Изобретение относится к прокатному производству и может быть использовано при изготовлении листовых холодногнутых гофрированных профилей.
Такие профили изготавливаются на многоклетевых профилегибочных станах путем последовательного формообразования гофров, причем продольные сквозные гофры различной конфигурации начинают формовать, как правило, с середины ширины полосовой заготовки. Стальные гнутые гофрированные профили регламентируются ГОСТом 10551, а аналогичные профили с покрытиями (например, оцинкованные) - различными техническими условиями. Технология производства и сортамент гофрированных профилей достаточно подробно описаны, например, в книге под ред. И.С.Тришевского “Холодногнутые гофрированные профили проката”, Киев, Технiка, 1973.
Листовые профили, содержащие только продольные (или поперечные) сквозные гофры имеют значительно отличающуюся жесткость в продольном и поперечном направлениях, что вынуждает потребителей при использовании таких профилей применять дополнительные элементы, “усиливающие” профили в одном из направлений.
Известен облегченный стальной профиль, изготавливаемый из холоднокатаного листа, подвергаемого перед формовкой (профилированием) защитному покрытию (см. япон. пат. №25907 кл. 12 С 221 от 07.11.68 г.). Известен также гофрированный лист для пластинчатых нагревателей с трапециевидной формой гофра, у которого концевые выступы шире половины ширины гофра и вырез на одном конце листа соответствует выступу на другом его конце (см. пат. ГДР №146206 кл. F 28 F 3/06 от 28.01.81 г.).
Недостатком известных гофрированных профилей является их малая поперечная жесткость (т.е. в направлении, перпендикулярном продольным гофрам).
Наиболее близким аналогом к заявляемому объекту является листовой гофрированный профиль, приведенный в книге И.С.Тришевского и др. “Холодногнутые гофрированные профили проката”, Киев, “Технiка”, 1967, с.68, рис.63в.
Этот профиль содержит продольные и поперечные сквозные гофры, разделенные плоскими участками, и характеризуется тем, что все гофры выполнены с полукруглыми поперечными сечениями одинаковых размеров при равном расстоянии между осями гофров. Недостатком такого профиля является возможность его изгиба даже при незначительной нормальной нагрузке, а также возможность трещинообразования при формовке в местах пересечений гофров, особенно при использовании в качестве заготовки полосовой стали с относительно малой пластичностью.
Технической задачей настоящего изобретения является создание у листового гнутого профиля с продольными сквозными гофрами поперечной жесткости без ухудшения качества листов и уменьшение расхода металла при эксплуатации профиля.
Для решения этой задачи у предлагаемого профиля, содержащего заданное число сквозных продольных и поперечных гофров, разделенных плоскими участками, при толщине профиля S=0,8...2,0 мм продольные гофры выполнены треугольными с углом при вершине 90° , с высотой h и с радиусами изгиба r, равными (1,0...1,4)S, а у поперечных гофров с дугообразным поперечным сечением радиус R, образующий вершину гофра, в 1,9...2,1 раза больше радиусов r у его основания, при этом высота поперечных гофров H=(l,6...1,7)h; величина r у этих гофров может составлять (30...35)S, а на боковых кромках профиля могут выполняться либо треугольные гофры, идентичные продольным гофрам, либо разнонаправленные отбортовки с высотой ho=(0,5...0,7)h.
Приведенные соотношения параметров профиля получены в результате обработки опытных данных и являются эмпирическими.
Сущность заявляемого технического решения заключается в выборе таких форм взаимно перпендикулярных гофров и их параметров, которые, во-первых, обеспечивают требуемые продольную и поперечную жесткости листового профиля относительно небольшой толщины, и, во-вторых, гарантируют бездефектную (прежде всего без трещинообразования) формовку профиля. В результате этого отпадает необходимость применения (при эксплуатации профиля) дополнительных “усиливающих” элементов, что дает прямую экономию металла у потребителя.
При необходимости можно выбрать такое соотношение количеств продольных и поперечных гофров, которое даст равную жесткость (несущую способность) листового профиля в двух взаимно перпендикулярных направлениях: вдоль и поперек профиля.
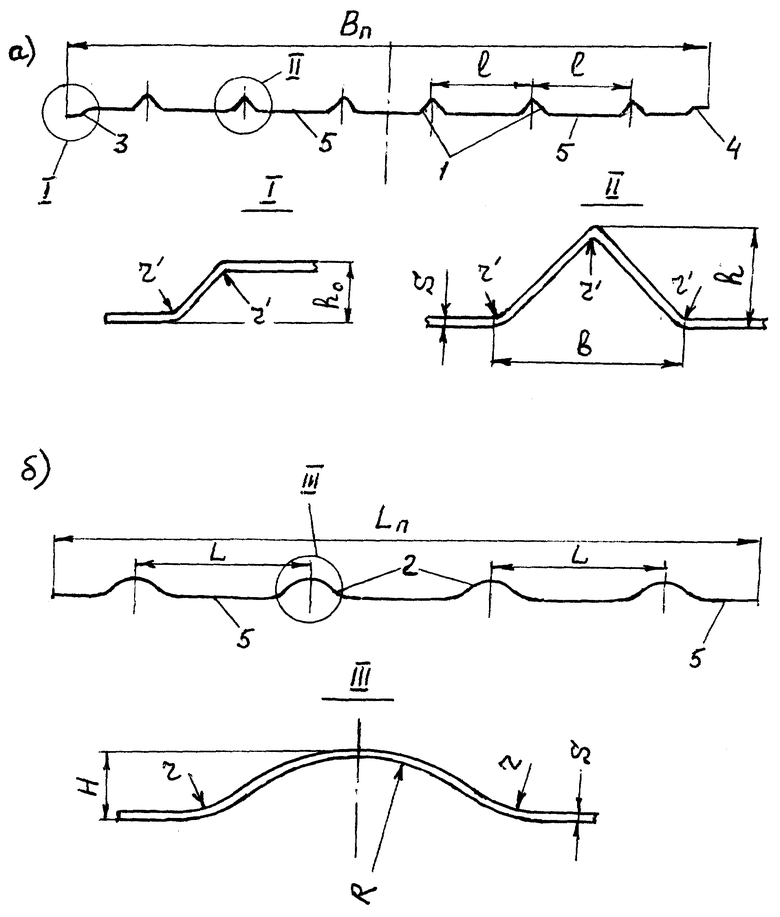
Заявляемый гофрированный профиль (вариант с разнонаправленными отбортовками) показан на чертеже: а-поперечное; б-продольное его сечения, а также поперечные сечения гофров и отбортовок).
Продольные гофры 1 имеют высоту h и ширину b=2h (чертеж, поз.a), a образующие их радиусы r1=(1,0...1,4)S. Высота поперечных гофров 2-H=(1,6...1,7)h (чертеж, поз.б); величина радиусов у их оснований r=(30...35)S, a радиусов при вершине - R=(1,9...2,1)r.
Расстояние между поперечными гофрами - L, между продольными - 1, причем практически всегда L>1. Длина профиля - Ln, ширина - Вn.
Краевые продольные отбортовки 3 и 4 имеют противоположные направления по вертикали, а их высота ho=(0,5...0,7)h. Такое исполнение отбортовок позволяет соединять листы “внахлест”. Участки продольных гофров 1, приходящиеся на поверхность поперечных гофров 2, - дугообразные (изогнуты в вертикальной плоскости), с радиусом изгиба ~R. Аналогичным образом изогнуты и участки отбортовок 3 и 4 (или краевых гофров), приходящиеся на поверхность гофров 2. Все гофры разделены между собой плоскими участками 5.
При формовке заявляемого профиля из полосовой заготовки толщиной 0,8...2,0 мм с σ b≤650 Мпа на стане “0,5-2,5” Магнитогорского меткомбината трещинообразование на гофрах не наблюдалось.
Опытную проверку предлагаемого листового гофрированного профиля осуществляли в ЗАО “Комплекс глубокой переработки” ОАО “ММК”. С этой целью на профилях с различным числом продольных и поперечных гофров разных размеров производили испытания их несущей способности. Листовые профили, выполненные из вышеуказанной полосовой стали, имели ширину 0,9...1,3 м и длину 2,3...4,5 м.
При испытаниях на продольный изгиб профили устанавливались на двух опорах (передний и задний концы листов), а на поперечный изгиб - опоры были под левой и правой кромками листов.
Наилучшие результаты: отсутствие дефектов при формовке профилей и требуемая поперечная жесткость получены при изготовлении и испытаниях заявляемого гофрированного листового профиля. Отклонения от вышеприведенных его параметров ухудшали результаты.
Так, уменьшение величины радиуса R при вершине поперечных гофров (до 1,2 r...1,8 r) приводило к появлению трещин на продольных гофрах, а при R>2,1r жесткость профиля в поперечном направлении была недостаточной. Аналогичным образом увеличение высоты поперечных гофров (более 1, 7h) вызывало частичное смятие треугольных гофров и в отдельных случаях приводило к появлению на них трещин; при Н<1,6h уменьшалась поперечная жесткость.
При величинах r>35S наблюдалось “осаживание” (уменьшение H) поперечных гофров при нагрузке профиля, а при r<30S наблюдались случаи искривления сечения и смятие треугольных гофров, что приводило к снижению уровня качества листов. С увеличением высоты отбортовок (ho>0,7h) отмечены случаи их смятия на поперечных гофрах, а при ho<0,5h снижалась до недопустимых величин продольная жесткость профиля.
Были также проведены испытания гофрированного профиля, выбранного в качестве ближайшего аналога (см. выше), имевшего одинаковые Ln, Bn и S с предлагаемым профилем. В этом случае отношение величин поперечной и продольной жесткостей оказалось близким к величине Ln : Bn, т.е. поперечная жесткость была явно недостаточной. Кроме того, при формовке и испытаниях этого профиля отмечены случаи трещинообразования в местах пересечений гофров.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом.
Технико-экономические расчеты показали, что использование предлагаемого листового гофрированного профиля для различных целей (в качестве настилов, перекрытий, вертикальных перегородок, стеновых панелей и т.д.) позволит уменьшить расход металла на дополнительные усиливающие элементы ориентировочно в пределах 10...50% при соответствующем снижении производственных затрат у потребителей.
Пример конкретного выполнения
Листовой гофрированный профиль с Ln=2,5 м, Вn=1,1 м выполнен из холоднокатаной листовой стали толщиной S=1,3 мм с σ b=470 Мпа и имеет вид, показанный на чертеже. На профиле выполнены шесть продольных и четыре поперечных гофра.
Размеры профиля: h=18 мм, b=36 мм, r1=1, 2S=1,2· 1, 3≈ 1,6 мм, H=l,65h~30 мм, r=32,5S~42 мм, R=2r=84 мм, ho=0,6h~11 мм, l=165 мм, L=625 мм.
Продольная жесткость профиля - 165 кг, поперечная - 780 кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЬ ВЫСОКОЙ ЖЕСТКОСТИ | 1995 |
|
RU2073574C1 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2004 |
|
RU2281177C1 |
| ГНУТЫЙ ПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА | 1997 |
|
RU2118579C1 |
| ГНУТЫЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2471584C1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА С ГОФРАМИ | 2007 |
|
RU2354477C2 |
| ГОФРИРОВАННЫЙ ГНУТЫЙ ПРОФИЛЬ | 1998 |
|
RU2131318C1 |
| ГНУТЫЙ ЛИСТОВОЙ ПРОФИЛЬ | 1996 |
|
RU2116151C1 |
| Листовой гофрированный профиль | 1991 |
|
SU1750780A1 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2008 |
|
RU2369458C1 |
Изобретение относится к прокатному производству и может быть использовано в машиностроении при изготовлении листовых гофрированных профилей. Листовой гофрированный профиль содержит заданное число сквозных продольных и поперечных гофров, разделенных плоскими участками, при толщине профиля S=0,8...2,0 мм продольные гофры выполнены треугольными с определенным углом при вершине, с высотой и радиусами изгиба, а у поперечных гофров с дугообразным поперечным сечением радиус, образующий вершину гофра, превышает радиус у его основания, а высота поперечных гофров превышает высоту продольных гофров. Повышается поперечная жесткость профиля без ухудшения качества и уменьшается расход металла при его эксплуатации. 3 з.п. ф-лы, 1 ил.
| ТРИШЕВСКИЙ И.С | |||
| и др | |||
| Холодногнутые гофрированные профили проката | |||
| - Киев: Техника, 1967, с.68, рис.63 | |||
| Способ изготовления холодногнутых профилей проката | 1977 |
|
SU662195A1 |
| RU 94038522 A1, 10.09.1996 | |||
| Способ лечения ложного сустава костей | 1985 |
|
SU1263241A1 |
| СПОСОБ ВЕРТИКАЛЬНОГО ВЗЛЕТА И ПОСАДКИ РАКЕТЫ-НОСИТЕЛЯ "ПРПИ" | 2000 |
|
RU2187446C2 |

