Изобретение относится к производству химических волокон, преимущественно к установкам для формования оптического волокна.
Одним из основных требований, предъявляемых к устройствам управления вытягиванием волокна при формовании, является обеспечение высоких показателей быстродействия и точности управления поперечными размерами формуемого волокна, необходимых для снижения расхода сырья и уменьшения светопотерь в готовом волокне.
Известно устройство для регулирования толщины стеклянных нитей [1], которое содержит задатчик и основной контур автоматического регулирования диаметра волокна, состоящий из последовательно включенных измерителя, регулятора диаметра и исполнительного электропривода устройства приема волокна.
Недостаток устройства состоит в том, что оно не учитывает изменений динамических характеристик волокна при вариациях скорости формования и среднего значения диаметра, а также изменений времени транспортного запаздывания, обусловленного продолжительностью продвижения волокна от фильеры до места установки датчика диаметра. Это существенно ограничивает возможности автоматического управления диаметром волокна, поскольку одинаковые приращения скорости его приема вызывают различные изменения диаметра при смене режимов работы установки, а вариации транспортного запаздывания дополнительно дестабилизируют работу замкнутого контура управления. Как следствие, для сохранения динамической устойчивости системы в широком диапазоне скоростей формования волокна приходится значительно занижать ее быстродействие и точность.
Наиболее близким к заявленному техническим решением является выбранное в качестве прототипа устройство [2] управления вытягиванием волокон при формовании, содержащие измеритель диаметра, задатчик диаметра, блок сравнения, регулятор диаметра, управляемый квантователь, сумматор, блок вычисления скорости, электропривод приемного узла и датчик скорости подающего узла. Блок вычисления скорости, первый и второй входы которого соединяются соответственно с датчиком скорости подающего узла и задатчиком диаметра, выполняет расчет необходимого уровня скорости приема волокна. Своим выходом он подключается к управляющему входу квантователя и третьему входу регулятора диаметра, что позволяет обеспечить изменение величины такта квантования и перестройку коэффициента усиления регулятора соответственно в обратной и прямой пропорциональных зависимостях от скорости приема волокна. Задатчик диаметра подключается не только к входу блока сравнения, соединенного выходом с первым входом регулятора диаметра, но и к второму входу регулятора, чем достигается дополнительная перестройка коэффициента усиления регулятора в обратно пропорциональной зависимости от величины диаметра формуемого волокна.
Применение указанных элементов и каналов самонастройки обеспечивает стабилизацию общего коэффициента усиления контура управления диаметром при изменениях режима формования волокна, сохраняет запас устойчивости системы при вариациях транспортного запаздывания, что в значительной мере способствует повышению ее быстродействия и точности.
Однако при использовании в устройстве регуляторов пропорционального (П) типа в условиях значительного транспортного запаздывания объекта сохраняются недопустимо высокие значения ошибок управления в установившихся (статических) режимах работы технологического оборудования. При использовании в устройстве регуляторов интегрирующего (И, ПИ) типа удается существенно снизить или полностью исключить статические составляющие ошибки, однако достигнутой стабилизации коэффициента петлевого усиления оказывается при этом недостаточно для обеспечения высокого быстродействия и динамической точности управления в широком диапазоне изменения скоростных режимов формования волокна.
Применение изложенной в [3] методики параметрического синтеза ПИ-регулятора для управления объектами с передаточной функцией вида

где kП - коэффициент передачи; T1,2 -постоянные времени, τ - время запаздывания с учетом специфических особенностей установок формования волокна, для которых

где D - диаметр волокна, Vпр - скорость приема, L - длина зоны формования, позволяет получить следующие соотношения для определения коэффициента усиления (kR) и времени изодрома (Тi) регулятора диаметра с передаточной функцией
гарантирующего сохранение показателей качества управления при вариациях диаметра D и скорости приема Fпр.
где kp - коэффициент петлевого усиления контура управления; а, b -параметры, определяемые значениями Т1,2, и L конкретной технологической установки.
Из анализа приведенных результатов следует, что решение, заложенное в прототипе, обеспечивает выполнение только первого условия стабилизации показателей качества управления (1). В этом случае время изодрома регулятора остается постоянным (Ti=const), и приближенное соблюдение условия (2) обеспечивается лишь при достаточно больших значениях Vпр, т.е. при высокоскоростном формовании тонкого волокна, когда можно принять
При формовании волокон средних и больших диаметров с низкими скоростями приема условие (2) нарушается, и эффективность указанного технического решения существенно снижается.
Техническим результатом изобретения является повышение быстродействия и точности управления диаметром волокна в широком диапазоне изменения скоростных режимов его формования, определяемых заданным значением диаметра и скоростью приема волокна.
Для достижения технического результата устройство управления вытягиванием волокна при формовании содержит измеритель диаметра волокна, связанный посредством квантователя с вторым входом блока сравнения, первый вход которого соединен с задатчиком диаметра, регулятор диаметра, первый и второй входы которого подключены соответственно к выходу блока сравнения и к задатчику диаметра, а третий вход, объединенный с управляющим входом квантователя, подключен к выходу блока вычисления скорости, первым входом связанного с датчиком скорости подающего узла, а вторым входом - с задатчиком диаметра, электропривод приемного узла, связанный с выходом сумматора, первый вход которого соединен с выходом регулятора диаметра, также в него дополнительно введены блок интегрирования, блок деления и блок вычисления времени изодрома, причем первый вход блока деления соединен с выходом регулятора диаметра, второй вход подключен к выходу блока вычисления времени изодрома, а выход соединен с входом блока интегрирования, выход блока интегрирования подключен к второму входу сумматора, а вход блока вычисления времени изодрома объединен с выходом блока вычисления скорости, соединен с выходом регулятора диаметра, второй вход подключен к выходу блока вычисления времени изодрома, а выход соединен с входом блока интегрирования, выход блока интегрирования подключен к второму входу сумматора, а вход блока вычисления времени изодрома объединен с выходом блока вычисления скорости.
Сопоставительный анализ с прототипом показывает, что заявленное устройство отличается наличием новых блоков: блока интегрирования (интегратора), блоеа деления (делителя), блока вычисления времени изодрома и их связями с остальными элементами схемы.
Таким образом, заявленное устройство соответствует критерию изобретения “новизна”.
Введение блоков интегрирования является известным техническим решением, широко используемым для повышения точности систем автоматического управления различного назначения.
Однако в специфических условиях формования волокна, как следует из соотношения (2), работа интегратора с постоянным временем изодрома Ti не может обеспечить сохранение показателей качества управления диаметром в широком диапазоне скоростей, что приводит в итоге к снижению быстродействия и динамической точности всей системы.
В заявленном устройстве включение блока интегрирования в контур управления диаметром волокна осуществляется через посредство соединяемого последовательно блока деления. При этом свободный вход блока деления подключается к выходу блока вычисления времени изодрома, своим входом связанного с выходом блока вычисления скорости приема волокна. Тем самым достигается дополнительная коррекция темпа работы интегратора (времени изодрома) при изменениях скорости приема волокна, независимая от перестройки коэффициента усиления регулятора диаметра, что и обеспечивает получение технического результата.
При этом коррекция времени изодрома осуществляется в зависимости не от реальной скорости приема Vпр, а от ее оценки -Vпр*, вычисленной на основе уравнения неразрывности волокна по значениям заданного диаметра D3 и скорости подающего узла Vпод, т.е. с использованием тех информационных сигналов, которые не входят в контур управления диаметром волокна. Это исключает возможность потери устойчивости и ухудшения динамики управляющего устройства при изменениях скоростных режимов формования волокна, что также способствует достижению технического результата.
Таким образом, введение новых элементов и связей позволяет повысить быстродействие и точность управления диаметром по сравнению с аналогами, следовательно отмеченные отличия предлагаемого устройства от прототипа являются существенными.
Все выше сказанное подтверждает изобретательский уровень технического решения.
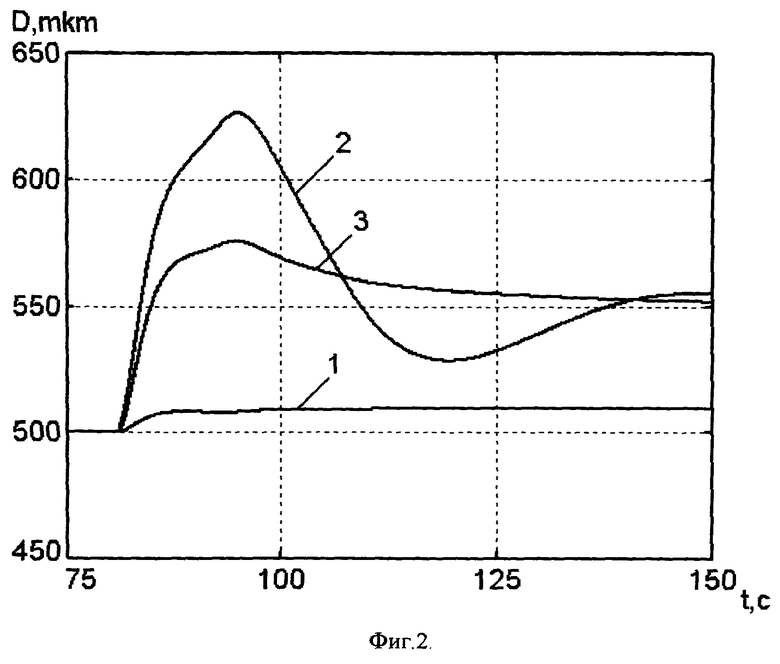
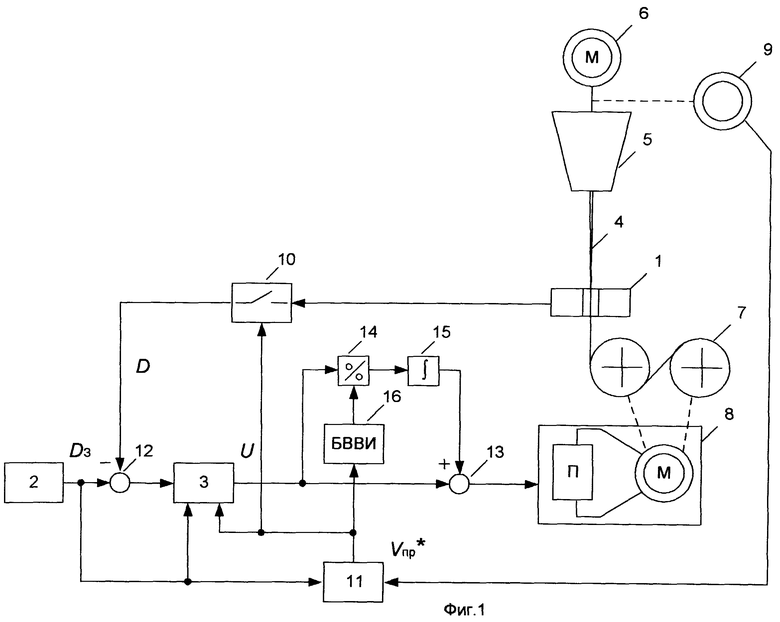
На фиг.1 представлена схема устройства; на фиг.2 -диаграммы, поясняющие работу устройства.
Устройство содержит измеритель 1, задатчик 2 и регулятор 3 диаметра волокна 4, формуемого путем подачи расплава полимера в фильеру 5 электроприводом 6 подающего узла и приема готового волокна приемным узлом 7, приводимым в движение электроприводом 8. Устройство также включает датчик 9 скорости подающего узла, квантователь 10, блок вычисления скорости 11, блок сравнения 12, сумматор 13, блок деления 14, блок интегрирования 15 и блок вычисления времени изодрома 16.
При этом задатчик 2 подключен к первому входу блока сравнения 12 и к вторым входам соответственно регулятора диаметра 3 и блока вычисления скорости 11, своим первым входом связанного с датчиком скорости 9 подающего узла, а выходом соединенного с управляющим входом квантователя 10, третьим входом регулятора диаметра 3 и входом блока 16 вычисления времени изодрома. Первый вход регулятора диаметра 3 связан с выходом блока 12 сравнения, а выход подключен к первому входу сумматора 13, выходом соединенного с электроприводом 8 приемного узла 7. Выход измерителя диаметра 1 посредством квантователя 10 связан с вторым входом блока 12 сравнения. Первый вход блока 14 деления соединен с выходом регулятора диаметра 3, второй вход подключен к выходу блока 16 вычисления времени изодрома, а выход соединен с входом блока 15 интегрирования, выход которого подключен к второму входу сумматора 13.
Блок 16 представляет собой вычислительное устройство, осуществляющее расчет постоянной времени интегрирования (времени изодрома) Ti на основе информации об оценке Vпр* скорости приема волокна, поступающей с блока 11 вычисления скорости, в соответствии с формулой
Блок 14 деления и блок 15 интегрирования особенностей не имеют.
Устройство в целом работает следующим образом.
Возникающие в процессе формования волокна отклонения его действительного диаметра D от установленного задатчиком 2 значения D3 фиксируются блоком 12 сравнения и подаются на вход регулятора 3, который формирует управляющий сигнал U для изменения скорости электропривода 8 приемного узла 7. Управляющий сигнал U с выхода регулятора 3 поступает на вход электропривода 8 не только по безынерционному каналу через первый вход сумматора 13, но и по интегрирующему каналу через блок 14 деления, блок 15 интегрирования и второй вход сумматора 13. Использование интегрирующего канала позволяет исключить статические ошибки управления диаметром и снизить динамические составляющие ошибок при наличии значительного транспортного запаздывания информационного сигнала, определяемого временем продвижения волокна от фильеры 5 к датчику 1. Поскольку вариации диаметра и скорости приема волокна изменяют значение коэффициента передачи kП объекта управления соответственно в прямой и обратной пропорциональных зависимостях, то перестройка коэффициента усиления kR регулятора 3 осуществляется согласно выражению (1), т.е. в противоположных зависимостях от заданного диаметра D3 и оценки скорости приема волокна Vпр*, вычисленной блоком 11. Этим достигается постоянство коэффициента петлевого усиления kp=kПkR всего контура управления диаметром и определенная стабилизация его динамических характеристик.
При вариациях скорости приема волокна Vпр происходят обратно пропорциональные изменения времени запаздывания сигнала о диаметре волокна  , которые могут существенно изменить динамику замкнутого контура управления, даже при стабилизированном значении его петлевого усиления. Изменение периода работы квантователя 10 в прямой пропорциональной зависимости от скорости приема волокна Vпр*, вычисленной блоком 11, позволяет в определенной мере стабилизировать динамику системы в условиях τ=var, но теряет свою эффективность при значительных вариациях скоростного режима технологической установки.
, которые могут существенно изменить динамику замкнутого контура управления, даже при стабилизированном значении его петлевого усиления. Изменение периода работы квантователя 10 в прямой пропорциональной зависимости от скорости приема волокна Vпр*, вычисленной блоком 11, позволяет в определенной мере стабилизировать динамику системы в условиях τ=var, но теряет свою эффективность при значительных вариациях скоростного режима технологической установки.
Более полная компенсация неблагоприятного влияния переменного транспортного запаздывания объекта управления на динамику астатической системы с интегрирующим каналом обеспечивается путем перестройки времени изодрома Ti интегратора 15 в гиперболической зависимости от расчетной скорости приема волокна Vпр* согласно выражению (2), реализуемой блоком вычисления времени изодрома 16 и блоком 14 деления.
Более полная компенсация вариаций коэффициента передачи и времени запаздывания объекта, достигаемая в широком диапазоне скоростей технологической установки, позволяет существенно увеличить общее петлевое усиления замкнутого контура и, как следствие, повысить показатели быстродействия и точности управления диаметром волокна в процессе его формования.
В качестве иллюстрации на фиг.2 приведены переходные характеристики 1, 2, 3, полученные на опытно-производственной установке при изменениях заданного диаметра волокна от 500 до 550 мкм соответственно в прототипе, а также в астатических системах с постоянным и настраиваемым по алгоритму (3) временем изодрома интегрирующего канала.
Анализ полученных диаграмм показывает, что применение заявленного технического решения позволяет существенно снизить время отработки управляющего воздействия и значительно уменьшить величину ошибки управления диаметром оптического волокна при формовании, что подтверждает достижение технического результата.
Источники информации принятые во внимание при экспертизе
1. Устройство для регулирования толщины формуемых стеклянных нитей. Заявка ФРГ №2918099, М. Кл. С 03 В 37/02, заявл. 04.05.79, опубл. 13.11.80.
2. Способ управления вытягиванием волокон при формовании и устройство для его осуществления. А.С. №1686047, М. Кл. D 01 D 5/12, С 03 В 37/02, заявл. 25.01.89, опубл. 23.10.91, Бюл. №39.
3. Гурецкий X. Анализ и синтез систем управления с запаздыванием: Пер. с польского. -М.: Машиностроение, 1974. -328с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления вытягиванием волокон при формовании и устройство для его осуществления | 1989 |
|
SU1686047A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВЫТЯГИВАНИЕМ ВОЛОКНА ПРИ ФОРМОВАНИИ | 2003 |
|
RU2235810C1 |
| Устройство для управления вытягиванием волокна при формовании | 1989 |
|
SU1756401A1 |
| АДАПТИВНАЯ СИСТЕМА УПРАВЛЕНИЯ ОБЪЕКТОМ С ПЕРЕМЕННЫМ ТРАНСПОРТНЫМ ЗАПАЗДЫВАНИЕМ | 2003 |
|
RU2258950C2 |
| Адаптивная система управления для объектов с запаздыванием | 1985 |
|
SU1310774A1 |
| Электропривод постоянного тока с двухзонным регулированием скорости | 1984 |
|
SU1159139A1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОДВИГАТЕЛЬНЫМ ЭЛЕКТРОПРИВОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2074503C1 |
| Самонастраивающаяся система управления | 1983 |
|
SU1126926A1 |
| Адаптивная система управления | 1985 |
|
SU1257612A1 |
| Устройство для вычисления статического момента вентильного электропривода | 1979 |
|
SU947880A1 |
Изобретение относится к производству химических волокон, преимущественно к установкам для формования оптического волокна. Устройство содержит задатчик, измеритель и регулятор диаметра, блок сравнения, блок вычисления скорости, датчик скорости подающего узла, сумматор, электропривод приемного узла, управляемый квантователь, а также блок интегрирования, блок деления и блок вычисления времени изодрома. Включение блока интегрирования в контур управления диаметром волокна осуществляется через последовательно соединенный блок деления. При этом свободный вход блока деления подключается к выходу блока вычисления времени изодрома, своим входом связанного с выходом блока вычисления скорости приема волокна. Этим достигается дополнительная коррекция темпа работы интегратора при изменениях скорости приема волокна, независимая от перестройки коэффициента усиления регулятора диаметра. Достигаемый технический результат - повышение быстродействия и точности управления диаметром волокна в широком диапазоне изменения скоростных режимов его формования, определяемых заданным значением диаметра и скоростью приема волокна. 2 ил.
Устройство для управления вытягиванием волокна при формовании, содержащее измеритель диаметра волокна, связанный посредством квантователя с вторым входом блока сравнения, первый вход которого соединен с задатчиком диаметра, регулятор диаметра, первый и второй входы которого подключены соответственно к выходу блока сравнения и к задатчику диаметра, а третий вход, объединенный с управляющим входом квантователя, подключен к выходу блока вычисления скорости, первым входом связанного с датчиком скорости подающего узла, а вторым входом - с задатчиком диаметра, электропривод приемного узла, связанный с выходом сумматора, первый вход которого соединен с выходом регулятора диаметра, отличающееся тем, что в него дополнительно введены блок интегрирования, блок деления и блок вычисления времени изодрома, причем первый вход блока деления соединен с выходом регулятора диаметра, второй вход подключен к выходу блока вычисления времени изодрома, а выход соединен с входом блока интегрирования, выход блока интегрирования подключен к второму входу сумматора, а вход блока вычисления времени изодрома объединен с выходом блока вычисления скорости.
| Способ управления вытягиванием волокон при формовании и устройство для его осуществления | 1989 |
|
SU1686047A1 |
| Устройство для управления вытягиванием волокна при формовании | 1989 |
|
SU1756401A1 |
| DE 2918099 A, 13.11.1980 | |||
| US 200324272 A, 06.02.2003 | |||
| US 20020034118 A, 21.03.2002. | |||

