Изобретение относится к машиностроению и может быть использовано в авиационном и энергетическом газотурбиностроении для изменения структурно-фазового состояния поверхности особо ответственных изделий с целью повышения их служебных характеристик.
Способ обработки поверхности изделия путем бомбардировки поверхности ионами плазмы, генерируемой электрическим разрядом, широко известен в науке и технике /1/. Способ включает предварительную подготовку поверхности обрабатываемого изделия, размещение изделия в вакуумной камере, генерацию в вакуумной камере плазмы одним из известных способов, формирование из плазмы ускоренного ионного пучка, направленного на поверхность обрабатываемого изделия, или непосредственную обработку поверхности изделия ионами плазмы при подаче на изделие отрицательного электрического потенциала. Вследствие внедрения ионов плазмы в поверхностный слой путем диффузии или имплантации и создания искажений в кристаллической решетке под действием ионной бомбардировки, а также изменения элементного состава поверхностного слоя, происходит изменение структурно-фазового состояния поверхностного слоя изделия за счет легирования и модифицирования этого слоя, приводящее к изменению эксплуатационных свойств детали.
Недостатком известных способов является низкая плотность ионного тока на поверхности изделия, а соответственно, и низкая скорость обработки поверхности изделия, что ограничивает их применение в машиностроении.
Наиболее близким по технической сущности является способ /2/, включающий предварительную подготовку изделия под покрытие, размещение в зоне обработки изделия и сплава на основе алюминия, создание вакуума в зоне обработки изделия, подачу отрицательного потенциала на изделие и отдельно на сплав на основе алюминия, возбуждение на сплаве на основе алюминия вакуумной дуги, горящей в парах этого сплава с образованием плазмы сплава на основе алюминия, бомбардировку поверхности изделия ионами плазмы сплава на основе алюминия, очистку и нагрев поверхности изделия ионами плазмы сплава на основе алюминия, диффузию и накопление этого сплава на поверхности изделия, с формированием алюминидного покрытия, предлагающий перед подачей отрицательного потенциала на изделие дополнительный нагрев обрабатываемого изделия преимущественно радиационным методом и проведение процесса диффузии и накопления сплава на основе алюминия на поверхности изделия при постоянном отрицательном потенциале на изделии, выбираемом в диапазоне от потенциала плавания до потенциала ϕ = -50 В.
Недостатком известного способа является низкая энергия Ei ионов плазмы (Ei≈2 ϕ ≅100 эВ), что не позволяет проводить процесс внедрения (ускоренной ионной диффузии) в поверхностный слой изделия ионов плазмы модификатора и, соответственно, ограничивает скорость диффузии и накопления ионов легирующего алюминиевого сплава в поверхностном слое изделия.
Технической задачей изобретения является повышение скорости накопления ионов плазмы модификатора в поверхностном слое за счет увеличения энергии ионов, а также расширение области применения способа с использованием для модифицирования поверхности изделия не только алюминия, но и других химических элементов.
Это достигается тем, что в способе обработки поверхности изделия, включающем предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах токопроводящего материала с образованием плазмы токопроводящего материала, бомбардировку поверхности изделия ионами токопроводящего материала, очистку и нагрев поверхности изделия ионами токопроводящего материала, диффузию и накопление ионов токопроводящего материала на поверхности изделия, отличающийся тем, что диффузию и накопление ионов токопроводящего материла на поверхности изделия ведут путем модифицирования и легирования его поверхности ионами токопроводящего материала, являющегося модификатором, в диапазоне температур поверхности изделия от температуры, при которой скорость ионной диффузии частиц модификатора в материал изделия начинает превышать скорость ионного травления поверхности изделия, до температуры разупрочнения материала изделия в вакууме, причем температуру нагрева поверхности изделия регулируют изменением отрицательного потенциала на изделии и тока вакуумного разряда.
Бомбардировка поверхности детали ионами плазмы токопроводящего материала модификатора сопровождается ионным нагревом изделия и ионным травлением его поверхности. Степень нагрева определяется величиной отрицательного электрического потенциала, подаваемого на изделие, и током ионов, бомбардирующих поверхность, который в свою очередь пропорционален току вакуумного дугового разряда, горящего в парах токопроводящего материала - модификатора. При достижении на поверхности изделия определенной для каждой пары материала изделия и материала модификатора температуры, начинается процесс ускоренной ионной диффузии ионов модификатора в поверхность материала изделия. При достижении скорости диффузии величины, превышающей скорость ионного травления поверхности изделия, начинается процесс ионного модифицирования поверхности. Поэтому ведение процесса модифицирования в диапазоне температур поверхности изделия от температуры, при которой скорость ионной диффузии частиц модификатора в поверхность изделия начинает превышать скорость ионного травления этой поверхности, до температуры разупрочнения материала изделия в вакууме и регулирование температуры нагрева поверхности изделия изменением отрицательного потенциала на изделии и тока вакуумного дугового разряда, позволяет достигнуть цели изобретения и существенно (многократно) повысить скорость модифицирования поверхности изделия, так как процесс ускоренной ионной диффузии имеет скорости на несколько порядков выше, чем скорость имплантации ионов в поверхность при высоких энергиях частиц (30 - 100 кэВ) и температуре поверхности, близкой к комнатной.
Сущность изобретения поясняется на примерах.
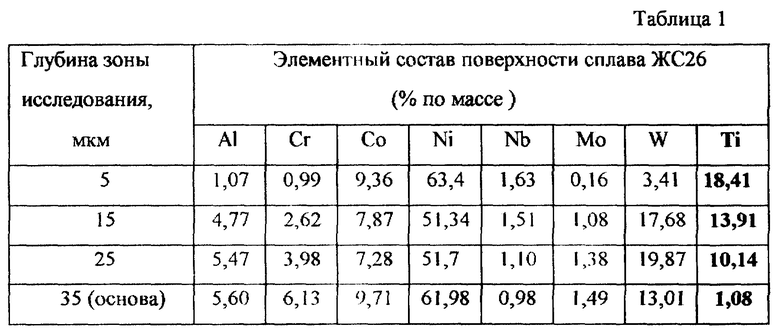
Пример 1. Для обработки поверхности изделия, например рабочей лопатки турбины газотурбинного двигателя из никелевого жаропрочного сплава ЖС26 с направленной кристаллической структурой, проводят предварительную подготовку (удаление загрязнений и обезжиривание) поверхности лопатки, после этого размещают в зону обработки лопатку и материал модификатора титан марки ВТ0 и создают в зоне обработки вакуум при давлении P≅10-3 Па. Затем подают отрицательный потенциал на материал модификатора ϕ1 = -(30-100) В и отдельно на лопатку ϕ2 = -(300-500) В, затем одним из известных способов, например путем разрыва токового контакта, на материале модификатора возбуждают вакуумную дугу, горящую в парах этого материала с образованием плазмы материала модификатора (титана), и начинают процесс модифицирования с очистки и ионного нагрева поверхности изделия ионной бомбардировкой поверхности ионами титана при ϕ2 = -250 В и тока вакуумной дуги 700 А. Затем, через 5-10 минут после очистки поверхности изделия (лопатки), отрицательный потенциал на лопатке понижают до ϕ2 = -500 В и проводят в течение 30 минут процесс модифицирования поверхности лопатки при токе вакуумной дуги 500 А. При этом температура ее поверхности достигает значений 810oC (допустимая температура нагрева сплава ЖС26 в вакууме, приводящая к разупрочнению сплава, составляет 1100oC). Затем после завершения процесса модифицирования и охлаждения лопатки в вакууме ее извлекали из зоны обработки и исследовали поверхность лопатки на поперечном микрошлифе металлографическом способом и микрорентгеноспектральным методом. Исследования выявили на поверхности лопатки модифицированный титаном слой (содержание титана в слое ~12% по массе), глубиной ~ 3 мкм. При этом расчетная глубина слоя ионного травления поверхности лопатки составляла 3,2 мкм. Поэтому можно считать, что температура поверхности лопатки, при которой скорость ионной диффузии частиц модификатора в материал лопатки начинает превышать скорость ионного травления ее поверхности при ϕ2 = -500 В, составляет ~800oC. проведение процесса при ϕ2 = -750 В и токе вакуумной дуги 700 А в течение 30 минут привело к росту температуры лопатки до 980oC и росту толщины модифицированного слоя до 31 мкм, при толщине слоя ионного травления поверхности ~7,8 мкм. Элементный состав полученного модифицированного слоя по его глубине (отсчет идет от поверхности лопатки) приведен в табл. 1.
Из данных, приведенных в табл. 1, видно, что модифицирование поверхности лопатки приводит к существенному изменению элементного, а соответственно, и структурно-фазового состояния поверхностного слоя обрабатываемого изделия.
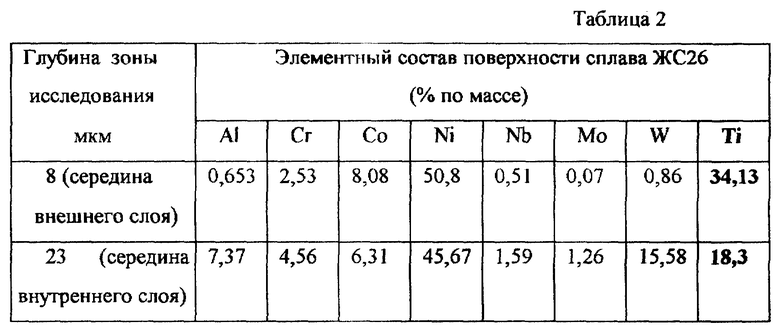
Пример 2. Модифицирование поверхности рабочей лопатки турбины из никелевого жаропрочного сплава ЖС26 с направленной кристаллической структурой ведут аналогично примеру 1. Разница в том, что после ионной очистки поверхности лопатки отрицательный потенциал на лопатке повышают до ϕ2 = -10 В и проводят процесс осаждения на поверхности лопатки титана в течение 30 минут при токе вакуумной дуги 700 А и температуре поверхности лопатки менее 500oC. При этом количество ионов, взаимодействующих с поверхностью лопатки, одинаково с примером 1, т.к. ток дуги в примере 1 и примере 2 одинаков и равен 700 А. Затем проводили термообработку лопатки в вакууме при температуре 1000oC в течение 30 минут и исследовали поверхностный слой сплава ЖС26 лопатки. Исследования выявили на поверхности характерную двухслойную диффузионную зону глубиной до 30 мкм с внешним однофазным и внутренним гетерофазным слоями, элементный состав которых по глубине (отсчет идет от поверхности лопатки) приведен в табл. 2.
Из данных, приведенных в табл. 2, видно, что диффузионный слой на поверхности лопатки существенно отличается от модифицированного слоя по элементному составу. Металлографический анализ показывает, что модифицированный слой близок по своему строению к внутреннему слою диффузионной зоны, хотя и значительно отличается от него по своей морфологии. Такое сопоставление позволяет сделать вывод, что ионное модифицирование представляет собой ускоренную ионную диффузию титана в поверхность сплава ЖС26, причем скорость этой диффузии более чем в два раза превосходит скорость обычной термической диффузии.
Пример 3. Модифицирование поверхности рабочей лопатки турбины из никелевого жаропрочного сплава ЖС26 с направленной кристаллической структурой ведут аналогично примеру 1. Разница в том, что в зону обработки размещают лопатку и материал модификатор - цирконий марки СП N 115 и процесс модифицирования поверхности пера проводят при отрицательном потенциале на лопатке ϕ2 = -800 В и токе вакуумной дуги 750 А. При указанных параметрах процесса модифицирования поверхности температура лопатки составила 1015oC, толщина модифицированного слоя около 30 мкм при глубине ионного травления 9,3 мкм, содержание циркония в слое на глубине 5, 15, 25 мкм соответственно составило 30,89, 12,74 и 1,87% по массе.
Аналогичные результаты были получены при модифицировании поверхности сплава ЖС26 в плазме алюминия.
Следует отметить, что для стационарной плазмы существует проблема подачи на изделие отрицательного потенциала свыше 3 кВ, т.к. с увеличением отрицательного потенциала свыше 3 кВ наблюдаются частые пробои (короткие замыкания) на изделии, ограничивающие возможность проведения процесса обработки поверхности изделия и приводящие к ухудшению качества поверхности изделия. Отметим также, что минимальный ток стабильного горения вакуумной дуги (без частых погасаний дуги) на токопроводящем материале ≥50 А.
Из рассмотренных примеров видно, что ионное модифицирование поверхности изделия в плазме материала модификатора позволяет проводить процесс модифицирования при скоростях ~ 50-60 мкм/час, что на несколько порядков больше скорости процесса ионной имплантации и более чем в два раза скорости обычной термической диффузии, проведение процесса модифицирования в диапазоне температур поверхности детали от температуры, при которой скорость ионной диффузии частиц модификатора в материал изделия превышает скорость ионного травления поверхности изделия до температуры разупрочнения материала изделия в вакууме, обеспечивает многократное повышение производительности процесса, чем и достигается цель изобретения.
Применение изобретения позволяет проводить модифицирование поверхности деталей из сталей и жаропрочных сплавов различными элементами и сплавами, что дает возможность управлять служебными характеристиками деталей машин. Так, например, цирконирование поверхности лопаток компрессора газотурбинного двигателя из сплава ЭП866 позволяет повысить стойкость сплава к солевой коррозии при 700oC более чем в 10 раз. Полученные скорости модифицирования приемлемы для промышленного применения. Процесс можно вести на промышленном оборудовании для нанесения ионноплазменных покрытий на лопатки турбин, что не требует значительных затрат (требуется модернизация существующего оборудования).
Применение изобретения в промышленности позволяет создать экологически чистые технологические процессы модифицирования поверхности деталей машин и даст значительный экономический эффект за счет продления ресурса их работы. По расчетам авторов эффект составит от 20 до 35% от стоимости деталей.
Литература
1. Модифицирование и легирование поверхности лазерными, ионными и электронными пучками. Под редакцией Дж. М. Поута, Г. Фоти, Д.К. Джекобсона М.: Машиностроение - 1987. - 424 с.
2. Патент РФ N 2012694, кл. C 23 C 14/38.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2000 |
|
RU2188251C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2165474C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2003 |
|
RU2241067C1 |
| СПОСОБ ИСПАРЕНИЯ И КОНДЕНСАЦИИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2164549C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2005 |
|
RU2283894C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2340704C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИДНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ | 1991 |
|
RU2012694C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2006 |
|
RU2308537C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННОГО АЛЮМИНИДНОГО ПОКРЫТИЯ НА ИЗДЕЛИИ | 1999 |
|
RU2164965C2 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩИХ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2015 |
|
RU2574542C1 |
Изобретение может быть использовано в авиационном и энергетическом газотурбиностроении. Способ включает предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах токопроводящего материала с образованием плазмы токопроводящего материала, бомбардировку поверхности изделия ионами токопроводящего материала, очистку и нагрев поверхности изделия ионами токопроводящего материала, диффузию и накопление ионов токопроводящего материала на поверхности изделия путем модифицирования и легирования его поверхности ионами токопроводящего материала, являющегося модификатором, в диапазоне температур поверхности изделия от температуры, при которой скорость ионной диффузии частиц модификатора в материал изделия начинает превышать скорость ионного травления поверхности изделия, до температуры разупрочнения материала изделия в вакууме, причем температуру нагрева поверхности изделия регулируют изменением отрицательного потенциала на изделии и тока вакуумного дугового разряда. Изобретение направлено на повышение скорости накопления ионов плазмы модификатора в поверхностном слое за счет увеличения энергии ионов. 2 табл.
Способ обработки поверхности изделия, включающий предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах токопроводящего материала с образованием плазмы токопроводящего материала, бомбардировку поверхности изделия ионами токопроводящего материала, очистку и нагрев поверхности изделия ионами токопроводящего материала, диффузию и накопление ионов токопроводящего материала на поверхности изделия, отличающийся тем, что диффузию и накопление ионов токопроводящего материала на поверхности изделия ведут путем модифицирования и легирования его поверхности ионами токопроводящего материала, являющегося модификатором, в диапазоне температур поверхности изделия от температуры, при которой скорость ионной диффузии частиц модификатора в материал изделия начинает превышать скорость ионного травления поверхности изделия, до температуры разупрочнения материала изделия в вакууме, причем температуру нагрева поверхности изделия регулируют изменением отрицательного потенциала на изделии и тока вакуумного дугового разряда.
| СТАЛЬ | 1992 |
|
RU2012684C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ЖАРОПРОЧНЫХ СПЛАВОВ | 1991 |
|
RU2007501C1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| 0 |
|
SU166349A1 | |
| КОМБИНИРОВАННОЕ МНОГОФУНКЦИОНАЛЬНОЕ ОКНО | 2012 |
|
RU2594853C2 |

