Данное изобретение касается электролизеров для производства алюминия. В одном своем аспекте это изобретение касается катодных коллекторных стержней, используемых в производстве алюминия электролизеров для электролитического восстановления глинозема из расплава.
Алюминий производят путем электролитического восстановления оксида алюминия (т.е. глинозема), растворенного в электролите. Алюминий, производимый в промышленных масштабах электролитическим восстановлением глинозема, называется первичным алюминием.
Электролиз включает в себя электрохимическое окисление-восстановление, связанное с разложением соединения. Электрический ток проходит между двумя электродами через ванну расплавленного криолита Na3AlF6, содержащую растворенный глинозем. Криолитовый электролит состоит из ванны расплавленного криолита Na3AlF6, содержащей глинозем и другие материалы, например такие, как флюорит, растворенный в электролите. Металлическая составляющая соединения уменьшается вместе с соответственной окислительной реакцией.
Электрический ток проходит между электродами от анода к катоду, обеспечивая тем самым электроны с необходимой электродвижущей силой для того, чтобы восстанавливать металлическую составляющую электролита, которая обычно является желательным электролитическим продуктом, например, при электролитическом производстве алюминия. Электрическая энергия, затрачиваемая на протекание желательной реакции, зависит от характера соединения и состава электролита.
Электролизеры типа Холла-Эру  для производства алюминия путем восстановления глинозема работают при низких напряжениях (например, 4-5 В) и больших электрических токах (например, 70000-325000 А). Большой электрический ток поступает в электролизер через анодное устройство и затем проходит через криолитовую ванну, через слой расплавленного металлического алюминия и затем входит в угольный катодный блок. Электрический ток выводится из электролизера посредством катодных коллекторных стержней.
для производства алюминия путем восстановления глинозема работают при низких напряжениях (например, 4-5 В) и больших электрических токах (например, 70000-325000 А). Большой электрический ток поступает в электролизер через анодное устройство и затем проходит через криолитовую ванну, через слой расплавленного металлического алюминия и затем входит в угольный катодный блок. Электрический ток выводится из электролизера посредством катодных коллекторных стержней.
Когда по электролиту проходит электрический ток, глинозем на катоде электролитически восстанавливается до алюминия, а углерод на аноде окисляется главным образом до диоксида углерода. Произведенный таким образом алюминий накапливается в виде слоя расплавленного алюминия и периодически выпускается. Промышленные электролизеры для производства алюминия путем восстановления глинозема работают при поддержании минимальной глубины жидкого алюминия, поверхность которого служит в качестве фактического катода. Минимальная глубина слоя алюминия составляет приблизительно 2 дюйма (5,08 см) и может быть равной 20 дюймам (50,8 см).
Над слоем расплавленного металлического алюминия поддерживается глинозем-криолитовая ванна с заданной глубиной. Ток проходит через криолитовую ванну с потерей напряжения, прямо пропорциональной длине пути тока, то есть зазору или межполюсному расстоянию между анодом и слоем расплавленного алюминия. Типичная потеря напряжения составляет приблизительно 1 В на дюйм (0,4 В на см). Любое увеличение расстояния между анодом и катодом ограничивает максимальную отдачу по мощности и эффективность работы электролизера.
Большая часть падения напряжения на электролизере происходит в электролите и обуславливается электрическим сопротивлением электролита или электролитической ванны на расстоянии между анодом и катодом. Электрическое сопротивление ванны или падение напряжения в обычных электролизерах типа Холла-Эру для электролитического восстановления глинозема, растворенного в расплавленной криолитовой ванне, включает в себя потенциал разложения, то есть энергию, используемую при производстве алюминия, и дополнительное напряжение, относящееся к тепловой энергии, вырабатываемой в межэлектродном пространстве за счет сопротивления ванны. Эта последняя тепловая энергия составляет от 35 до 45 процентов от общего падения напряжения на электролизере, и в качестве сравнения, представляет собой удвоенную величину падения напряжения, относящегося к потенциалу разложения.
Неблагоприятный результат уменьшения расстояния между анодом и катодом заключается в значительном снижении выхода по току электролизера в том случае, когда металл, производимый путем электролиза на катоде, окисляется при контакте с анодным продуктом. Например, при электролизе растворенного в криолите глинозема образовавшийся на катоде металлический алюминий может легко окисляться обратно в оксид алюминия или соль алюминия из-за его непосредственной близости к образуемому на аноде оксиду углерода. Уменьшение расстояния между анодом и катодом обеспечивает больший контакт между анодным продуктом и катодным продуктом и значительно ускоряет повторное окисление или "обратную реакцию" восстановленного металла, снижая при этом выход по току.
Электрический ток большой силы, проходящий через электролизер, создает мощные магнитные поля, которые стимулируют циркуляцию слоя расплавленного алюминия, что приводит к таким проблемам, как сниженный выход по току и "обратная реакция" расплавленного алюминия с электролитом. Магнитные поля также изменяют глубины с получением неравномерных расстояний между слоем расплавленного алюминия и анодом. При этом движение слоя металлического алюминия увеличивается, иногда резко взбалтывая расплавленный слой и образуя вихри и вызывая локализированное электрическое короткое замыкание.
Изменения глубины слоя металла накладывают ограничения на уменьшение промежутка между анодом и катодом и приводят к потерям с точки зрения выхода по току. Энергия теряется на электролите, находящемся между анодными и катодными блоками. Движение слоя расплавленного металлического алюминия также вносит свой вклад в неравномерный износ угольных катодных блоков и может ускорять выход электролизера из строя.
Турбулентность в слое металла также увеличивает “обратную реакцию” или повторное окисление катодных продуктов, вследствие чего снижается эффективность работы электролизера. Турбулентность в слое металла ускоряет разрушение и деградацию футеровки подины катода из-за трения и проникновения криолита.
В используемом в настоящее время обычном катоде стальные катодные коллекторные стрежни простираются от внешних электрических шин через каждую боковую стенку электролитической ванны в блоки угольных катодов. Стальные катодные коллекторные стержни прикреплены к катодным блокам литейным чугуном, углеродным клеем или уплотненной углеродистой пастой (массой) с тем, чтобы способствовать электрическому контакту между угольными катодыми блоками и стальными катодными коллекторными стержнями.
Поток электрического тока через слой алюминия и угольный катод следует по пути наименьшего сопротивления. Электрическое сопротивление в обычном катодном коллекторном стержне является пропорциональным длине пути тока от точки входа электрического тока в катодный коллекторный стержень до ближайшей внешней шины. Более низкое сопротивление на пути прохождения тока, начинающегося в точках на катодном коллекторном стержне ближе к внешней шине, вызывает искажение потока тока через слой расплавленного алюминия и угольные катодные блоки в этом направлении. Горизонтальные составляющие потока электрического тока взаимодействуют с вертикальной составляющей магнитного поля, неблагоприятно влияя на эффективное функционирование электролизера.
Существующая технология изготовления катодных коллекторных стержней, используемых в электролизерах типа Холла-Эру, ограничена сортовым прокатом или литыми заготовками из мягкой (низкоуглеродистой) стали. Высокая температура и агрессивная химическая природа электролита совместно образуют жесткую рабочую среду. Высокая температура плавления и низкая стоимость стали компенсируют ее относительно низкую удельную электропроводность. По сравнению с этим, потенциальные альтернативные металлы, такие как медь или серебро, имеют высокую удельную электропроводность, но низкие температуры плавления и высокую стоимость. В устройстве и способе согласно настоящему изобретению используется медь, поскольку она обеспечивает предпочтительное сочетание удельной электропроводности, температуры плавления и стоимости. Можно использовать другие материалы с высокой электропроводностью, основываясь на их сочетании удельной электропроводности, температуры плавления и стоимости по отношению к процессу производства алюминия.
Так, например, в патенте США №3551319 (выданный 29.12.1970 и принадлежавший фирме Kaiser Aluminum and Chemical Corporation) описывается электролизер для производства алюминия, содержащий анодное устройство, подвешенное в корпусе, имеющем углеродсодержащую футеровку и внедренные в него катодные коллекторные стрежни, которые выполнены в виде железного кожуха, окружающего медную сердцевину и действующего в качестве защиты для снижения воздействия магнитного поля от коллектора в точке контакта со слоем расплавленного металла.
Следует также отметить патент США №2846388 (выданный 05.08.1958, принадлежавший фирме Pechiney), в котором описывается приваривание медных стрежней к стальным стержням, используемым в качестве катодных коллекторов в электролизере для производства алюминия. Однако в данном случае целью являлось снижение падения напряжения на подине электролизера.
Удельная электропроводность стали настолько низкая по сравнению со слоем металлического алюминия, что наружная треть коллекторного стержня, ближайшая к боковой стенке электролитической ванны, несет большую часть нагрузки, благодаря чему создается очень неравномерное распределение катодного тока внутри каждого катодного блока. Из-за химических свойств, физических свойств и, в частности, электрических свойств обычных антрацитовых катодных блоков, низкая удельная электропроводность стали до недавнего времени не представляла серьезного ограничения всего процесса в целом.
Обычные катоды содержали либо 100% антрацита газового обжига (АГО), либо 100% антрацита электрического обжига (АЭО). Такие катодные блоки имели низкую термостойкость. Эти катодные блоки сильно набухали в условиях электролиза, то есть под влиянием катодного тока, восстановленного натрия и растворенного алюминия. Эти катодные блоки имели низкую удельную электропроводность (по сравнению с графитом). В их пользу говорит то, что такие катодные блоки имели низкую эрозию или скорость износа (по сравнению с графитом).
Чтобы преодолевать недостатки 100% антрацитовых катодов, изготовители катодов добавляли все увеличивающиеся пропорции графита к сырьевой смеси катодных блоков. Полагают, что минимум 30% графита оказывается в большинстве случаев достаточным для избежания растрескивания при резких перепадах температуры и обеспечения приемлемых электрических свойств и стойкости к натрию. Дальнейшие добавления наполнителя из графита вплоть до 100% или наполнителя из графитизированного при температуре 2000-3000°С кокса до 100% обеспечивают предпочтительные рабочие условия и производительность.
При увеличении содержания графита или степени графитизации повышается скорость, с которой разрушаются или изнашиваются катодные блоки.
В целях экономии, обусловленной ростом масштаба производства, увеличивали размер электролизеров для производства алюминия при увеличении рабочей силы тока. При увеличении рабочей силы тока увеличивали процентное содержание графита в катодах для того, чтобы выгодно использовать улучшенные электрические свойства и максимизировать производительность. Во многих случаях это приводило к переходу на графитизированные катодные блоки.
Функционирование электролизера наиболее часто останавливается, когда металлический алюминий загрязняется при контакте со стальными коллекторными стержнями. Это может случаться в том случае, когда катод дает утечку в месте спая соединенных блоков, когда катодные блоки растрескиваются или разрушаются из-за тепловых или химических воздействий или объединенных термохимических воздействий, или когда эрозия верхней поверхности блока приводит к обнажению коллекторного стержня. При применении катодных блоков с более высоким содержанием графита и более графитизированных блоков доминирующий тип отказа обусловлен крайне локализированной эрозией поверхности катода, в конечном счете оставляющей коллекторный стержень незащищенным от металлического алюминия.
В ряде конструкций электролизеров более высокие максимальные скорости эрозии наблюдались для этих блоков с более высоким содержанием графита, чем для блоков с 30% графита/АЭО или блоков со 100% АЭО. Следовательно, за счет ухудшения эксплуатационных характеристик увеличивается срок службы.
Имеется связь между скоростью быстрого износа, локализацией области максимального износа и неоднородностью распределения катодного тока. Катоды с более высоким содержанием графита и более графитизированные катоды являются более электропроводными и в результате имеют значительно более неравномерный рисунок распределения катодного тока и, следовательно, более высокую скорость износа.
В соответствии с этим, существует необходимость в разработке и обеспечении более равномерного распределения катодного тока с тем, чтобы уменьшить скорость износа катода, увеличить срок службы электролитической ванны и обеспечить возможность реализации эксплуатационных преимуществ катодных блоков с более высоким содержанием графита и более графитизированных блоков.
Задача настоящего изобретения состоит в том, чтобы создать электролизер для производства алюминия путем электролитического восстановления глинозема, использующий новый катодный коллекторный стержень, включающий в себя твердую прокладку из черного металла для поддержания управляемого теплового баланса в электролитической ванне.
Предложен электролизер для производства алюминия путем электролитического восстановления глинозема, содержащий стенку ванны, внешнюю относительно стенки ванны электрическую шину, анод, углеродсодержащий катод, в пазу которого размещен выполненный в виде тела из черного металла коллекторный стержень с внешним и внутренним концами и с размещенным в его полости медным вкладышем, при этом внешний конец коллекторного стержня соединен с электрической шиной, отличающийся тем, что полость в коллекторном стержне выполнена со стороны его внутреннего конца и не доходит до внешнего конца.
Предпочтительно, полость и медный вкладыш в коллекторном стержне имеют в поперечном сечении многоугольный профиль или круглый профиль. Предпочтительно, углеродсодержащий катодный блок содержит 30-100 мас.% графита.
Эти и другие преимущества настоящего изобретения станут более очевидными из последующего подробного описания настоящего изобретения.
В соответствии с настоящим изобретением, предложены устройство и способ производства алюминия. Устройство согласно изобретению содержит электролизер для электролитического восстановления глинозема, растворенного в расплавленной соляной ванне, до металлического алюминия. Электрический ток проходит между анодом и катодом через расплавленную ванну, производя на катоде металлический алюминий.
Электролизер имеет стенки ванны, включающие в себя первую стенку ванны и вторую стенку ванны, анод, углеродсодержащий катодный блок, отделенный от анода, электрическую шину, внешнюю относительно первой стенки ванны, и коллекторный стержень, соединяющий электрическую шину с катодным блоком. Катодный блок предпочтительно имеет паз, в котором размещен коллекторный стержень. Стенки ванны образуют камеру, содержащую расплавленную соляную ванну.
Коллекторный стержень включает в себя тело из черного металла и медный вкладыш. Используемый здесь термин "черный металл" относится к железу и стали, включая мягкую сталь, малоуглеродистую сталь и нержавеющую сталь. Термин "медь" включает в себя сплавы меди с различными другими металлами, включая серебро. Для практического применения настоящего изобретения предпочтительны относительно чистые формы меди, содержащие по меньшей мере 99 мас.% меди, из-за ее превосходной удельной электропроводности.
Коллекторный стержень имеет тело из черного металла, содержащее твердую прокладку из черного металла, имеющую внешний конец, соединенный с электрической шиной, и внутренний конец, отделенный некоторым расстоянием по направлению внутрь от первой стенки ванны. Прокладка улучшает тепловой баланс в ванне посредством предотвращения чрезмерной передачи тепла между медным вкладышем и электрической шиной. Тело из черного металла также включает в себя кожух из черного металла, изготовленный за одно целое с прокладкой и образующий полость, вмещающую медный вкладыш. Полость проходит между внешним концом, смежным с внутренним концевым участком прокладки, и внутренним отверстием. Полость и медный вкладыш могут быть многоугольными или круглыми в поперечном сечении. Предпочтителен цилиндрический медный вкладыш внутри полости, имеющей круглое поперечное сечение.
Паз в катодном блоке предпочтительно содержит средство для подсоединения коллекторного стержня к катодному блоку, предпочтительно из электропроводного материала. Этим материалом может быть чугун, углеродсодержащий клей или уплотненная углеродистая паста, и предпочтительно - чугун.
Катодное устройство согласно настоящему изобретению пригодно для производства алюминия путем электролиза. Катодное устройство расположено на некотором расстоянии ниже анода в камере, содержащей расплавленную соляную ванну. Электрический ток проходит от анода к катодному устройству, восстанавливая глинозем, растворенный в расплавленной соляной ванне, до алюминия, выделяющегося в виде слоя над катодными блоками. Медный вкладыш в коллекторном стержне распределяет электрический ток более равномерно, чем в известных ваннах, имеющих коллекторные стержни, содержащие только сталь или другой черный металл. Прокладка из черного металла в теле коллекторного стержня снижает тепловые потери по сравнению с коллекторными стержнями, имеющими медный вкладыш, соединенный непосредственно с электрической шиной.
Фиг.1 представляет собой схематический вид в поперечном разрезе электролизера для производства алюминия согласно уровню техники.
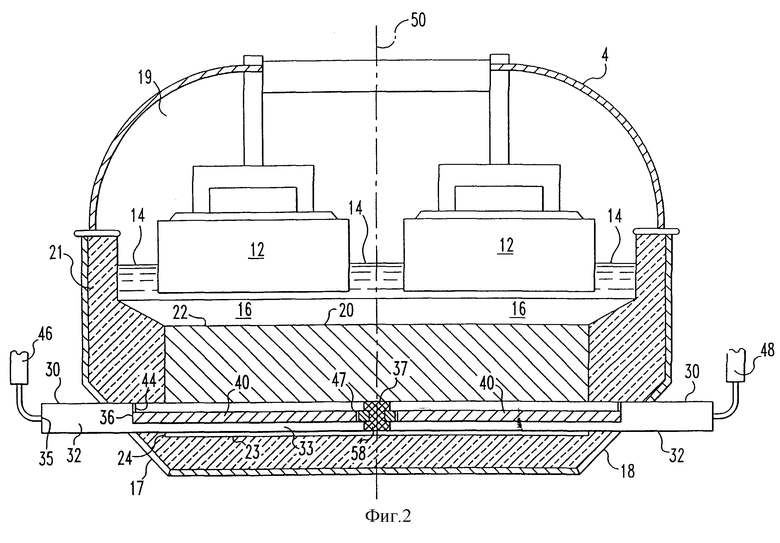
Фиг.2 представляет собой схематический вид в поперечном разрезе электролизера для производства алюминия в соответствии с настоящим изобретением.
Фиг.3 представляет собой схематический вид коллекторного стержня, используемого в электролизере, показанном на фиг.2.
Фиг.4 представляет собой вид в поперечном разрезе по линии 4-4 на фиг.3.
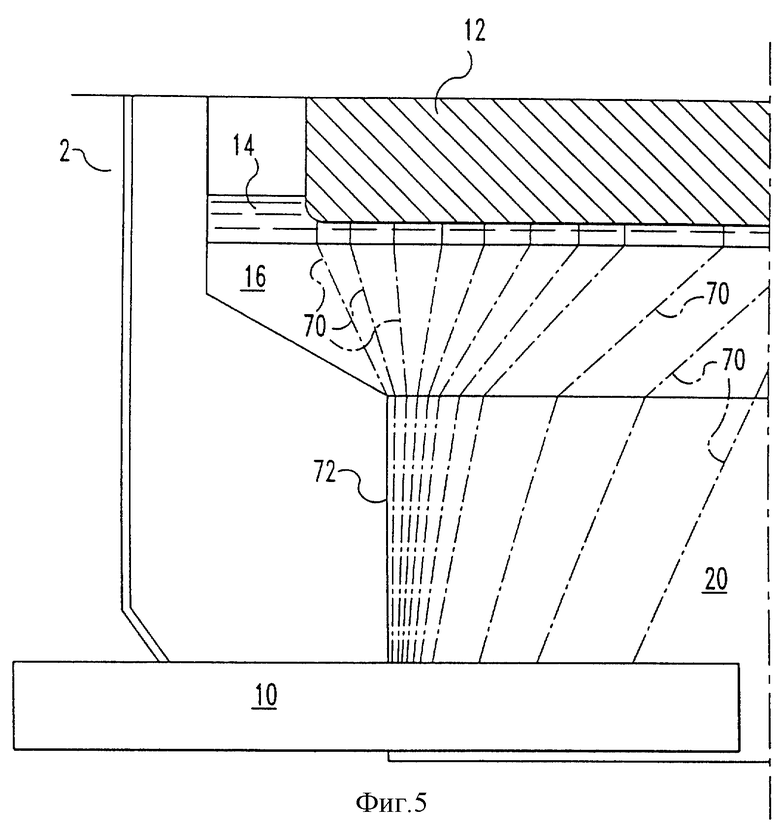
Фиг.5 представляет собой схематическое изображение путей тока в электролизере для производства алюминия согласно уровню техники.
Фиг.6 представляет собой схематическое изображение путей тока в электролизере согласно настоящему изобретению.
Устройство и способ согласно настоящему изобретению обеспечивают новый коллекторный стержень, который снижает до минимума горизонтальные электрические токи, в то же время ограничивая тепловые потери. Новый коллекторный стержень согласно настоящему изобретению может быть использован в существующих электролизерах для производства алюминия, имеющих стандартные угольные катодные блоки.
Рассмотрим теперь фиг.1, на которой показан электролизер 2 для производства алюминия согласно уровню техники, имеющий пару обычных катодных коллекторных стержней 10. Коллекторные стержни 10 имеют в поперечном сечении прямоугольный профиль, и их изготавливают из мягкой низкоуглеродистой стали. Электрический ток поступает в электролизер через аноды 12, проходит через электролитическую ванну 14 и слой 16 расплавленного металлического алюминия и затем поступает в угольный катодный блок 20. Ток выводится из электролизера катодными коллекторными стержнями 10. Как показано на фиг.5, линии 70 электрического тока распределены неравномерно и больше сконцентрированы у ближайших к внешней электрической шине (не показана) концов коллекторных стержней.
Рассмотрим теперь фиг.2, на которой показан электролизер 4 согласно настоящему изобретению. Электролизер 4 включает в себя первую стенку 17 и вторую стенку 18 ванны. Стенки ванны определяют камеру 19, футерованную по ее поду и боковым сторонам огнеупорными кирпичами 21 и содержащую расплавленный электролит 14. Катодный блок 10 имеет два катодных коллекторных стержня 30 половинной ширины. Каждый коллекторный стержень 30 проходит от электрических шин 46, 48, находящихся снаружи стенок 17, 18 ванны, внутрь по направлению к центральной линии 50. Коллекторные стержни 30 разделяются промежутком 58 в середине ванны, заполненным измельчаемым материалом или кусками угля (углерода) или уплотненной смесью для шва или смесью таких материалов. Промежуток 58 предпочтительно заполнен смесью таких материалов.
Катодный блок 20 имеет верхнюю поверхность 22, поддерживающую слой 16 металла, и нижнюю поверхность 23, определяющую паз 24, проходящий между противоположными боковыми концами блока 20. Стальные коллекторные стержни 30 введены в паз 24 и закреплены там слоем электропроводного материала, предпочтительно чугуном, соединяющим коллекторные стержни 30 с блоком 20.
Теперь рассмотрим фиг.2, 3 и 4, на которых показаны коллекторные стержни 30, каждый из которых включает в себя тело из черного металла, содержащее твердую прокладку 32 и кожух 33, образующий полость 34. Каждая прокладка 32 имеет внешний конец 35, соединенный с электрической шиной 46, и внутренний конец 36, отделенный некоторым расстоянием по направлению внутрь от внешнего конца 35. Внутренний конец 36 предпочтительно находится внутри стенки 17 ванны, как показано на фиг.2.
Обращаясь теперь к фиг.3 и 4, отметим, что полость 34 просверливают во внутренней боковой стороне 37 каждого коллекторного стержня 30. Полости 34 подвергают механической обработке с целью получения диаметра приблизительно 1,628 дюйма (4,135 см), так что их площадь поперечного сечения составляет приблизительно 2,08 дюйма2 (13,42 см2), в коллекторном стержне, имеющем площадь поперечного сечения приблизительно 24 дюйма2 (154,84 см2). Полости 34 проходят в продольном направлении между отверстиями во внутренних боковых сторонах 37 коллекторных стержней 30 и внутренними концами 36 прокладок 32. Полости 34 расположены по центру внутри коллекторных стержней 30 с целью минимизирования деформаций, сопровождающих нагрев и охлаждение.
Внутри каждой полости 34 размещают медный вкладыш 40, содержащий цилиндрический стержень. Медный вкладыш имеет диаметр приблизительно 1,625±0,0025 дюйма (4,1275±0,00635 см), так что площадь его поперечного сечения составляет приблизительно 2,07 дюйма (13,355 см2). Для практического применения настоящего изобретения предпочтительны медные вкладыши, состоящие из меди высокой степени проводимости, содержащей приблизительно 99,95-99,99 мас.% меди.
В каждом коллекторном стержне 30 между полостью 34 и верхней поверхностью просверливают воздушный канал 44. Воздушный канал 44 выводит воздух из полости 34, когда в нее вводят медный вкладыш 40. После расположения вкладыша 40 на месте воздушный канал 44 заполняют огнеупорным раствором. Если в полости 34 образуется достаточное давление для удаления раствора, воздушный канал 44 обеспечивает путь для снятия давления.
В полости 34 размещают стальную заглушку 45 с тем, чтобы закрыть медный вкладыш 40. Небольшое пространство 47 между заглушкой 45 и вкладышем 40 обеспечивает расширение при нагревании до рабочей температуры. Заглушку 45 приваривают к внутренней боковой стороне 37 коллекторного стержня 30. В особенно предпочтительном варианте осуществления пространство 47 обеспечивает допуск на расширение, составляющий приблизительно 0,65 дюйма (1,65 см), а стальная заглушка 45 имеет длину приблизительно 1 дюйм (2,54 см).
Устройство и способ согласно нашему изобретению перенаправляют ток в электролизере типа Холла-Эру с целью снижения или устранения недостатков, обусловленных неравномерными электрическими токами и горизонтальными электрическими токами.
На путь катодного тока и распределение тока влияет перепад между удельной электропроводностью слоя металлического алюминия и катодного устройства. При большом перепаде удельной электропроводности в пользу слоя металлического алюминия предпочтительный путь тока будет проходить в боковом направлении через слой металлического алюминия к боковой стенке электролитической ванны и затем по направлению вниз через катодный блок к коллекторному стержню.
На фиг.5 показан градиент 70 тока в электролитической ванне 2 согласно уровню техники, имеющей анод 12, слой 16 расплавленного металлического алюминия, катодный блок 20 и коллекторный стержень 10. Самая высокая концентрация тока находится непосредственно над стальным коллекторным стержнем 10 вблизи наружного конца 72 катодного блока 20. Самая низкая концентрация тока находится в середине катодного блока 20 рядом с внутренним концом коллекторного стержня 10. Рисунки локализированного износа, наблюдаемые на катодном блоке 20, оказываются самыми глубокими в области самой высокой плотности электрического тока.
При увеличении удельной электропроводности катодного блока 20, что отражает переход к более высокому содержанию графита и более графитизированным катодным блокам, распределение 70 катодного тока становится более концентрированным у наружного конца 72 катодного блока. При постоянной силе тока скорость локализированного износа возрастает вблизи наружного конца 72 блока 20 с увеличением содержания графита и достигнет максимума в случае графитизированных катодных блоков.
Устройство и способ согласно нашему изобретению перенаправляют ток в электролизере типа Холла-Эру так, чтобы уменьшить недостатки, обусловленные неравномерными и горизонтальными электрическими токами. Как показано на фиг.6, ванна 2 включает в себя анод 12, слой 16 расплавленного металлического алюминия, катодный блок 20 и коллекторный стержень 30, имеющий медный вкладыш 40. Градиент 90 тока проходит от анода 12 к слою 16 металлического алюминия и по всей длине катодного блока 20. Рисунок 90 распределения тока является более однородным, чем рисунок 70, показанный на фиг.5. Медный вкладыш 40 увеличивает удельную электропроводность коллекторного стержня 30 благодаря снижению перепада проводимости в пользу слоя 16 расплавленного алюминия, вследствие этого более равномерно распределяя ток по блоку 20.
При рабочих температурах электролитической ванны алюминий имеет удельную электропроводность 3470000 (Ом·м)-1, а сталь имеет удельную электропроводность 877800 (Ом·м)-1. Проводимость меди, равная 1628000 (Ом·м)-1, значительно выше, чем у стали. Авторы настоящего изобретения наблюдали, что расположение медного вкладыша в стальном коллекторном стержне значительно увеличивает его общую удельную электропроводность, соответствующую более низкому общему сопротивлению коллекторного стержня. В результате получается более однородное распределение тока в катоде и пониженная скорость локализированного износа.
Падение напряжения на катоде также снижается вплоть до 50 мВ. Это падение напряжения можно использовать для снижения расхода электроэнергии при постоянной производительности или увеличения тоннажа алюминия, производимого при постоянном снабжении энергии.
Концы коллекторных стержней, проходящие через боковые стенки электролитической ванны, действуют как радиаторы или теплоотводы. Вставка медных вкладышей в коллекторные стержни увеличивает тепловые потери электролитической ванны. Соответственно, следует тщательно контролировать длину медного вкладыша с тем, чтобы предотвратить чрезмерные тепловые потери и неблагоприятное влияние на срок службы электролитической ванны. Медные вкладыши предпочтительно не должны проходить наружу за боковые стенки 17, 18 электролитической ванны. Предпочтительно также совместно использовать коллекторный стержень с медным вкладышем с дополнительным изоляционным материалом в ванне для компенсации дополнительных тепловых потерь, вызываемых медным вкладышем.
Имея описанные таким образом предпочтительные варианты осуществления нашего изобретения, следует понимать, что изобретение можно реализовать иначе, не выходя при этом за рамки сущности и объема притязаний нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2657682C2 |
| ЭЛЕКТРОЛИЗЕР ВОССТАНОВЛЕНИЯ И КОЛЛЕКТОРНЫЙ СТЕРЖЕНЬ | 2001 |
|
RU2265085C2 |
| КАТОДНАЯ СЕКЦИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2285754C1 |
| КАТОДЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ПАЗОМ НЕПЛОСКОЙ КОНФИГУРАЦИИ | 2006 |
|
RU2403324C2 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ | 2005 |
|
RU2303654C2 |
| СОСТАВНОЙ ТОКООТВОДЯЩИЙ СТЕРЖЕНЬ | 2008 |
|
RU2494174C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ ИЗ СМЕСИ РАСПЛАВЛЕННЫХ СОЛЕЙ И ГЛИНОЗЕМА | 2005 |
|
RU2281986C1 |
| КАТОДЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ПЕНОГРАФИТОВОЙ ОБЛИЦОВКОЙ | 2006 |
|
RU2389826C2 |
| КАТОДНЫЙ ТОКООТВОД/СОЕДИНИТЕЛЬ ДЛЯ ЭЛЕКТРОЛИЗЕРА ХОЛЛА-ЭРУ | 2017 |
|
RU2723867C1 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2017 |
|
RU2744131C2 |



Изобретение относится к металлургической промышленности, в частности к катодным коллекторным стержням. Предложен электролизер, содержащий стенку, внешнюю относительно стенки электрическую шину, анод, углеродсодержащий катод, в пазу которого размещен выполненный в виде тела из черного металла коллекторный стержень с внешним и внутренним концами и с размещенным в его полости медным вкладышем, при этом внешний конец коллекторного стержня соединен с электрической шиной, при этом полость в коллекторном стержне выполнена со стороны его внутреннего конца и не доходит до внешнего конца. Полость и медный вкладыш в коллекторном стержне может иметь многоугольный или круглый профиль в поперечном сечении. Углеродсодержащий катодный блок содержит 30-100 вес.% графита. Технический результат - обеспечение более равномерного распределения катодного тока с тем, чтобы уменьшить скорость износа катода, увеличить срок службы электролизера. 3 з.п. ф-лы, 6 ил.

| US 3551319 А, 29.12.1970 | |||
| Катод алюминиевого электролизера для получения алюминия электролизом криолит-глиноземного расплава | 1985 |
|
SU1349702A3 |
| Катодная секция алюминиевого электролизера | 1984 |
|
SU1260412A1 |
| Катодная секция алюминиевого электролизера | 1980 |
|
SU926079A1 |
| Способ формирования упорной призмы намывного гидротехнического сооружения из цементирующего материала | 1983 |
|
SU1161632A1 |
