Изобретение относится к машиностроению и может быть использовано для модифицирования поверхности деталей машин с целью повышения их служебных характеристик.
Известен способ обработки поверхности металлического изделия ионами плазмы, генерируемой вакуумным дуговым разрядом, который включает предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, бомбардировку, очистку и нагрев поверхности изделия ионами токопроводящего материала, диффузию и накопление ионов токопроводящего материала на поверхности изделия. Ионы токопроводящего материала ускоряются электрическим полем изделия и в зависимости от энергии ионов и температуры на поверхности изделия имеет место либо преимущественное осаждение токопроводящего материала (покрытие), либо преимущественное модифицирование (легирование) поверхности за счет диффузии в поверхность ионов токопроводящего материала (патент РФ №2164550).
Однако известный способ не позволяет использовать токопроводящий материал модификатора и конкретные режимы обработки поверхности изделий из конструкционных сталей для повышения их служебных характеристик, например коррозионной стойкости, жаростойкости и др., что ограничивает применение способа в машиностроении.
Известен также способ защиты стальных деталей машин от солевой коррозии, включающий последовательное осаждение в вакууме на поверхности пера лопатки первого слоя конденсированного покрытия из сплава на основе никеля, последующее осаждение второго слоя из сплава на основе алюминия и термообработку детали с покрытием (патент РФ №2165475).
Недостатком способа является его высокая трудоемкость, так как покрытие на поверхность изделия наносится в две стадии, что ограничивает применение способа в промышленности.
Наиболее близким по технической сущности к изобретению является способ, включающий предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, очистку и нагрев поверхности изделия бомбардировкой ионами плазмы токопроводящего материала накопление и диффузию ионов токопроводящего материала в поверхность изделия. В известном способе в качестве токопроводящего материала модификатора используют титан или сплав титана с цирконием, что позволяет при обработке изделий из конструкционных сталей существенно повысить стойкость изделий к солевой коррозии (патент РФ №2188251).
Однако титанирование и титаноцирконирование поверхности изделий из конструкционных сталей приводит к снижению на 10-12% предела усталостной прочности обработанных изделий. Кроме того, недостатком известного способа обработки поверхности изделий из конструкционных сталей является снижение предела усталостной прочности изделия, а также высокая стоимость токопроводящего материала из титана или сплава титана с цирконием, что ограничивает применение способа в машиностроении.
Технической задачей предлагаемого изобретения является повышение предела усталостной прочности (выносливости) изделия при сохранении высокой стойкости изделия к солевой коррозии, а также снижение стоимости процесса ионной обработки поверхности. Для достижения поставленной задачи предложен способ обработки поверхности металлического изделия, включающий предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, очистку и нагрев изделия бомбардировкой ионами плазмы токопроводящего материала и диффузию ионов токопроводящего материала в поверхность изделия, в котором в качестве токопроводящего материала используют сплав на основе алюминия, диффузию ионов токопроводящего материала в поверхность изделия проводят на глубину до 30 мкм при отрицательном потенциале на изделии в диапазоне 220-600 В, затем проводят осаждение токопроводящего материала на поверхность изделия на величину до 12 мкм при отрицательном потенциале на изделии не более 100 В, после чего проводят термообработку изделия.
В качестве токопроводящего материала используют сплав на основе алюминия при следующем соотношении компонентов, мас.%:
Кремний 4-12
Кобальт 5-15
Иттрий 0,1-0,6
Алюминий Остальное
Металлическое изделие выполнено из стали, сплава на основе никеля, или кобальта, или титана.
Термообработку металлического изделия проводят на воздухе при температуре 600-620°С в течение 4-6 часов.
Бомбардировка поверхности изделия ионами плазмы токопроводящего материала сопровождается очисткой поверхности, ионным нагревом изделия и ионным травлением его поверхности. Степень нагрева определяется величиной отрицательного потенциала, подаваемого на изделие, и током ионов, бомбардирующих поверхность, который, в свою очередь, пропорционален току вакуумно-дугового разряда, горящего в парах токопроводящего материала (сплава на основе алюминия). При достижении поверхности изделия определенной, для каждой пары материала изделия и токопроводящего материала, температуры начинается процесс ускоренной термостимулированной диффузии ионов плазмы токопроводящего материала (ионов сплава на основе алюминия) в поверхность металлического изделия. При достижении скорости диффузии, превышающей скорость ионного травления поверхности изделия, начинается процесс ионного насыщения поверхности изделия токопроводящим материалом, т.е. диффузия токопроводящего материала в поверхность изделия. Поэтому ведение процесса обработки поверхности при отрицательном потенциале на изделии в диапазоне 220-600 В и нагреве изделия из стали ионной бомбардировкой до температуры ≥ (420-430)°С, при которой скорость ускоренной ионной диффузии частиц токопроводящего материала из сплава на основе алюминия в поверхность изделия начинает превышать скорость ионного травления этой поверхности до температуры разупрочнения материала изделия в вакууме (≥700°С, для стали), позволяет получать на поверхности изделия диффузионный железоалюминидный слой, легированный элементами, входящими в токопроводящий материал из сплава на основе алюминия. Максимальная глубина диффузионного слоя при этом достигает значений до 30 мкм. При отрицательном напряжении на изделии свыше 600 В скорость ионного травления поверхности изделия из стали в плазме сплава на основе алюминия начинает превышать скорость ее ионного насыщения. При этом возможен нагрев поверхности изделия из стали до температуры свыше 700°С. Наиболее высокие значения стойкости к солевой коррозии имеют изделия, поверхность которых обработана в плазме токопроводящего материала из сплава на основе алюминия, имеющего следующее соотношение компонентов, мас.%:
Кремний 4-12
Кобальт 5-15
Иттрий 0,1-0,6
Алюминий Остальное
В легированном железоалюминидном слое возникают напряжения сжатия на уровне 100-120 МПа, что приводит к увеличению предела усталостной прочности обработанного изделия. Последующее осаждение токопроводящего материала на поверхность изделия на величину до 12 мкм при отрицательном потенциале ϕ на изделии не более 100 В обеспечивает в комплексе с диффузионным слоем на поверхности изделия высокие защитные свойства обработанной поверхности. Исследования показывают, что такой слой обладает высокой стойкостью к солевой коррозии, что позволяет использовать обработанную сталь в морских и тропических условиях, т.е. во всеклиматических условиях. При больших толщинах осажденного слоя наблюдается снижение предела усталостной прочности обработанного изделия, а при отрицательном потенциале на изделии более 100 В наблюдается снижение скорости осаждения более чем в два раза по сравнению со скоростью осаждения при ϕ=10 В и наблюдаются значительные изменения содержания элементов сплава на основе алюминия в осажденном слое (содержание кремния и иттрия снижается более чем в два раза по сравнению с его содержанием в алюминиевом сплаве). Применение термообработки изделия на воздухе при t=600-620°C в течение 4-6 часов позволяет стабилизировать состояние поверхностного слоя изделия и обеспечивает формирование на поверхности оксидного слоя, способствующего повышению жаростойкости и коррозионной стойкости поверхности изделия. Применение в качестве токопроводящего материала сплава на основе алюминия и переход на процесс ионной обработки поверхности изделия позволяет в целом значительно снизить стоимость ионной обработки по сравнению с процессом титанирования или титаноцирконирования поверхности (стоимость алюминиевого сплава более чем в 5 раз ниже стоимости титанового и более 20 раз циркониевого материала). Поэтому применение в качестве токопроводящего материала сплава на основе алюминия и проведение процесса диффузионного насыщения поверхности при отрицательном потенциале на изделии в диапазоне 220-600 В на глубину до 30 мкм и последующее осаждение на поверхности изделия токопроводящего материала на величину до 12 мкм при отрицательном потенциале на изделии не более 100 В и термообработка изделия позволяет достигнуть технической задачи изобретения, а именно повышение предела усталостной прочности изделия при одновременном сохранении высокой стойкости изделия к солевой коррозии, а также снижение стоимости процесса ионной обработки изделия.
Обработка поверхности изделия из жаропрочного сплава ЖС6У на основе никеля и титанового сплава ВТ9 по предлагаемому способу также приводит к повышению служебных характеристик этих сплавов.
Сущность изобретения поясняется примерами.
Пример 1-6. Для обработки поверхности изделия, например рабочей лопатки компрессора газотурбинного двигателя из стали ЭП866 и образцов из этой стали, проводили предварительную подготовку (удаление загрязнений и обезжиривание) поверхности лопатки и образцов, после этого размещали в зоне обработки лопатку, образцы и токопроводящий материал (сплав на основе алюминия), создавали в зоне обработки вакуум при давлении Р≥10-3 Па. Затем подавали отрицательный потенциал на сплав на основе алюминия ϕ1=-(30-90) В и отдельно на лопатку ϕ2=-200-600 В, после чего одним из известных способов, например путем разрыва токового контакта на сплаве на основе алюминия, возбуждали вакуумную дугу, горящую в парах этого сплава с образованием плазмы сплава на основе алюминия, и начинали процесс ионной бомбардировки поверхности изделия ионами токопроводящего материала для очистки и ионного нагрева поверхности изделия при ϕ2=220 В и токе вакуумной дуги 100-700 А. Процесс очистки поверхности изделия и ее термоактивации длился 2-10 минут. Затем проводили в течение 5-30 минут осаждение токопроводящего материала на поверхность изделия при отрицательном потенциале на изделии 50 В, что соответствует толщине слоя на поверхности изделия до 12 мкм по режиму t=(600-620)°C в течение 5 час. Глубину диффузионного слоя определяли металлографическим анализом по микрошлифам, изготовленным из образцов стали ЭП866, прошедших первую стадию обработки при ϕ2=220-600 В по режимам обрабатываемых лопаток из этой же стали. Испытания на солевую коррозию проводили по методике ускоренных циклических испытаний в 3% растворе NaCl при температуре нагрева, равной 600°С.
В каждом цикле испытаний образцы выдерживали в печи на воздухе при температуре 600°С в течение 1 часа, затем подстуживали на воздухе 1,5-2 мин и погружали в 3% раствор NaCl, а далее выдерживались во влажном эксикаторе 22-24 часа. Количество циклов испытаний составляло 10. После каждого цикла испытаний проводили осмотр образцов (визуально и с помощью бинокулярного микроскопа) и их взвешивание на аналитических весах. Коррозионную стойкость оценивали как отношение площади образца, подверженной коррозии, к площади образца в процентах после 10 циклов испытаний. В качестве сплава на основе алюминия использовали сплав системы Al-Co-Si-Y. Предел выносливости определяли по стандартной методике на тороидных образцах при симметричном цикле нагружения.
Пример 7. Пример аналогичен примеру 1-6, но в качестве металлического изделия использовали образцы из жаропрочного сплава ЖС6У на основе никеля.
Пример 8. Пример аналогичен примеру 1-6, но в качестве металлического изделия использовали образцы из сплава ВТ9 на основе титана.
Пример 9. Пример способа-прототипа.
Пример 10. Образцы из сплава ЭП866 испытывали на стойкость к солевой коррозии и предел выносливости без обработки поверхности.
Полученные результаты представлены в таблице.
Как видно из таблицы, обработка поверхности лопатки из стали ЭП866 в плазме сплава на основе алюминия системы Al-Co-Si-Y приводит по сравнению с прототипом и стали ЭП866 без обработки к повышению до 12% предела выносливости при сохранении повышенной стойкости поверхности изделия к солевой коррозии. Аналогичные результаты получены и для компрессорных сталей ЭИ961 и стали (сплава) ЭП718. Наряду с этим обработка поверхности стальных изделий в плазме сплава на основе алюминия позволяет от 3 до 5 раз повысить жаростойкость стальных изделий из перечисленных сплавов при температуре испытаний 650°С, не снижает длительную жаропрочность при температуре 600°С и позволяет до 10-12% повысить предел выносливости сталей и тем самым позволяет повысить служебные характеристики изделий (ответственных деталей машин). Это дает возможность использовать лопатки компрессора газотурбинного двигателя, изготовленные из сталей, стойких в общеклиматических условиях эксплуатации, во всеклиматических условиях эксплуатации (тропики, морские условия). Обработка поверхности изделия из жаропрочного сплава
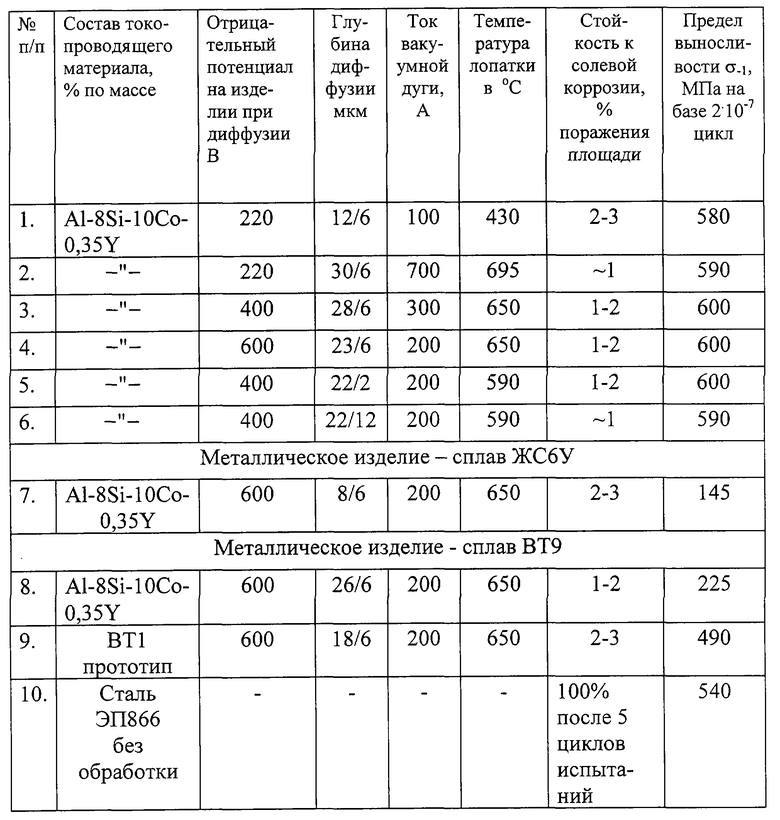
ЖС6У на основе никеля и сплава ВТ9 на основе титана в плазме алюминиевого сплава также приводит к существенному повышению жаростойкости и коррозионной стойкости этих материалов.
Применение изобретения в промышленности для обработки поверхности лопаток компрессора значительно снижает стоимость процесса ионной обработки поверхности изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2009 |
|
RU2415199C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2340704C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2006 |
|
RU2308537C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2005 |
|
RU2283894C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2000 |
|
RU2188251C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1999 |
|
RU2164550C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2445407C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2566232C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА | 2010 |
|
RU2445406C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИДНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2007 |
|
RU2348739C2 |
Изобретение относится к машиностроению и может быть использовано для модифицирования поверхности деталей машин с целью повышения их служебных характеристик. Осуществляют предварительную подготовку поверхности изделия. Очистку и нагрев изделия проводят бомбардировкой ионами плазмы токопроводящего материала. Диффузию ионов токопроводящего материала в поверхность изделия, в котором в качестве токопроводящего материала используют сплав на основе алюминия, проводят на глубину до 30 мкм при отрицательном потенциале на изделии в диапазоне 220-600 В. Затем проводят осаждение токопроводящего материала на поверхность изделия на величину до 12 мкм при отрицательном потенциале на изделии не более 100 В, после чего проводят термообработку. В качестве токопроводящего материала используют сплав на основе алюминия при следующем соотношении компонентов, мас.%: кремний 4-12; кобальт 5-15; иттрий 0,1-0,6; алюминий - остальное. Термообработку металлического изделия проводят на воздухе при температуре 600-620°С в течение 4-6 часов. Применение изобретения в промышленности для обработки поверхности лопаток компрессора значительно снижает стоимость процесса ионной обработки поверхности изделий. 3 з.п. ф-лы, 1 табл.
Кремний 4-12
Кобальт 5-15
Иттрий 0,1-0,6
Алюминий Остальное
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2000 |
|
RU2188251C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННОГО АЛЮМИНИДНОГО ПОКРЫТИЯ НА ИЗДЕЛИИ | 1999 |
|
RU2164965C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2000 |
|
RU2188251C2 |
| СТАЛЬ | 1992 |
|
RU2012684C1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

