Изобретение относится к машиностроению к механической обработке металлов и может быть использовано при шлифовании и полировании поверхностей деталей при их безразмерной окончательной обработке лепестковыми кругами.
Известен способ полирования сборным абразивным инструментом, который выполнен в виде пары абразивных кругов, закрепленных под углом друг к другу на общем валу с осевым зазором [1].
Недостатками известного способа и инструмента являются ограниченность технологических возможностей при декоративной отделке и чистовой обработке фасонных поверхностей, а также трудности в достижении широкого диапазона качества обработанных поверхностей, при этом, обладая минимальной осевой жесткостью и работая только одной стороной периферийной абразивной поверхности, невозможно добиться высокой производительности.
Известен способ полирования сборным абразивным инструментом, который выполнен в виде пары абразивных кругов, закрепленных под углом друг к другу на общем валу с осевым зазором, причем инструмент снабжен пружиной растяжения, размещенной между смежными торцами абразивных кругов, которые установлены с возможностью углового поворота [2].
Недостатками известного способа и инструмента, реализующего этот способ, являются:
- минимальная осевая жесткость инструмента, не позволяющая добиться высокой производительности;
- работа только одной стороной периферийной абразивной поверхности инструмента многократно увеличивает трудоемкость обработки;
- ограниченность технологических возможностей при декоративной отделке и чистовой обработке фасонных поверхностей;
- трудности в достижении широкого диапазона качества обработанных поверхностей.
Все это снижает производительность обработки, качество и ведет к увеличенному расходу инструмента.
Задачей изобретения является расширение технологических возможностей способа за счет обеспечения возможности обработки двумя торцами лепестков инструмента, который установлен под углом к оси вращения, повышение производительности путем увеличение осевой жесткости инструмента благодаря использованию абразивных лепестков в форме эллипса, а также улучшение качества обработки благодаря перекрестному продольно-поперечному пересечению траекторий движения полировальных кругов.
Поставленная задача решается с помощью предлагаемого способа продольно-поперечного полирования лепестковым абразивным инструментом, при котором два круга устанавливают на шпинделе под углом α к плоскости, перпендикулярной оси вращения, причем одновременно осуществляют предварительное и чистовое полирование, для чего один круг жестко закрепляют на шпинделе, а второй круг устанавливают посредством подшипника из условия обкатывания с заготовкой за счет сил трения и осцилляции рабочего режущего слоя круга вдоль оси с частотой, равной частоте вращения шпинделя и регулируемой ею, при этом круги выполнены из лепестков, которые изготовлены из двусторонней шлифовальной шкурки в форме эллипса, малая ось которого равна диаметру кругов в наклонном положении, а большая ось зависит от угла наклона кругов и определяется по формуле
b=D/cosα ,
где b - большая ось эллипса;
D - наружный диаметр наклонных кругов;
α - угол наклона кругов к плоскости, перпендикулярной оси вращения, который определяется по формуле
α ≥ arctg(Aо/D),
Aо - амплитуда осциллирующей зоны резания наклонных кругов, которая находится в соотношении с высотой круга Аo≥В;
В - высота круга с минимальной высотой.
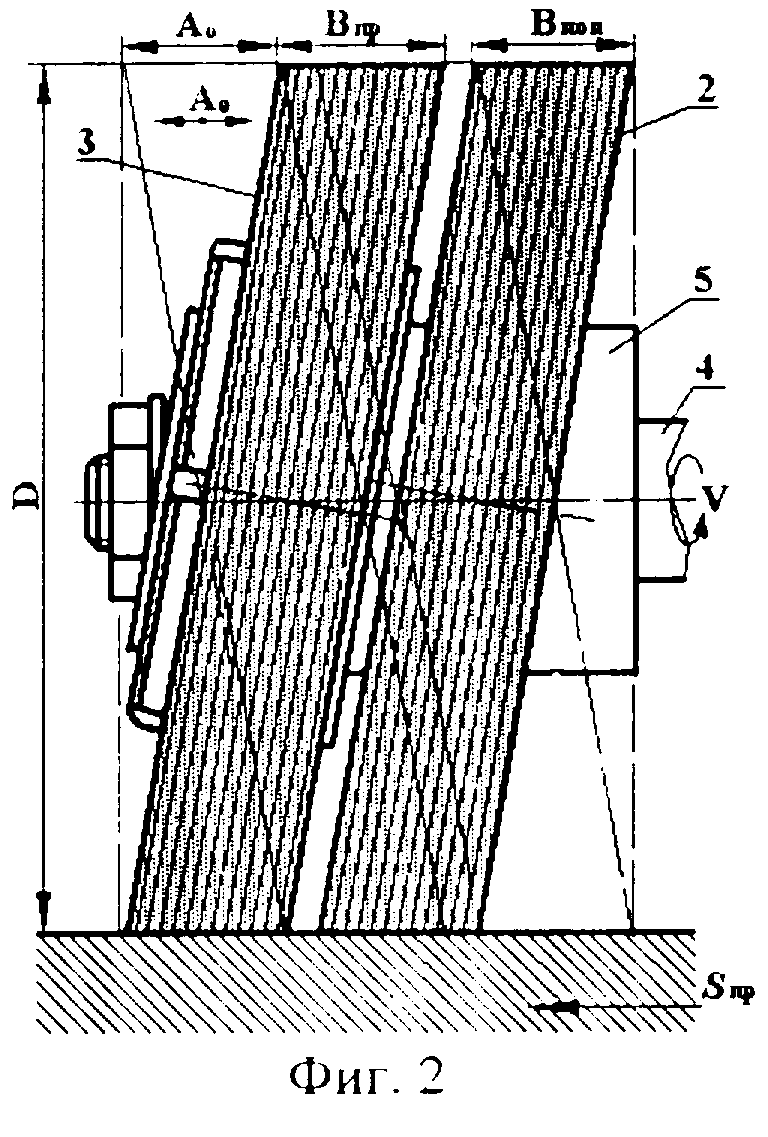
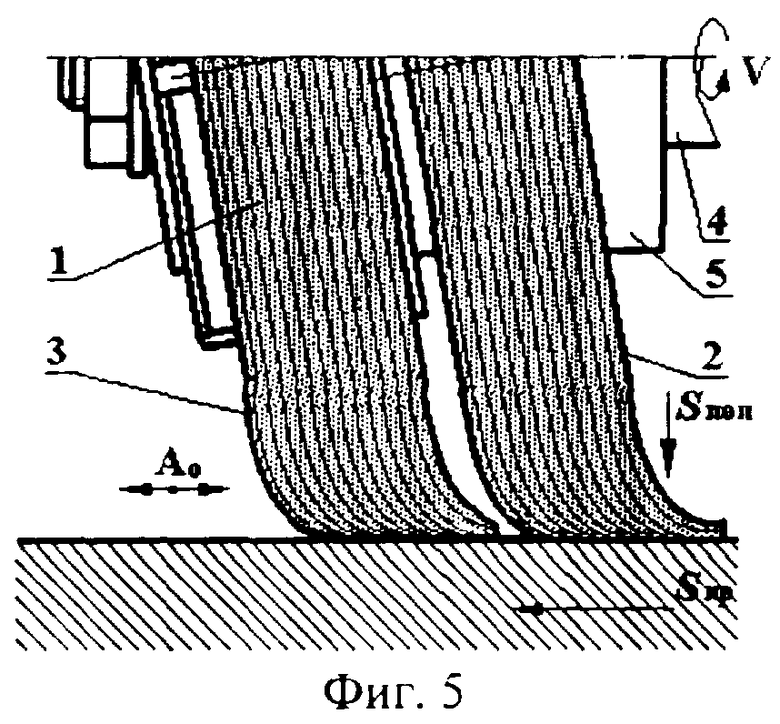
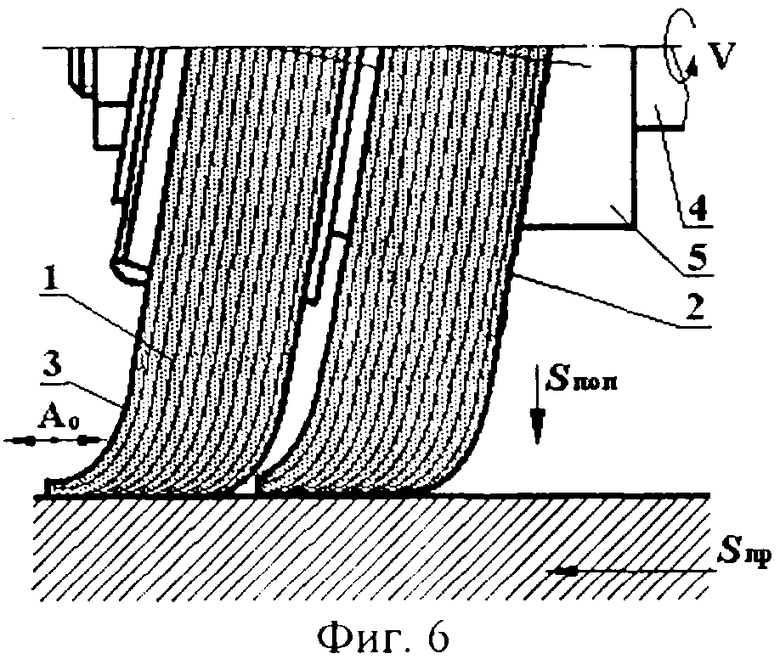
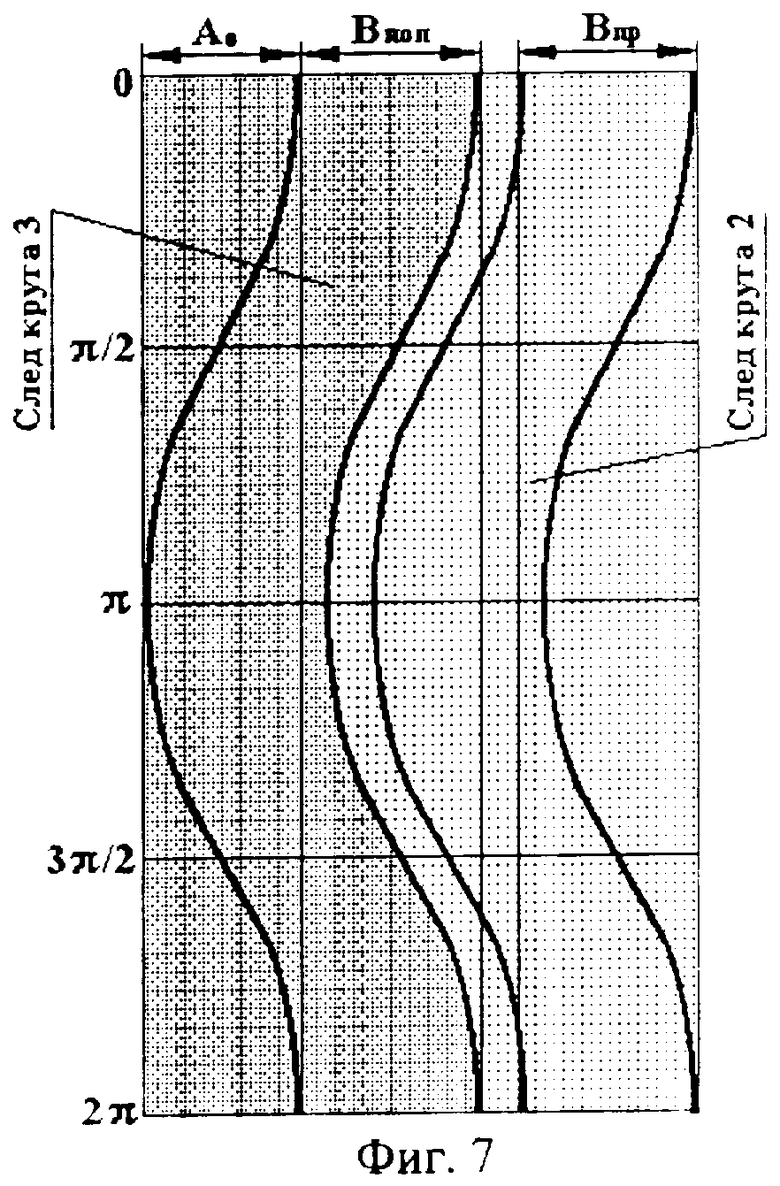
Сущность изобретения поясняется чертежами. На фиг.1 приведена конструкция сборного лепесткового абразивного инструмента для реализации способа продольно-поперечного полирования, частичный осевой разрез; на фиг.2 - общий вид инструмента, повернутого на пол-оборота относительно положения, представленного на фиг.1; на фиг.3 - вид по А на фиг.1; на фиг.4 - эллипсовидный лепесток из двусторонней шлифовальной шкурки; на фиг.5 - положения лепестков кругов в зоне контакта с обрабатываемой поверхностью, круги в положении, показанном на фиг.1; на фиг.6 - положения лепестков кругов в зоне контакта с обрабатываемой поверхностью, круги в положении, показанном на фиг.2; на фиг.7 - развертка следа инструмента на обрабатываемой поверхности при его повороте на один оборот.
По предлагаемому способу сборный лепестковый абразивный инструмент позволяет производит чистовую обработку одновременно в продольном и поперечном направлении.
Рабочим режущим элементом инструмента, реализующим способ, является эллипсовидный лепесток 1 из двусторонней шлифовальной шкурки. Инструмент выполнен в виде пары абразивных лепестковых кругов 2 и 3, закрепленных под одним и тем же углом α к плоскости, перпендикулярной оси вращения.
Круги 2 и 3 установлены на общем валу 4 с осевым зазором с помощью косой шайбы 5, задающей угол наклона круга 2, прокладки 6, определяющей зазор между кругами, втулки 7, на которой подвижно смонтирован круг 3, и гайки 8, неподвижно крепящей лепестки 1 круга 2 относительно вала 4. Втулка 7 имеет наружную поверхность, ось которой расположена под углом α к оси отверстия. С помощью подшипникового узла 9 на втулке 7 подвижно закреплен круг 3 с возможностью свободного вращения. В состав подшипникового узла 9 входит фланец 10, который монтируется на подшипнике качения с помощью пружинных упорных концентрических колец (взятых, например, по ГОСТ 13940-80 и ГОСТ 13941-80). На фланце 10 с помощью гайки 11 закреплены лепестки 1 подвижного круга 3. С целью интенсификации обработки лепестки 1 кругов 2 и 3 взяты из двусторонней шлифовальной шкурки в форме эллипса, малая ось которого равна диаметру кругов в наклонном положении, а большая ось зависит от угла наклона кругов и определяется по формуле
b=D/cosα ,
где b - большая ось эллипса;
D - наружный диаметр кругов;
α - угол наклона кругов к плоскости, перпендикулярной оси вращения, который определяется по формуле
α ≥ arctg(Aо/D),
где Аo - амплитуда осциллирующей зоны резания наклонных кругов, которая находится в соотношении с высотой круга Аo≥В;
В - высота круга с минимальной высотой.
Лепестки 1 кругов 2 и 3 не взаимозаменяемы, так как имеют отверстия разного диаметра.
Способ осуществляется на кругло-, внутри- или плоскошлифовальных станках, инструмент устанавливают на шпинделе, а заготовку - в соответствующее приспособление. Сообщают вращение шпинделю V, дают натяг инструменту с помощью поперечной подачи Sпоп и продольную подачу заготовке, а также при кругло- и внутришлифовальных работах - вращение заготовки. За полный оборот вала инструмента круг 2 плавно меняет по отношению к обрабатываемой поверхности свое угловое положение влево и вправо от нормали на угол α . Согласно предлагаемому способу в процессе обработки за пол-оборота шпинделя, а следовательно, и круга 2, зона резания переместится в осевом направлении на величину Ао, за вторые пол-оборота она вернется в исходное положение. Благодаря такому аксиальному смещению рабочего режущего слоя круга 2 в поперечном сечении наблюдается прерывистая абразивно-алмазная обработка, которая сопровождается снижением температуры резания по сравнению с традиционной. Не наблюдаются прижоги и микротрещины. Однако направление рисок-царапин, оставленных кругом 2, будет поперечное.
Круг 3, подвижно смонтированный с помощью подшипника качения на валу 4, обкатывается по обрабатываемой поверхности и благодаря его наклону в зоне контакта с заготовкой совершает возвратно-поступательные осциллирующие колебательные движения вдоль продольной оси вращения. Круг 3, подвижно закрепленный на шпинделе под углом α к плоскости, перпендикулярной оси вращения, при контакте с обрабатываемой заготовкой начнет сонаправленно вращаться с частотой движения (при плоском полировании) или вращения (при круглом) заготовки. При этом рабочие режущие слои круга 3 будут совершать колебательные осциллирующие движения в продольном направлении, количество которых будет зависит от частоты вращения шпинделя. Вращение круга 3 будет осуществляться за счет сил трения между последним и заготовкой.
Перемещаясь по обработанной кругом 2 поверхности заготовки, подвижный круг 3 в зоне контакта производит срезание микронеровностей в направлении, перпендикулярном рискам-царапинам, прорезанным кругом 2 (см. фиг.7). Благодаря наклону круга и натягу, осуществляемому Sпоп, основное силовое воздействие на обрабатываемую поверхность осуществляется частями лепестков, находящимися на периферии и имеющими наибольший прогиб (см. фиг.5-6). Направление прогиба лепестков меняется в зависимости от углового положения круга. Если зона контакта круга с заготовкой расположена справа от нормали (см. фиг.5), то направление прогиба - вправо, при этом лепестки работают левым абразивным торцом, если зона контакта - слева от нормали, то направление прогиба - влево, а лепестки работают правым абразивным торцом.
В связи со сказанным в процессе данного продольно-поперечного полирования предлагаемым инструментом удается снимать большие припуски (например, до 0,3 мм) при применении крупнозернистых абразивных шкурок (зернистостью 16-80) и высоких скоростях резания (15-35 м/с).
Этот процесс фактически является разновидностью шлифования и эффективен для подготовки поверхностей к чистовому полированию и перед металлопокрытием.
Продольно-поперечное полирование сборным лепестковым инструментом предназначено для снижения параметра шероховатости поверхности (до Ra=0,1... 0,8 мкм) без устранения отклонений формы деталей.
Наибольший эффект применения осциллирующего продольно-поперечного полирования достигается при декоративной отделке и чистовой обработке фасонных поверхностей, например, полирование цилиндрических и конических поверхностей, обработка пресс-форм, штампов и др., полирование криволинейных поверхностей автомобильных кузовов, холодильников и др. под окраску.
Полирование предлагаемым инструментом выполняется в основном по одной схеме резания, которая основана на применении высоких скоростей резания (10... 40 м/с), приближающихся к скорости шлифования. Окружная скорость круга при осциллирующем полировании деталей из: стали, никеля и хрома - 20... 35 м/с; меди, латуни и бронзы - 16... 25 м/с; алюминия, цинка и свинца - 12... 20 м/с.
Однако малые скорости Sпр перемещения заготовки (что характерно при плоском полировании) способствуют повышению качества обработки.
Наиболее применимы для предлагаемого способа круги из шкурки из электрокорунда и карбида кремния на тканевой и бумажной основе зернистостью 8-М40, а также алмазные и эльборовые шкурки зернистостью 12-М3 на эластичной связке, при этом последние отличаются большой стойкостью.
Для работы по данному способу применимы круги из водостойких алмазно-абразивных шкурок при обработке деталей из стали, чугуна и латуни, а в качестве охлаждающей жидкости используют эмульсию; из неводостойких шкурок - минеральные масла.
Предлагаемый способ продольно-поперечного полирования расширяет технологические возможности за счет обеспечения возможности обработки двумя торцами лепестков, из которых состоят круги, повышает производительность и качество обработки благодаря установке кругов под углом к оси вращения и свободной установке одного из кругов, увеличению осевой жесткости за счет использования абразивных лепестков в форме эллипса.
Источники информации
1. А.с. 689823 CCCР, MKИ В 24 D 5/00. Сборный абразивный инструмент. 1977.
2. А.с. 1692824 СССР, МКИ В 24 D 13/00. Сборный абразивный инструмент. А.В.Чемерский и В.Н.Чешев. №4700372/08, заявл. 18.04.89, опубл. 23.11.91. Бюл. №43 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2245777C1 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |


Изобретение относится к области машиностроения и может быть использовано при безразмерной окончательной обработке поверхностей деталей лепестковыми кругами. Для осуществления способа используют сборный круг, выполненный в виде пары абразивных лепестковых кругов. Последние устанавливают на шпинделе под углом α к плоскости, перпендикулярной оси вращения, и одновременно производят предварительное и чистовое полирование. Для этого один круг жестко закрепляют на шпинделе. Второй круг на нем устанавливают посредством подшипника из условия обкатывания с заготовкой за счет сил трения и осцилляции рабочего режущего слоя круга вдоль оси с частотой, равной частоте вращения шпинделя. Лепестки кругов выполнены из двусторонней шлифовальной шкурки в форме эллипса. Малая его ось равна диаметру кругов, а большую ось определяют в зависимости от угла наклона кругов по приведенной формуле. В результате расширяются технологические возможности за счет обработки двумя торцами лепестков, повышается производительность и качество обработки путем увеличения осевой жесткости инструмента и пересечения траекторий движения кругов. 7 ил.

Способ продольно-поперечного полирования лепестковым абразивным сборным инструментом, при котором два круга устанавливают на шпинделе под углом α к плоскости, перпендикулярной оси вращения, отличающийся тем, что одновременно осуществляют предварительное и чистовое полирование, для чего один круг жестко закрепляют на шпинделе, а второй круг устанавливают посредством подшипника из условия обкатывания с заготовкой за счет сил трения и осцилляции рабочего режущего слоя круга вдоль оси с частотой, равной частоте вращения шпинделя, при этом круги выполнены из лепестков, изготовленных из двусторонней шлифовальной шкурки в форме эллипса, малая ось которого равна диаметру кругов в наклонном положении, а большая ось зависит от угла наклона кругов и определена по формуле
b=D/cos α ,
где b - большая ось эллипса;
D - наружный диаметр наклонных кругов;
α - угол наклона кругов к плоскости, перпендикулярной оси вращения, определяемый по формуле α ≥ arctg(Ao/D);
Aо - амплитуда осциллирующей зоны резания наклонных кругов, находящаяся с высотой круга в соотношении Ао≥В;
В - высота круга с минимальной высотой.
| Сборный абразивный инструмент | 1989 |
|
SU1692824A1 |
| Абразивный инструмент | 1988 |
|
SU1511100A1 |
| Абразивный инструмент | 1983 |
|
SU1174242A1 |
| US 1976233 А, 09.10.1934. | |||

