Изобретение относится к машиностроению, к механической обработке металлов и может быть использовано при шлифовании и полировании поверхностей деталей при их безразмерной окончательной обработке лепестковыми кругами.
Известен сборный абразивный инструмент, выполненный в виде пары абразивных кругов, закрепленных под углом друг к другу на общем валу с осевым зазором [1].
Недостатками известного инструмента являются ограниченность технологических возможностей при декоративной отделке и чистовой обработке фасонных поверхностей, а также трудности в достижении широкого диапазона качества обработанных поверхностей, при этом, обладая минимальной осевой жесткостью и работая только одной стороной периферийной абразивной поверхностью, невозможно добиться высокой производительности.
Известен сборный абразивный инструмент, выполненный в виде пары абразивных кругов, закрепленных под углом друг к другу на общем валу с осевым зазором, причем инструмент снабжен пружиной растяжения, размещенной между смежными торцами абразивных кругов, которые установлены с возможностью углового поворота [2].
Недостатками известного инструмента являются:
- минимальная осевая жесткость;
- работа только одной стороной периферийной абразивной поверхности;
- ограниченность технологических возможностей при декоративной отделке и чистовой обработке фасонных поверхностей;
- трудности в достижении широкого диапазона качества обработанных поверхностей.
Все это снижает производительность обработки и ведет к увеличенному расходу инструмента.
Задачей изобретения является расширение технологических возможностей инструмента за счет обеспечения возможности обработки двумя торцами лепестков, из которых состоит инструмент, установленного под углом к оси вращения, увеличение осевой жесткости благодаря использованию абразивных лепестков в форме круга.
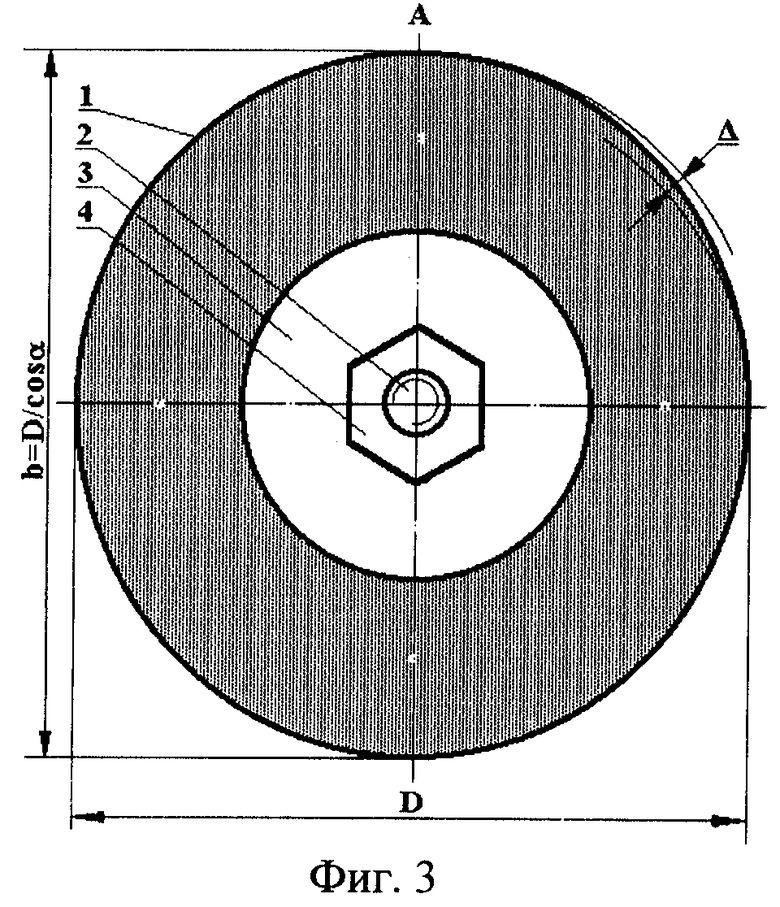
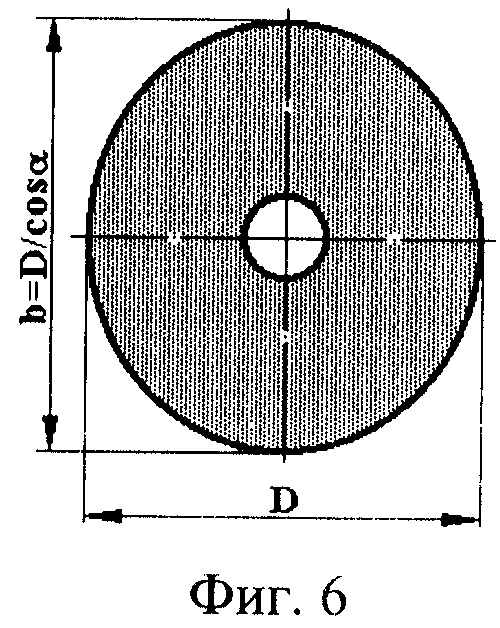
Поставленная задача решается с помощью предлагаемого лепесткового абразивного круга, который собран из лепестков шлифовальной шкурки и установлен под острым углом к плоскости, перпендикулярной оси вращения, причем лепестки выполнены из двусторонней шлифовальной шкурки в форме эллипса, малая ось которого равна диаметру круга, а большая ось зависит от угла наклона круга и определяется по формуле
b=D/cosα,
где b - большая ось эллипса;
D - наружный диаметр круга;
α - угол наклона круга к плоскости, перпендикулярной оси вращения.
При этом круг снабжен косыми шайбами, установленными попарно с каждого торца, а угол между торцами косой шайбы в половину меньше угла установки круга.
Кроме того, круг в процессе предварительного полирования устанавливают под нулевым углом наклона.
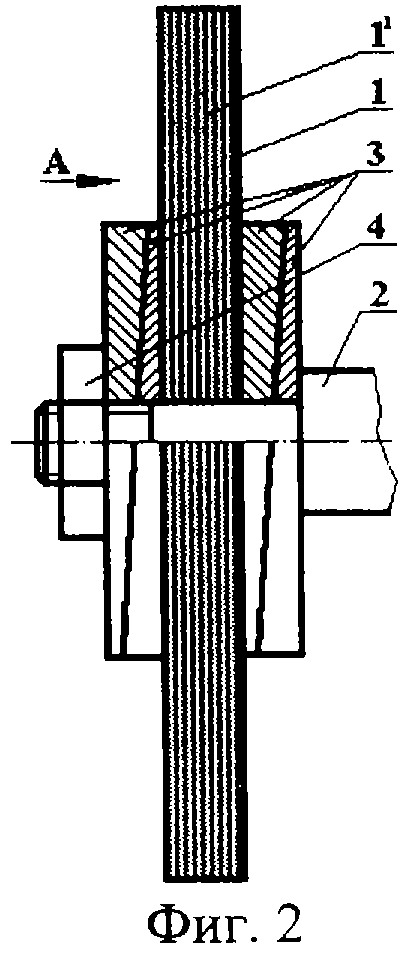
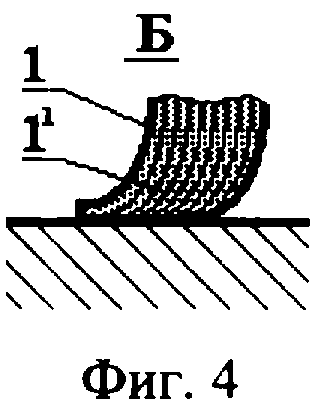
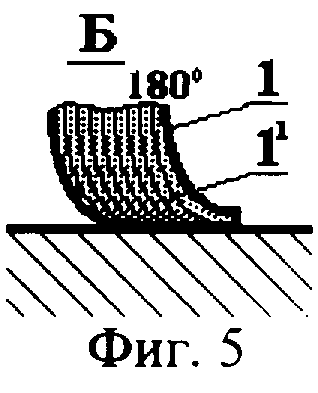
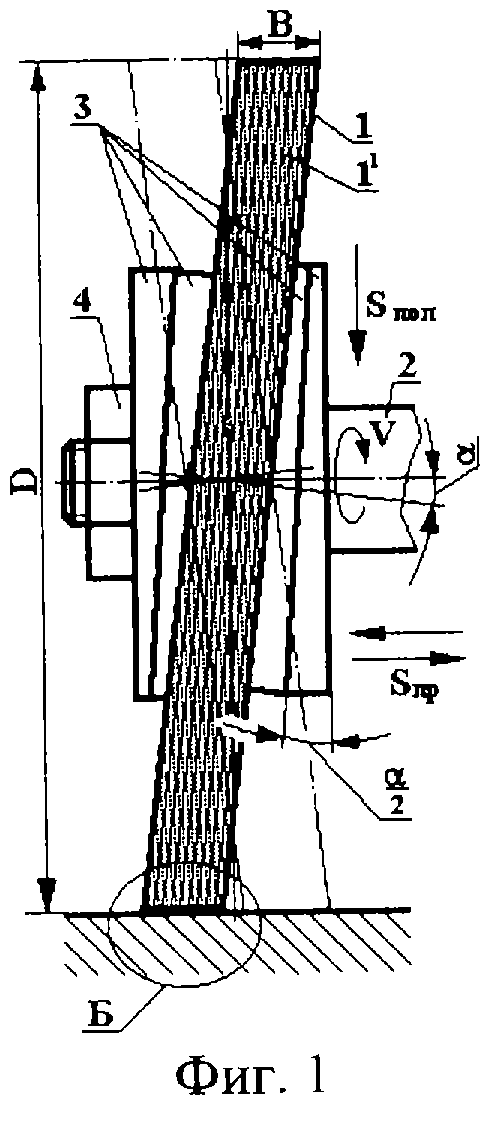
На фиг.1 показан круг, настроенный на окончательное чистовое полирование, общий вид; на фиг.2 - круг, настроенный на предварительное полирование, частичный осевой разрез; на фиг.3 - вид по А на фиг.2; на фиг.4 - элемент Б на фиг.1; на фиг.5 - элемент Б через пол-оборота круга относительно фиг.4; на фиг.6 - эллипсовидный лепесток из двусторонней шлифовальной шкурки.
Предлагаемый лепестковый абразивный круг 1 состоит из лепестков 11 шлифовальной шкурки и установлен под острым углом α к плоскости, перпендикулярной оси вращения. Круг 1 установлен на шпинделе 2 и закреплен с помощью шайб 3 гайкой 4.
Лепестки 11 вырезаны из двусторонней шлифовальной шкурки в форме эллипса, малая ось которого равна диаметру D круга 1 в наклонном положении, а большая ось зависит от угла α наклона круга 1 и определяется по формуле
b=D/cosα,
где b - большая ось эллипса;
D - наружный диаметр круга;
α - угол наклона круга к плоскости, перпендикулярной оси вращения.
Для установки и плавной регулировки угла наклона круг 1 снабжен косыми шайбами 3, которые установлены попарно с каждого торца круга.
Угол между торцами косой шайбы 3 в половину меньше угла α установки круга 1.
При отпущенной гайке 4 путем поворота одной шайбы 3 относительно другой в каждой паре шайб устанавливают угол α наклона круга 1 в пределах от 0° до αmax, где αmax - максимально возможный устанавливаемый угол наклона круга к плоскости, перпендикулярной оси вращения, который определяется экспериментально. Рекомендуется угол α выбирать по формуле
α≤arctg(B/D),
где В - высота круга.
При предварительном полировании круг устанавливают под нулевым углом наклона (см. фиг.2). При этом периферийная рабочая поверхность круга приобретает волнистую форму и соответственно профиль в виде круговой волнистой линии. Высота Δ (фиг.3) волнообразного выступа относительно впадины соответствует наибольшему натягу в процессе работы круга, а длина выступа (равная половине длины наружной рабочей поверхности круга) - наибольшей длине зоны контакта круга с обрабатываемой поверхностью заготовки. Благодаря волнистой форме рабочей поверхности круга основное силовое воздействие на обрабатываемую поверхность осуществляется частями лепестков, находящимися на волнообразных выступах и имеющими наибольший прогиб (см. фиг.4 или 5).
В связи со сказанным в процессе предварительного полирования удается снимать большие припуски (например, до 0,3 мм) при применении крупнозернистых абразивных шкурок (зернистостью 16-80) и высоких скоростях резания (15-35 м/с). Этот процесс фактически является разновидностью шлифования и эффективен для подготовки поверхностей к чистовому полированию и перед металлопокрытием.
Чистовое полирование предлагаемым лепестковьм кругом с параметрической осцилляцией (фиг.1) предназначено для снижения параметра шероховатости поверхности (до Ra=0,1...0,8 мкм) без устранения отклонений формы деталей. Наибольший эффект применения осциллирующего полирования достигается при декоративной отделке и чистовой обработке фасонных поверхностей, например, полирование цилиндрических и конических поверхностей, обработка пресс-форм, штампов и др., полирование криволинейных поверхностей автомобильных кузовов, холодильников и др. под окраску.
Полирование предлагаемым кругом выполняется в основном по одной схеме резания, которая основана на применении высоких скоростей резания (10...40 м/с), приближающихся к скорости шлифования. Окружная скорость круга при осциллирующем полировании деталей из стали, никеля и хрома - 20...35 м/с; меди, латуни и бронзы - 16...25 м/с; алюминия, цинка и свинца - 12...20 м/с.
Наиболее применимы для предлагаемого круга лепестки из шкурки из электрокорунда и карбида кремния на тканиевой и бумажной основе зернистостью 8-М40, а также алмазные и эльборовые шкурки зернистостью 12-М3 на эластичной связке, при этом последние отличаются большой стойкостью.
Для данных кругов из водостойких алмазно-абразивных шкурок при обработке деталей из стали, чугуна и латуни в качестве охлаждающей жидкости применяют эмульсию; из неводостойких шкурок - минеральные масла.
Предлагаемые лепестковые круги с параметрической осцилляцией расширяют технологические возможности инструмента за счет обеспечения возможности обработки двумя торцами лепестков, из которых состоят круги, повышают производительность и качество обработки благодаря установки круга под углом к оси вращения и увеличивают осевую жесткость за счет использования абразивных лепестков в форме эллипса.
Источники информации, принятые во внимание:
1. А.с. 689823 СССР, МКИ B 24 D 5/00. Сборный абразивный инструмент. 1977.
2. А.с. 1692824 СССР, МКИ B 24 D 13/00. Сборный абразивный инструмент. А.В.Чемерский и В.Н.Чешев. №4700372/08, заявл. 18.04.89. опубл. 23.11.91. Бюл. №43 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
Изобретение относится к области машиностроения и может быть использовано при безразмерной окончательной обработке поверхностей деталей лепестковыми кругами. Лепестковый круг собран из лепестков шлифовальной шкурки и установлен под острым углом к плоскости, перпендикулярной оси вращения. Лепестки круга выполнены из двусторонней шлифовальной шкурки в форме эллипса. Малая его ось равна диаметру кругов, а большую ось определяют в зависимости от угла наклона круга. В результате расширяются технологические возможности за счет обработки двумя торцами лепестков, повышается производительность и качество обработки путем увеличения осевой жесткости круга. 2 з.п. ф-лы, 6 ил.
b=D/cosα,
где b - большая ось эллипса;
D - наружный диаметр круга;
α - угол наклона круга к плоскости, перпендикулярной оси вращения.
| Сборный абразивный инструмент | 1989 |
|
SU1692824A1 |
| Абразивный инструмент | 1988 |
|
SU1511100A1 |
| Абразивный инструмент | 1983 |
|
SU1174242A1 |
| US 4630408 A, 23.12.1986. | |||

