Изобретение относится к технологии машиностроения, к способам и оснастке для механической обработки иглофрезерованием с целью удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев, для резания металлов и предназначено для механизации снятия заусенцев, скругления кромок и обработки плоскостей на фрезерных, многопозиционных и многооперационных станках.
Известен способ иглофрезерования плоских поверхностей и устройство, реализующее его, при котором режущие элементы инструмента совершают дополнительные колебательные возвратно-поступательные движения относительно заготовки [1].
Недостатком известного способа и устройства является недостаточно высокая точность обработки из-за ударных воздействий привода возвратно-поступательных колебательных движений, быстрый износ и малая стойкость инструмента из-за большого количества подвижных частей и чрезвычайно сложная конструкции привода колебательных движений, ставящая под сомнение экономическую целесообразность использования способа и устройства.
Задача изобретения - расширение технологических возможностей, повышение качества и производительности обработки за счет сообщения обрабатываемой заготовки низкочастотных, не зависящих от частоты вращения инструмента, круговых колебаний, повышение интенсификации процесса иглофрезерования за счет изменения направления прогиба проволочных элементов пучка на свободной длине, осуществления резания не только передними, но и боковыми сторонами проволочных элементов, а также за счет увеличения зоны контакта инструмента с заготовкой, снижение расходов на изготовление оснастки за счет упрощения конструкции привода колебательных движений.
Поставленная задача решается с помощью предлагаемого устройства для вибрационного иглофрезерования, содержащего корпус, нижняя часть которого выполнена с возможностью закрепления на столе станка, а верхняя часть выполнена с возможностью установки на ней обрабатываемых заготовок, причем на верхней части корпуса на шайбе из антифрикционного материала, выполняющей функции подшипника скольжения, установлена и подвижно закреплена с помощью упругого и жесткого колец круглая плита, в центре которой со стороны нижнего торца расточено глухое отверстие, в котором на подшипнике с помощью эксцентриковой втулки установлена шейка ротора с эксцентричным смещением относительно основных шеек, последними ротор на подшипниках базируется в статоре ротационного пневматического двигателя, при этом в рабочую полость вышеупомянутого статора, расположенного в средней части корпуса, подается сжатый воздух, воздействующий на лопатки ротора.
Особенности конструкции предлагаемого устройства поясняются чертежами.
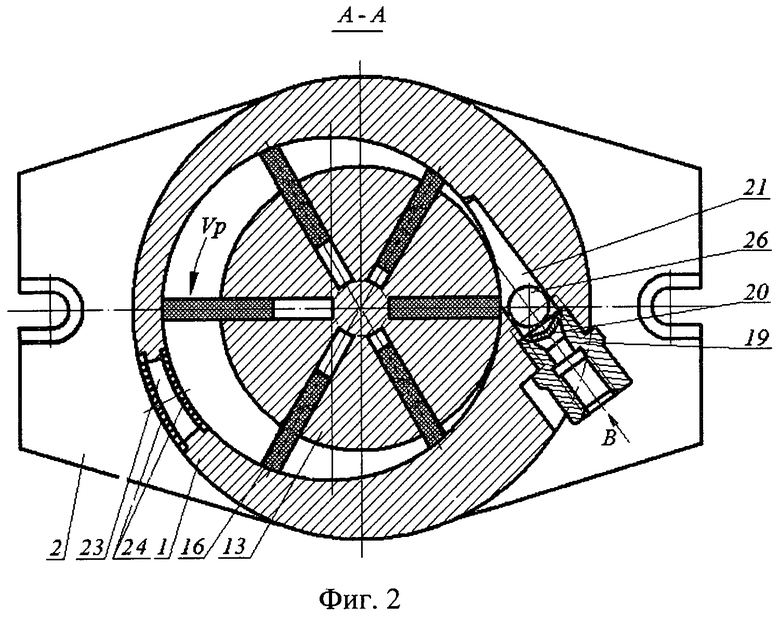
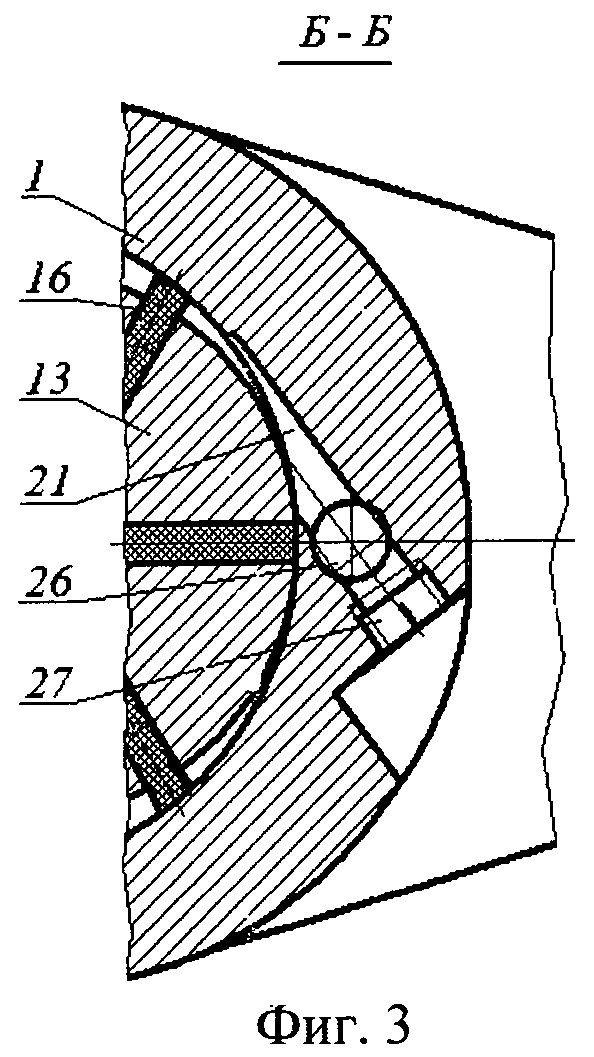
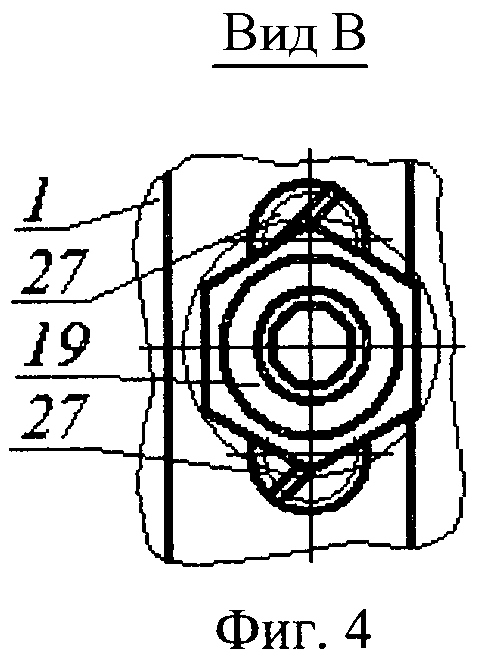
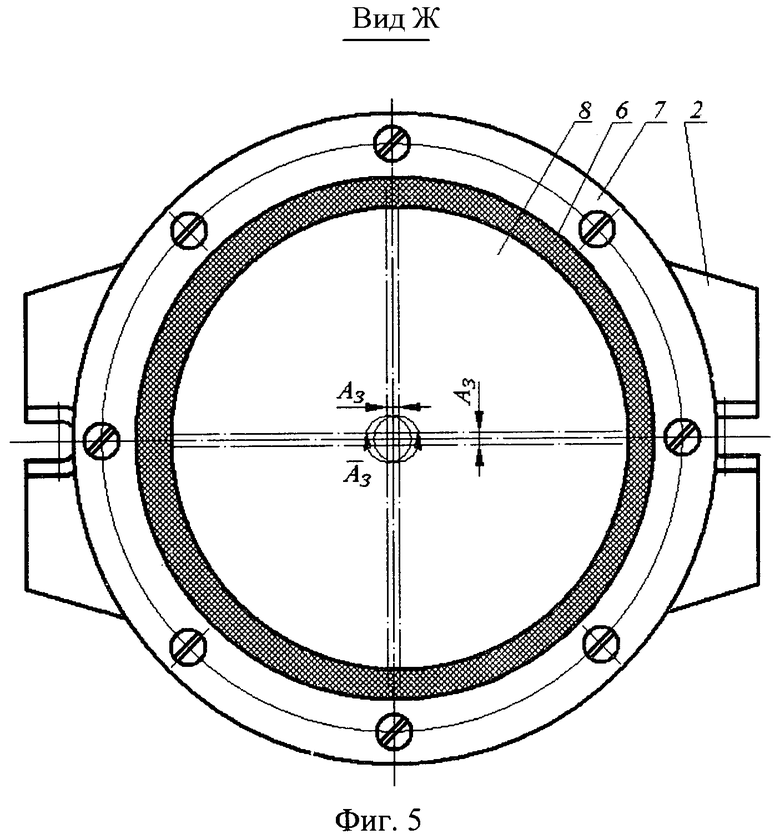
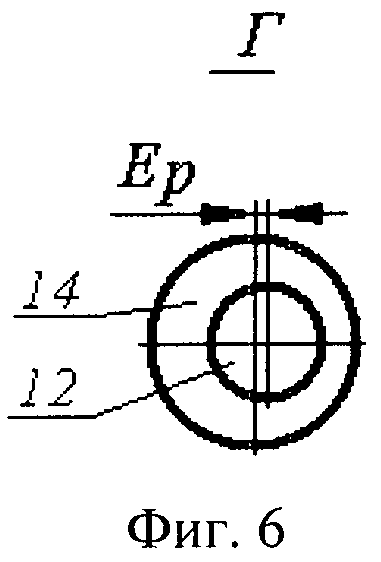
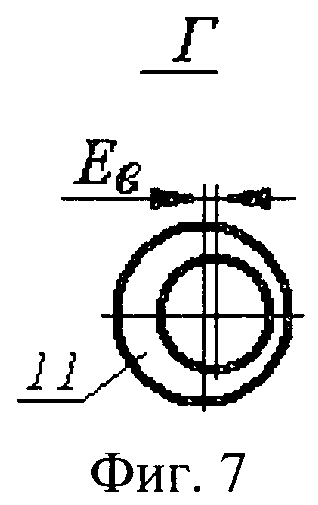
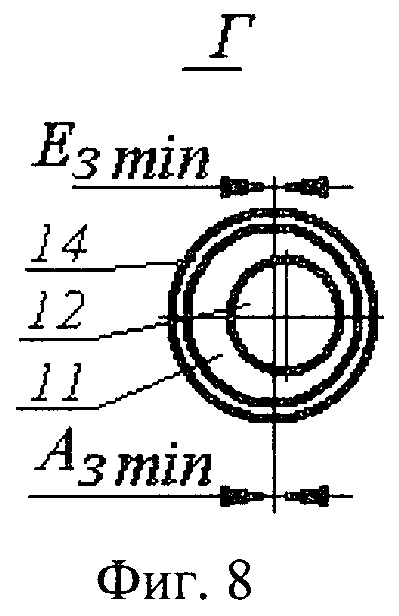
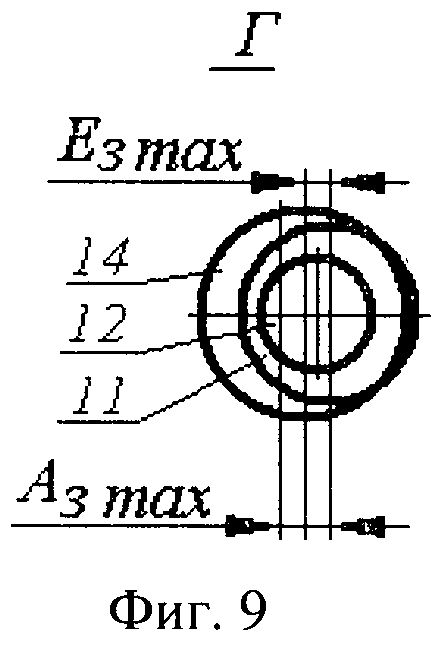
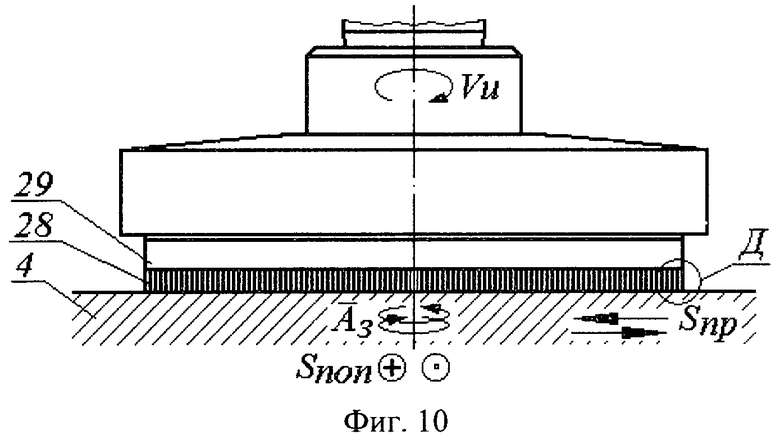
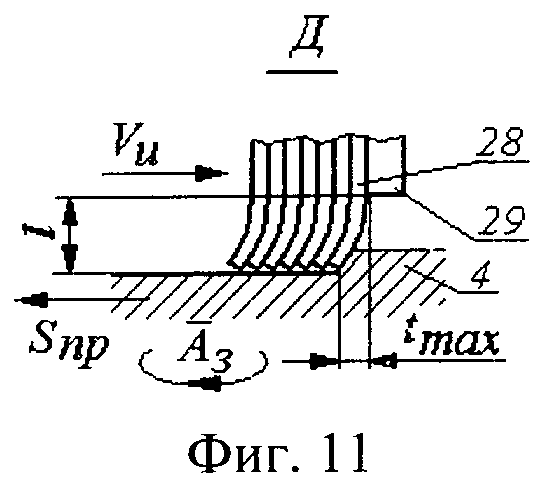
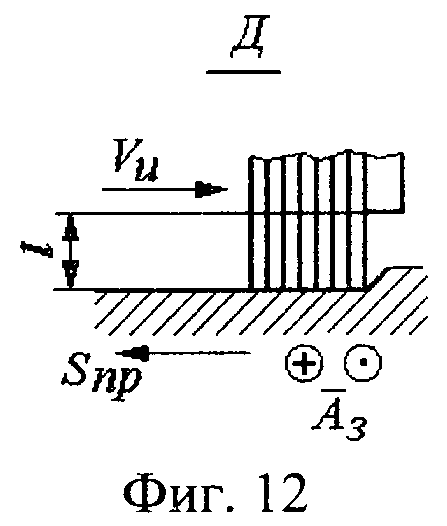
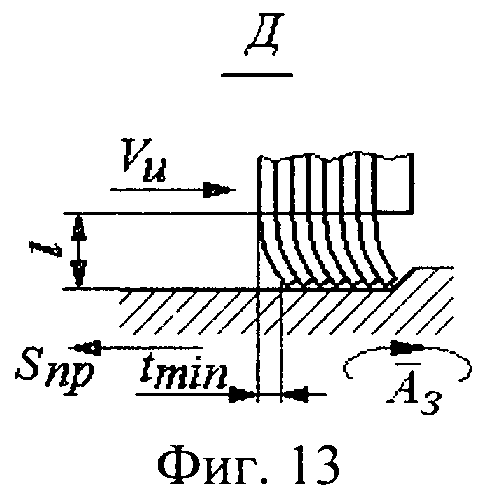
На фиг.1 изображено предлагаемое устройство, продольный разрез; на фиг.2 - поперечное сечение А-А на фиг.1; на фиг.3 - частичное поперечное сечение Б-Б на фиг.1; на фиг.4 - вид по В на фиг.2; на фиг.5 - вид сверху по Ж на фиг.1; на фиг.6 - вид по Г на фиг.1, шейка ротора с эксцентричным смещением ЕР относительно основных шеек, втулка условно не показаны; на фиг.7 - вид по Г на фиг.1, эксцентриковая втулка с эксцентриситетом ЕВ, шейка ротора условно не показана; на фиг.8 - вид по Г на фиг.1, соединение эксцентриковой шейки ротора с эксцентриковой втулкой, позволяющее установить минимальный эксцентриситет ЕЗmin и амплитуду АЗmin колебательного движения плиты с заготовками; на фиг.9 - вид по Г на фиг.1, соединение эксцентриковой шейки ротора с эксцентриковой втулкой, позволяющее установить максимальный эксцентриситет ЕЗmax и амплитуду АЗmax колебательного движения плиты с заготовками; на фиг.10 - схема иглофрезерования плоской поверхности заготовки торцовой иглофрезой с использованием предлагаемого устройства; на фиг.11 - элемент Д на фиг.10, направление движения продольной подачи стола с закрепленной на предлагаемом устройстве заготовкой совпадает с направлением круговых колебаний заготовки, прогиб проволочных элементов пучка на свободной длине максимальный tmax и направлен влево, при этом резание производится правой стороной проволочных элементов и толщина срезаемой стружки максимальная; на фиг.12 - элемент Д на фиг.10, пучок проволочных элементов в положении изменения направления движения круговых колебаний заготовки, проволочные элементы пучка на свободной длине выпрямлены, при этом резание производится торцами проволочных элементов; на фиг.13 - элемент Д на фиг.10, момент встречного движения продольной подачи стола с закрепленной в предлагаемом устройстве заготовкой и направлением круговых колебаний заготовки, прогиб проволочных элементов пучка на свободной длине минимальный tmin и направлен вправо, при этом резание производится левой стороной проволочных элементов и толщина срезаемой стружки минимальная.
Предлагаемое устройство предназначено для высокоэффективного плоского вибрационного иглофрезерования, а также удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев, скругления кромок на фрезерных, многопозиционных и многооперационных станках с наложением круговых вибрационных движений низкой частоты и амплитудой АЗ=0,2…2,0 мм на обрабатываемую заготовку.
Предлагаемое устройство для вибрационного иглофрезерования содержит корпус 1, нижняя часть 2 которого выполнена с возможностью закрепления на столе станка, а верхняя часть 3 выполнена с возможностью установки обрабатываемых заготовок 4.
На верхней части 3 корпуса на шайбе 5 из антифрикционного материала, выполняющей функции подшипника скольжения, установлена и подвижно закреплена с помощью упругого 6 и жесткого 7 колец круглая плита 8. Шайба 5 изготовлена из антифрикционного материала, например, оловянно-фосфористой литейной бронзы Бр. ОФ10-1 (по ОСТ 1.90054-72).
По периферии плита 8 имеет выступ, позволяющий подвижно закрепить ее упругим 6 и жестким 7 кольцами и винтами с гарантированным зазором Z, дающий возможность свободного перемещения плиты в горизонтальной плоскости. Упругое кольцо 6, закрепленное на внутренней поверхности отверстия жесткого кольца 7, выполнено, например, резиновым, предохраняет от попадания в зону сопряжения плиты 8 с шайбой 5 отработанного шлама и стружки, при этом является демпфером и гасит ударные воздействия ротора на плиту.
В центре плиты со стороны нижнего торца расточено глухое отверстие 9, в котором на подшипнике 10 с помощью эксцентриковой (с эксцентриситетом ЕВ) втулки 11 (см. фиг.7) установлена шейка 12 ротора 13 с эксцентричным смещением ЕР относительно основных шеек 14 ротора (см. фиг.6). Основными шейками 14 ротор 13 на подшипниках 15 базируется в крышках статора ротационного пневматического двигателя.
Статор ротационного пневматического двигателя расположен в средней части корпуса 1 и имеет эксцентрично смещенное центральное отверстие, в котором расположен ротор 13 с лопастями 16, и крышки 17 и 18, закрепленные в расточенных отверстиях корпуса и несущие ротор 13 на подшипниках 15. Сжатый воздух под давлением 0,5…1,0 МПа подается через шланг (не показан), ниппель 19 и сетку 20, через боковое отверстие 21 в эксцентрично смещенное центральное отверстие - рабочую полость статора, где расширяясь воздействует на лопасти ротора, вызывая вращение последнего. Диск 22, прилегающий с минимальным зазором к торцам лопастей, не позволяет преждевременную утечку и стравливание воздуха из межлопастного пространства. Отработанный воздух выталкивается через отверстие 23, закрытое сетками 24. Помимо бокового отверстия 21 имеется ряд боковых отверстий 25, служащих для эффективного наполнения полостей ротационного пневматического двигателя и соединенных между собой продольным отверстием 26, с внешней стороны заглушены пробками 27.
Установка на эксцентрично смещенной с эксцентриситетом ЕР шейке 12 ротора эксцентриковой втулки 11 с эксцентриситетом ЕВ позволяет получать колебательное вибрационное движение круговой направленности с вектором  и регулировать величину амплитуды АЗ колебательного движения плиты с заготовками (см. фиг.8-9). Общий эксцентриситет соединения ЕЗ может принимать значения от 0 (при равенстве эксцентриситетов ЕР=ЕВ) до максимального, равного сумме ЕЗmах=ЕР+ЕВ, путем изменения положения эксцентриковой втулки относительно эксцентриковой шейки ротора. Таким образом, максимальная амплитуда АЗmах колебательного движения плиты с заготовками будет равна АЗmах=2EЗmax=2(ЕР+ЕВ) (см. фиг.9).
и регулировать величину амплитуды АЗ колебательного движения плиты с заготовками (см. фиг.8-9). Общий эксцентриситет соединения ЕЗ может принимать значения от 0 (при равенстве эксцентриситетов ЕР=ЕВ) до максимального, равного сумме ЕЗmах=ЕР+ЕВ, путем изменения положения эксцентриковой втулки относительно эксцентриковой шейки ротора. Таким образом, максимальная амплитуда АЗmах колебательного движения плиты с заготовками будет равна АЗmах=2EЗmax=2(ЕР+ЕВ) (см. фиг.9).
При вращении ротора ротационного пневматического двигателя ось центрального отверстия плиты, эксцентрично смещенная на величину эксцентриситета ЕЗ=ЕР+ЕВ, относительно основных шеек ротора, будет описывать окружность диаметром АЗ=2ЕЗ. Вместе с эксцентриковой втулкой, установленной на эксцентриковой шейке ротора, круговые вибрационные движения будет совершать плита с заготовками. Эти вибрации будут иметь амплитуду АЗ и частоту f, равную частоте вращения ротора.
Гарантированный зазор Z между плитой и жестким кольцом 7, дающий возможность свободного перемещения плиты в горизонтальной плоскости, должен быть не менее двух амплитуд - Z>2АЗ, мм.
Устройство работает следующим образом.
Устройство применимо для плоского иглофрезерования при работе как торцом, так и периферией инструмента, но данное описание относится к плоскому торцовому иглофрезерованию на вертикально-фрезерном консольном станке, например, мод. 6Р11МФ3-1.
Для установки и закрепления плоских призматических заготовок может быть использована электромагнитная прямоугольная плиты по ГОСТ 17519-81 или плита с постоянными магнитами по ГОСТ 16528-81, которая устанавливается на плиту предлагаемого устройства, или другое известное станочное приспособление, например, тиски [2, с.66…110].
Нагрузка врезания, действующая по нормали на обрабатываемую поверхность заготовки, обеспечивается вертикальным перемещением стола станка. Выбор величины нагрузки врезания и глубины резания зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
При плоском иглофрезеровании заготовка вместе со столом совершает возвратно-поступательные продольные движения SПР и поперечную подачу SПОП на каждый двойной ход стола, при этом инструменту сообщают вращательное движение VИ.
При вращении ротора ротационного пневматического двигателя верхняя плита устройства с заготовками будет описывать окружность диаметром АЗ относительно вертикальной оси, т.е. совершать круговые вибрационные колебания с амплитудой АЗ (мм) и частотой f (Гц), равной частоте вращения ротора, зависящей от величины давления сжатого воздуха, подаваемого в двигатель.
В результате наложения на возвратно-поступательные продольные движения стола станка с заготовками со скоростью SПР круговых вибрационных колебаний амплитудой АЗ (мм) и частотой f (Гц) плиты создается перекрестное движение заготовки под пучками проволочных элементов 28 иглофрезы 29 (см. фиг.10) относительно вектора скорости инструмента VИ и периодически изменяется величина и направление суммарной скорости резания и положения режущих пучков проволочных элементов (см. фиг.11-13).
При совпадении направления движения продольной подачи стола с закрепленной в предлагаемом устройстве заготовкой с направлением круговых колебаний АЗ заготовки (см. фиг.11) прогиб проволочных элементов пучка на свободной длине l максимальный tmax и направлен влево (согласно фиг.11), при этом резание производится правой стороной проволочных элементов и толщина срезаемой стружки будет максимальная.
При поперечном движении заготовок под действием круговых колебаний АЗ заготовки (см. фиг.12) пучок проволочных элементов будет проходить положение изменения направления прогиба и проволочные элементы пучка на свободной длине l будут выпрямляться, при этом резание будет производиться торцами проволочных элементов.
В момент встречного движения продольной подачи стола с закрепленной в предлагаемом устройстве заготовкой и направлением круговых колебаний АЗ заготовки прогиб проволочных элементов пучка на свободной длине l - минимальный tmin и направлен вправо (согласно фиг 13), при этом резание производится левой стороной проволочных элементов и толщина срезаемой стружки минимальная.
Работа устройства для вибрационного иглофрезерования плоских поверхностей заключается в следующем.
Перед началом проводят правку рабочей поверхности проволочного ворса. В качестве ворса применяют стальную пружинную проволоку диаметром 0,5…1,0 мм из стали 65 Г. Правят рабочую поверхность пучков путем их шлифования в собранном виде.
В процессе обработки поверхности продольно перемещающейся заготовки устройство прижимается к ней с натягом, как при традиционном иглофрезеровании. Силовое воздействие на обрабатываемую поверхность осуществляется проволочными элементами, находящимися в контакте с заготовкой и имеющими наибольшие свободную длину l и прогиб t. Соседние с ними проволочные элементы упруго поджимают их, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемую поверхность.
При наложении круговых вибрационных движений на обрабатываемую заготовку происходит изменение направления движения обрабатываемой заготовки относительно иглофрезы и пучки проволочного ворса начинают работать как передними, так и боковыми сторонами, а также изменяется в сторону увеличения интенсивность съема металла и ширина обработки за один проход. При этом облегчается съем металла и стружкообразование, улучшается самозатачивание проволочного ворса, а переменные силы активно перераспределяются в плоскости резания, вследствие чего полностью подавляются автоколебания и сила трения уменьшается до 2 раз. Кроме того, это позволяет увеличить число активно работающих режущих элементов проволочного ворса и интенсифицировать срезание припуска и выступов неровностей обрабатываемой поверхности заготовок.
Устройство целесообразно использовать при зачистной (без снятия стружки) и отделочной (со снятием стружки) обработке заготовок на фрезерных и зачистных станках.
Для осуществления отделочной обработки необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5…2 раза, соотношение l/i, где i - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50…100, а коэффициент Кп плотности проволочного ворса в пределах 0,7…0,9; при этом натяг должен составлять 0,7…1,5 мм.
Окружная скорость для отделочной обработки 2…5 м/с, остальные режимы работы устройства определяют опытным путем.
Проведены производственные испытания с использованием предлагаемого устройства для вибрационного плоского иглофрезерования, установленного на вертикально-фрезерном консольном станке мод. 6Р11МФ3-1.
Плоские призматические заготовки из горячекатанной полосы из стали 20 общей массой до 10 кг устанавливались на плиту с постоянными магнитами по ГОСТ 16528-81, которая в свою очередь устанавливалась на предлагаемое устройство. Обработка проводилась с частотой вибраций f=10…50 Гц и величиной амплитуды вибрационных колебаний АВ=0,2…2,0 мм. В состав привода круговых колебаний входил ротационный пневматический двигатель, аналогичный конструкции двигателя пневматического гайковерта мод. И-51 А, мощностью 6,7 кВт, позволяющий плавно регулировать частоту вращения ротора в широких пределах от 600…3000 мин-1.
Значения технологических факторов (частоты вибраций, величины амплитуды вибрационных колебаний) выбирались таким образом, чтобы обеспечить кратность вибрационного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности воздействия ведет к возникновению больших инерционных сил и автоколебаний.
Испытания устройства при отделочной обработке заготовок показали, что оно срезает с обрабатываемой поверхности окалину вместе с упрочненным слоем; при этом в процессе вибрационного иглофрезерования обработанная поверхность не упрочняется, усилие прижатия устройства к обрабатываемой поверхности заготовки составляет 200…600 Н на 10 мм ширины рабочей поверхности устройства, а тангенциальная составляющая силы резания равна 150…550 Н.
Для отделочно-зачистной обработки с использованием предлагаемого устройства необходимо соблюдать условие: р/σВ=1,5…2,0; где р - давление при иглофрезеровании, МПа; σB - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга [3].
При отделочной обработке металлов предлагаемым устройством твердость обработанной поверхности не повышается, в результате улучшается качество обработки, шероховатость обрабатываемой поверхности, а также увеличивается производительность обработки и долговечность инструмента, упрощается его монтаж и демонтаж.
Предлагаемое устройство расширяет технологические возможности иглофрезерования, повышает качество и производительность обработки за счет сообщения обрабатываемой заготовки низкочастотных, не зависящих от частоты вращения инструмента, круговых колебаний, интенсифицирует процесс иглофрезерования за счет изменения направления прогиба проволочных элементов пучка на свободной длине, осуществляя резание не только передними, но и боковыми сторонами проволочных элементов, а также за счет увеличения зоны контакта инструмента с заготовкой, снижает расходы на изготовление оснастки за счет упрощения конструкции привода колебательных движений.
Источники информации
1. Патент РФ № 2294819, МПК B23C 3/00. Способ импульсного иглофрезерования плоских поверхностей. Степанов Ю.С., Киричек А.В., Харламов Г.А., Тарапанов А.С., Афанасьев Б.И., Василенко Ю.В., Фомин Д.С., Самойлов Н.Н. Заявка 2005129374/02, 20.09.2005; 10.03.2007. Бюл. № 7.
2. Справочник технолога-машиностроителя. В 2-х т. 2/Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985, С. 66-110.
3. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей. // Автоматизация и современные технологии, 1992, № 9. - С. 27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
Изобретение относится к машиностроению и может быть использовано для удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев и для резания металлов. Устройство содержит корпус, нижняя часть которого выполнена с возможностью закрепления на столе станка, а верхняя часть - с возможностью установки на ней обрабатываемых заготовок. На верхней части корпуса на шайбе из антифрикционного материала, выполняющей функции подшипника скольжения, установлена и подвижно закреплена с помощью упругого и жесткого колец круглая плита. В ее центре со стороны нижнего торца расточено глухое отверстие, в котором на подшипнике с помощью эксцентриковой втулки установлена шейка ротора с эксцентричным смещением относительно основных шеек. Последние предназначены для базирования ротора на подшипниках в статоре ротационного пневматического двигателя. Статор расположен в средней части корпуса и выполнен с рабочей полостью для подачи сжатого воздуха, воздействующего на лопатки ротора. Расширяются технологические возможности, повышается качество и производительность обработки, снижаются расходы на изготовление оснастки. 13 ил.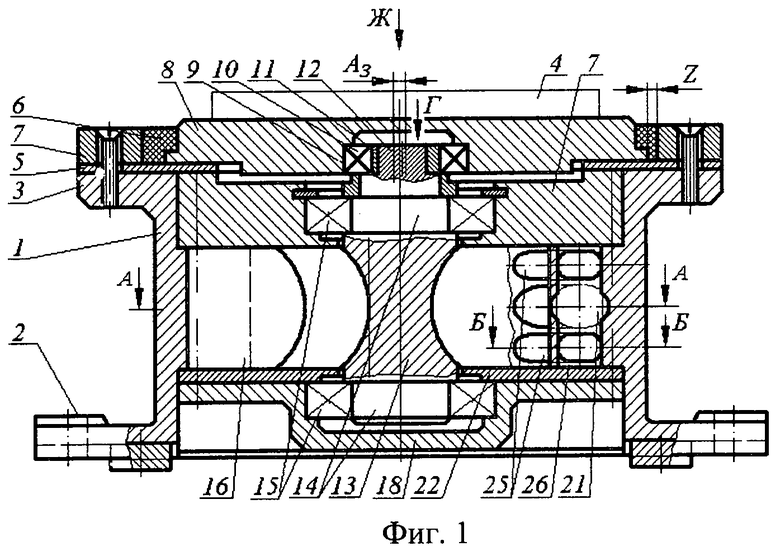
Устройство для вибрационного иглофрезерования, содержащее корпус, нижняя часть которого выполнена с возможностью закрепления на столе станка, а верхняя часть - с возможностью установки на ней обрабатываемых заготовок, отличающееся тем, что на верхней части корпуса на шайбе из антифрикционного материала, выполняющей функции подшипника скольжения, установлена и подвижно закреплена с помощью упругого и жесткого колец круглая плита, в центре которой со стороны нижнего торца расточено глухое отверстие, в котором на подшипнике с помощью эксцентриковой втулки установлена шейка ротора с эксцентричным смещением относительно основных шеек, предназначенных для базирования ротора на подшипниках в статоре ротационного пневматического двигателя, а статор расположен в средней части корпуса и выполнен с рабочей полостью для подачи сжатого воздуха, воздействующего на лопатки ротора.
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| Способ иглофрезерной обработки и иглофрезерный станок | 1986 |
|
SU1389943A1 |
| Устройство для механической зачистки поверхности | 1990 |
|
SU1729621A1 |
| RU 2055703 С1, 10.03.1996 | |||
| МИНИВЕЛОСИПЕД ПРИВАЛОВА | 2000 |
|
RU2224679C2 |

