Устройство относится к производству химических волокон, преимущественно к установкам для формования полимерного оптического волокна (ПОВ).
Одним из основных требований, предъявляемых к устройствам управления вытягиванием волокна при формовании, является обеспечение высоких показателей быстродействия и точности управления поперечными размерами формуемого волокна, необходимых для повышения качества продукции, уменьшения светопотерь в готовом волокне, снижения расхода сырья.
Известно устройство [1] для регулирования толщины стеклянных нитей, которое содержит задатчик и основной контур автоматического регулирования диаметра волокна, состоящий из последовательно включенных измерителя, регулятора диаметра и исполнительного электропривода устройства приема волокна.
Недостаток устройства состоит в том, что оно не позволяет учитывать и компенсировать неблагоприятное влияние транспортного запаздывания, обусловленного продолжительностью продвижения волокна от фильеры до места установки измерителя диаметра. Запаздывание информационного сигнала может достигать нескольких десятков секунд, поэтому для сохранения динамической устойчивости системы приходится значительно снижать ее быстродействие и точность.
Наиболее близким к заявленному техническим решением является выбранное в качестве прототипа устройство [2] для управления вытягиванием волокна при формовании, содержащее измеритель диаметра, задатчик диаметра, элемент сравнения, регулятор диаметра, сумматор, блок вычисления скорости приемки, ограничитель ускорения, электропривод приемного узла, измеритель скорости подающего узла, два ключа, делитель, компаратор и источник опорного напряжения. Входы делителя подключены соответственно к задатчику диаметра и выходу элемента сравнения, а выход соединен с одним из входов компаратора, вторым выходом соединенного с источником опорного напряжения, выход компаратора подключается к управляющим входам ключей, один из которых устанавливается между выходом элемента сравнения и входом регулятора, а второй - параллельно регулятору. Входы блока вычисления скорости приемки соединяются соответственно с выходом задатчика диаметра и измерителем скорости подающего узла, а выход через ограничитель ускорения соединяется с одним из входов сумматора, другим входом связанного с выходом регулятора диаметра, а выходом подключенного к входу электропривода приемного узла.
Благодаря введению указанных элементов и связей удается в значительной мере исключить неблагоприятное влияние транспортного запаздывания в пусковых режимах установки (до момента поступления волокна в измеритель диаметра) и режимах смены диаметра волокна, поскольку в этих случаях компаратор фиксирует повышение относительной ошибки регулирования диаметра волокна и ее выход за пределы порогового значения, выводит из работы и шунтирует регулятор диаметра, а блок вычисления скорости приемки задает такой скоростной режим формования, при котором с высоким быстродействием обеспечивается достижение диаметра волокна, близкого к заданному уровню (с ошибкой, меньшей порогового значения). После завершения переходных режимов регулятор диаметра включается в контур управления и обеспечивает более точную стабилизацию диаметра на заданном уровне.
Недостаток устройства состоит в том, что при его использовании сохраняются такие режимы работы установки, в которых качество управления диаметром волокна остается низким. Так, при выполнении пусковых операций, начиная с момента поступления волокна в измеритель диаметра, когда значительные флуктуации диаметра волокна могут превосходить пороговое значение, установленное для основного режима работы, в устройстве происходит многократное шунтирование регулятора диаметра и вывод его из работы. Это приводит к сохранению значительной ошибки регулирования диаметра и затягиванию пускового режима технологической установки.
В основном режиме формования волокна возможно кратковременное прерывание (исчезновение) информационного сигнала с выхода измерителя диаметра из-за эффекта баллонирования (поперечных колебаний) мононити в относительно узкой контрольной зоне измерителя диаметра, сокращенной в размерах для достижения большей точности измерения. При этом даже кратковременное обнуление информационного сигнала измерителя приводит к шунтированию регулятора диаметра и сбросу интегральной составляющей его выходного сигнала, что также вызывает дополнительные отклонения диаметра волокна от установленного значения, продолжительность которых определяется временем переходных процессов в главном контуре регулирования, т.е. может составлять несколько интервалов транспортного запаздывания.
Указанные эффекты в работе устройства не позволяют повысить быстродействие и точность управления и являются ограничивающими факторами на пути повышения качества готовой продукции и экономии дорогостоящего сырья.
Технический результат заключается в повышении качества продукции и сокращении расхода сырья за счет увеличения быстродействия и точности управления вытягиванием волокна при формовании во всех режимах работы технологического оборудования.
Для достижения технического результата в устройство управления вытягиванием волокна при формовании, содержащее задатчик диаметра, связанный с первыми входами делителя и элемента сравнения и с вторым входом блока вычисления скорости, первым входом соединенного с измерителем скорости подающего узла, а выходом подключенного через ограничитель ускорения к второму входу сумматора, регулятор диаметра с параллельно включенным вторым ключом, входом связанный через первый ключ с выходом элемента сравнения и вторым входом делителя, компаратор, первым и вторым входами соединенный соответственно с выходами источника опорного напряжения и делителя, измеритель диаметра и электропривод приемного узла, подключенные соответственно к второму входу элемента сравнения и к выходу сумматора, дополнительно введены блок дифференцирования, формирователь импульса, блок задержки сигнала, блок памяти, третий и четвертый ключи, причем вход блока дифференцирования соединен с задатчиком диаметра, а выход подключен через формирователь импульса к управляющему входу второго ключа, информационный вход блока памяти подключен к выходу регулятора диаметра, а выход связан через четвертый ключ с третьим входом сумматора, третий ключ установлен между выходом регулятора и первым входом сумматора, вход блока задержки сигнала, управляющие входы блока памяти, третьего и четвертого ключей объединены с выходом компаратора, а выход блока задержки сигнала подключен к управляющему входу первого ключа.
Сопоставительный анализ с прототипом показывает, что заявленное устройство отличается наличием новых блоков - блока дифференцирования, формирователя импульса, блока задержки сигнала, блока памяти, третьего и четвертого ключей - и их связями с остальными элементами схемы. Таким образом, заявленное устройство соответствует критерию “новизна”.
Сравнение заявленного решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявленное решение от прототипа, что позволяет сделать вывод о соответствии критерию “существенные отличия”.
Все вышесказанное подтверждает изобретательский уровень технического решения.
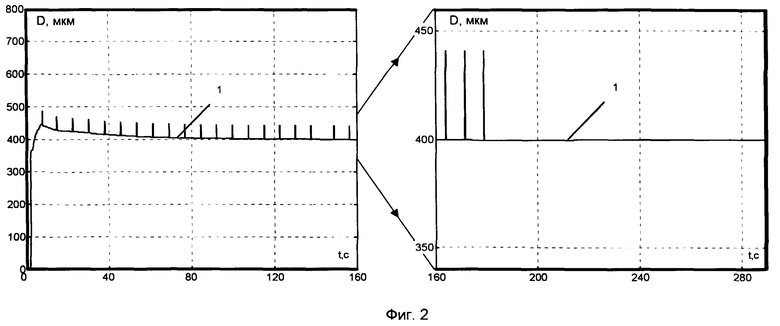
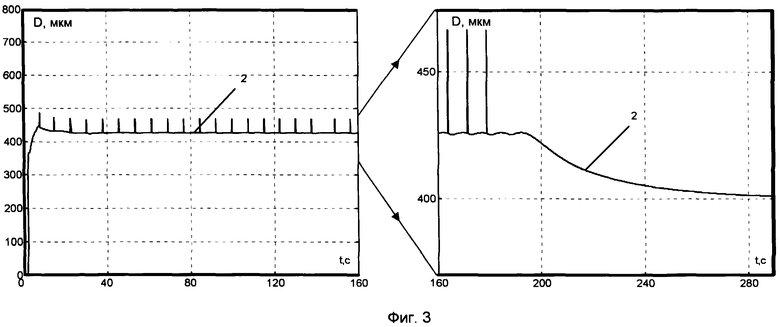
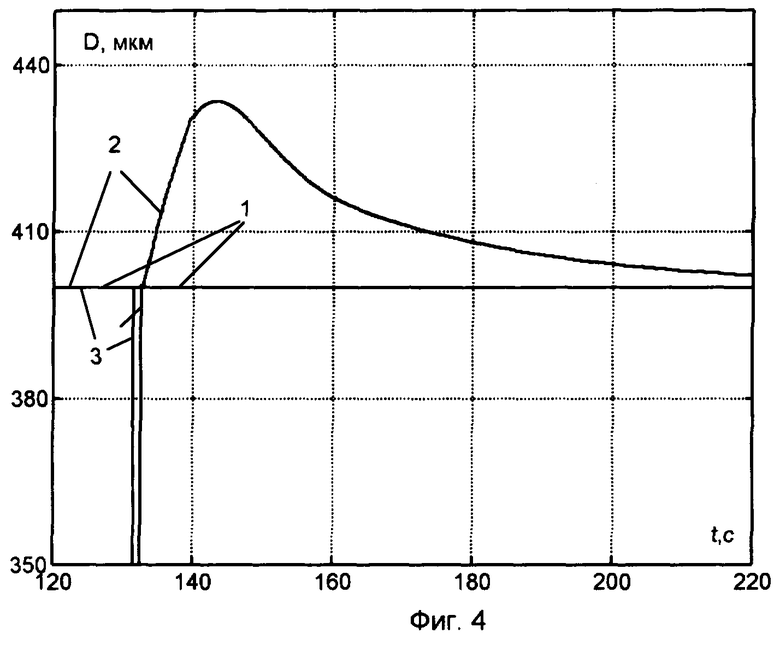
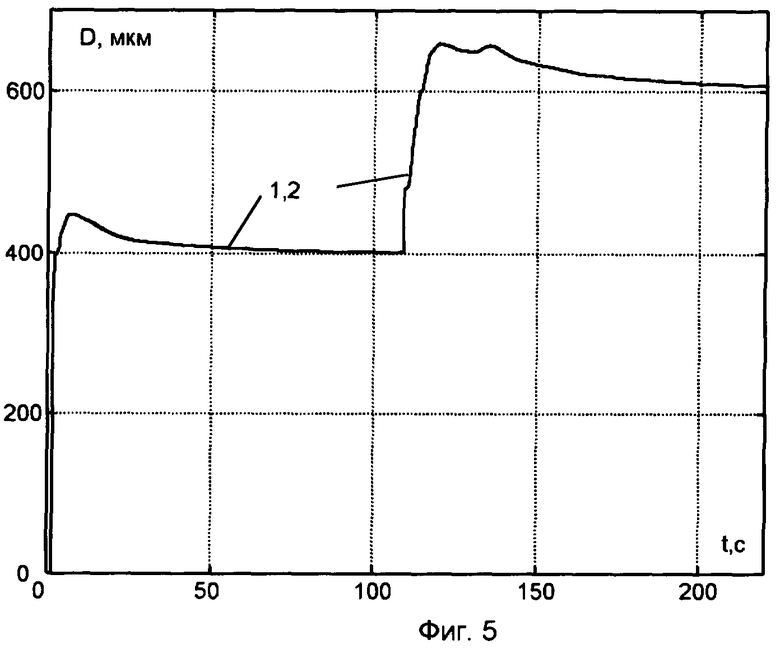
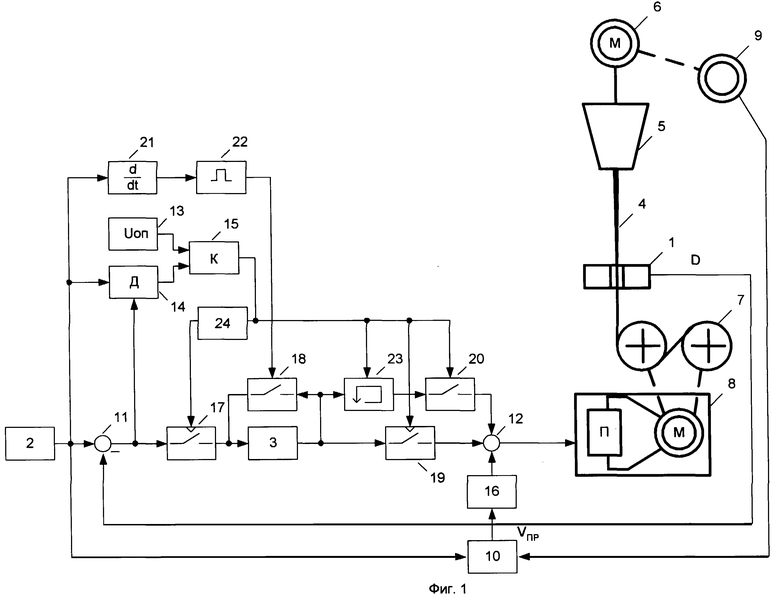
На фиг.1 представлена схема устройства, на фиг.2, 3 приведены двухмасштабные диаграммы изменения диаметра волокна в пусковом режиме работы установки для заявленного устройства (график 1) и прототипа (график 2). На фиг.4 с помощью графиков изменения диаметра готового волокна в заявленном устройстве (кривая 1) и в прототипе (кривая 2) проиллюстрирована работа установки в режиме кратковременного обнуления выходного сигнала (график 3) измерителя диаметра. На фиг.5 показаны совпадающие графики 1, 2 диаметра волокна заявленного устройства и прототипа, полученные в переходных режимах, вызванных ступенчатыми изменениями заданного диаметра при смене артикула волокна.
Устройство (фиг.1) содержит измеритель 1, задатчик 2 и регулятор 3 диаметра волокна 4, формуемого путем подачи расплава полимера в фильеру 5 электроприводом 6 подающего узла и приема готового волокна приемным узлом 7, приводимым в движение электроприводом 8. Устройство также включает измеритель 9 скорости подающего узла, блок 10 вычисления скорости, элемент 11 сравнения, сумматор 12, источник 13 опорного напряжения, делитель 14, компаратор 15, ограничитель 16 ускорения, управляемые ключи 17, 18, 19, 20, блок 21 дифференцирования, формирователь 22 импульса, блок 23 памяти и блок 24 задержки сигнала.
При этом задатчик 2 диаметра связан с первыми входами делителя 14 и элемента 11 сравнения и с вторым входом блока 10 вычисления скорости, первый вход которого соединен с измерителем 9 скорости подающего узла, а выход подключен через ограничитель 16 ускорения к второму входу сумматора 12. Второй ключ 18 подсоединен параллельно регулятору 3 диаметра, вход которого через первый ключ 17 связан с выходом элемента 11 сравнения и вторым входом делителя 14. Первый и второй входы компаратора 15 соединены соответственно с выходами источника 13 опорного напряжения и делителя 14. Измеритель 1 диаметра и вход электропривода 8 приемного узла подключены соответственно к второму входу элемента 11 сравнения и к выходу сумматора 12. Вход блока 21 дифференцирования соединен с задатчиком 2 диаметра, а выход подключен через формирователь 22 импульса к управляющему входу второго ключа 18. Информационный вход блока 23 памяти подключен к выходу регулятора 3 диаметра, а выход связан через четвертый ключ 20 с третьим входом сумматора 12. Третий ключ 19 включен между выходом регулятора 3 и первым входом сумматора 12. Вход блока 24 задержки сигнала, управляющие входы блока 23 памяти, третьего и четвертого ключей 19 и 20 объединены с выходом компаратора 15. Выход блока 24 задержки сигнала подключен к управляющему входу первого ключа 17.
Блок 21 в наиболее простом исполнении представляет собой дифференцирующую цепочку в виде последовательного соединения конденсатора и резистора [3, с. 57, 58].
Блок 22 может быть выполнен по одной из схем формирователей прямоугольных импульсов [3, с. 183-201], способных преобразовать выходной импульс дифференцирующей цепочки в прямоугольный импульс заданной длительности, обеспечивающий надежное срабатывание ключей.
Блок 23 памяти может быть реализован на основе последовательного включения аналого-цифрового преобразователя (АЦП), регистра памяти на триггерах [4, с. 147] и цифроаналогового преобразователя (ЦАП). При этом входом блока является аналоговый вход АЦП, а выходом - цифровой выход ЦАП. Смена информации в регистре памяти осуществляется при изменении величины сигнала на управляющем входе блока с уровня логического нуля до уровня логической единицы.
Блок 24 может быть выполнен по схеме устройства задержки сигналов [4, с. 354]. Время задержки должно превышать длительность смены информации в блоке 23 памяти.
Ключи 17 и 19 являются нормально замкнутыми, а ключи 18 и 20 - нормально разомкнутыми при управляющих сигналах с уровнем логического нуля.
Другие элементы устройства особенностей не имеют.
Устройство работает следующим образом.
При пуске установки устанавливают необходимую скорость электропривода 6 подающего узла, определяющую производительность, и задатчиком 2 диаметра задают требуемое значение диаметра готового волокна.
До момента поступления волокна 4 в измеритель 1 диаметра элемент 11 сравнения фиксирует большую абсолютную ошибку, а делитель 14 - большую относительную ошибку стабилизации диаметра, превышающую пороговое значение, задаваемое источником 13 опорного напряжения. При этом на выходе компаратора 15 формируется сигнал логической единицы, в результате чего ключи 17 и 19 размыкаются, и регулятор 3 диаметра выводится из основного контура управления. Блок 23 памяти фиксирует выходную информацию регулятора 3 и через замкнутый ключ 20 передает ее на сумматор 12, однако, поскольку выходной сигнал регулятора 3 был нулевым, это не дает дополнительного воздействия на электропривод 8 подающего узла. Основное воздействие на электропривод 8 формируется в пусковом режиме блоком 10 вычисления скорости на основе информации о заданных значениях диаметра волокна и производительности установки. Через ограничитель 16 ускорения и сумматор 12 оно поступает на вход электропривода 8. Последний устанавливает такую скорость приемного узла 7, при которой обеспечивается выпуск волокна 4 с диаметром, близким к заданному значению.
При поступлении волокна в измеритель 1 диаметра и приближении его поперечного размера к заданному значению на выходе компаратора 15 формируется сигнал логического нуля, вследствие чего ключи 17 и 19 замыкаются, ключ 20 размыкается, и главный контур управления диаметром с регулятором 3 включается в работу с целью дальнейшего снижения ошибки регулирования,
Начальная стадия формования волокна характеризуется значительными флуктуациями диаметра, которые в отдельные моменты времени могут превышать установленное пороговое значение и вызывать изменения выходного сигнала компаратора 15. Ключи 17, 19 при этом отключаются, но благодаря срабатыванию блока 23 памяти и замыканию ключа 20 выходная информация регулятора 3, включая накопленную интегральную составляющую сигнала управления, будет сохранена на сумматоре 12 и входе электропривода 8.
Это позволяет обеспечить непрерывную работу главного контура регулирования диаметра и снизить ошибку стабилизации диаметра (фиг.2, график 1) в отличие от прототипа, где многократное шунтирование регулятора диаметра снижает эффективность его работы и сохраняет значительный уровень ошибки (фиг.3, график 2) в этом режиме.
Кроме того, после исчезновения “пусковых” пульсаций диаметра волокна заявленное устройство сразу переходит в основной режим работы, что не вызывает каких-либо дополнительных переходных процессов (фиг.2, график 1), в то время как в прототипе (фиг.3, график 2) наблюдается достаточно длительный переход, вызванный включением регулятора в контур управления с продолжительностью в несколько интервалов запаздывания, что соответствует (2-3)-кратному замещению волокна в зоне формования.
Если в процессе работы происходит временное прекращение подачи (обнуление) сигнала с измерителя 1 диаметра (фиг.4, график 3), то делитель 14 и компаратор 15 фиксируют выход относительной ошибки регулирования диаметра за пределы порогового значения, определяющего границы работы главного контура управления. На выходе компаратора 15 устанавливается сигнал логической единицы, вследствие чего ключ 19 размыкается, а ключ 20 замыкается, информация с выхода регулятора 3 диаметра переписывается в блок 23 памяти и через ключ 20 и сумматор 12 продолжает передаваться на вход электропривода 8 приемного узла, благодаря чему поддерживается прежний режим формования волокна. Через некоторый период времени, определяемый параметрами блока 24 задержки сигнала, размыкается ключ 17, регулятор 3 диаметра выводится из главного контура управления и не реагирует на столь значительные изменения выходного сигнала элемента 11 сравнения. Однако ключ 18 остается в разомкнутом состоянии вследствие нулевого уровня сигналов на выходах блока 21 дифференцирования и формирователя 22 импульсов. Таким образом, регулятор 3 диаметра в указанном кратковременном режиме не шунтируется, сохраняет интегральную составляющую своего выходного сигнала и после восстановления информации с измерителя 1 диаметра сразу включается в работу без каких-либо переходных процессов (фиг.4, график 1). Это происходит благодаря тому, что делитель 14 и компаратор 15 фиксируют снижение относительной ошибки регулирования диаметра, на выходе компаратора 15 восстанавливается сигнал логического нуля, ключи 17 и 19 замыкаются, ключ 20 размыкается, регулятор 3 диаметра вводится в работу, и главный контур управления продолжает свое функционирование с теми же значениями сигналов, при которых его действие было кратковременно прервано.
Аналогичный режим работы прототипа сопровождается шунтированием регулятора 3 диаметра, обнулением интегральной составляющей его выходного сигнала и появлением значительной динамической ошибки регулирования диаметра волокна (фиг.4, график 2), сохраняющейся в течение продолжительного времени, соответствующего нескольким интервалам транспортного запаздывания информационного сигнала о диаметре волокна.
Для смены артикула волокна осуществляют ступенчатое изменение выходного сигнала задатчика 2. Ошибка регулирования выходит при этом за пределы порогового значения, установленного источником 13 опорного напряжения, компаратор 15 с помощью управляемых ключей 17 и 19 выводит регулятор 3 диаметра из главного контура управления. Блок 21 дифференцирования и формирователь 22 импульса регистрируют изменение задания диаметра и формируют импульсный сигнал логического нуля, вызывающего кратковременное замыкание ключа 18 и шунтирование (приведение в исходное состояние) регулятора 3 диаметра. Блок 10 вычисления скорости осуществляет расчет нового значения скорости приема волокна, соответствующего новому значению диаметра, и изменяет скорость приемных диавальцев, воздействуя через ограничитель 16 ускорения и сумматор 12 на электропривод 8. Срабатывание блока 23 памяти и ключа 20 не вносит изменений в работу устройства, поскольку блок 23 памяти фиксирует нулевой выходной сигнал зашунтированного регулятора 3 диаметра.
По мере приближения к новому уровню диаметра волокна и снижения ошибки регулирования до порогового значения компаратор 15 с помощью управляемых ключей 17, 19 восстанавливает работу приведенного в исходное состояние регулятора 3 в главном контуре управления диаметром, обеспечивая дальнейшее снижение ошибки регулирования диаметра. В итоге переходный процесс изменения диаметра волокна реализуется с высоким темпом и с малыми динамическими отклонениями диаметра (фиг.5, график 1), аналогично тому, как это осуществляется прототипом (фиг.5, график 2).
Таким образом, заявленное устройство обеспечивает существенное повышение быстродействия и точности управления вытягиванием волокна во всех режимах его формования, чем достигается повышение качества готовой продукции и сокращение расхода дорогостоящего сырья.
Источники информации
1. Устройство для регулирования толщины формуемых стеклянных нитей. Заявка ФРГ №2918099, М. Кл. С 03 В 37/02. Заявл. 4.05.79, опубл. 13.11.80.
2. Устройство для управления вытягиванием волокна при формовании. А.С. №1756401, М. Кл. D 01 D 5/12, С 03 В 37/02. Заявл. 30.11.89, опубл. 23.08.92. Бюл. №31.
3. Ерофеев Ю.Н. Импульсная техника: Уч. пособие для радиотехн. спец. вузов. - М.: Высшая школа, 1984: - 391 с.
4. Букреев И.Н., Горячев В.И. Мансуров Б.М. Микроэлектронные схемы цифровых устройств - М.: Радио и связь, 1990. – 416 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВЫТЯГИВАНИЕМ ВОЛОКНА ПРИ ФОРМОВАНИИ | 2003 |
|
RU2237759C1 |
| Устройство для управления вытягиванием волокна при формовании | 1989 |
|
SU1756401A1 |
| Электропривод переменного тока | 1987 |
|
SU1529392A1 |
| Способ управления вытягиванием волокон при формовании и устройство для его осуществления | 1989 |
|
SU1686047A1 |
| Способ фазового управления асинхронным электродвигателем и устройство для его осуществления | 1978 |
|
SU928582A1 |
| Самонастраивающаяся система управления | 1983 |
|
SU1138787A1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА КОМБИНИРОВАННОГО РЕГУЛИРОВАНИЯ | 1989 |
|
RU2022313C1 |
| Частотно-регулируемый асинхронный электропривод для испытательного стенда двигателей | 1984 |
|
SU1203682A1 |
| УСТРОЙСТВО ЦИФРОВОЙ КОГЕРЕНТНОЙ ОБРАБОТКИ СИГНАЛОВ | 1990 |
|
SU1818989A1 |
| Цифроаналоговая следящая система | 1986 |
|
SU1405025A1 |
Изобретение относится к производству химических волокон, преимущественно к установкам для формования оптического волокна. Устройство содержит измеритель, задатчик и регулятор диаметра волокна, электропривод подающего узла, электропривод приемного узла, измеритель скорости подающего узла, блок вычисления скорости, элемент сравнения, сумматор, источник опорного напряжения, делитель, компаратор, ограничитель ускорения, управляемые ключи, блок дифференцирования, формирователь импульса, блок памяти и блок задержки сигнала. Последовательным включением блока дифференцирования и формирователя импульса в контур управления вторым ключом достигается оперативный переход системы на выпуск волокна нового артикула, при этом значительно сокращаются потери сырья. Введение блока памяти, блока задержки, третьего и четвертого ключей позволяет обеспечить непрерывную работу главного контура регулирования диаметра и снизить ошибку стабилизации диаметра при выполнении пусковых операций и в режимах кратковременной потери информации от измерителя диаметра. Достигаемый технический результат - повышение качества продукции и сокращение расхода сырья за счет увеличения быстродействия и точности управления вытягиванием волокна при формовании во всех режимах работы технологического оборудования. 5 ил.
Устройство для управления вытягиванием волокна при формовании, содержащее задатчик диаметра, связанный с первыми входами делителя и элемента сравнения и со вторым входом блока вычисления скорости, первым входом соединенного с измерителем скорости подающего узла, а выходом подключенного через ограничитель ускорения к второму входу сумматора, регулятор диаметра с параллельно включенным вторым ключом, входом связанный через первый ключ с выходом элемента сравнения и вторым входом делителя, компаратор, первым и вторым входами соединенный соответственно с выходами источника опорного напряжения и делителя, измеритель диаметра и электропривод приемного узла, подключенные соответственно к второму входу элемента сравнения и к выходу сумматора, отличающееся тем, что в него дополнительно введены блок дифференцирования, формирователь импульса, блок задержки сигнала, блок памяти, третий и четвертый ключи, причем вход блока дифференцирования соединен с задатчиком диаметра, а выход подключен через формирователь импульса к управляющему входу второго ключа, информационный вход блока памяти подключен к выходу регулятора диаметра, а выход связан через четвертый ключ с третьим входом сумматора, третий ключ включен между выходом регулятора и первым входом сумматора, вход блока задержки сигнала, управляющие входы блока памяти, третьего и четвертого ключей объединены и подключены к выходу компаратора, а выход блока задержки сигнала подключен к управляющему входу первого ключа.
| Устройство для управления вытягиванием волокна при формовании | 1989 |
|
SU1756401A1 |

