Изобретение относится к литейному производству и может найти применение при изготовлении турбинных лопаток из жаропрочных сплавов для авиационных двигателей, судовых и других транспортных и энергетических установок.
Известен способ литья с направленной кристаллизацией по А.С. СССР №1057179 А, МПК В 22 D 27/04, опубл. 30.11.1983, Бюл. №44. Согласно этому способу тонкостенную литейную форму помещают в контейнер и подают в него через его донную часть охладитель. При этом литейную форму перемещают сверху вниз по мере затвердевания отливки. По мере погружения формы с расплавом в контейнер с жидкометаллическим охладителем охладитель сливается со свободной поверхности в расходную емкость, из последней для обеспечения массообмена охладитель перекачивается насосом в контейнер через отверстие в дне контейнера.
Существенным недостатком известного технического решения является необходимость приводить в управляемое движение форму с кристаллизующейся отливкой, для этого необходим сложный привод и большие габаритные размеры литейной установки, особенно для производства крупногабаритных отливок в вакууме. В этом случае размер вакуумной камеры составляет, по меньшей мере, две высоты отливки. Кроме того, необходима большая по габаритам расходная емкость жидкометаллического охладителя, объем которой по минимальной оценке равен произведению высоты отливки на площадь поперечного сечения контейнера. Это существенно увеличивает габариты внутреннего вакуумного пространства литейной установки и создает большой расход дорогостоящего жидкометаллического охладителя, полная замена которого необходима в случае пробоя литейной формы от воздействия материала отливки из жаропрочного сплава.
Наиболее близким к заявляемому является способ литья с направленной кристаллизацией, включающий размещение тонкостенной литейной формы в контейнере и подачу охладителя в контейнер через его донную часть со скоростью кристаллизации отливки (SU 560698, B 22 D 27/04, 17.10.1977, всего в документе 2 с.).
Существенным недостатком такого способа является высокий расход жидкометаллического охладителя, а также нагрев его свободной поверхности от охлаждаемой формы и системы ее подогрева, что приводит к снижению интенсивности теплоотдачи от отливки и ухудшению ее качества.
Технической задачей предлагаемого изобретения является реализация технологии литья с направленной кристаллизацией с высоким температурным градиентом в области фронта кристаллизации в компактных установках с неподвижной литейной формой, с минимальным расходом жидкометаллического охладителя, что особенно важно для производства крупногабаритных жаропрочных лопаток газовых турбин.
Данная техническая задача решается тем, что в способе получения отливок направленной кристаллизацией размещают тонкостенную литейную форму в контейнере и подают охладитель в контейнер через его донную часть со скоростью кристаллизации отливки.
Новым в предполагаемом изобретении является то, что после нагрева охладителя до температуры не более температуры солидуса сплава отливки производят слив охладителя из контейнера, затем доводят охладитель до прежнего уровня и цикл повторяют.
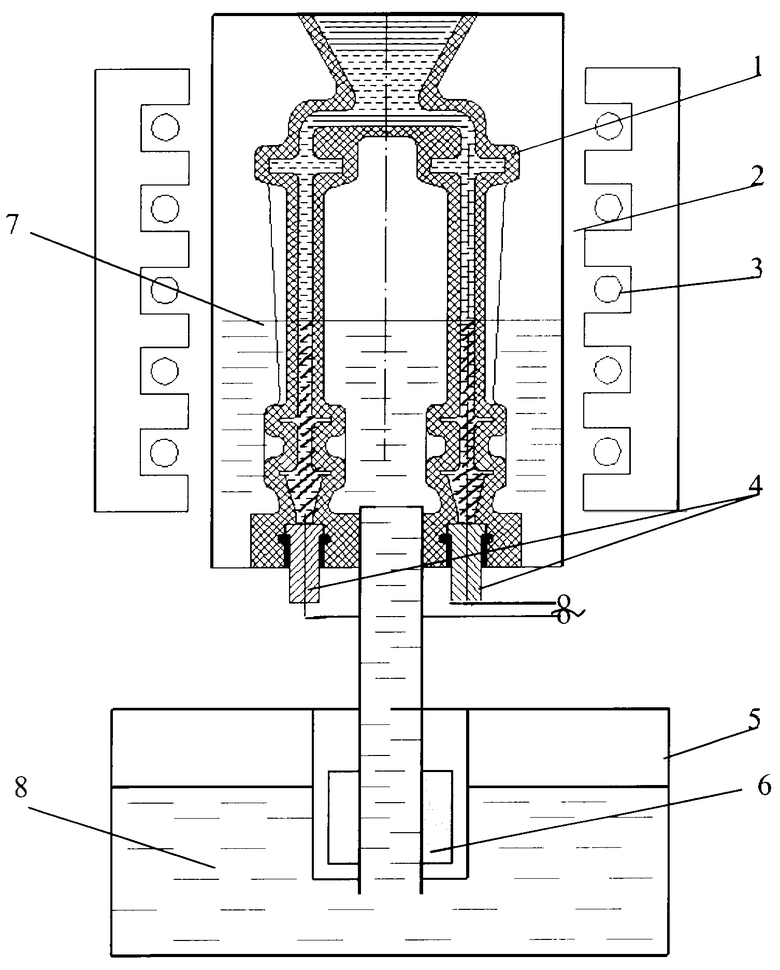
На прилагаемом чертеже изображена схема, где: 1 - тонкостенная литейная форма; 2 - контейнер; 3 - нагреватель формы; 4 - кристаллизаторы-электроды; 5 - расходная емкость; 6 - магнитогидродинамический насос; 7 - зеркало охладителя; 8 - охладитель.
Способ осуществляют следующим образом. Тонкостенную литейную форму 1 нагревают до температуры 950... 1000°С, помещают в нагретый до этой же температуры контейнер 2, заливают жаропрочным сплавом, например ЧС88УВИ. С помощью кристаллизаторов-электродов 4 подводят к отливке электрический ток, который с помощью Джоулева тепла поддерживает сплав отливки в жидком состоянии. Ввиду низкого коэффициента теплопередачи от формы к стенке контейнера (150... 200 Вт/м2·К) температура на поверхности формы в области жидкого сплава отливки составляет 1400... 1450°С, что превышает температуру ликвидуса сплава ЧС88УВИ на 30... 80°С. Ввиду высокого коэффициента теплопередачи от формы к жидкометаллическому охладителю (10000... 15000 Вт/м2·К) в области твердого и твердожидкого сплава отливки температура на поверхности формы практически равна температуре охладителя 8 в пределах от температуры плавления охладителя (232°С для олова) до температуры солидуса сплава отливки (1250°С для сплава ЧС88УВИ). Таким образом, в области зеркала охладителя 7 создается продольный температурный градиент в литейной форме, обеспечивающий условия для направленной кристаллизации. Электрический ток, проходящий через отливку, разогревает жидкий металл в большей степени, чем твердый, в результате более интенсивного охлаждения твердой части отливки, чем жидкой. Так как удельное элетросопротивление жидкого сплава больше твердого, то при прохождении электрического тока создается дополнительный температурный градиент, обеспечивающий направленную кристаллизацию отливки. Процесс направленной кристаллизации ведут путем подачи в контейнер 2 с помощью магнитогидродинамического насоса 6 через донную часть контейнера 2 оловянного жидкометаллического охладителя из расходной емкости 5 со скоростью подъема зеркала охладителя 7, равной скорости направленной кристаллизации. Скорость кристаллизации составляет соответственно от 30 до 3 мм/мин. Через 300... 350 с охладитель-олово 8 нагревается до температуры солидуса сплава отливки 1250°С, что является предельной температурой, выше которой останавливается процесс направленной кристаллизации. В диапазоне температур до 1250°С отключают магнитогидродинамический насос 6, олово из контейнера 2 полностью сливается в расходную емкость 5, снабженную устройством для поддержания температуры охладителя на уровне на 5... 50 градусов выше его точки плавления. Охладитель, поступивший из контейнера 2 в расходную емкость 5, охлаждается за счет перемешивания с общей массой охладителя. По истечении 2... 5 с с помощью магнитогидродинамического насоса 6 охладитель в течение 2-5 с подают до прежнего уровня, и цикл повторяется. Далее процесс направленной кристаллизации ведут путем подачи в контейнер 2, через его донную часть, из расходной емкости 5 с помощью магнитогидродинамического насоса 6 оловянного жидкометаллического охладителя. Скорость подъема зеркала охладителя 7 равна скорости направленной кристаллизации, т.е. в диапазоне от 30 до 3 мм/мин. Через следующие 300... 350 с при нагреве охладителя-олова 8 до температуры солидуса сплава отливки 1250°С отключают магнитогидродинамический насос 6, олово из контейнера 2 полностью сливается в расходную емкость 5, и по истечении 2... 5 с с помощью магнитогидродинамического насоса 6 охладитель в течение 2-5 с подают до уровня, с которого был произведен последний слив охладителя, и так далее до полного затвердевания отливки. После окончания направленной кристаллизации отключают электрический ток от кристаллизаторов-электродов 4 и выключают магнитогидродинамический насос 6.
В результате использования предполагаемого изобретения повышен температурный градиент в области фронта затвердевания и уменьшен расход жидкометаллического охладителя отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| СПОСОБ ЛИТЬЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2218239C2 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2152844C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 1991 |
|
SU1833581A3 |
| ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ЛИТЬЯ С НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2003 |
|
RU2243852C1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении турбинных лопаток из жаропрочных сплавов для авиационных двигателей, судовых и других транспортных и энергетических установок. Тонкостенную литейную форму нагревают и помещают в нагретый контейнер. Через донную часть контейнера подают охладитель. Зеркало охладителя поднимают со скоростью кристаллизации отливки. После нагрева охладителя до температуры не более температуры солидуса сплава отливки производят его слив. По истечении 2-5 с снова подают охладитель и доводят его до прежнего уровня. Цикл повторяют до полной кристаллизации отливки. Обеспечивается создание высокого температурного градиента в области фронта кристаллизации при минимальном расходе охладителя. 1 ил.
Способ получения отливок направленной кристаллизацией, включающий размещение тонкостенной литейной формы в контейнере и подачу охладителя в контейнер через его донную часть со скоростью кристаллизации отливки, отличающийся тем, что после нагрева охладителя до температуры, не более температуры солидуса сплава отливки, производят слив охладителя из контейнера, затем доводят охладитель до прежнего уровня и цикл повторяют.
| Устройство для изготовления слитков направленной кристаллизацией | 1975 |
|
SU560698A1 |
