Изобретение относится к области литейного производства и может быть использовано при литье деталей газотурбинного двигателя (ГТД) и газотурбинных установок (ГТУ) с направленной и монокристаллической структурой.
Известно устройство для направленной кристаллизации, включающее стенку печи, змеевик индукционного нагрева, расположенный вокруг указанной стенки и примыкающий к ней, узел литейных форм, содержащий множество разнесенных по окружности литейных форм, средства подачи для введения расплава в каждую форму и систему теплоизоляционных экранов между формами. Формы установлены на охлаждающей плите, выполняющей роль кристаллизатора (US 3680625 А, 01.08.1972).
Недостатком устройства для крупногабаритного литья является отсутствие подвески литейных форм и сложность их закрепления на кристаллизаторе, что снижает надежность работы устройства.
Известно устройство для направленной кристаллизации, содержащее форму с одной или несколькими полостями, каждая полость имеет ось, совпадающую с центральной осью выплавляемого изделия, средства поддержания температурного градиента по длине формы, в результате чего кристаллизация отливок начинается на нижнем конце каждой полости формы, где содержится монокристаллическая затравка, при этом ось полости формы может быть наклонена под углом 5-75 градусов относительно вертикали, фронт кристаллизации сохраняется горизонтальным по всей длине получаемой отливки (ЕР 0127552 А1, 05.12.1984).
Недостатком данного устройства является невысокий выход годного отливок лопаток по структуре из-за недогрева нижней части литейной формы.
Известно устройство для направленной кристаллизации, включающее печь нагрева, открытую с одной стороны, через который извлекается форма с расплавленным металлом, охлаждающую ванну (жидкометаллический кристаллизатор), выполненную в виде емкости с расплавом легкоплавкого материала, расположенную под открытым концом печи, и средства для постепенного перемещения нагретой формы из печи в кристаллизатор, при этом на поверхности кристаллизатора расположена плавающая насыпная перегородка, выполняющая функцию теплоизолирующего экрана (US 4108236 А, 22.08.1978).
Недостатком такого устройства является недолговечность работы жидкометаллического кристаллизатора с насыпным экраном.
Наиболее близким аналогом является устройство для получения отливок с направленной и монокристаллической структурой, содержащее вертикальную плавильную вакуумную камеру, внутри которой размещена индукционная плавильная печь, печь подогрева форм с керамической литейной формой, механизм перемещения формы, теплоизоляционный экран, разделяющий зону нагрева и зону охлаждения, выполненный раздвижным в горизонтальной плоскости, емкость для кристаллизации отливок. Печь подогрева форм снабжена двумя нагревателями верхней и нижней зоны и имеет прямоугольную форму в горизонтальном сечении с соотношением длины к ширине 1:(0,15-0,4), причем отношение высоты нагревателя верхней зоны к высоте нагревателя нижней зоны составляет 1:(0,1-0,16), емкость для кристаллизации отливок содержит жидкометаллический охладитель и теплоизоляционный экран из пористого термостойкого материала, расположенного на поверхности жидкометаллического охладителя, причем форма и размеры верхней части емкости соответствуют размерам наружной стенки печи подогрева форм, а размеры нижней части емкости - размерам внутренней стенки печи подогрева форм (RU 2398653 С1, 10.09.2010).
Недостатками устройства-прототипа являются:
- печь подогрева форм (ППФ) с соотношением длины к ширине нагревателя 1:(0,15-0,4) является узкой для получения отливок крупногабаритных изделий,
- небольшой размер отливаемых деталей по высоте и недостаточный их вес при соотношении высот верхней и нижней зон нагревателей 1:(0,1-0,16) ППФ литейной установки для направленной кристаллизации;
- малая производительность установки из-за отсутствия шлюзовой камеры, позволяющей осуществлять несколько плавок подряд без разгерметизации основной плавильной камеры,
- потенциальная возможность загрязнения расплава жаропрочного сплава материалом жидкометаллического охладителя (оловом), не являющимся компонентом данного сплава.
Техническим результатом предлагаемого изобретения является получение крупногабаритных отливок с направленной и монокристаллической структурой высокого металлургического качества (с низкой литейной микропористостью, дисперсной структурой жаропрочного сплава отливок по всей высоте), повышение выхода годного, а также уменьшение габаритов устройства для получения крупногабаритных отливок и повышение надежности технологического процесса литья.
Для достижения технического результата предложено устройство для получения отливок с направленной и монокристаллической структурой, содержащее плавильную камеру, внутри которой размещены индукционная плавильная печь, печь подогрева форм, механизм перемещения формы, теплоизоляционный экран, разделяющий зону нагрева и зону охлаждения, выполненный раздвижным в горизонтальной плоскости, емкость для кристаллизации отливок, при этом оно дополнительно содержит соединенный с нижней частью плавильной камеры цилиндрический патрубок, в котором размещена емкость для кристаллизации отливок, верхняя часть емкости для кристаллизации отливок выполнена в виде охлаждаемой обечайки высотой, составляющей 20-30% от высоты указанной емкости, при этом соотношение длины нагревателя печи подогрева форм к его ширине составляет 2:(1-1,2), а отношение высоты нагревателя печи подогрева форм к его длине - 2:(1-0,7).
Устройство может содержать шлюзовую камеру.
Шлюзовая камера снабжена поворотным направляющим рельсом для загрузки и выгрузки форм.
Емкость для кристаллизации отливок может быть снабжена монтажным механизмом, представляющим собой манипулятор с электроприводом.
Теплоизоляционный раздвижной экран между зонами нагрева и охлаждения может состоять из четырех или более секций, выполненных с возможностью независимого перемещения при помощи индивидуальных приводов.
Верхняя часть емкости для кристаллизации отливок в виде охлаждаемой обечайки содержит припаянную по наружной поверхности трубку водяного охлаждения.
Внутри плавильной камеры к верхней ее части прикреплена подвеска с блоком литейных керамических форм. Указанная подвеска может представлять собой систему углеродных пластин и молибденовых прутков, внутри которых расположены литейные керамические формы, либо молибденовые прутки, проходящие через полости керамических форм.
Сущность предлагаемого изобретения поясняется следующими чертежами:
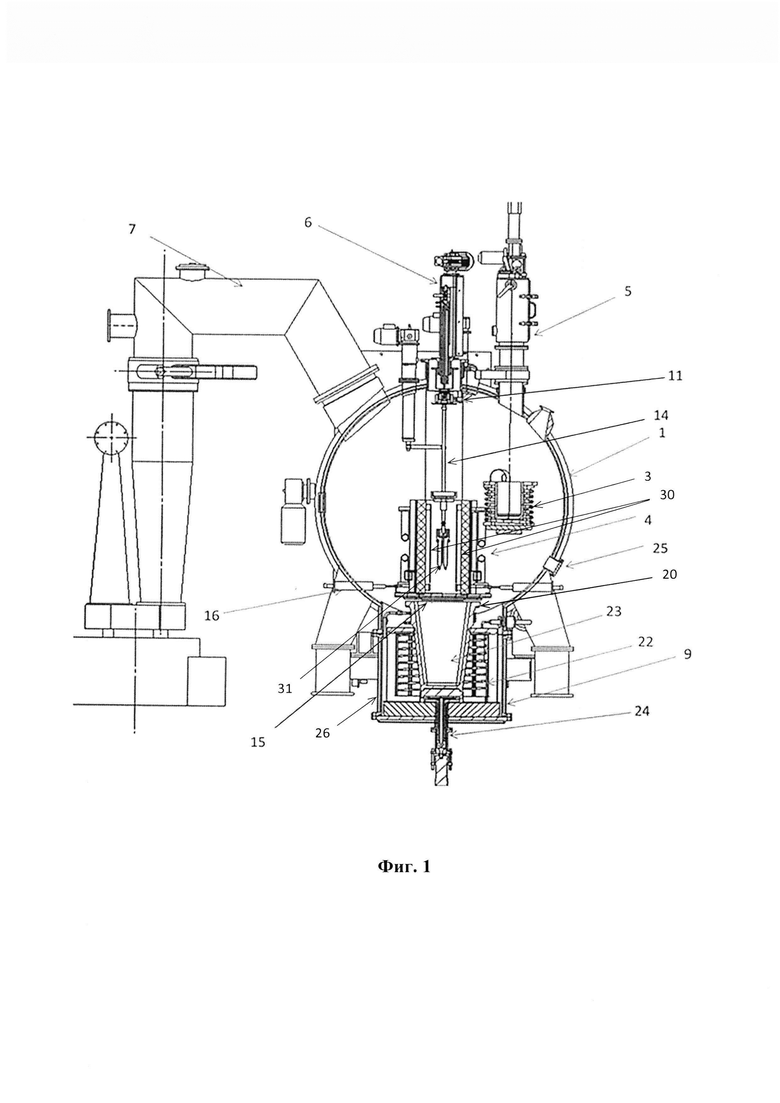
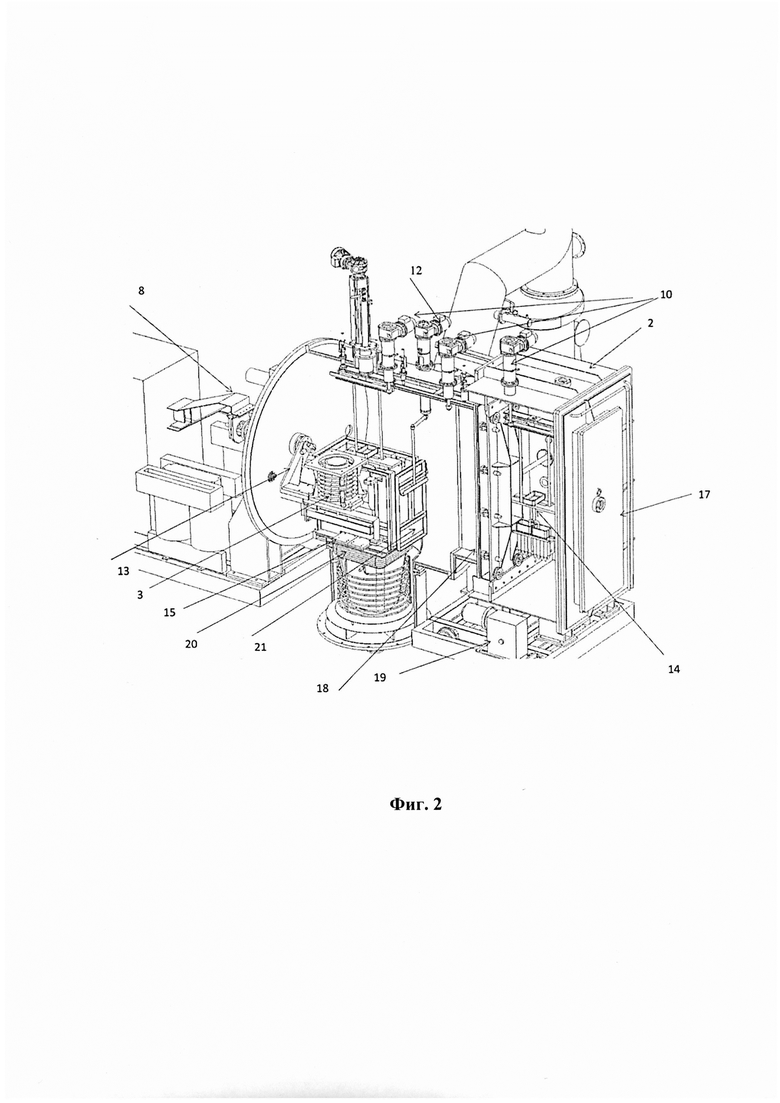
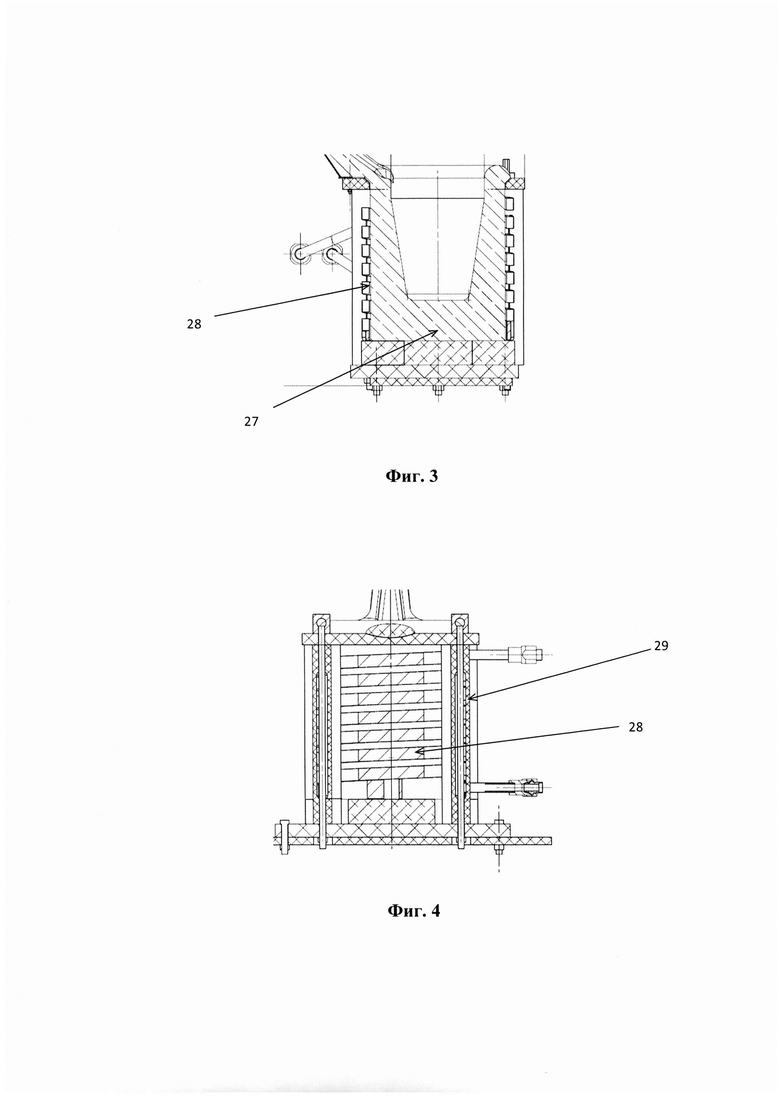
На фигуре 1 представлена схема устройства для получения отливок с направленной и монокристаллической структурой с поперечным разрезом плавильной камеры, на фигуре 2 - общий вид устройства в изометрии с разрезом в плоскости шлюзовой и плавильной камер, на фигуре 3 - схема индукционной печи с плавильным тиглем в разрезе, на фигуре 4 - общий вид индукционной печи с плавильным тиглем.
На фигурах обозначены следующие элементы:
1. Камера вакуумная плавильная,
2. Камера шлюзовая,
3. Печь индукционная с плавильным тиглем (индуктор),
4. Электрическая печь подогрева форм (ППФ),
5. Устройство загрузочное,
6. Механизм вертикального перемещения,
7. Система вакуумная,
8. Блок откатной,
9. Камера кристаллизации,
10. Приводы горизонтального перемещения каретки,
11. Каретка для закрепления подвески блоков литейных форм,
12 Привод поворота двери электропечи подогрева форм,
13. Кронштейн индуктора,
14. Подвеска с блоками литейных форм,
15. Теплоизоляционный раздвижной экран,
16. Привод секций раздвижного экрана,
17. Дверь шлюзовой камеры,
18. Затвор вакуумный с поворотным направляющим рельсом,
19. Механизм монтажный для установки/выемки кристаллизатора,
20. Верхняя часть емкости с жидкометаллическим охладителем в виде обечайки с водяным охлаждением,
21. Дверь ППФ,
22. Нагреватель сопротивления для расплавления жидкометаллического охладителя,
23. Емкость с жидкометаллическим охладителем (например, алюминием), для кристаллизации отливок (кристаллизатор),
24. Гидроподъемник,
25. Термопарный ввод,
26. Цилиндрический патрубок,
27. Плавильный тигель,
28. Индуктор,
29. Каркас индукционной печи,
30. Нагреватели ППФ,
31. Литейные керамические формы.
Работа устройства осуществляется следующим образом.
Плавильная камера (1) представляет собой водоохлаждаемый цилиндр, имеющий внутреннюю и наружную стенки. Шлюзовая камера (2) прямоугольной формы имеет вакуумный технологический затвор (18) с поворотным направляющим рельсом, закрепленным на ее наружной поверхности для загрузки и выгрузки форм с готовыми отливками. Блок откатной (8) предназначен для расположения на нем конденсаторной батареи, печных трансформаторов и крышки, которая присоединяется к плавильной камере.
Наличие шлюзовой камеры (2) повышает производительность устройства и надежность работы узлов установки, поскольку операции загрузки и выгрузки форм проводятся без нарушения вакуума в плавильной камере установки.
На внутренней стенке в верхней части плавильной камеры (1) расположена каретка (11) с подвеской (14) блока литейных керамических форм (31). Указанная подвеска предназначена для закрепления блока форм отливаемых изделий на каретке (11), вместе с которой она перемещается в рабочее пространство электропечи ППФ (4) с помощью приводов горизонтального перемещения (10). Дверь (21) электропечи ППФ закрывается при помощи привода поворота (12).
В зависимости от геометрии и габаритов отливаемых изделий можно использовать подвеску (14) «открытого» типа, представляющую собой систему углеродных пластин и молибденовых прутков, внутри которых расположена литейная керамическая форма, или «закрытого» типа, представляющую собой молибденовые прутки, проходящие сквозь предусмотренные для них полости в литейной керамической форме, выполненные таким образом, чтобы предотвратить контакт указанных прутков с жидкометаллическим охладителем и с полостью отливки.
Нагреватели (30) печи подогрева форм имеют прямоугольную форму с соотношением длины к ширине (к расстоянию между пластинами нагревателя) 2:(1-1,2), что обеспечивает равномерное распределение температуры в поперечном сечении печи во время технологического процесса получения крупногабаритных отливок, и с соотношением высоты нагревателя к его длине 2:(1-0,7), что позволяет создавать повышенный температурный градиент на фронте кристаллизации, снижая вероятность зарождения посторонних кристаллов при литье с монокристаллической структурой, повышая дисперсность структуры отливки.
Увеличение соотношения длины к ширине более, чем 2:(1-1,2), приводит к неравномерности температурного поля на фронте кристаллизации расплава, что снижает выход годного по монокристаллической структуре. Уменьшение указанного соотношения размеров нагревателей снижает производительность установки, поскольку не позволяет получать за один технологический процесс сразу несколько крупногабаритных отливок, таких как лопатки ГТД, высокого металлургического качества, а также сужает номенклатуру отливаемых деталей.
Увеличение соотношения высоты нагревателя к его длине более, чем 2:(1-0,7), приводит к уменьшению аксиального термического градиента по высоте отливки и снижению выхода годного по макроструктуре отливок, в то время как уменьшение этого соотношения менее чем 2:(1-0,7) приводит к снижению технологических возможностей установки для получения крупногабаритных отливок и сужению номенклатуры отливаемых деталей.
Таким образом, описанная конструкция нагревателей обеспечивает получение крупногабаритных отливок с направленной и монокристаллической структурой высокого металлургического качества, повышает выход годного, а также обеспечивает уменьшение габаритов установки при сохранении высокой производительности и широкой номенклатуры отливаемых деталей.
В приваренном к плавильной камере (1) снизу цилиндрическом патрубке (26) размещена камера кристаллизации (9) с емкостью для жидкометаллического охладителя цилиндрической формы (23). Вокруг указанной емкости расположен нагреватель сопротивления (22) для расплавления охладителя.
Для увеличения функциональных возможностей (получения отливок разных габаритов и конструкции) верхняя часть емкости (23) для жидкометаллического охладителя выполнена в виде обечайки прямоугольной формы (20) высотой, составляющей 20-30% от всей высоты указанной емкости.
Наличие указанной верхней части емкости для кристаллизации отливок (20) создает повышенный осевой градиент температур при кристаллизации верхней части отливок, что обеспечивает получение более дисперсной структуры с низкой литейной пористостью.
Вокруг верхней части емкости для жидкометаллического охладителя припаяна трубка водяного охлаждения, позволяющая повысить градиент температур при кристаллизации верхней части отливки, обеспечить структуру отливки высокого металлургического качества (с пониженной литейной пористостью и отсутствием структурных дефектов отливок). Кроме того, наличие трубки водяного охлаждения обеспечивает надежность работы оборудования, снижая вероятность перегрева верхней части кристаллизатора.
Размещение емкости для кристаллизации отливок в плавильной камере, как в прототипе, требует использования плавильной камеры (1) больших габаритов, позволяющих вместить и печь подогрева форм (4) и емкость для кристаллизации отливок (23) одновременно, а также ввиду расположения зоны нагрева и охлаждения в одном объеме вакуумной печи снижает надежность технологического процесса получения отливок и, как следствие, снижает выход годного. Данные недостатки исключены благодаря наличию цилиндрического патрубка (26), приваренного снизу к плавильной камере (1).
Перед началом процесса плавильную (1), шлюзовую камеру (2) и откатной блок (8) предварительно состыковывают и стягивают винтовыми зажимами. Дверь (17) шлюзовой камеры находится в открытом положении. Через загрузочное устройство (5) в индукционную печь (3) с плавильным тиглем (27) подают шихтовую заготовку, производят откачку воздуха из установки с помощью вакуумной системы (7), включают электрическую ППФ (4) и нагреватель сопротивления (22) для расплавления жидкометаллического охладителя для расплавления жидкометаллического охладителя. Скорость нагрева ППФ и расплавления жидкометаллического охладителя задают на компьютере шкафа управления (на рисунке не показан).
Индукционная плавильная печь (3) представляет собой каркас из стеклотекстолита прямоугольной формы (29), внутри которого установлен индуктор (катушка индуктивности из медной водоохлаждаемой трубы) (28). Внутри индуктора размещен плавильный тигель (27) для плавки мерной шихтовой заготовки жаропрочного сплава. Индукционная печь установлена на кронштейн внутри плавильной камеры (1). Поворот индукционной печи для слива металла осуществляется механизмом с регулируемым электроприводом (на чертеже не показан).
После достижения заданной температуры нагревателей ППФ и жидкометаллического охладителя включают индукционную печь (3), расплавляют шихтовую заготовку и сливают полученный расплав в форму (31).
Для осуществления процесса направленной кристаллизации блок форм опускают в камеру кристаллизации (9) с помощью механизма вертикального перемещения (6). Теплоизоляционный раздвижной экран (15) между зонами нагрева и охлаждения состоит из секций, перемещающихся с помощью приводов (16), обеспечивая прилегание торцов секций к керамической форме с минимальным зазором.
После окончания процесса кристаллизации ППФ (4) выключается. При понижении до заданной в программе температуры ППФ подвеска (14) с блоками литейных форм быстро поднимается в начальное положение механизмом вертикального перемещения (6). Затем открывается дверь ППФ (21) и вакуумный затвор (18). Каретка (11) с подвеской блока форм (14) выезжает в шлюзовую камеру (2). Далее закрывают дверь ППФ и вакуумный затвор, а в шлюзовую камеру напускается воздух. После открытия двери (17) шлюзовой камеры (2) из нее вынимают блок форм. Каретка (11) освобождается от залитого блока форм и загружается новым.
Кронштейн (13) сварной конструкции индуктора (3) обеспечивает его устойчивое положение при плавлении шихтовой заготовки. Кронштейн закреплен на вращающемся валу коаксиального токоподвода, через который передается поворот на кронштейн с индукционной печью.
Гидроподъемник (24) имеет опорный водоохлаждаемый стол и предназначен для подъема и опускания емкости для кристаллизации отливок (23).
Теплоизоляционный раздвижной экран (15) установлен над кристаллизатором и предназначен для разделения зоны нагрева и охлаждения (кристаллизации).
Для более эффективного экранирования зоны нагрева от зоны охлаждения экран может состоять из четырех створок, перемещающихся в горизонтальной плоскости по программе изменения геометрии отливки с помощью электромеханических приводов (16).
Монтажный механизм (19) представляющий собой манипулятор с электроприводом, предназначен для облегчения и ускорения выемки и замены емкости с жидкометаллическим охладителем (23) на новую в камере кристаллизации (9) при профилактических работах на установке.
На наружной стенке плавильной камеры на соответствующем фланце крепится термопарный ввод (25), обеспечивающий соединение термопарных проводов (W-Re), предназначенных для измерения и регистрации температурных параметров внутри плавильной камеры в контрольных точках нагревателей, формы с расплавом, кристаллизатора в процессе нагрева, литья и направленной кристаллизации.
Примеры осуществления.
Пример 1.
На установке для направленной кристаллизации было получено три партии отливок рабочих лопаток 2-й и 3-ей ступеней (высотой 360 мм и 400 мм соответственно) турбины низкого давления (ТНД) газотурбинного двигателя из жаропрочного никелевого сплава ВЖЛ20. Блоки литейных керамических форм из двух лопаток изготавливали по серийной технологии выплавляемых моделей. В затравочную полость стартовой части лопаток были установлены монокристаллические затравки кристаллографической ориентации [001]. Два блок форм закрепляли на подвеске «открытого» типа и затем на каретке перемещали через шлюзовую камеру и вакуумный технологический затвор в плавильную камеру установки.
Перед началом процесса дверь шлюзовой камеры закрывали и производили откачку воздуха из установки с помощью вакуумной системы. Когда разрежение в плавильной камере достигло вакуума 0.665 Па (5×10-3 мм. рт.ст), включили электропечь подогрева форм и нагреватель камеры кристаллизации для расплавления жидкометаллического охладителя алюминия. Скорость нагрева ППФ и расплавления жидкометаллического охладителя (алюминия) задавали на компьютере шкафа управления.
Мерную шихтовую заготовку сплава ВЖЛ20 весом 13 кг устанавливали в плавильный тигель емкостью 15 кг индукционной печи через загрузочное устройство. Через 1,5 часа после достижения заданной температуры нагревателей ППФ и жидкого алюминия включали индукционную печь, в тигле которой расплавляли шихтовую заготовку сплава. Жаропрочный сплав расплавляли в вакуумной индукционной печи, заливали его в формы, нагретые до температуры, превышающей температуру ликвидус сплава ВЖЛ20 (Тформы=1520-1560°С) через керамическую воронку, закрепленную на верхней пластине подвески. После этого начинали процесс направленной кристаллизации отливок путем перемещения блока форм из зоны нагрева в зону кристаллизации установки со скоростью 8 мм/мин через теплоизоляционный экран, секции которого управлялись от индивидуальных приводов, обеспечивая минимальный зазор с керамической формой до полного погружения блока лопаток в кристаллизатор.
По окончании процесса кристаллизации нагреватели отключали, поднимали блоки форм с отливками из кристаллизатора при полностью раскрывшемся экране в исходное положение, где они охлаждались до температуры 900°С. Затем открывали дверь ППФ и вакуумный затвор. Каретка с подвеской блока форм перемещалась в шлюзовую камеру через вакуумный технологический затвор с поворотным направляющим рельсом. После перемещения залитых блоков технологический затвор закрывался и формы извлекали из шлюзовой камеры. Каретка освобождалась от залитого блока форм и загружалась новым блоком форм. Полученные формы охлаждали до комнатной температуры и удаляли керамическую оболочку.
После обрезки литниково-питающей системы отливки лопаток подвергали травлению в растворе соляной кислоты и перекиси водорода для визуального исследования макроструктуры.
Четыре отливки лопаток имели монокристаллическую структуру по всей высоте, включая замок лопатки. Две лопатки из шести были отбракованы, поскольку имели направленные границы зерен в области замка. Все отливки лопаток были без структурных дефектов - струйной ликвационной полосчатости.
Далее одна из лопаток была разрезана на микрошлифы для контроля микроструктуры и оценки литейной микропористости и дисперсности дендритной структуры отливок из жаропрочного сплава ВЖЛ20. Исследование структуры показало, что междендритное расстояние (λ) сплава ВЖЛ20 в отливках изменяется по всей высоте от 280 до 350 мкм, а микропористость сплава отливок лопаток составляет менее 0,1-0,2%, что соответствует требованиям технических условий на лопатки из жаропрочного сплава ВЖЛ20.
Пример 2.
На установке для направленной кристаллизации было получено три партии отливок рабочих лопаток ГТУ из коррозионностойкого сплава ВЖМ9-ВИ высотой 550 мм.
Блок литейных керамических форм из двух лопаток изготавливали по серийной технологии выплавляемых моделей. В область керамической формы, соответствующую стартовой части лопаток, установили монокристаллические затравки. Ввиду больших габаритов отливок блок керамических форм закрепляли на подвеске «закрытого» типа. Затем на каретке ее перемещали через шлюзовую камеру и вакуумный технологический затвор в плавильную камеру установки.
Перед началом процесса дверь шлюзовой камеры закрыли, произвели откачку воздуха из установки, включили электропечь подогрева форм и нагреватель камеры кристаллизации для расплавления жидкометаллического охладителя алюминия.
Мерную шихтовую заготовку сплава ВЖМ9-ВИ весом 20 кг помещали в сменный плавильный тигель индукционной печи емкостью 30 кг через загрузочное устройство.
Через 1,5 часа после достижения заданной температуры нагревателей ППФ и жидкого алюминия включали индукционную печь, в тигле которой расплавляли шихтовую заготовку сплава. Жаропрочный сплав расплавляли в вакуумной индукционной печи, заливали его в формы, нагретые до температуры, превышающей температуру ликвидус сплава ВЖМ9-ВИ (Тформы=1560-1580°С) через керамическую воронку, закрепленную на верхней пластине подвески. После этого начинали процесс направленной кристаллизации отливок путем перемещения блока форм из зоны нагрева в зону кристаллизации установки с переменной скоростью от 6 до 4 мм/мин.
Блок керамических форм максимально погружали в расплав жидкого алюминия до середины высоты замка лопатки. По окончании процесса погружения нагреватели установки последовательно отключали по заданной программе, охлаждали отливки лопаток до температуры 1150°С. При этом кристаллизация верхней части замка лопатки осуществлялась в месте размещения водоохлаждаемой обечайки кристаллизатора. По окончании процесса кристаллизации нагреватели отключали, поднимали лопаточный блок в исходное положение, извлекали форму из установки и удаляли керамическую оболочку с отливок лопаток и элементов подвески «закрытого» типа.
После травления исследовали макроструктуру полученной серии отливок лопаток ГТУ из сплава ВЖМ9-ВИ. Отливки лопаток имели монокристаллическую структуру в пере лопаток и направленную (2-3 границы зерна) структуру в замке лопаток, что соответствует техническим условиям на лопатки из сплава ВЖМ9-ВИ. Лопатки не имели структурного дефекта - струйной ликвационной полосчатости.
Далее одна из лопаток была разрезана на микрошлифы для контроля микроструктуры. Исследование структуры лопатки высотой 500 мм показало, что междендритное расстояние (λ) в отливке изменяется от 290 мкм в пере лопатки до 350 мкм в замке, а микропористость отливок лопаток составляет менее 0,3%, что соответствует требованиям технических условий на лопатки из жаропрочного сплава ВЖМ9-ВИ.
С учетом вышесказанного ни одна из шести лопаток не была отбракована.
Таким образом, на основании проведенных заливок партий лопаток можно заключить, что предлагаемая конструкция устройства обеспечивает получение крупногабаритных отливок лопаток (высотой до 600 мм) из жаропрочных никелевых сплавов, как с направленной, так и монокристаллической структурой высокого металлургического качества (с низкой литейной микропористостью, дисперсной структурой жаропрочного сплава отливок по всей высоте), а наличие цилиндрического патрубка для размещения кристаллизатора с алюминием, соединенного с нижней частью вакуумной плавильной камеры, позволило уменьшить габариты предлагаемого устройства.
Полученные результаты исследований макро- и микроструктуры крупногабаритных отливок лопаток из жаропрочных сплавов (только на двух лопатках имелись направленные границы зерен в области замка) свидетельствует о высоком выходе годного отливок лопаток и надежности работы литейного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2398653C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1986 |
|
SU1374563A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2152844C1 |
Изобретение относится к области литейного производства. Устройство для получения отливок с направленной и монокристаллической структурой содержит плавильную камеру и цилиндрический патрубок, в котором размещена емкость для кристаллизации отливок. В плавильной камере размещены индукционная плавильная печь (3), печь подогрева форм, механизм перемещения формы, теплоизоляционный экран (15), отделяющий зону кристаллизации, выполненный раздвижным в горизонтальной плоскости. Верхняя часть (20) емкости для кристаллизации отливок выполнена в виде охлаждаемой обечайки, высота которой 20-30% высоты указанной емкости. Печь подогрева форм содержит нагреватель, соотношение длины нагревателя к его ширине составляет 2:(1-1,2), а отношение высоты нагревателя к его длине - 2:(1-0,7). Обеспечивается снижение литейной микропористости, дисперсная структура жаропрочного сплава по всей высоте крупногабаритных отливок, повышение выхода годного, уменьшение габаритов устройства для получения крупногабаритных отливок и повышение надежности технологического процесса литья. 8 з.п. ф-лы, 4 ил., 2 пр.
1. Устройство для получения отливок с направленной и монокристаллической структурой, содержащее плавильную камеру, внутри которой размещены индукционная плавильная печь, печь подогрева форм с нагревателем, механизм перемещения формы и теплоизоляционный экран, отделяющий зону кристаллизации, выполненный раздвижным в горизонтальной плоскости, а также емкость для кристаллизации отливок, отличающееся тем, что оно содержит соединенный с нижней частью плавильной камеры цилиндрический патрубок, в котором размещена емкость для кристаллизации отливок, верхняя часть емкости для кристаллизации отливок выполнена в виде охлаждаемой обечайки высотой, составляющей 20-30% от высоты указанной емкости, при этом соотношение длины нагревателя печи подогрева форм к его ширине составляет 2:(1-1,2), а отношение высоты нагревателя печи подогрева форм к его длине – 2:(1-0,7).
2. Устройство по п. 1, отличающееся тем, что оно содержит шлюзовую камеру.
3. Устройство по п. 2, отличающееся тем, что шлюзовая камера снабжена поворотным направляющим рельсом для загрузки и выгрузки форм.
4. Устройство по п. 1, отличающееся тем, что емкость для кристаллизации отливок снабжена монтажным механизмом, представляющим собой манипулятор с электроприводом.
5. Устройство по п. 1, отличающееся тем, что теплоизоляционный раздвижной экран между зонами нагрева и охлаждения состоит из четырех или более секций, выполненных с возможностью независимого перемещения при помощи индивидуальных приводов.
6. Устройство по п. 1, отличающееся тем, что верхняя часть емкости для кристаллизации отливок, выполненная в виде охлаждаемой обечайки, содержит припаянную по наружной поверхности трубку водяного охлаждения.
7. Устройство по п. 1, отличающееся тем, что внутри плавильной камеры к верхней ее части прикреплена подвеска с блоком литейных керамических форм.
8. Устройство по п. 7, отличающееся тем, что подвеска с блоком литейных керамических форм представляет собой систему углеродных пластин и молибденовых прутков, внутри которых расположены литейные керамические формы.
9. Устройство по п. 7, отличающееся тем, что подвеска с блоком литейных керамических форм представляет собой молибденовые прутки, проходящие через полости керамических форм.
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2398653C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| CN 108817357 A, 16.11.2018 | |||
| CN 109280961 A, 29.01.2019 | |||
| Установка для литья под газовым давлением | 1980 |
|
SU880624A1 |

