Изобретение относится к буровой технике, а именно к способам контроля натяга замковых соединений бурильных труб и другого инструмента с конической резьбой.
Одним из наиболее важных параметров, характеризующих сопряжение замковых деталей (ниппеля и муфты) и отражающих работоспособность соединения, является величина натяга свинченной от руки замковой пары.
При свинчивании новых или бывших в эксплуатации замковых деталей соединение может иметь как положительный, так и отрицательный натяг.
Положительный осевой натяг замкового резьбового соединения определяется непосредственным измерением расстояния между упорным уступом ниппеля и упорным торцем муфты (измерительными плоскостями) свинченных от руки замковых деталей.
В процессе эксплуатации бурильных труб по мере изнашивания профиля витков, а следовательно, изменения (у ниппеля - уменьшения, а у муфты - увеличения) среднего диаметра резьбы замковых деталей в основной плоскости, образуется и прогрессирует так называемый "отрицательный" натяг замкового соединения. Последний представляет из себя условное расстояние между измерительными плоскостями, на которое при контроле не довинчивается соединение до совпадения средних диаметров резьбы замковых деталей из-за их преждевременного контактирования по упорным поверхностям.
Известен способ контроля натяга соединения деталей с конической резьбой, в котором для определения величины отрицательного натяга осуществляют подрезку на некоторую величину плоскости упорных торцев одной или обеих замковых деталей, а искомое значение натяга определяется как разность между величиной, на которую произведена подрезка упорных торцев, и величиной полученного зазора между соответствующими измерительными плоскостями свинченной от руки замковой пары [1].
Этот способ, обладая достаточной степенью точности, не нашел широкого применения в практике, так как требует проведения механической обработки замковых деталей. Кроме того, отсутствие данных о действительной величине расстояния, на которое необходимо подрезать упорный торец детали, может привести к неисправимому браку ниппеля и муфты.
Ближайшим техническим решением, выбранным за прототип, является способ контроля отрицательного натяга соединения деталей с конической резьбой, включающий установку ниппеля в муфту и их свинчивание [1].
Недостатком этого способа является то, что он предполагает в процессе контроля установку и свинчивание замковых деталей таким образом, что муфта располагается соосно над ниппелем. Такое взаимное расположение деталей контролируемого соединения не согласуется с принципом сборки в колонну бурильных труб на промыслах (ниппель располагается над муфтой при сборке) и поэтому значительно ограничивает область применения известного способа. В частности, практически невозможен контроль отрицательного натяга замков, установленных на бурильных трубах, а также замковых соединений утяжеленных бурильных труб.
Задачей изобретения является повышение точности результата контроля и технологичности сборки.
Поставленная задача решается за счет того, что в способе контроля отрицательного натяга соединения деталей с конической резьбой, включающем установку ниппеля в муфту и их свинчивание, ниппель располагается над муфтой, а величина отрицательного натяга соединения определяется по углу поворота, которому соответствует смещение ниппеля относительно муфты при взаимном скольжении упорных поверхностей замковых деталей, кроме того, величина отрицательного натяга в соединении определяется и по расстоянию, измеренному по дуге окружности вдоль наружной поверхности замка.
Предлагаемый способ определения отрицательного натяга замкового резьбового соединения лишен отмеченного недостатка. Этот способ основан на линейной зависимости между величиной натяга и длиной дуги, на которой происходит доворот ниппеля относительно муфты на заключительной стадии свинчивания замкового соединения - после начала взаимного касания их упорных поверхностей.
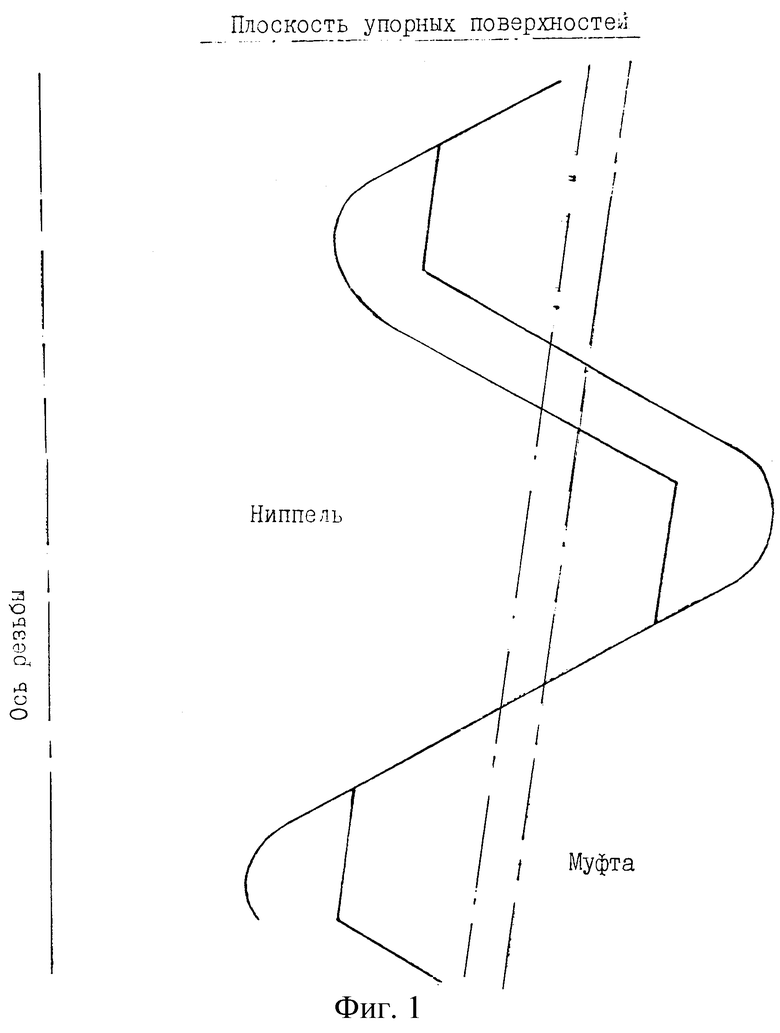
На этапе свинчивания замкового соединения, предшествующем сопряжению по упорным торцам, витки резьбы ниппеля контактируют с витками муфты по длинной стороне профиля (фиг.1). В момент касания упорного уступа ниппеля с упорным торцем муфты контакт по длинной стороне профиля прекращается (фиг.2). Дальнейшее свинчивание соединения сопровождается образованием и непрерывным увеличением зазора по длинной стороне профиля с одновременным уменьшением зазора и переходом на контакт витков по короткой стороне, который достигается в момент прекращения взаимного смещения ниппеля относительно муфты (фиг.3).
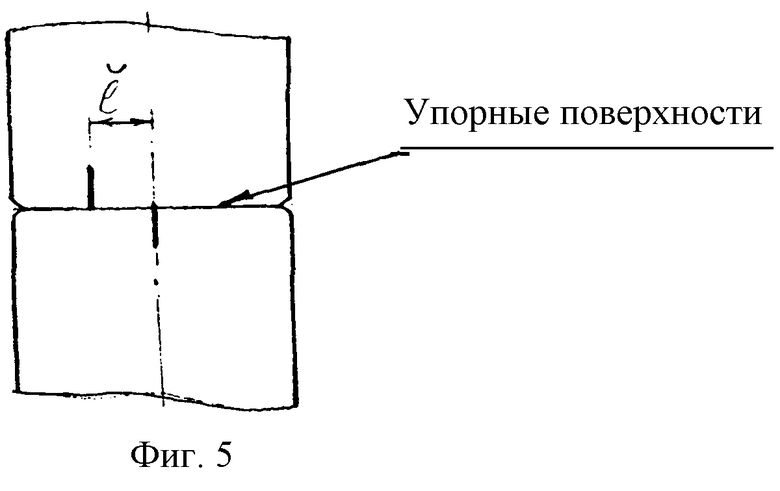
На заключительной стадии свинчивания замкового соединения (когда наблюдается взаимное скольжение по упорным торцам замковых деталей) каждый виток резьбы ниппеля относительно соответствующего витка муфты перемещается в осевом направлении, и зазор по длинной стороне профиля достигает максимальной величины (фиг.4, 5).
Величина отрицательного натяга Δ Н замкового соединения и зазор z связаны между собой зависимостью (1):

где Δ Н - величина отрицательного осевого натяга замкового резьбового соединения;
z - величина зазора по длинной стороне профиля витков ниппеля и муфты при контакте их по короткой стороне;
К - конусность резьбы;
α - угол профиля витков замковой резьбы.
Полный оборот при свинчивании ниппеля с муфтой соответствует взаимному смещению замковых деталей на величину шага P1 по длинной стороне профиля витков (2).
Величине зазора z будет соответствовать часть полного оборота, которую можно представить углом J° . Тогда запишем:

где J° - угол взаимного поворота ниппеля и муфты, соответствующий относительному смещению витков на величину зазора z, град.;
 - шаг резьбы по длинной стороне профиля витков (2), мм;
- шаг резьбы по длинной стороне профиля витков (2), мм;
Р - шаг замковой резьбы, мм.
Выразив угол J° через длину дуги l по наружному диаметру D замка, получим

Тогда, подставляя (2) и (3) в (1), имеем
где l - длина дуги по наружному диаметру замка, которой соответствует относительный поворот ниппеля и муфты при взаимном контакте их по упорным торцам, мм;
D - наружный диаметр замка, мм.
Для практического использования зависимость (4) можно представить в виде:

где  - постоянный коэффициент для данного типоразмера замкового соединения.
- постоянный коэффициент для данного типоразмера замкового соединения.
Например, для бурильных замков ЗШ-178 по ГОСТ 5286-75 имеем

Сущность использования предлагаемого способа на практике заключается в следующем. В процессе свинчивания замкового соединения фиксируется взаимное положение ниппеля и муфты, соответствующее моменту начала касания деталей по упорным торцам (например, с помощью плоского щупа минимальной толщины). На наружной поверхности замка, перпендикулярно линии разъема деталей, проводится риска (или другая подобная метка). Затем замковое соединение окончательно довинчивается.
При наличии в соединении отрицательного натяга происходит разделение отмеченной на замке риски на две части и удаление их друг от друга на некоторое расстояние 1, измеренное по дуге окружности (фиг.4, 5). Расстояние l позволяет по формуле (5) найти искомую величину Δ Н отрицательного натяга.
Конкретный пример осуществления способа.
Расстояние 1, измеренное по дуге окружности, образованной наружной поверхностью замка ЗШ-178, на которое перемещается ниппель относительно муфты на заключительной стадии свинчивания соединения, при котором наблюдается взаимное скольжение по упорным поверхностям замковых деталей, составляет, например, 10 мм.
Тогда величина осевого отрицательного натяга Δ Н из выражения (5) составит:
Δ H=ε зш-178·l=0,11· 10=1,1 мм
Преимуществом заявляемого способа перед известным является повышение надежности резьбовых соединений нефтегазового оборудования за счет получения достоверной и оперативной информации их комплексных параметров.
Источники информации
1. М.К.Ковалев. Нарезание и контроль резьбы бурильных труб и замков. - М.: Недра, 1965, с. 138-141.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМОК ДЛЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2669018C2 |
| Резьбовое замковое коническое соединение бурильных труб и способ увеличения его несущей способности и ресурса работы | 2019 |
|
RU2728105C1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ БУРИЛЬНЫХ ТРУБ | 2012 |
|
RU2508491C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| Резьбовое соединение бурильной колонны | 2022 |
|
RU2796709C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА ВНУТРЕННЕЙ ИЛИ НАРУЖНОЙ РЕЗЬБЫ | 2019 |
|
RU2705176C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ БУРИЛЬНЫХ ТРУБ | 1970 |
|
SU262796A1 |
| Сбалансированное резьбовое соединение бурильной колонны | 2022 |
|
RU2783935C1 |
| Устройство для стопорения замковой резьбы бурильных труб | 1990 |
|
SU1733620A1 |

Изобретение относится к буровой технике, а именно к способам контроля натяга замковых соединений бурильных труб и другого инструмента с конической резьбой. Способ контроля отрицательного натяга соединения деталей с конической резьбой включает установку ниппеля в муфту и их свинчивание. Величина отрицательного натяга в соединении определяется по расстоянию, измеренному по дуге окружности вдоль наружной поверхности замка по следующей формуле: где
где  - величина отрицательного натяга замкового соединения; l - длина дуги по наружному диаметру замка, на которой происходит доворот ниппеля относительно муфты после начала взаимного касания их упорных поверхностей; Р - шаг замковой резьбы; К - конусность резьбы; α - угол профиля витков замковой резьбы; D - наружный диаметр замка. Повышается точность результата контроля и технологичность сборки. 5 ил.
- величина отрицательного натяга замкового соединения; l - длина дуги по наружному диаметру замка, на которой происходит доворот ниппеля относительно муфты после начала взаимного касания их упорных поверхностей; Р - шаг замковой резьбы; К - конусность резьбы; α - угол профиля витков замковой резьбы; D - наружный диаметр замка. Повышается точность результата контроля и технологичность сборки. 5 ил.
Способ контроля отрицательного натяга соединения деталей с конической резьбой, включающий установку ниппеля в муфту и их свинчивание, отличающийся тем, что величина отрицательного натяга в соединении определяется по расстоянию, измеренному по дуге окружности вдоль наружной поверхности замка по следующей формуле:
где  - величина отрицательного натяга замкового соединения;
- величина отрицательного натяга замкового соединения;
l - длина дуги по наружному диаметру замка, на которой происходит доворот ниппеля относительно муфты после начала взаимного касания их упорных поверхностей;
Р - шаг замковой резьбы;
К - конусность резьбы;
α - угол профиля витков замковой резьбы;
D - наружный диаметр замка.
| КОВАЛЕВ М.К | |||
| Нарезание и контроль резьбы бурильных труб и замков | |||
| - М.: Недра, 1965, 138-141, фиг.125 | |||
| Резьбовое соединение бурильных труб | 1981 |
|
SU1002507A1 |
| SU 1191548 А, 08.05.1985 | |||
| Резьбовое соединение бурильных труб | 1986 |
|
SU1435747A1 |
| ЩЕРБЮК Н.Д., ЯКУБОВСКИЙ Н.В | |||
| Резьбовые соединения труб нефтяного сортамента и забойных двигателей | |||
| - М.: Недра, 1974, с.193-196 | |||
| КОВАЛЕВ М.К | |||
| Две системы контроля конических резьб в нефтяной промышленности, Вестник машиностроения, 1953, №4. | |||

