Изобретение относится к инструментам для механической обработки с целью удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев, для резания металлов и предназначено для механизации снятия заусенцев, скругления кромок и обработки плоскостей на фрезерных, многопозиционных и многооперационных станках.
Известно устройство для очистки поверхностей от продуктов коррозии, окалины и т. д., содержащее приводной диск с поочередно размещенными по его окружности пучками ворса и установленными в сквозных отверстиях диска абразивными цилиндрами [1].
Недостатками известного устройства является невозможность интесифицировать процесс обработки и съема металла ввиду того, что абразивные цилиндры вращаются только за счет сил трения, кроме того, по мере износа абразива цилиндры будут с меньшим усилием прижиматься к обрабатываемой поверхности из-за свойств прижимных пружин, причем способ и устройство не позволяют полностью использовать режущие свойства абразива, который требует очень большой скорости вращения (порядка нескольких тысяч оборотов при таких малых диаметрах цилиндров) диска, что трудно осуществить по динамическим соображениям, тем самым будет снижаться производительность и качество обработки.
Кроме того, при увеличении силы прижима устройства к обрабатываемой поверхности пучки ворса будут максимально прогибаться, не осуществляя резание металла.
Задача изобретения - возможность съема припуска металла, оставленного под чистовое иглофрезерование, с целью улучшения шероховатости обрабатываемой поверхности, а также увеличение производительности обработки и долговечности инструмента, упрощение его монтажа и демонтажа.
Поставленная задача решается с помощью предлагаемого устройства для механической обработки поверхности, содержащего приводной диск с размещенными по его окружности пучками проволочного ворса, причем диск устанавливают под острым углом к обрабатываемой поверхности, а рабочую поверхность пучков правят под таким же острым углом к плоскости, перпендикулярной оси вращения, при этом отношение длины впадины между пучками к ширине пучка берут 0,5...1, а для упругого поджима проволочного ворса оно снабжено упругими опорами в виде пластин.
Кроме того, диск соединен с оправкой посредством упругих взаимно перпендикулярных пластин, расположенных вдоль оси, и двух упорных подшипников, расположенных с торцов диска, при этом упругие пластины закреплены на ступице диска между упругими элементами.
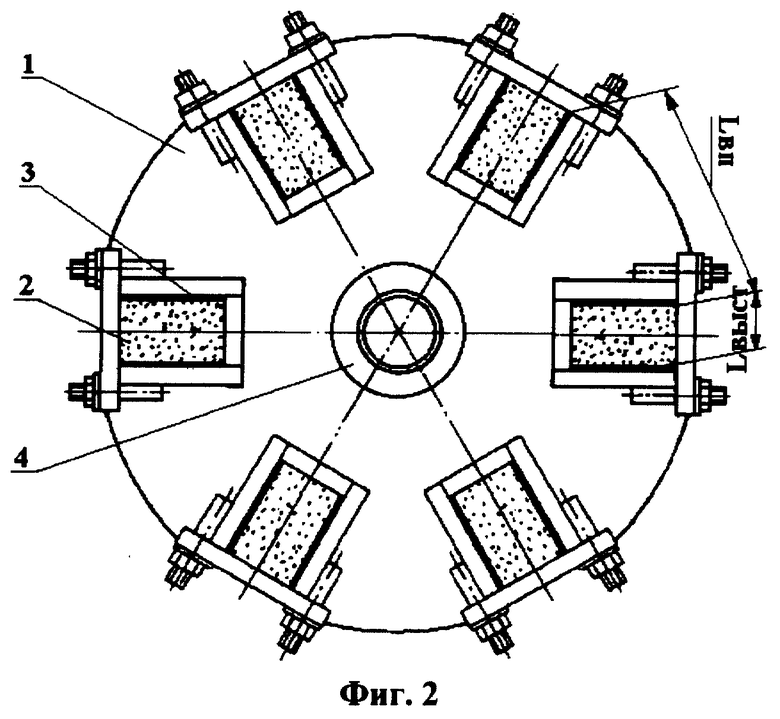
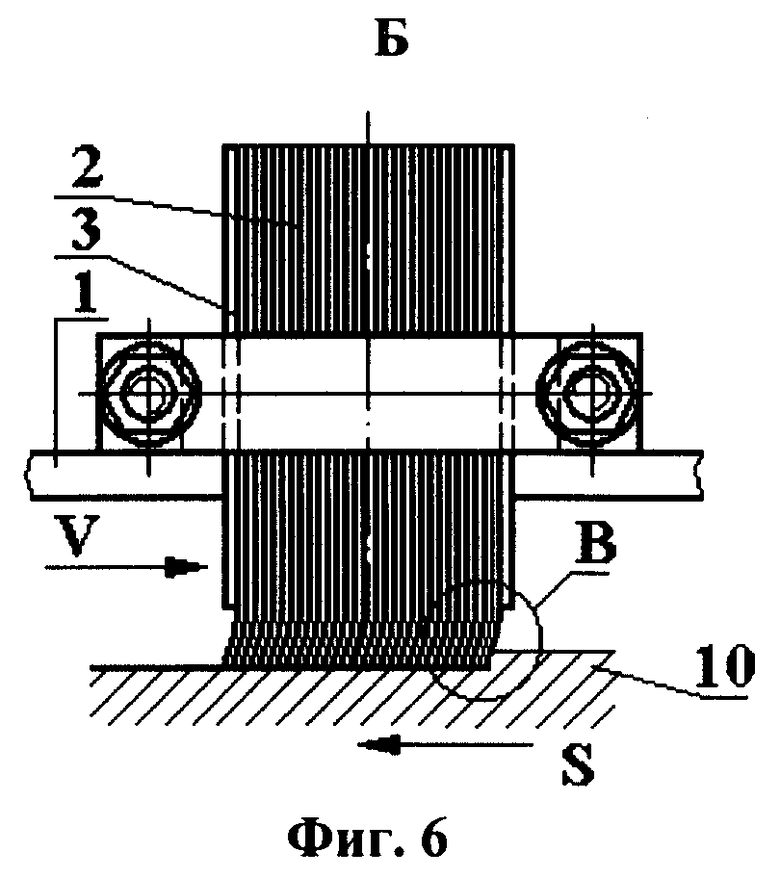
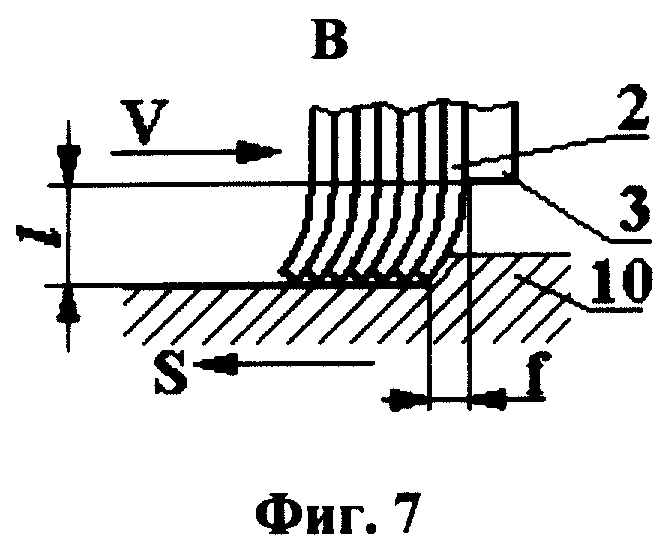
На фиг.1 изображено предлагаемое устройство, продольный разрез; на фиг.2 - устройство, вид сверху; на фиг.3 - разрез А - А на фиг.1, устройство без нагрузки; на фиг.4 - разрез А - А на фиг.1, устройство под нагрузкой; на фиг.5 - вид по Б на фиг.1, устройство без нагрузки; на фиг.6 - вид по Б на фиг.1, устройство под нагрузкой; на фиг.7 - элемент В на фиг.6, устройство под нагрузкой; на фиг.8 - разрез по Г - Г на фиг.1.
Устройство для механической обработки поверхности работает в режиме плавно-прерывистого иглофрезерования.
Устройство содержит приводной диск 1, с прерывисто размещенными по его окружности пучками проволочного ворса 2, при этом отношение длины впадины Lвп между пучками к ширине Lвыст пучка берут 0,5...1. Такое прерывистое расположение позволяет снижать температуру обработки и обеспечить меньшую поверхностную пластическую деформацию обрабатываемого металла без увеличения шероховатости обработанной поверхности.
Диск 1 устанавливают под острым углом α к обрабатываемой поверхности, а рабочую поверхность пучков 2 правят под тем же острым углом α к плоскости, перпендикулярной оси вращения. Благодаря наклону диска основное силовое воздействие на обрабатываемую поверхность осуществляется одним проволочным пучком ворса.
Каждый пучок 2 снабжен упругими опорами в виде пластин 3 для упругого поджима, несколько увеличивая сосредоточенное суммарное силовое воздействие на обрабатываемую поверхность. Упругие пластины 3 обеспечивают проволочным элементам пучка 2 прогиб f на свободной длине l.
Для установки устройства в шпинделе станка (не показан) оно снабжено оправкой 4, на которой шарнирно закреплен диск 1 с помощью гайки 5 посредством упругих взаимно перпендикулярных пластин 6, расположенных вдоль оси, и двух упорных подшипников 7, расположенных с торцов диска 1, при этом упругие пластины 6 закреплены на ступице 8 диска 1 между упругими элементами, например, резиновыми буферами 9.
Для уменьшения массогабаритных размеров устройства в качестве колец упорных подшипников 7 можно использовать канавки, проточенные на сопрягаемых поверхностях глухого отверстия оправки 4, на торце ступицы 8, на торце диска 1 и на торце шайбы под гайкой 5, как это показано на фиг.1. Подшипники 7 служат для уменьшения трения при возвратно-вращательном движении диска 1 относительно оправки 4.
При вращении оправки 4 с постоянной скоростью в момент врезания пучка в деталь происходит отставание его скорости вращения за счет изгиба упругих пластин 6 и сжатия резинового буфера 9. Этим обеспечивается плавность процесса врезания и переход кинетической энергии удара в потенциальную энергию изгиба упругих пластин 6 и сжатия резинового буфера 9.
После выхода пучка из контакта с обрабатываемой деталью 10 сдеформированные до этого элементы 6 и 9 приходят в свое первоначальное состояние, возвращая диск в его исходное положение. При подходе в контакт с деталью 10 следующего пучка процесс повторяется.
Работа устройства для механической обработки поверхности заключается в следующем.
Перед началом проводят правку рабочей поверхности проволочного ворса под углом α к плоскости, перпендикулярной оси вращения. В качестве ворса применяют стальную пружинную проволоку диаметром 0,5...1,0 мм из стали 65Г. Правят рабочую поверхность пучков путем их шлифования в собранном виде.
В процессе обработки поверхности продольно перемещающейся заготовки устройство прижимается к ней с натягом Н. Благодаря прерывистой рабочей поверхности ворса и углу наклона диска основное силовое воздействие на обрабатываемую поверхность осуществляется первыми по ходу вращения проволочными элементами одного пучка (занимающего в данный момент времени согласно фиг.1 крайнее нижнее положение и находящимся в контакте с деталью), имеющими наибольшие свободную длину l и прогиб f. Соседние с ними проволочные элементы, а также упругие опоры в виде пластин 3 упруго поджимают их, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемую поверхность.
Это уменьшает поверхностную пластическую деформацию обработанной заготовки по сравнению с деформацией при известном [2] способе прерывистой иглофрезой и в результате повышается качество обработки.
Благодаря прерывистой рабочей поверхности устройства, а также наличию упругих опор и отставанию скорости вращения диска за счет изгиба упругих пластин и сжатия резиновых буферов обеспечиваются плавно-прерывистый вход и выход пучков проволочного ворса из контакта с обрабатываемой поверхностью.
Устройство целесообразно использовать при зачистной (без снятия стружки) и отделочной (со снятием стружки) обработке заготовок на фрезерных и зачистных станках.
Для осуществления отделочной обработки необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5...2 раза, соотношение l/i, где i - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50...100, а коэффициент Кп плотности проволочного ворса - в пределах 0,7...0,9; при этом натяг должен составлять - Н=0,7...1,5 мм.
Режимы работы устройства можно рекомендовать следующие. Окружная скорость для отделочной обработки 2...5 м/с. Продольная подача определяется по формуле S=Lвыстn (мм/мин), где n - частота вращения устройства, мин-1; значение Lвыст (мм) зависит от натяга и диаметра диска и определяют опытным или расчетным путем.
Испытания устройства при отделочной обработки заготовки из горячекатаной полосы из стали 20 показали, что оно срезает с обрабатываемой поверхности окалину вместе с упрочненным слоем; при этом в процессе иглофрезерования из-за упругости рабочей поверхности устройства обработанная поверхность не упрочняется, усилие прижатия устройства к обрабатываемой поверхности заготовки составляет 200...600 Н на 10 мм ширины рабочей поверхности устройства, а тангенциальная составляющая силы резания равна 150...550 Н.
Для отделочно-зачистной обработки предлагаемым устройством необходимо соблюдать условия
Кр=р/σв=1,5...2,0,
где р - давление при иглофрезеровании, МПа;
σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга Н [3].
При отделочной обработке металлов предлагаемым устройством твердость обработанной поверхности не повышается, в результате улучшается качество обработки, шероховатость обрабатываемой поверхности, а также увеличивается производительность обработки и долговечность инструмента, упрощается его монтаж и демонтаж.
Источники информации
1. А.с. СССР 1493248, МКИ А 46 В 7/08 // В 24 В 45/00. Устройство для обработки поверхностей. Перепичка Е.В. и Скалько Н.С. Заявка №3984461/31-12 заяв. 04.12.85. опуб. 15.07.89. Бюл. №26 - прототип.
2. Абугов А.Л. Иглофреза для подготовки поверхностей под покрытия // Машиностроитель, -1990. -№10. -С.19.
3. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей // Автоматизация и современные технологии. -1992. -№9. -С.27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАВНО-ПРЕРЫВИСТОГО ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2236932C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452599C1 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |




Изобретение относится к инструментам для механической обработки, в частности удаления металлов шлака, продуктов коррозии, прокатной окалины, резания металлов, и может быть использовано для снятия заусенцев, скругления кромок и обработки плоскостей на фрезерных, многопозиционных и многооперационных станках. Устройство содержит приводной диск с размещенными по его окружности пучками проволочного ворса. Диск установлен под острым углом к обрабатываемой поверхности. Рабочую поверхность пучков правят под таким же острым углом к плоскости, перпендикулярной оси вращения диска. Отношение длины впадины между пучками к ширине пучка берут 0,5...1. Предусмотрены упругие опоры в виде пластин для упругого поджима проволочного ворса. Такая конструкция повышает качество и производительность обработки, а также долговечность устройства. 1 з.п.ф-лы, 8 ил.

| Устройство для обработки поверхности | 1985 |
|
SU1493248A1 |
| RU 2002443 C1, 15.11.1993 | |||
| ТОРЦЕВАЯ ИГЛОФРЕЗА | 1992 |
|
RU2024366C1 |
| US 4041565 А, 16.08.1977. | |||

