Изобретение относится к литейному производству и может быть использовано при получении крупногабаритных отливок с направленной и монокристаллической структурой, в частности лопаток ГТД и ГТУ, створок реактивного сопла с управляемым вектором тяги, элементов камер сгорания, дисковых заготовок для последующей изотермической штамповки и других деталей ответственного назначения.
Известны устройства для направленной кристаллизации, включающие вакуумную камеру, внутри которой размещена зона нагрева керамических форм, система экранов, водоохлаждаемый, преимущественно медный, кристаллизатор, на который установлена и закреплена керамическая форма с открытой донной частью, индукционная плавильная печь, система термопар для автоматического контроля и поддержания температуры в зоне нагрева и охлаждения (патенты США №№3680625, 4412577; ЕР №0127552 А1, Великобритании №1303038).
Недостатком таких устройств является сложность крепления крупногабаритной формы с открытой донной частью непосредственно на холодильник, низкий выход годного при литье из-за недогрева нижних слоев керамической формы.
Известно устройство для направленной кристаллизации, в котором внутри вакуумной камеры размещена зона нагрева керамических форм, и зона охлаждения, которая выполнена в виде емкости с расплавом легкоплавкого материала. Керамическую форму после заливки расплава погружают в охлаждающую емкость с жидкометаллическим кристаллизатором через теплоизолирующий насыпной экран на поверхности охладителя (патенты США №№3763926, 3915761, патенты РФ №№2010672, 2146184)
Недостатком такого устройства является недолговечность жидкометаллического кристаллизатора с насыпным экраном, его неэкономичность и то, что конструкция устройства не обеспечивает получение крупногабаритных отливок с совершенной направленной и монокристаллической структурой по всей высоте из-за небольших размеров жидкометаллического кристаллизатора.
Известно устройство для направленной кристаллизации, в котором имеется зона нагрева керамических форм, зона охлаждения, керамическая форма, расположенная на плите с отливкой, снабжена двумя приводами вертикального перемещения, расположенными сверху и снизу вакуумной камеры (статья Singer R.F. "Advanced Materials and Processes for Land-Based Gas Turbines" 1994).
Недостатком устройства является наличие двух приводов, что существенно увеличивает размер установки, усложняет обслуживание и эксплуатацию установки, снижает надежность ее работы.
Наиболее близким по технической сущности к предлагаемому и принятому за прототип является устройство для получения отливок с направленной и монокристаллической структурой, содержащее вакуумную камеру с торцевыми откатными крышками, загрузочную шлюзовую камеру, направляющие, смонтированные в вакуумной и шлюзовой камерах, с размещенными на них каретками с подвесками для закрепления литейных форм, имеющими механизмы горизонтального и вертикального перемещения литейных форм, расположенные в вакуумной камере печь подогрева литейных форм, содержащую кожух, поворотную торцевую стенку, нагреватели верхней и нижней зон, теплозащитные стенки, отражающий экран, расположенный между кожухом и теплозащитными стенками, при этом нагреватель нижней зоны снабжен перемычкой П-образной формы, плавильно-заливочную печь для расплавления металла, емкость для жидкометаллического охладителя с подъемным механизмом, теплоизоляционный экран, расположенный на нижней поверхности печи подогрева форм (патент РФ №2267380).
Недостатками прототипа являются малый размер отливаемых деталей по высоте (до 200 мм) и недостаточный вес, что не позволяет получать крупногабаритные лопатки стационарных газотурбинных установок, створки и проставки реактивного сопла, дисковые заготовки весом до 40 кг.
Технической задачей изобретения является создание устройства для получения отливок с направленной и монокристаллической структурой из никелевых жаропрочных сплавов, обеспечивающего получение отливок большого размера и веса.
Для решения технической задачи предлагается устройство для получения отливок с направленной и монокристаллической структурой, содержащее вакуумную камеру с торцевыми крышками, индукционную плавильную печь, печь подогрева литейных форм, включающую нагреватели верхней и нижней зон, при этом нагреватель нижней зоны содержит П-образную перемычку, емкость для охлаждения форм и теплоизоляционный экран, расположенный между печью подогрева литейных форм и емкостью для охлаждения форм, систему подвески форм с механизмом ее перемещения, отличающееся тем, что верхняя зона печи подогрева литейных форм содержит два нагревателя, имеющих раздельные источники питания и включенные параллельно, а передняя торцевая крышка вакуумной камеры снабжена монорельсом, обеспечивающим перемещение крышки в направлении перпендикулярном продольной оси установки, теплоизоляционный экран выполнен, по крайней мере, из двух сегментов с индивидуальными приводами перемещения и направляющими, система подвески форм дополнительно содержит приспособление для размещения литейной формы, препятствующее ее деформации и разрушению.
Высота нагревателя нижней зоны составляет 1/3-1/4 от высоты нагревателя верхней зоны.
Индукционная плавильная печь снабжена тиглем емкостью до 60 кг.
Теплоизоляционный экран содержит преимущественно 4 сегмента.
Емкость для охлаждения форм выполнена в виде катушки из медной водоохлаждаемой трубки, размещенной на поддоне, емкость которого равна или превышает емкость плавильного тигля.
Емкость для охлаждения форм выполнена в виде водоохлаждаемой кольцевой емкости.
Поддон выполнен из графита или керамики, не взаимодействующих с расплавленным металлом.
Емкость для охлаждения форм содержит жидкометаллический кристаллизатор и дополнительно снабжена автономным нагревателем.
На системе подвески форм размещен телескопический металлический защитный экран.
Сущность предлагаемого изобретения поясняется следующими чертежами:
На фиг.1 показана схема устройства для получения отливок с направленной и монокристаллической структурой, в котором емкость для охлаждения форм содержит жидкометаллический кристаллизатор и дополнительно снабжена автономным нагревателем.
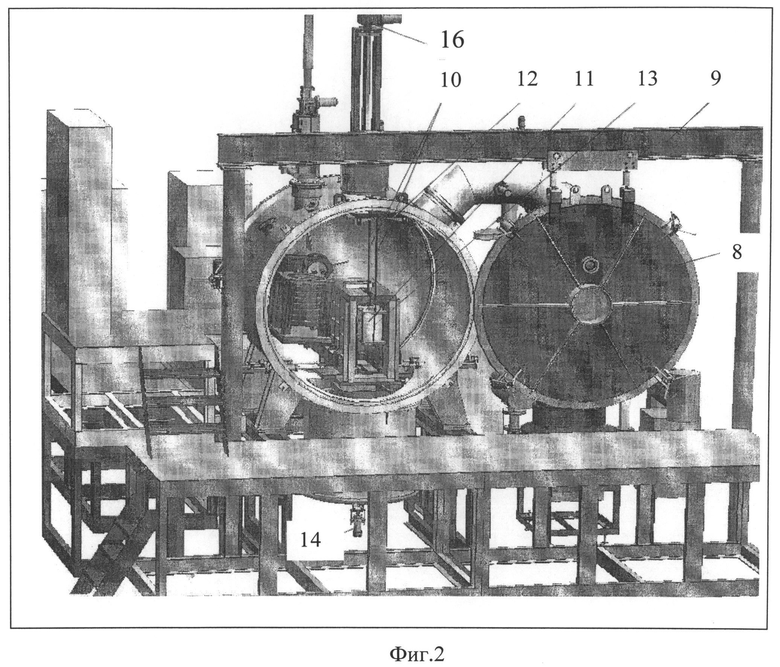
На фиг.2 представлен общий вид устройства для получения отливок с направленной и монокристаллической структурой.
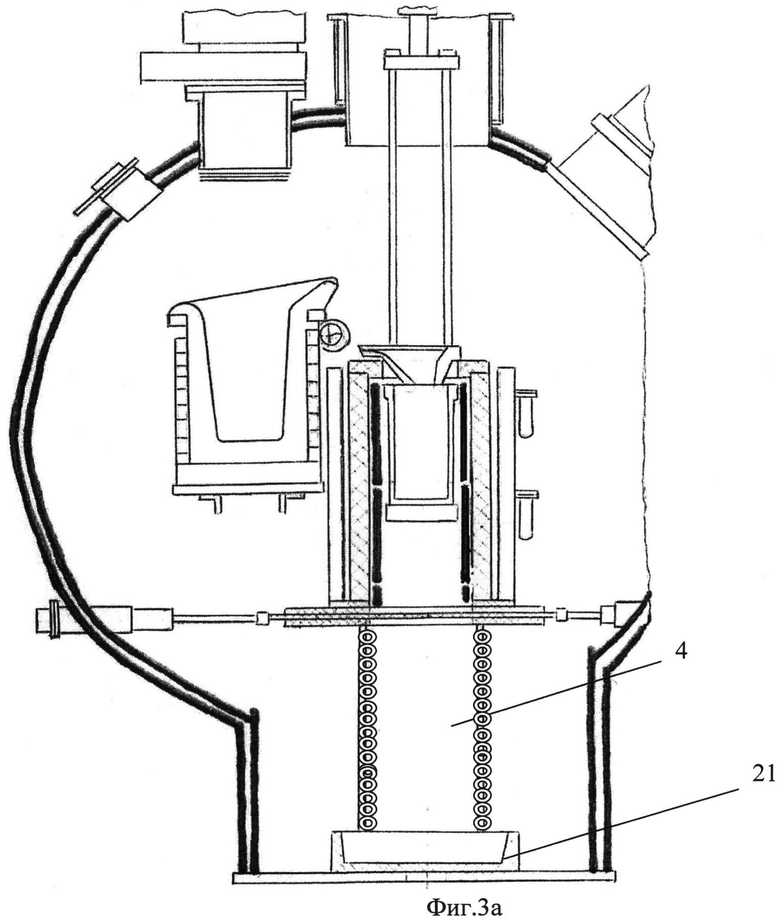
На фиг.3а показана схема устройства для получения отливок с направленной и монокристаллической структурой, в котором емкость для охлаждения форм выполнена в виде катушки из медной водоохлаждаемой трубки, размещенной на поддоне.
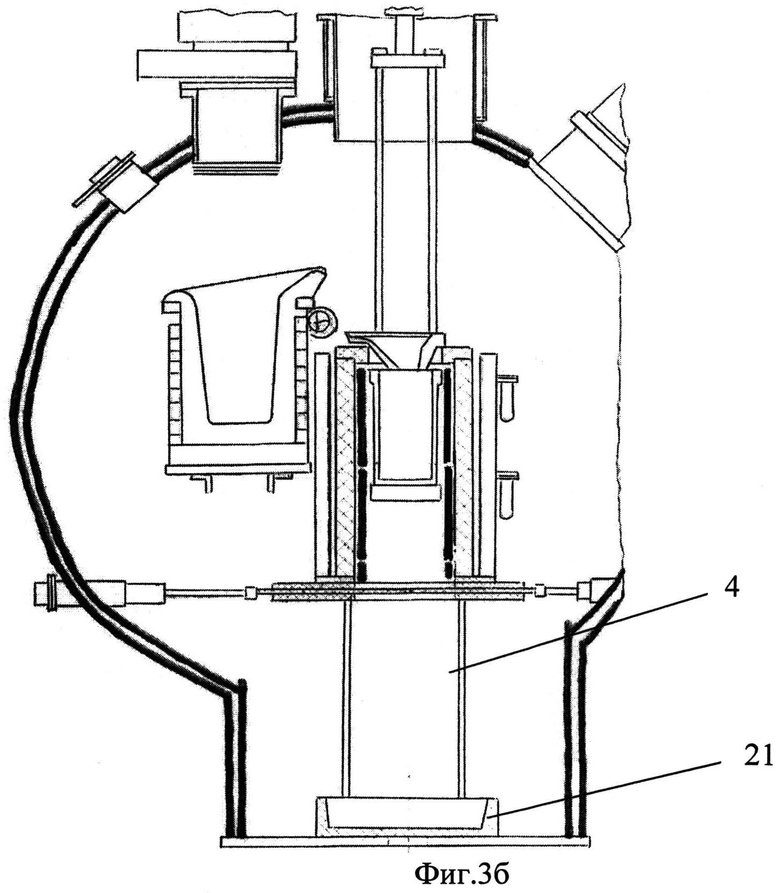
На фиг.3б показана схема устройства для получения отливок с направленной и монокристаллической структурой, в котором емкость для охлаждения форм выполнена в виде водоохлаждаемой кольцевой емкости.
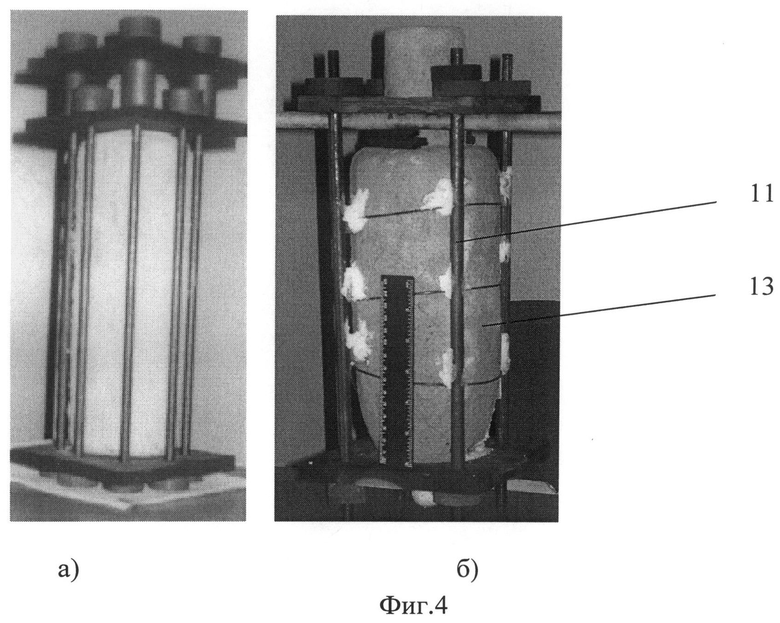
На фиг.4 показаны варианты приспособлений для размещения крупногабаритной литейной формы при литье с направленной структурой (а), с монокристаллической структурой (б).
Предлагаемое устройство содержит вакуумную камеру 1, печь подогрева форм 2, индукционную плавильную печь 3, снабженную тиглем, емкость для охлаждения форм 4, теплоизоляционный экран 5, нагреватели 6 верхней зоны, нагреватель 7 нижней зоны печи подогрева форм, передняя торцевая крышка 8 вакуумной камеры, монорельс 9 для передней крышки камеры, система подвески форм 10, приспособление 11 системы подвески для размещения литейной формы; механизм 12 для загрузки форм и выгрузки отливок, литейная форма 13, подъемный механизм с гидравлическим приводом 14, заливочная воронка 15, привод вертикального перемещения формы с расплавом из зоны нагрева в зону охлаждения 16, телескопический экран 17, автономный нагреватель для плавления жидкометаллического охладителя 18, индивидуальный привод перемещения 19 теплоизоляционного экрана с направляющими 20, поддон емкости для охлаждения 21.
В предлагаемом устройстве внутри вакуумной камеры 1 установлена печь подогрева форм 2 с двумя нагревателями 6 верхней зоны из углерод-углеродного композиционного материала. Каждый из нагревателей выполнен в виде двух параллельных пластин, расположенных друг под другом, имеющих раздельные источники питания и включенные параллельно для управления температурой каждого нагревателя с целью обеспечения равномерности температурного поля по высоте. С целью повышения градиента температур на фронте кристаллизации сплава теплоизоляционный экран 5 из композиционного материала выполнен по крайней мере из двух сегментов, каждый из которых снабжен индивидуальным приводом 19 с дополнительными направляющими 20, позволяющими раздвигаться в горизонтальной плоскости автоматически. Устройство дополнительно снабжено механизмом 12 для загрузки форм и выгрузки отливок, и смонтированным в верхней части вакуумной камеры перпендикулярно вертикальной оси.
Система подвески литейных форм 10 представляет собой систему вертикальных тяг, на которые снизу дополнительно закреплено приспособление 11, выполненное их молибденовых прутков и графитовых перемычек для размещения крупногабаритной литейной формы и воспринимающее механические нагрузки от веса заливаемого расплава и формы, препятствующее ее деформации и разрушению, а так же не влияющее на зарождение и рост монокристаллической структуры отливки.
Передняя торцевая крышка 8 вакуумной камеры снабжена монорельсом 9 для перемещения ее в перпендикулярном направлении для удобства эксплуатации.
Нагреватель нижней зоны 7 выполнен из графита с П-образной передней перемычкой. Высота его составляет 1/3-1/4 высоты нагревателя верхней зоны для регулирования температуры литейной формы в нижней зоне.
Индукционная плавильная печь 3 для плавки жаропрочного сплава, расположенная внутри вакуумной камеры над печью подогрева форм, содержит тигель емкостью до 60 кг для получения крупногабаритных отливок. Под печью подогрева форм установлена емкость для охлаждения форм 4. Емкость для охлаждения форм может быть выполнена в виде катушки из медной водоохлаждаемой трубки (фиг.3а), либо в виде водоохлаждаемой кольцевой емкости (фиг.3б), размещенной на поддоне 21 из графита или керамики, емкость которого равна или превышает емкость плавильного тигля. Емкость для охлаждения форм 4 может содержать легкоплавкий жидкометаллический охладитель, для расплавления которого она дополнительно снабжена автономным нагревателем 18. Емкость для охлаждения форм 4 может менять свое положение относительно теплоизоляционного экрана 5 с помощью подъемного механизма 14.
Телескопический экран 17 выполнен из металлического тонкого листа и предназначен для предотвращения образования конденсата металлических паров на поверхности вертикального штока механизма перемещения форм 16.
Предлагаемое устройство работает следующим образом.
Перед началом процесса передняя торцевая крышка 8 вакуумной камеры 1 открывается путем смещения ее в боковом направлении по монорельсу 9. Крупногабаритная литейная форма 13 помещается в приспособление для размещения литейной формы 11, соединяется с системой подвески 10. С помощью внешнего грузоподъемного устройства (на схеме не показано) форма с подвеской закрепляется в механизме 12 для загрузки форм и выгрузки отливок и перемещается в печь подогрева форм 2. Выбирается требуемое по технологии местоположение формы относительно нагревателей. Теплоизоляционный экран 5 устанавливается в сомкнутое по осевой линии печи положение с помощью индивидуального привода перемещения 19. В плавильный тигель индукционной печи 3 помещают шихтовую заготовку жаропрочного сплава требуемого веса. Устанавливается заливочная воронка 15 для заполнения формы расплавом. Передняя торцевая крышка 8 вакуумной камеры закрывается и создается вакуум 1·10-3 мм рт. ст. Включаются два нагревателя верхней зоны 6 и нагреватель нижней зоны 7. Если устройство оснащено емкостью для охлаждения форм 4 с легкоплавким жидкометаллическим охладителем, то для его расплавления включается автономный нагреватель 18. Литейная форма 13 постепенно нагревается и при достижении заданной температуры на форме, включается индукционная печь 3, в тигле которой жаропрочный сплав расплавляется и заливается при заданной температуре в нагретую керамическую форму. С помощью привода вертикального перемещения 16 литейная форма 13 с приспособлением для размещения литейной формы 11 системы подвески 10 с заданной скоростью опускается из зоны нагрева в емкость для охлаждения форм 4 через теплоизоляционный экран 5, створки которого расходятся в горизонтальной плоскости автоматически с помощью индивидуального привода перемещения 19 и направляющих 20 в зависимости от поперечного сечения проходящей через него формы. После опускания формы 13 с отливкой на всю высоту, нагреватели 6 и 7 выключаются, и при снижении температуры до 900…1000°C форму 13 с отливкой через полностью раскрывшийся экран 5 поднимается в исходное положение, где она охлаждается до температуры 250…300°C. Устройство разгерметизируется, открывается передняя торцевая крышка 8 вакуумной камеры 1 и форму 13 с отливкой из установки извлекается с помощью механизма для загрузки форм и выгрузки отливок 12 и внешнего грузоподъемного устройства. Далее процесс повторяется с другой формой.
Предложенная конструкция устройства обеспечивает возможность получения крупногабаритных отливок размером до 1 м и весом до 60 кг (лопатки стационарных ГТУ, створки и проставки реактивного сопла, дисковые заготовки) с направленной и монокристаллической структурой.
Наличие двух нагревателей в верхней зоне печи подогрева форм, теплоизоляционного экрана, состоящего из нескольких сегментов с индивидуальными приводами и специального приспособления для размещения крупногабаритной литейной формы, препятствующего ее деформации и разрушению, позволяет повысить градиент температур на фронте кристаллизации жаропрочных сплавов и получить крупногабаритные отливки высокого металлургического качества.
Устройство не предусматривает наличия шлюзовой камеры, механизмов горизонтального перемещения форм и отливок, технологического затвора, что существенно упрощает его конструкцию, повышает надежность работы и снижает эксплуатационные расходы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2152844C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2398653C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
Изобретение относится к литейному производству и может быть использовано для получения лопаток стационарных ГТД и ГТУ, створок и проставок реактивного сопла, дисковых заготовок. Устройство содержит вакуумную камеру с торцевыми крышками, индукционную плавильную печь, печь подогрева литейных форм, емкость для охлаждения форм и теплоизоляционный экран, расположенный между печью подогрева литейных форм и емкостью для охлаждения форм, систему подвески форм. Верхняя зона печи подогрева литейных форм содержит два нагревателя, имеющих раздельные источники питания и включенных параллельно. Передняя торцевая крышка вакуумной камеры установлена на монорельсе с возможностью перемещения, направлении, перпендикулярном продольной оси установки. Теплоизоляционный экран выполнен, по крайней мере, из двух сегментов с индивидуальными приводами перемещения и направляющими. Система подвески форм содержит приспособление для размещения литейной формы, препятствующее ее деформации и разрушению. Высота нагревателя нижней зоны составляет 1/3-1/4 от высоты нагревателя верхней зоны. Индукционная плавильная печь снабжена тиглем емкостью до 60 кг. Достигается повышение градиента температур на фронте кристаллизации жаропрочных сплавов и получение крупногабаритных отливок высокого качества. 8 з.п. ф-лы, 4 ил.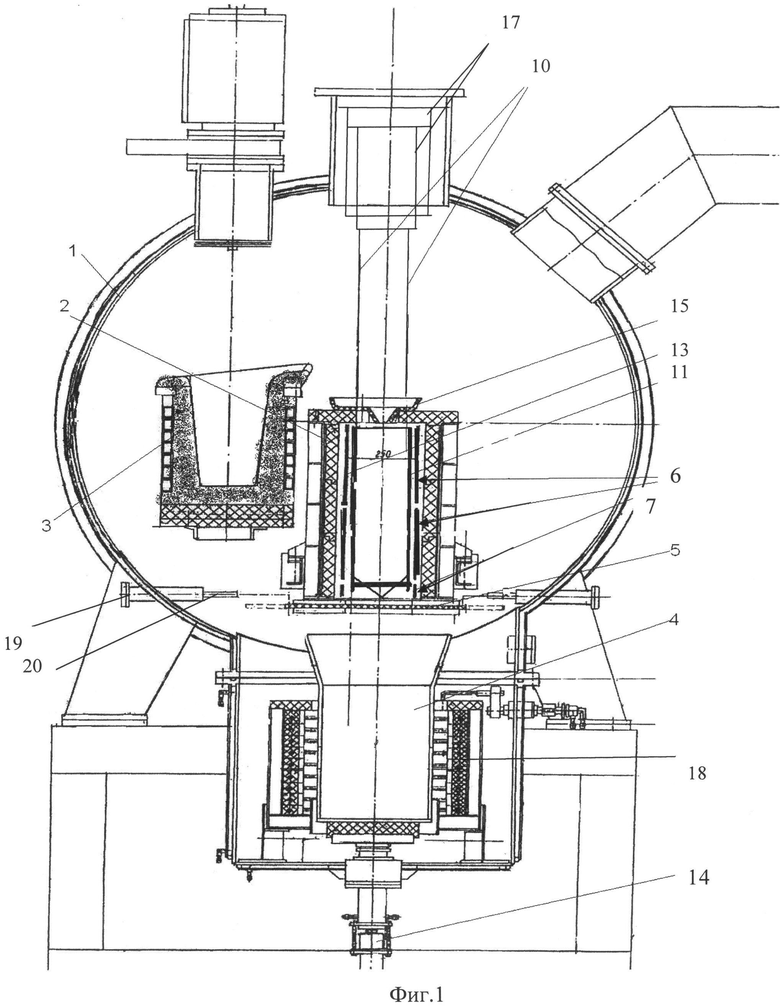
1. Устройство для получения отливок с направленной и монокристаллической структурой, содержащее вакуумную камеру с торцевыми крышками, печь подогрева литейных форм, включающую нагреватели верхней и нижней зон, при этом нагреватель нижней зоны содержит П-образную перемычку, индукционную плавильную печь, емкость для охлаждения форм и теплоизоляционный экран, расположенный между печью подогрева литейных форм и емкостью для охлаждения форм, систему подвески форм с механизмом ее перемещения, отличающееся тем, что верхняя зона печи подогрева литейных форм содержит два нагревателя, имеющих раздельные источники питания и включенные параллельно, а передняя торцевая крышка вакуумной камеры установлена на монорельсе с возможностью перемещения в направлении, перпендикулярном продольной оси установки, причем теплоизоляционный экран выполнен, по крайней мере, из двух сегментов с индивидуальными приводами перемещения и направляющими, а система подвески форм дополнительно содержит приспособление для размещения литейной формы, препятствующее ее деформации и разрушению.
2. Устройство по п.1, отличающееся тем, что высота нагревателя нижней зоны составляет 1/3-1/4 от высоты нагревателя верхней зоны.
3. Устройство по п.1, отличающееся тем, что индукционная плавильная печь снабжена тиглем емкостью до 60 кг.
4. Устройство по п.1, отличающееся тем, что теплоизоляционный экран содержит преимущественно 4 сегмента.
5. Устройство по п.1, отличающееся тем, что емкость для охлаждения форм выполнена в виде катушки из медной водоохлаждаемой трубки, размещенной на поддоне, емкость которого равна или превышает емкость плавильного тигля.
6. Устройство по п.5, отличающееся тем, что емкость для охлаждения форм выполнена в виде водоохлаждаемой кольцевой емкости.
7. Устройство по п.5 или 6, отличающееся тем, что поддон выполнен из графита или керамики, не взаимодействующих с расплавленным металлом.
8. Устройство по п.1, отличающееся тем, что емкость для охлаждения форм содержит жидкометаллический кристаллизатор и дополнительно снабжена автономным нагревателем.
9. Устройство по п.1, отличающееся тем, что на системе подвески форм размещен телескопический металлический защитный экран.
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1986 |
|
SU1374563A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1110645A1 |
| US 6354360 B1, 12.03.2002. | |||

