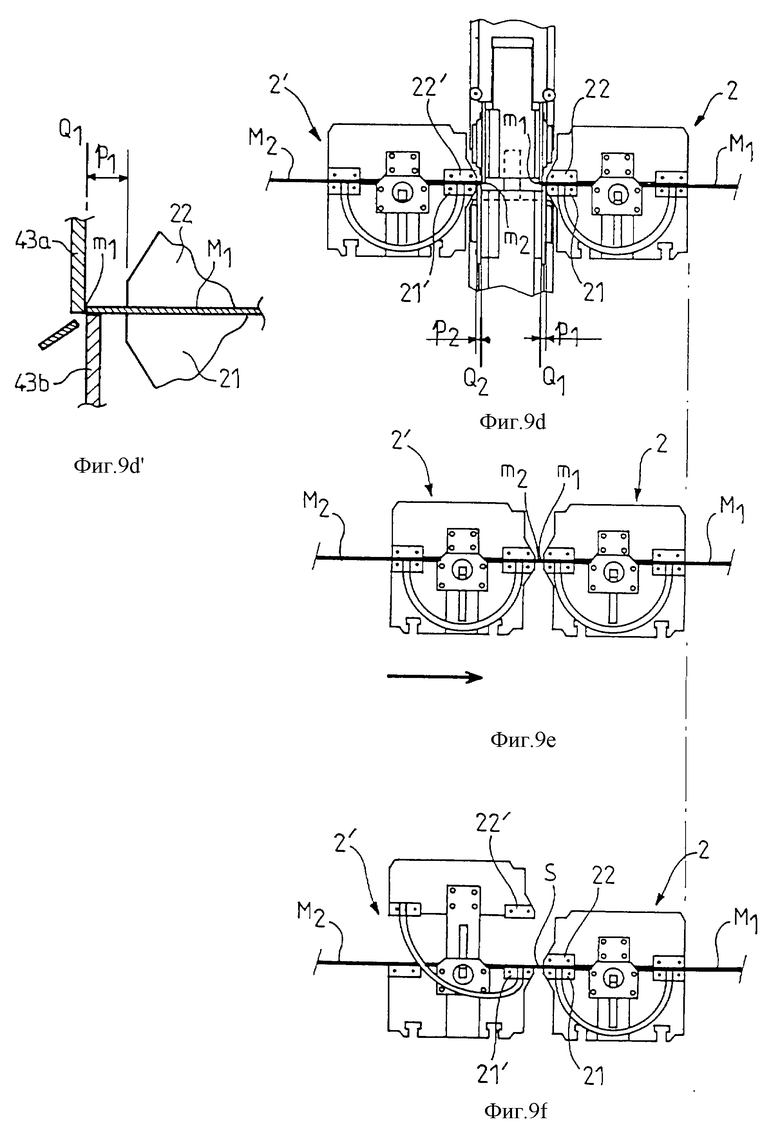
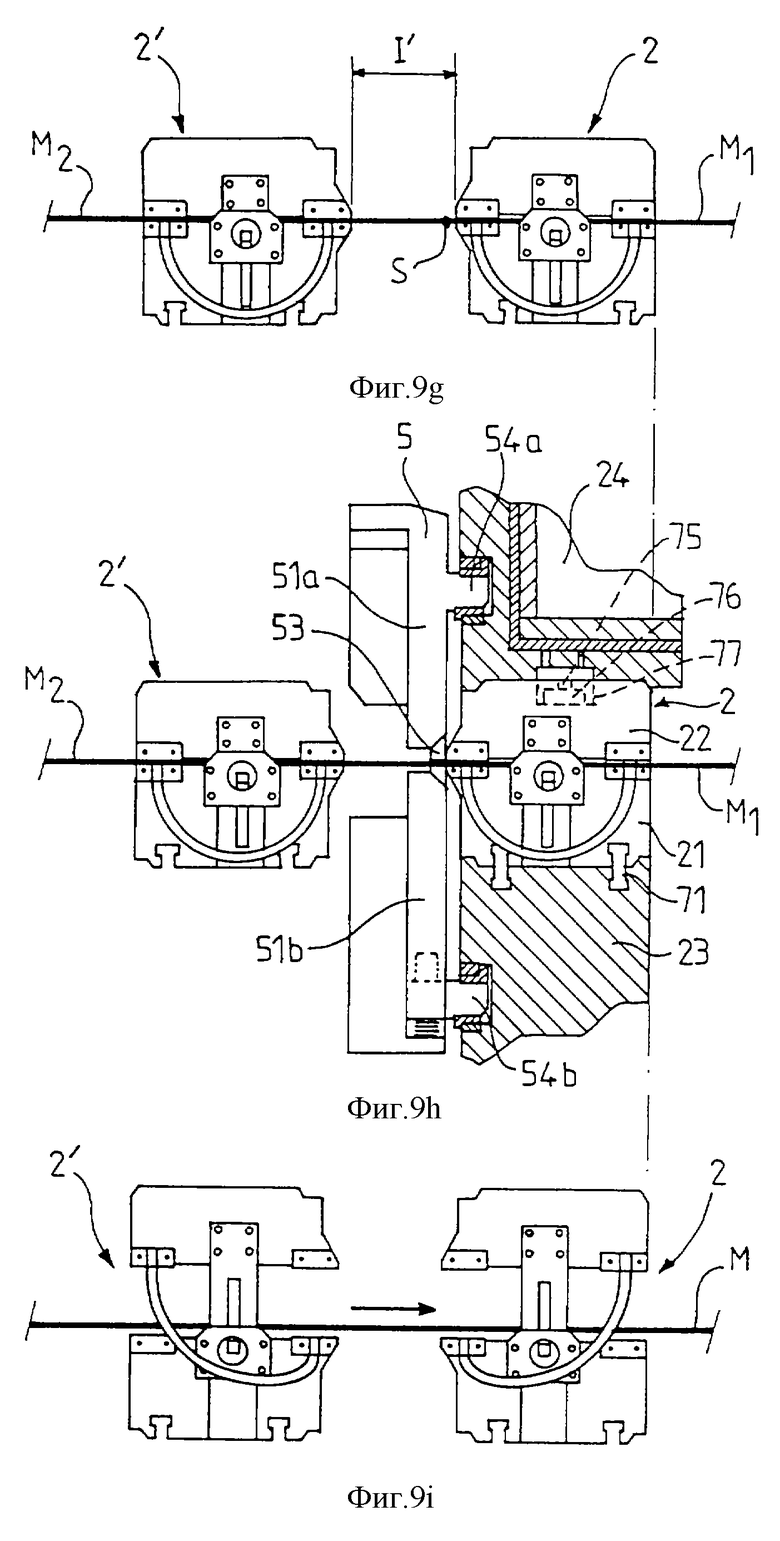
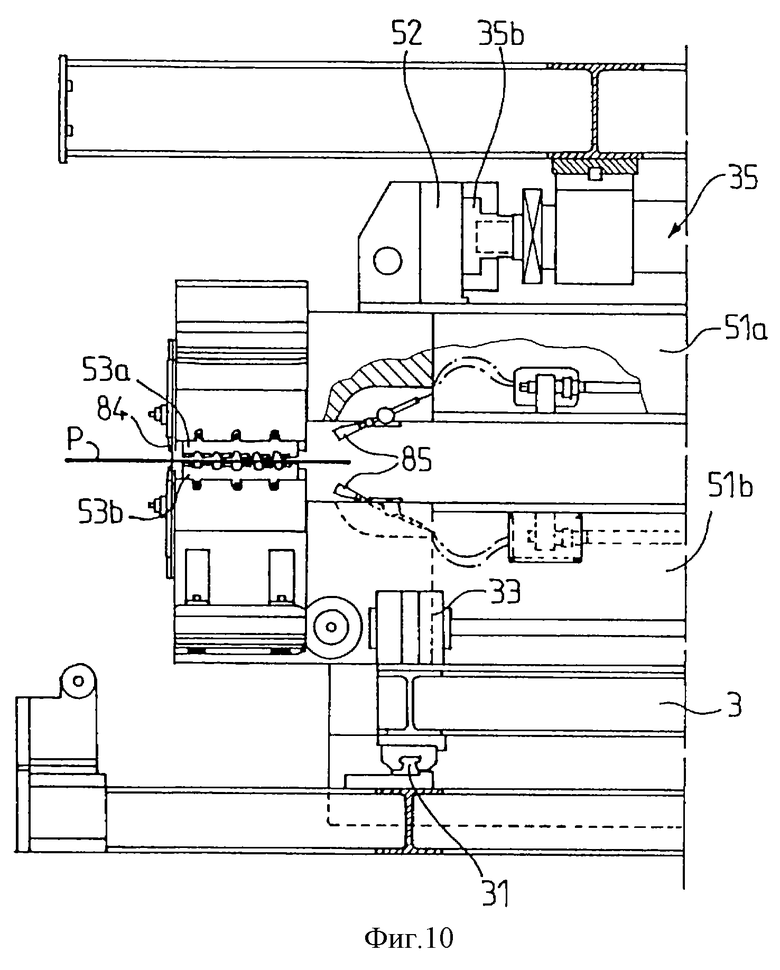
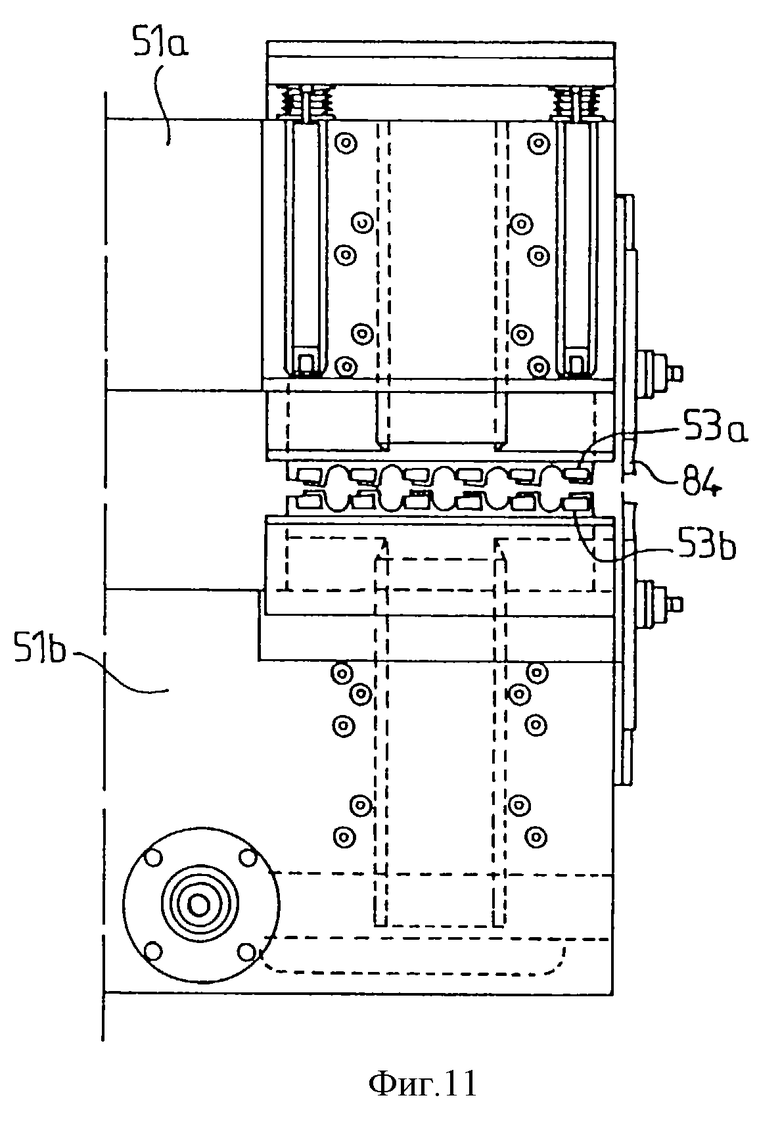
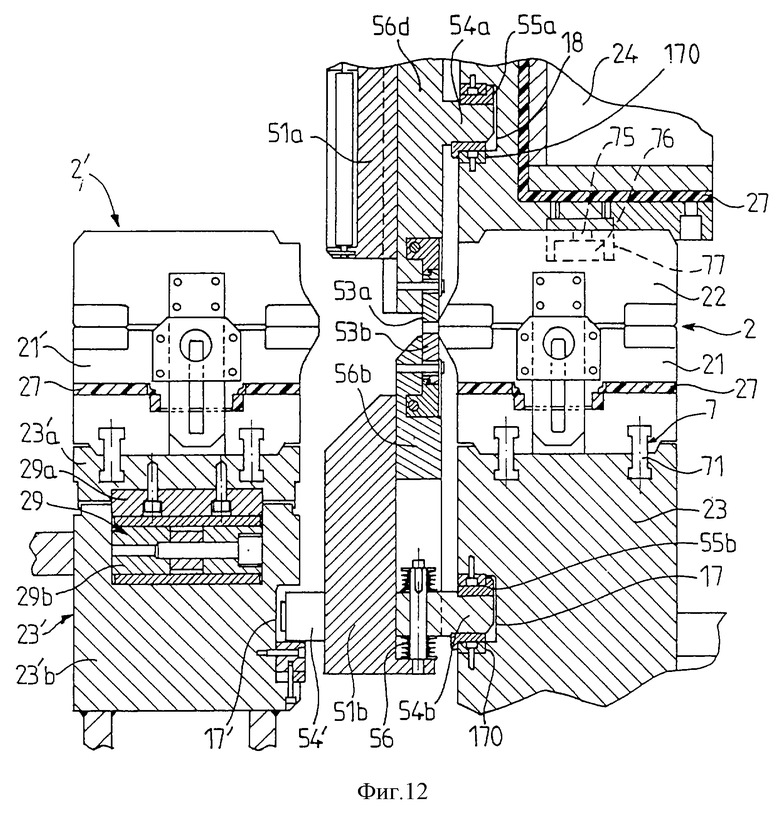
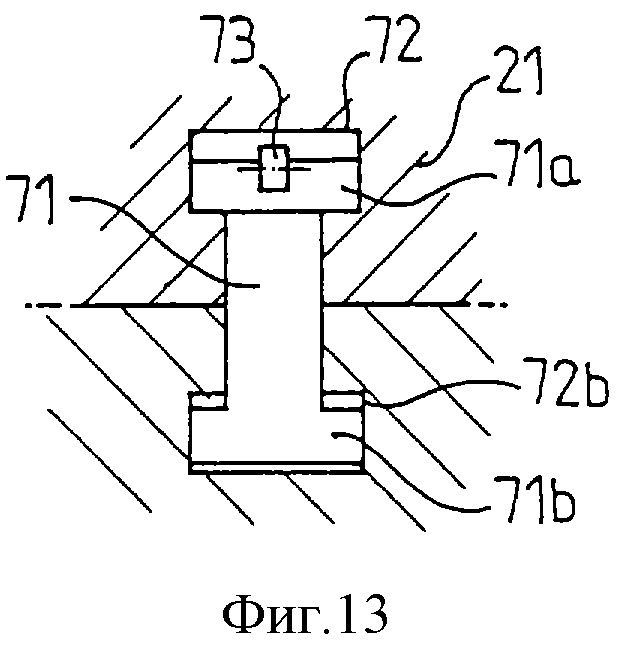
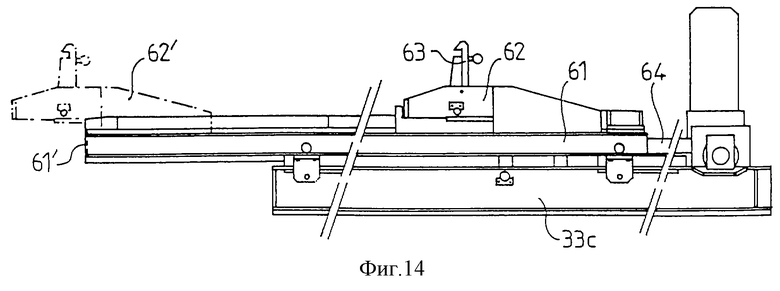
Изобретение может быть использовано в металлургическом производстве для сварки прокатанных лент при переходе к последующей операции их обработки. Установка содержит по меньшей мере три типа технологического оборудования, осуществляющего последовательно отрезание двух подлежащих соединению кромок металлических лент, электросварку встык упомянутых кромок и выравнивание сварного шва путем снятия избыточного материала. Установка содержит инструментальную каретку, смонтированную с возможностью скольжения параллельно направлению движения лент. На каретке смонтированы с возможностью скольжения перпендикулярно упомянутому направлению движения лент по меньшей мере две опорные рамы. На каждой раме смонтирован тот или иной тип оборудования для соединения металлических лент, средства позиционирования того или иного технологического оборудования для соединения лент в общем рабочем положении при помощи скольжения инструментальной каретки и средства управления поперечным скольжением соответствующего технологического оборудования для его использования в процессе соединения металлических лент. Объединение оборудования позволяет упростить установку. 30 з.п.ф-лы, 14 ил.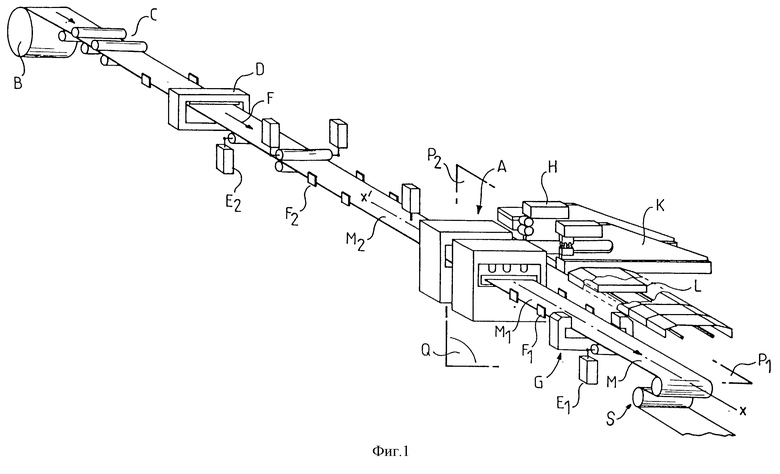
| СПОСОБ ИСПЫТАНИЙ КОРПУСА РОТОРА ЛОПАТОЧНЫХ МАШИН НА НЕПРОБИВАЕМОСТЬ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311626C2 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| RU 94018295 А1, 20.07.1996. | |||

