Группа изобретений относится к квантовой электронике и может быть использована при изготовлении газовых лазеров с ВЧ возбуждением со складными многоканальными, в том числе волноводными резонаторами.
Известен волноводный СО2-лазер с ВЧ возбуждением, содержащий корпус, внутри которого размещены два электрода и пластина изолятор с двумя взаимно параллельными пазами, образующими разрядные каналы, которые оптически объединены двумя поворотными зеркалами. При этом плоскость поляризации излучения в резонаторе параллельна плоскости токоподводящих электродов, а так же плоскости падения в поворотных зеркалах. Подача ВЧ напряжения на оба волноводных разрядных канала осуществляется от общего источника питания (см. патент США №4429398, кл. 372-64, опубл. 1984 г.).
К недостаткам известного лазера следует отнести:
- снижение мощности излучения лазера, вызванное потерями на отражение в поворотных зеркалах, ориентированных таким образом, что плоскость поляризации падающего излучения параллельна плоскости падения. Иная ориентация поворотных зеркал, при которой эти потери минимальны, в данной конструкции не может быть реализована принципиально;
- низкая надежность зажигания разряда, вызванная тем, что при зажигании разряда в одном из каналов, поджиг другого канала становится невозможным из-за снижения напряжения на выходе источника питания;
- не эффективное охлаждение разрядных каналов, связанное с тем, что один из электродов изолирован от разрядных промежутков диэлектрической пластиной, что снижает выходную мощность лазера;
- сложность изготовления керамической пластины с двумя протяженными пазами, которые должны быть выполнены с высокой точностью.
Известен способ изготовления волноводного с ВЧ возбуждением СО2-лазера, заключающийся в формировании разрядной структуры, размещении внутри цилиндрической оболочки и закреплении ее по всей длине с помощью вкладыша, выполненного из тонкого пружинистого материала, установки зеркал резонатора, заварки, откачки, наполнении рабочей смесью и юстировки (см. заявка ФРГ №3043574, кл. H01S 3/03, опубл. 1982 г.).
Недостатком известного способа является то, что тепловая энергия, выделяемая в разрядном канале, отводится через керамические блоки и тонкий пружинистый вкладыш на оболочку, при этом в силу разной теплоемкости, теплопроводности и геометрии контактирующих поверхностей с оболочкой, а именно керамических блоков и вкладыша, происходит их неравномерный разогрев и соответственно неравномерный разогрев оболочки, являющейся несущей резонатора. В силу неравномерного разогрева несущей резонатора происходит ее изгиб и, как следствие, снижение мощности излучения лазера, связанное с разъюстировкой зеркал.
Известен газовый лазер с ВЧ возбуждением, содержащий оболочку, внутри которой расположены светоделительное, высокоотражающее, поворотные зеркала и разрядные каналы, образованные внутренним проводником (центральным электродом), двумя диэлектрическими пластинами и внешними проводниками (электродами). Внешние проводники своей наружной поверхностью контактируют с внутренней поверхностью оболочки. В данной конструкции минимизированы внутрирезонаторные потери за счет ориентации поворотных зеркал относительно разрядных каналов, а именно плоскость поляризации излучения параллельна проводящим стенкам разрядных каналов, но перпендикулярна плоскости падения на зеркала (см. патент РФ №1572369, кл. H01S 3/097, опубл. 1994 г.).
Однако данное техническое решение не устраняет проблему зажигания разряда в каналах. Кроме того, затруднен теплоотвод так как его скорость определяется прочностью контакта внешних проводников с внутренней поверхностью оболочки. Улучшение теплового контакта за счет деформации оболочки, малоэффективно, из-за возникновения эллиптичности оболочки, появления зазоров и снижения площади фактического контакта. Этот недостаток вызван тем, что цилиндрическая поверхность внешних электродов не является замкнутой, а поперечное сечение лазера не обладает круговой симметрией. Вследствие этого усилие прижима (сжатия) может быть направлено только в плоскости разрядных каналов. Кроме того, оболочка как правило является несущим элементом резонатора и должна обладать достаточной жесткостью и устойчивостью, что затрудняет ее деформацию. В рассматриваемой конструкции не исключена несимметричность теплового контакта в продольном и поперечном сечениях, что является причиной нестабильности мощности излучения.
Известен способ изготовления волноводного двухканального газового лазера с ВЧ возбуждением, включающий сборку диэлектрических пластин, центрального в виде пластины ВЧ электрода и двух крайних сегментных электродов в разрядную структуру, размещение ее внутри цилиндрической оболочки, закрепление разрядной структуры путем пластической деформации, осуществляемой поперечной обкаткой тремя роликами за один проход при вращении оболочки, установку узлов с зеркалами, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку (см. патент РФ №1795852, кл. H01S 3/03, опубл. 1996 г.).
Недостатком способа изготовления лазера является то, что в процессе обкатки роликами оболочки происходит скручивание разрядных каналов (эффект «пропеллера»), а не параллельность и не прямолинейность разрядных каналов приводит к снижению мощности излучения. С точки зрения технологии изготовления в известной конструкции толщина стенки и внутренний диаметр оболочки, а также детали, образующие разрядную структуру должны иметь «жесткие» допуски при изготовлении, т.е. чтобы технологический зазор между оболочкой и разрядной структурой на момент размещения структуры в оболочке был строго определенным. При уменьшении технологического зазора на момент размещения структуры в оболочке ее может просто заклинить. А при увеличении зазора усилий при деформации оболочки может не хватить для обеспечения плотного контакта оболочки и структуры. Это значительно усложняет технологию изготовления известной конструкции лазера. Кроме того, недостатком является то, что в керамических пластинах, несущих центральный электрод, должны выполнятся в достаточном количестве прецизионные отверстия, которые необходимы для стягивания пластин и центрирования ВЧ электрода, а также отверстий для подвода ВЧ энергии. Сверление большого количества прецизионных отверстий в керамических пластинах - трудоемкий процесс и значительно усложняет процесс изготовления и сборки лазера.
Наиболее близким к заявляемой конструкции лазера в группе изобретений является волноводный двухканальный СО2-лазер с ВЧ возбуждением, содержащий алюминиевые корпус, два параллельных высокочастотных электрода и дополнительный электрод, выполненный в виде цилиндра с двумя противоположно расположенными с внешней стороны продольными пазами. В каждом пазу размещены пара отстоящих друг от друга изолирующих пластин и высокочастотный электрод, образующие разрядную структуру. Цилиндрический электрод установлен в цилиндрическом отверстии корпуса без зазора. Он снабжен поперечными пазами и поджимается к боковым поверхностям изолирующих пластин с помощью пружин (см. патент РФ №2065238, кл. H01S 3/03, опубл. 1996 г. - прототип).
Наиболее близким к заявляемому способу в группе изобретений по совокупности признаков является способ изготовления волноводного двухканального СО2-лазера, включающий изготовление цилиндрического электрода с двумя противоположно расположенными с внешней стороны продольными пазами, сборку в каждом продольном пазу пары отстоящих друг от друга изолирующих пластин и ВЧ электрода в разрядную структуру, размещение цилиндрического электрода с разрядными структурами в корпусе лазера без зазора, введение пружин в поперечные пазы цилиндрического электрода, размещение по торцам корпуса зеркал резонатора, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку лазера (см. патент РФ №2065238, кл. H01S 3/03, опубл. 1996 г. - прототип).
Недостатком прототипа, препятствующим достижению требуемого технического результата, а именно максимальной мощности излучения, является низкая эффективность теплоотвода вследствие:
- ограничения площади теплового контакта корпуса и цилиндрического электрода из-за наличия поперечных пазов в последнем;
- в принципиальной невозможности устранения зазоров между пластинами изолятора и цилиндрическим электродом, так как вводимые в поперечные пазы пружины не могут создать необходимое усилие прижима для деформации электрода в горизонтальном направлении, а в вертикальном направлении прижим вообще отсутствует;
- неизбежности появления зазоров между сопрягаемыми поверхностями цилиндрического электрода и корпуса при пластической деформации последнего.
Другим недостатком известных технических решений является сложность изготовления лазера. Это объясняется тем, что СО2-лазеры требуют эффективного охлаждения. В известной конструкции это должно решаться путем наложения с двух сторон лазера дополнительных радиаторов, по которым пропускается охлаждающая жидкость, либо использование радиаторов с ребрами - в случае воздушного охлаждения. При этом плоские поверхности радиаторов и оболочка лазера должны сопрягаться для эффективного охлаждения лазера. В этом случае выдвигаются дополнительные требования к точности изготовления цилиндрического электрода и оболочки лазера, т.к. после пластической деформации оболочки боковые поверхности должны сохранять плоскую поверхность, что принципиально сложно или должны подвергнуться дополнительной шлифовке. Все это усложняет технологию изготовления. Кроме того, усложняет технологию изготовления и наличие протяженных пазов на керамических блоках, которые должны быть выполнены с высокой точностью т.к. в противном случае электрод либо зависнет над керамическими блоками, что ухудшит эффективность охлаждения либо раздвинет керамические блоки, что также ухудшит охлаждение разрядных каналов.
Единая задача, на которую направлена группа изобретений, заключается в создании волноводного двухканального СО2-лазера и легкого и простого способа его изготовления, обеспечивающих увеличение мощности излучения.
Единый технический результат при осуществлении группы изобретений может быть получен за счет повышения эффективности теплоотвода, исключения смещения и изгиба разрядных каналов, расширения диапазона рабочих температур, увеличения к.п.д. лазера, а также простой и легкой сборки конструктивных элементов лазера, обеспечивающей эффективность теплопередачи, симметричность, жесткость конструкции, что позволит получить повышенную мощность и стабильность выходных параметров излучения.
Указанный единый технический результат при осуществлении группы изобретений по устройству достигается тем, что в известной конструкции волноводного двухканального СО2-лазера с ВЧ возбуждением, содержащей установленный внутри корпуса без зазора цилиндрический электрод с двумя противоположно расположенными с внешней стороны продольными пазами, в каждом из которых размещены пара отстоящих друг от друга изолирующих пластин и ВЧ электрод, образующие разрядную структуру, цилиндрический электрод выполнен из двух симметричных полуцилиндров, продольные основания которых отстоят друг от друга, при этом, по крайней мере, на одном полуцилиндре вдоль паза выполнены резьбовые отверстия с винтами, контактирующими с продольным основанием другого полуцилиндра, а корпус лазера имеет возможность охлаждения.
Указанный единый технический результат при осуществлении группы изобретений по способу достигается тем, что в известном способе изготовления волноводного двухканального CO2-лазера с ВЧ возбуждением, включающим изготовление цилиндрического электрода с двумя противоположно расположенными с внешней стороны продольными пазами, сборку в каждом пазу пары отстоящих друг от друга изолирующих пластин и ВЧ электрода в разрядную структуру, размещение цилиндрического электрода с разрядными структурами в корпусе лазера без зазора, размещение по торцам корпуса зеркал резонатора, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку лазера, цилиндрический электрод выполняют в виде двух симметричных полуцилиндров, после сборки в каждом продольном пазу полуцилиндра изолирующих пластин и ВЧ электрода, размещают полуцилиндры продольными основаниями навстречу друг другу в корпусе лазера через отверстия в корпусе, а также с торцов лазера, равномерно закручивают винты по краям паза одного полуцилиндра до появления плотного контакта винтов с продольным основанием другого полуцилиндра, а также плотного теплового и электрического контакта цилиндрического электрода с корпусом и получения равномерного зазора h между продольными основаниями полуцилиндров, после чего устанавливают и герметизируют ВЧ вводы, потом устанавливают и герметизируют на торце корпуса фланец с поворотными зеркалами, проводят его юстировку и осуществляют окончательную герметизацию фланца, затем устанавливают и герметизируют на другом торце корпуса выходной фланец с высокоотражающим и светоделительным зеркалами, проводят их юстировку, после чего лазер откачивают, наполняют рабочей смесью и проводят окончательную юстировку до получения максимальной мощности излучения.
Выполнение цилиндрического электрода в виде двух симметричных полуцилиндров прежде всего решает задачу повышения эффективности теплоотвода за счет увеличения поверхности его теплового контакта с корпусом лазера. Из полной площади контакта цилиндрических поверхностей электрода и корпуса исключена незначительная часть, соответствующая двум продольным пазам и зазору h между полуцилиндрами. Так называемые «крылья» полуцилиндров - боковые участки продольных пазов, охватывающие зону размещения изолирующих пластин и ВЧ электрода, выполнены таким образом, чтобы при приложении усилий к основаниям полуцилиндров деформироваться до полного прилегания к внутренней поверхности корпуса без зазора. При этом практически полностью исключена опасность деформации корпуса, ее влияние на стабильность параметров излучения, а также обеспечивается реализация значительных усилий прижима в зоне теплового контакта. Наличие изначального зазора между основаниями полуцилиндров обеспечивает также простоту и легкость монтажа разрядных структур и размещение их в корпусе лазера. Наличие в основаниях полуцилиндров резьбовых отверстий с винтами позволяет регулировать усилие прижима и одновременно фиксирует всю структуру от продольных перемещений за счет образования углублений в виде лунок, в зонах упора винтов, что позволяет упростить технологию изготовления лазера. Кроме того, наличие непосредственно в оболочке лазера четырех каналов для жидкостного охлаждения или выполнение оболочки лазера с ребрами охлаждения, в случае принудительного воздушного охлаждения, позволяет повысить эффективность охлаждения и соответственно мощность и стабильность параметров излучения лазера.
Заявленная группа изобретений соответствует требованию единства изобретения поскольку группа равнообъектных изобретений образует единый изобретательский замысел, причем один из заявляемых объектов группы - волноводный двухканальный СО2-лазер с ВЧ возбуждением предназначен для осуществления другого заявленного объекта группы - способа изготовления волноводного двухканального СО2-лазера с ВЧ возбуждением, при этом оба объекта заявленной группы изобретений направлены на решение одной и той же задачи с получением единого технического результата.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, содержащих сведения об аналогах заявленной группы изобретений как для объекта - устройства, так для объекта - способа, позволил установить, что заявителем не обнаружены аналоги, характеризующиеся признаками, идентичными всем существенным признакам как способа, так и устройства заявленной группы изобретений, а определение из перечня выявленных аналогов-прототипов, как наиболее близких по совокупности признаков аналогов позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату, отличительных признаков для каждого из заявленных объектов группы, изложенных в формуле изобретения. Следовательно, каждый из объектов заявленной группы изобретений соответствует требованию «новизна» по действующему законодательству.
Для проверки соответствия каждого из объектов заявленной группы изобретений требованию изобретательского уровня заявитель провел дополнительный поиск известных решений, результаты которого показывают, что каждый из объектов заявленной группы изобретений не следует для специалиста явным образом из известного уровня техники, поскольку не выявлены решения, в которых была бы повышена выходная мощность лазера за счет повышения эффективности теплоотвода между цилиндрическим электродом и корпусом лазера, за счет исключения смещения и изгиба разрядных каналов, а также простой и легкой сборки деталей лазера, обеспечивающей эффективность теплопередачи симметричность и жесткость конструкции.
Следовательно, каждый из объектов заявленной группы изобретений соответствует требованию «изобретательский уровень» по действующему законодательству.
На фиг.1 изображены последовательно этапы сборки разрядной структуры в продольном пазе полуцилиндра электрода:
а - полуцилиндр электрода;
б - полуцилиндр электрода с установленными изолирующими пластинами и ВЧ электродом;
в - собранная разрядная структура с каналом-волноводом и элементами крепления (пружина и изолирующая проставка).
На фиг.2 показаны этапы сборки - размещения собранных разрядных структур в корпусе лазера:
а - упорные винты в нерабочем положении, зазор между цилиндрическими поверхностями цилиндрического электрода и корпуса обеспечивает свободное размещение;
б - упорные винты в рабочем положении за счет появления зазора h между продольными основаниями полуцилиндров электрода обеспечивается плотный контакт их цилиндрических поверхностей с соответствующей поверхностью корпуса.
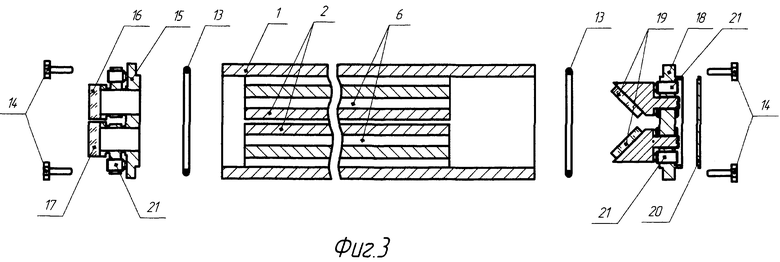
На фиг.3 представлена (условно) в разобранном виде конструкция волноводного двухканального СО2-лазера с ВЧ возбуждением.
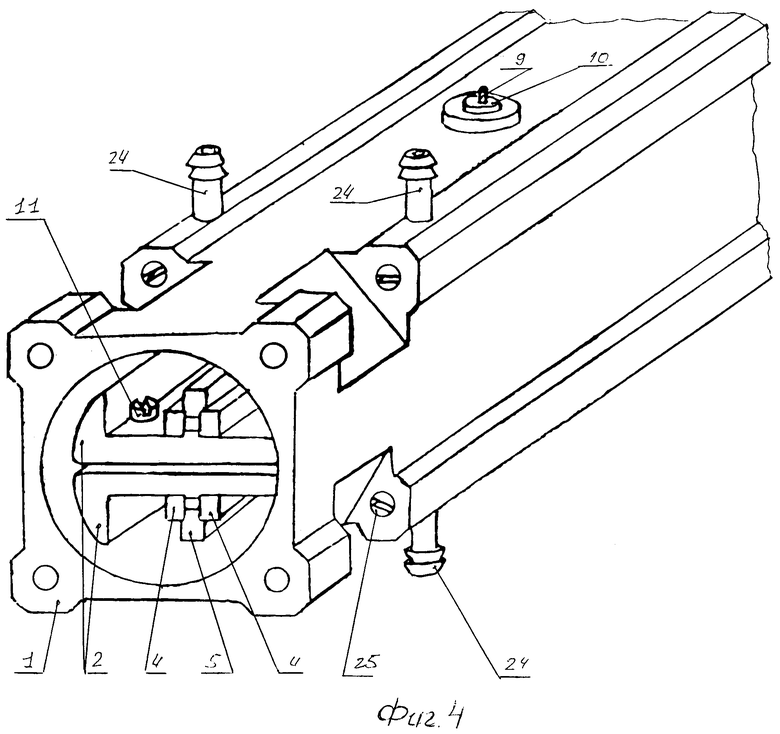
На фиг.4 показан в изометрии вид лазера со снятым торцевым фланцем с элементами гидротракта.
На фиг.5 представлено сечение корпуса лазера с ребрами воздушного охлаждения.
Приводим сведения, подтверждающие возможность осуществления каждого из объектов заявленной группы изобретений.
Лазер содержит корпус 1 с установленным в нем без зазора цилиндрическим электродом 2, выполненным в виде двух полуцилиндров, каждый из которых с внешней стороны имеет продольный паз 3. В каждом пазу 3 установлены пара отстоящих друг от друга изолирующих пластин 4 и ВЧ электрод 5, образующие с полуцилиндрами электрода 2 разрядные структуры с каналами-волноводами 6. Пружины 7 осуществляют фиксацию деталей, образующих каналы 6 через изолирующие проставки 8. ВЧ электрод 5 находится в электрическом и механическом контакте с гибким элементом 9 ВЧ ввода 10, герметично соединенным с корпусом 1. По крайней мере, в одном полуцилиндре электрода 2 вдоль паза 3 выполнены резьбовые отверстия с винтами 11 (упорными винтами), равномерно распределенными по длине и обеспечивающими прижим цилиндрических поверхностей 12 полуцилиндров электрода 2 к внутренней поверхности корпуса 1. На торцах корпуса 1 через уплотняющие кольца 13 с помощью винтов 14 герметично установлены фланец 15 с выходным 16 и высокоотражающим 17 зеркалами, а так же фланец 18 с поворотными зеркалами 19. Крышка 20 обеспечивает окончательную герметизацию оболочки лазера после юстировки зеркал винтами 21. В корпусе 1 выполнены либо каналы жидкостного охлаждения 22, либо ребра воздушного охлаждения 23.
Способ изготовления волноводного двухканального СО2-лазера с ВЧ возбуждением осуществляют следующим образом:
изготавливают цилиндрический электрод 2 в виде двух симметричных полуцилиндров, с двумя противоположно расположенными с внешней стороны продольными пазами 3, в каждом пазу осуществляют сборку пары отстоящих друг от друга изолирующих пластин 4 и ВЧ-электрода 5 в разрядную структуру, размещают полуцилиндры электрода 2 продольными основаниями навстречу друг другу, через отверстия в корпусе, а также с торцов, равномерно закручивают упорные винты 11 по краям паза одного полуцилиндра электрода 2 до появления плотного контакта упорных винтов 11 с продольным основанием другого полуцилиндра электрода 2, а также плотного теплового и электрического контакта цилиндрического электрода 2 с корпусом 1 и получения равномерного зазора h между продольными основаниями полуцилиндров электрода 2, после чего устанавливают и герметизируют ВЧ-вводы 10, потом устанавливают и герметизируют на торце корпуса фланец 18 с поворотными зеркалами 19, проводят его юстировку и осуществляют окончательную герметизацию фланца, затем устанавливают и герметизируют на другом торце корпуса выходной фланец 15 с высокоотражающим 17 и светоделительным 16 зеркалами, проводят их юстировку, после чего лазер откачивают, наполняют рабочей смесью и проводят окончательную юстировку до получения максимальной мощности излучения.
Приводим пример конкретной реализации предлагаемой группы изобретений:
в продольном пазе 3 каждого полуцилиндра 2 устанавливают изолирующие пластины 4 и ВЧ электрод 5 и фиксируют пружинами 7 через изолирующие проставки 8. Одновременно ВЧ электрод 5 соединяют с гибким элементом 9 ВЧ ввода 10. Затем, по крайней мере, в один полуцилиндр электрода 2 вворачивают упорные винты 11, при этом они не должны выступать за пределы продольного основания. После этого полуцилиндры электрода 2 с собранными разрядными структурами размещают продольными основаниями навстречу друг другу в корпусе 1 и, равномерно закручивая упорные винты 11, добиваются плотного теплового и электрического контакта полуцилиндров электрода 2 с внутренней цилиндрической поверхностью корпуса 1 и получения равномерного зазора h между продольными основаниями полуцилиндров 2. Зазор h выбирают такой величины, которая позволяет свободно, без затруднений полуцилиндрам электрода 2 входить в корпус лазера и в тоже время, которая обеспечивает достижение необходимого плотного контакта поверхностей цилиндрического электрода 2 и корпуса 1 лазера, при равномерном закручивании упорных винтов 11. До размещения структур в корпусе 1 устанавливаются и герметизируются необходимые элементы гидротракта (штуцеры 24 и заглушки 25) и ВЧ ввод 10. На следующем этапе сборки лазера ВЧ электроды 5 с помощью гибких элементов 9 электрически и герметично соединяются с ВЧ вводами 10. Затем на один из торцов корпуса 1, с использованием уплотняющего кольца 13, винтами 14 герметично приворачивают фланец 18 с поворотными зеркалами 19, проводят их предварительную юстировку винтами 21 и последующую окончательную герметизацию крышкой 20, После герметичной установки на другом торце фланца 15 с зеркалами 16 и 17 проводят их юстировку. Далее лазер откачивают, наполняют рабочей смесью газов и подают на ВЧ вводы ВЧ энергию и зажигают разряд. Проводят окончательную юстировку до получения максимальной мощности излучения.
В качестве примера выбран лазер LCD-10WG со складным «П»-образным резонатором. Корпус и электроды изготовлены из алюминия, имеющего высокую теплопроводность и электропроводность. Причем детали лазера изготовлены методом-экструзии, т.е. получение профилей из расплавленного алюминия, что значительно снижает стоимость лазера по сравнению с фрезерно-токарной обработкой деталей. Охлаждение лазера - принудительно жидкостное. Габариты 350×100×65 мм. Выходная мощность не менее 10 Вт.
Предлагаемый лазер и способ его изготовления может быть использован при производстве параметрического ряда компактных волноводных двухканальных СО2-лазеров с ВЧ возбуждением с повышенной эффективностью теплоотвода и, как следствие, с увеличенной мощностью и стабильностью параметров излучения.
Следовательно, заявленная группа изобретений соответствует требованию «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНОГО ДВУХКАНАЛЬНОГО ГАЗОВОГО ЛАЗЕРА С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2239263C1 |
| ВОЛНОВОДНЫЙ CO ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2244367C1 |
| ВОЛНОВОДНЫЙ СО - ЛАЗЕР С ВЫСОКОЧАСТОТНЫМ ВОЗБУЖДЕНИЕМ | 1992 |
|
RU2065238C1 |
| ГАЗОВЫЙ ЛАЗЕР | 2002 |
|
RU2216082C1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2007 |
|
RU2334324C1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2007 |
|
RU2330362C1 |
| ГАЗОВЫЙ ЛАЗЕР | 2004 |
|
RU2278454C1 |
| ГАЗОВЫЙ ЛАЗЕР | 2002 |
|
RU2231880C1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЫСОКОЧАСТОТНЫМ ВОЗБУЖДЕНИЕМ | 2006 |
|
RU2329578C1 |
| ВОЛНОВОДНЫЙ CO ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2237956C1 |

Способ изготовления волноводного двухканального СО2-лазер с ВЧ возбуждением включает размещение внутри корпуса лазера без зазора цилиндрического электрода с двумя противоположно расположенными с внешней стороны продольными пазами. В каждом из пазов размещены пара отстоящих друг от друга изолирующих пластин и ВЧ электрод, образующие разрядную структуру. Электрод выполнен из двух симметричных полуцилиндров, продольные основания которых имеют между собой зазор. По крайней мере на одном полуцилиндре вдоль паза выполнены резьбовые отверстия с винтами. Винты закручивают равномерно, до появления плотного контакта винтов с продольным основанием другого полуцилиндра, а также плотного теплового и электрического контакта цилиндрического электрода с корпусом лазера и получения равномерного зазора между продольными основаниями полуцилиндров. После установки электрода проводят размещение по торцам корпуса зеркал резонатора, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку лазера. Технический результат заключается в упрощении процесса сборки лазера, обеспечивающей эффективность теплопередачи, симметричность и жесткость конструкции, что позволяет получить повышенную мощность и стабильность выходных параметров излучения. 2 н.п. ф-лы, 8 ил.
1. Волноводный двухканальный CO2-лазер с ВЧ возбуждением, содержащий установленный внутри корпуса без зазора цилиндрический электрод с двумя противоположно расположенными с внешней стороны продольными пазами, в каждом из которых размещены пара отстоящих друг от друга изолирующих пластин и ВЧ электрод, образующие разрядную структуру, отличающийся тем, что цилиндрический электрод выполнен из двух симметричных полуцилиндров, продольные основания которых имеют между собой зазор, при этом, по крайней мере, на одном полуцилиндре вдоль паза выполнены резьбовые отверстия с винтами, контактирующими с продольным основанием другого полуцилиндра, а корпус лазера имеет возможность охлаждения.
2. Способ изготовления волноводного двухканального CO2-лазера с ВЧ возбуждением, включающий изготовление цилиндрического электрода с двумя противоположно расположенными с внешней стороны продольными пазами, сборку в каждом пазу пары отстоящих друг от друга изолирующих пластин и ВЧ электрода в разрядную структуру, размещение цилиндрического электрода с разрядными структурами в корпусе лазера без зазора, размещение по торцам корпуса зеркал резонатора, предварительную юстировку, герметизацию, откачку, наполнение рабочей смесью и окончательную юстировку лазера, отличающийся тем, что цилиндрический электрод выполняют в виде двух симметричных полуцилиндров, по крайней мере, на одном полуцилиндре вдоль паза выполнены резьбовые отверстия с винтами, после сборки в каждом продольном пазу полуцилиндра изолирующих пластин и ВЧ электрода, размещают полуцилиндры продольными основаниями навстречу друг другу в корпусе лазера, через отверстия в корпусе, а также с торцов, равномерно закручивают винты по краям паза одного полуцилиндра до появления плотного контакта винтов с продольным основанием другого полуцилиндра, а также плотного теплового и электрического контакта цилиндрического электрода с корпусом и получения равномерного зазора между продольными основаниями полуцилиндров, после чего устанавливают и герметизируют ВЧ вводы, потом устанавливают и герметизируют на торце корпуса фланец с поворотными зеркалами, проводят их предварительную юстировку и осуществляют окончательную герметизацию фланца, затем устанавливают и герметизируют на другом торце корпуса выходной фланец с высокоотражающим и светоделительным зеркалами, проводят их предварительную юстировку, после чего лазер откачивают, наполняют рабочей смесью и проводят окончательную юстировку до получения максимальной мощности излучения.
| ВОЛНОВОДНЫЙ CO ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2003 |
|
RU2244367C1 |
| ГАЗОВЫЙ ЛАЗЕР С ВЧ-ВОЗБУЖДЕНИЕМ | 2007 |
|
RU2330362C1 |
| ВОЛНОВОДНЫЙ СО - ЛАЗЕР С ВЫСОКОЧАСТОТНЫМ ВОЗБУЖДЕНИЕМ | 1992 |
|
RU2065238C1 |
| US 5982803 A, 11.09.1999. | |||

