Изобретение относится к способу и устройству для электролитического осаждения металла.
Существуют различные способы и устройства для электролитической очистки или электролитического выделения металлов.
Одним особенно успешным способом электролитического осаждения меди, например, является т.н. "процесс ИСА", при котором медь осаждают на катодной начальной пластине из нержавеющей стали. Затем электролитически осажденную медь снимают с катода, вначале сгибая катод для удаления с него, по крайней мере, части электролитического медного покрытия, а затем снимая оставшуюся часть меди с катода с помощью клина или обдувкой газом.
При "процессе ИСА" нижний край катодной начальной пластины обычно покрывают антиадгезивным веществом, например, воском или пластмассовой полоской для предотвращения осаждения меди на него. Это дает возможность удалять электролитически осажденную медь с обеих сторон катодной пластины в виде по существу одинаковых отдельных листов. Однако такое нанесение воскового покрытия отнимает много времени и увеличивает расходы, связанные с нанесением воска и его извлечением при процессе снятия металла с катода и связанных с этим операциях.
Для того чтобы избежать этих трудностей, при некоторых процессах электролитической очистки или электролитического выделения металла используют т.н. способ с образованием металлической оболочки на катоде. При этом способе нижний край катодной пластины не покрывают воском, а электролитически осаждаемому металлу дают возможность наращиваться по обеим сторонам и нижнему краю катодной начальной пластины.
Затем удаляют электролитически осажденную металлическую оболочку, сгибая катод и оттягивая металл от обеих сторон пластины с приданием оболочки V-образной фирмы. После этого извлекают катодную начальную пластину из электролитически осажденной металлической оболочки, которую затем закрывают, поворачивают из ее вертикального положения в горизонтальное положение и транспортируют к участку укладки и пакетирования.
Такой способ снятия осажденного металла не только нуждается в сложном оборудовании для открывания металлической оболочки, извлечения катодной начальной пластины перед закрыванием оболочки и поворачивания оболочки из вертикального в горизонтальное положение для укладки, но и отнимает много времени и обычно не является таким быстрым, как стадия снятия осажденного металла при "процессе ИСА".
Заявитель вместе с другими недавно разработал новый способ, при котором образуют металлическую оболочку на катодной начальной пластине из нержавеющей стали и затем снимают два отдельных листа. Этот способ является предметом международной патентной заявки №PCT/Fi 199/00979, одновременно находящейся на рассмотрении. Теперь этот способ будет кратко описан со ссылкой на фиг.1А-2Д.
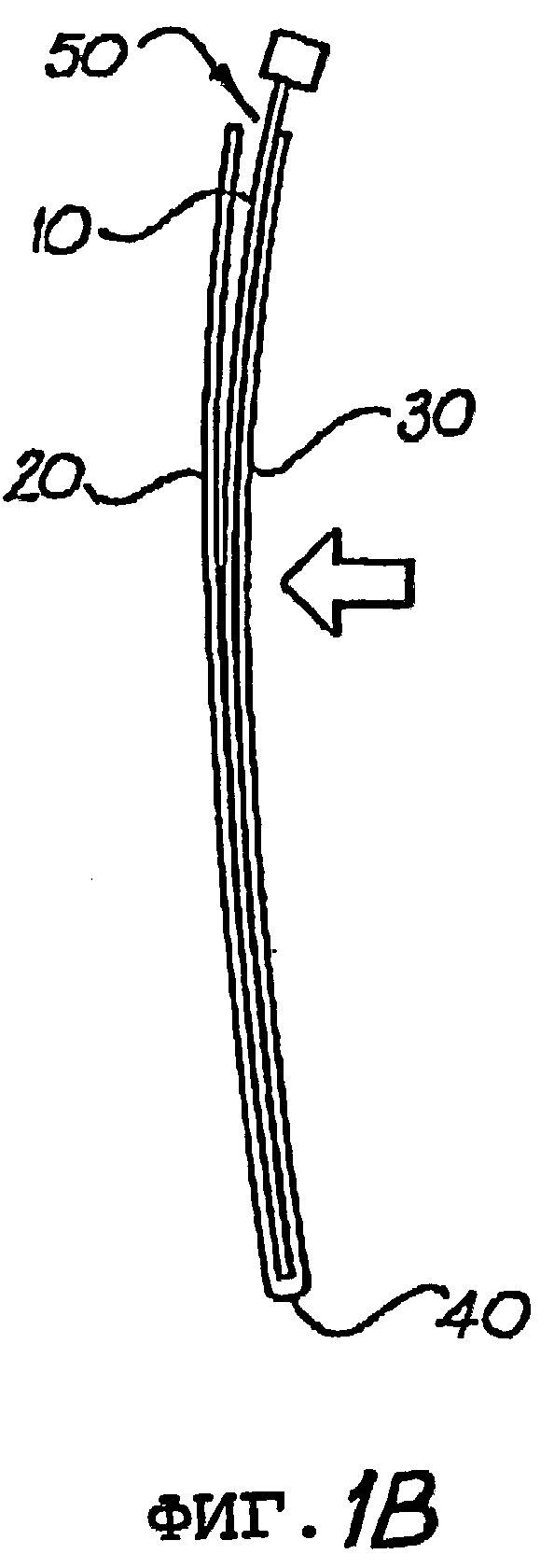
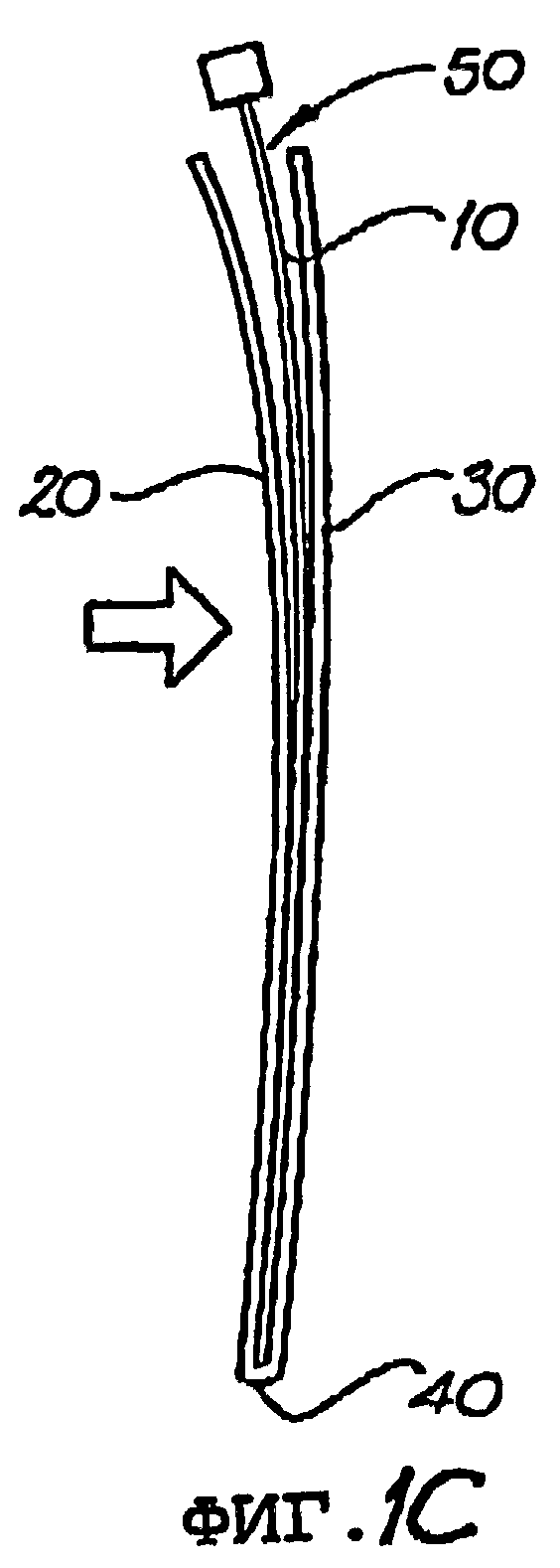
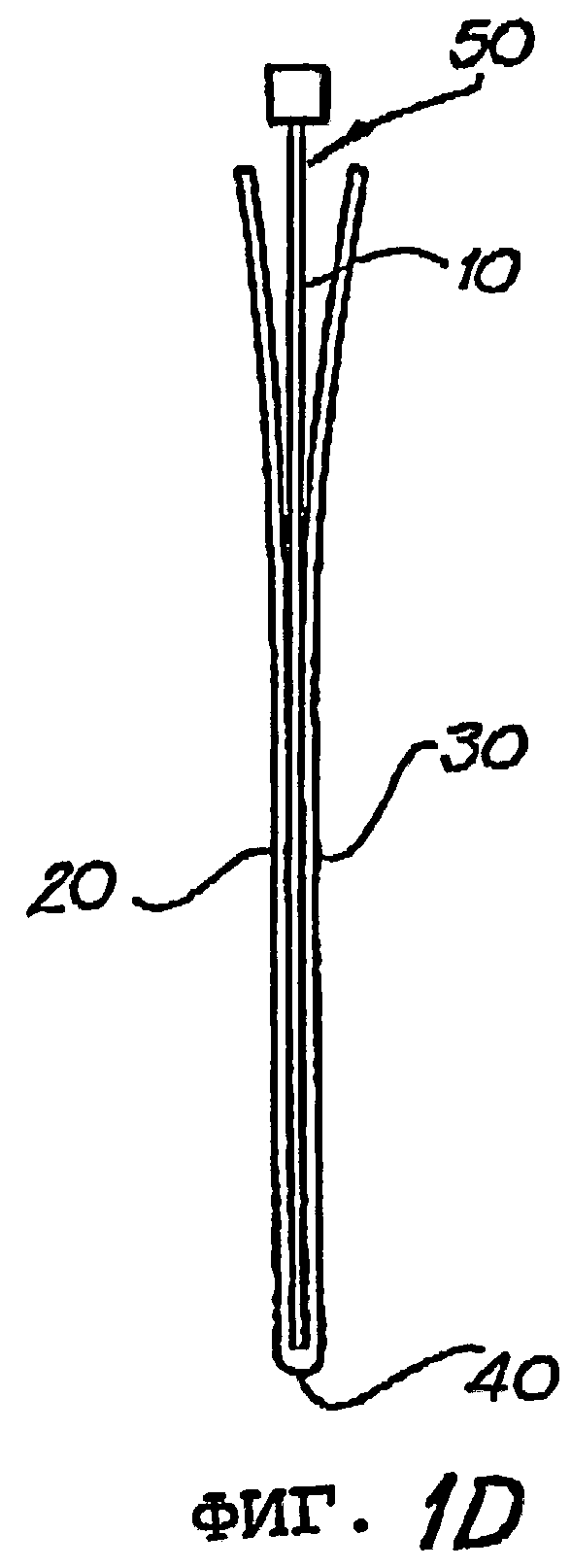
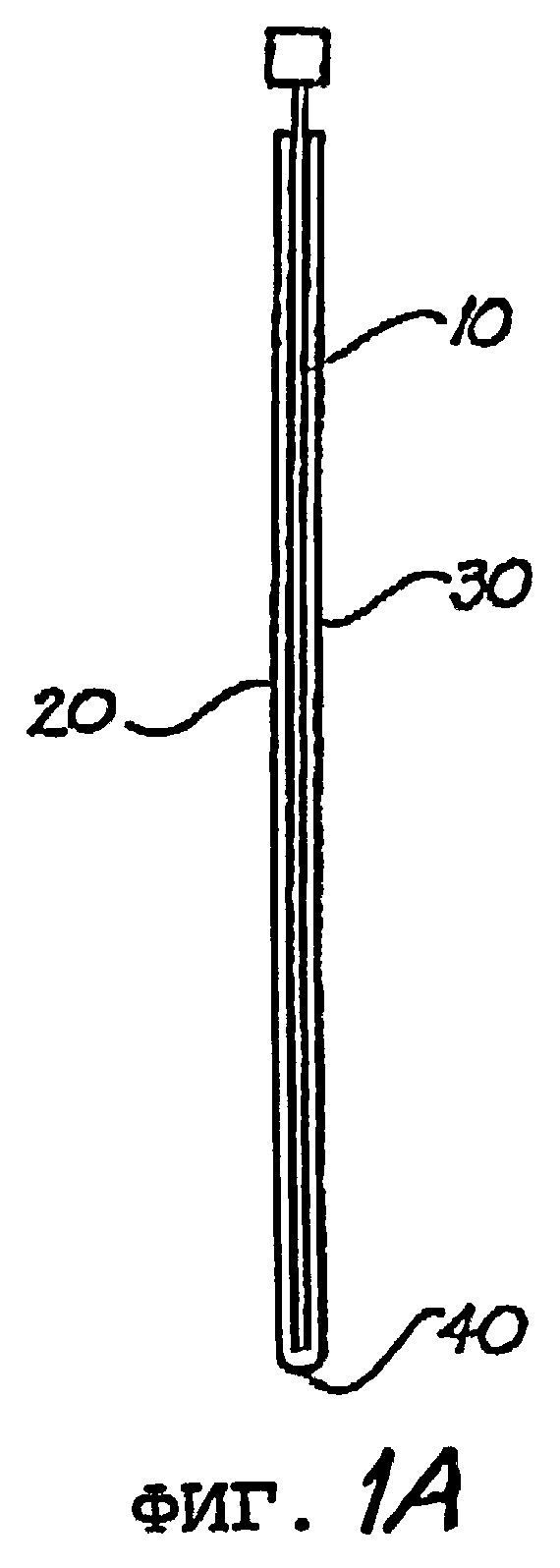
Первоначальная стадия способа снятия электролитически осажденной металлической оболочки с ее катодной начальной пластины состоит в, по крайней мере, частичном отделении любой стороны осажденной оболочки с катодной пластины. В этом отношении отсылаем к фиг.1А-1Д. Оболочковый катод состоит из катодных листов 20 и 30, осажденных на катодную начальную пластину 10 и соединенных по своему нижнему краю ломкой частью 40. Для отделения, по крайней мере, верхней концевой части 50 листов 20, 30 вначале сгибают катодную начальную пластину.
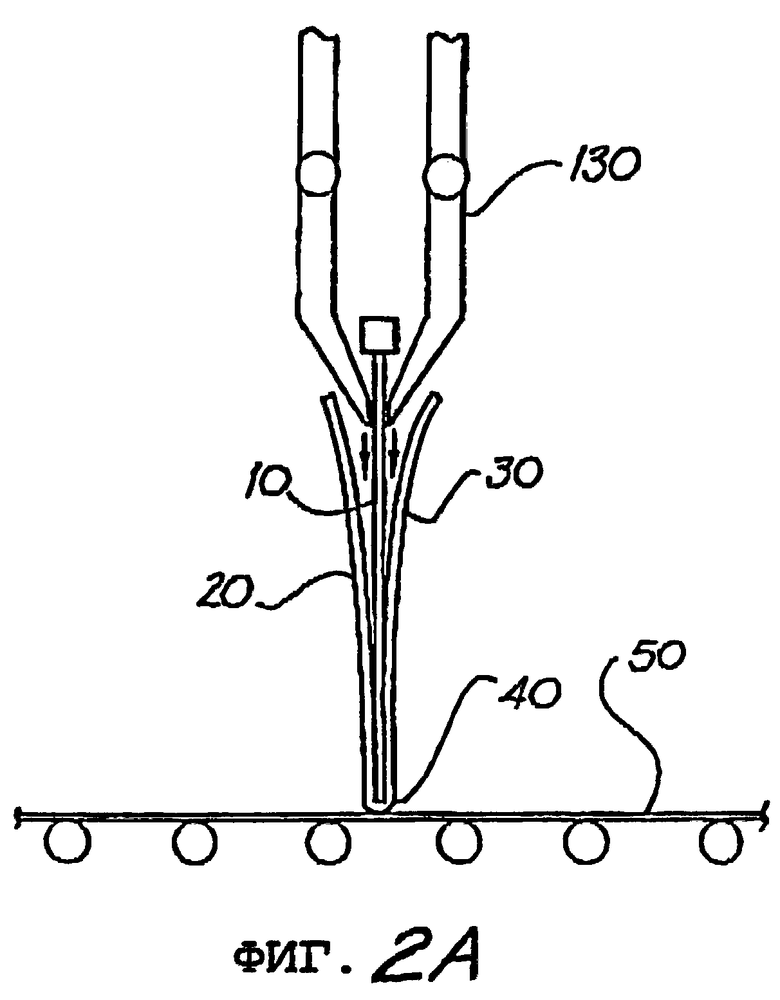
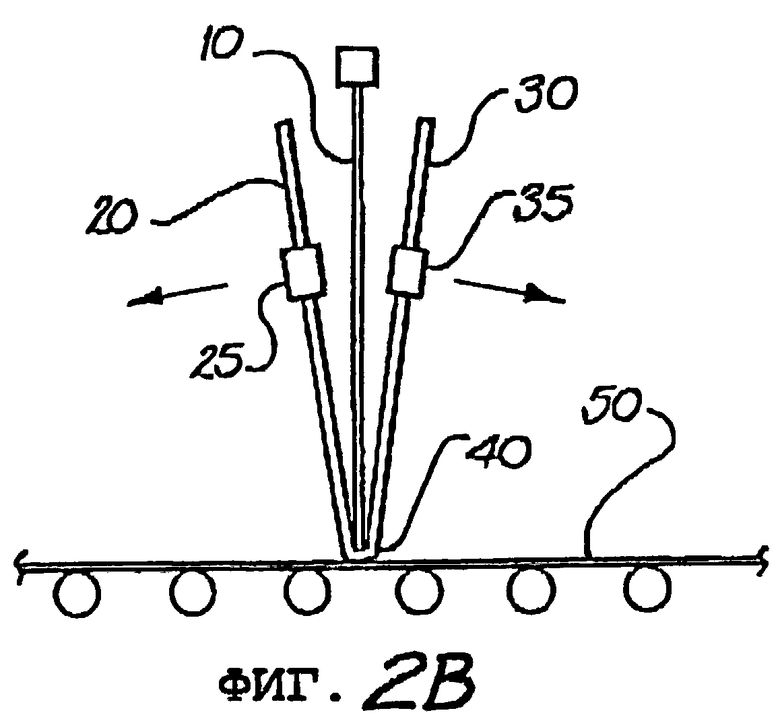
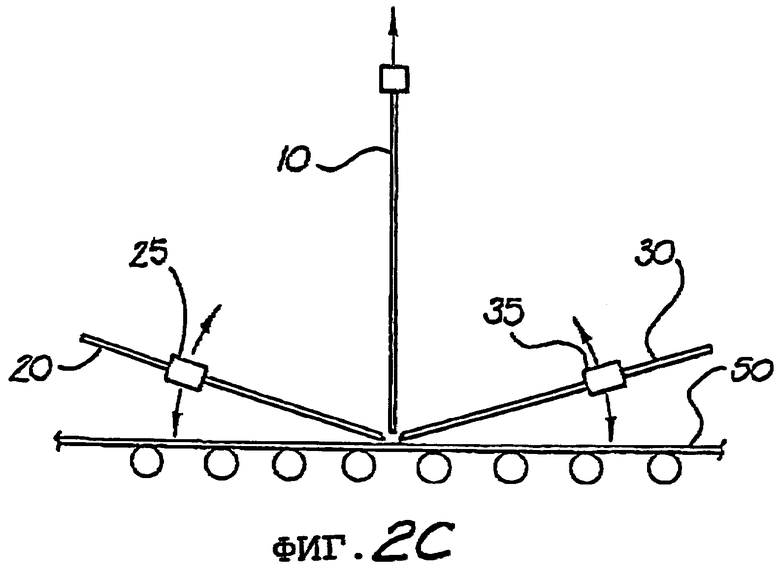
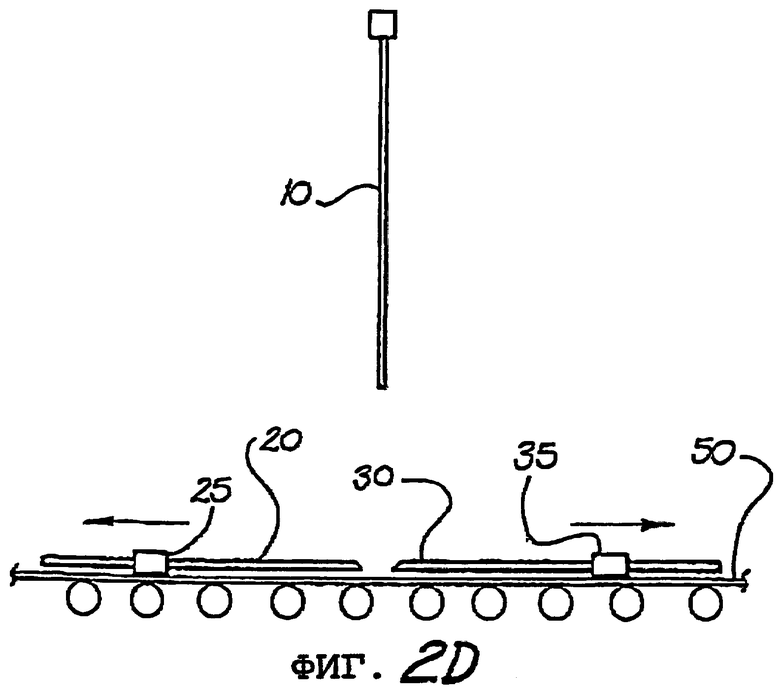
Частично отделенную оболочку, показанную на фиг.1Д, затем подвергают операции снятия, показанную на фиг.2А-2Д. Частично отделенные листы 20 и 30 помещают на конвейерную ленту 50 устройства для снятия оболочек. Это устройство содержит клиновый отделитель или воздухообдуватель 130. Эти клиновые отделители 130 входят в зазор между листами 20, 30 и катодной начальной пластиной 10. Клиновые отделители 130 существенным образом отделяют цельные листовые части 20 и 30 электролитически осажденной оболочки от катодной начальной пластины 10. Однако листы 20 и 30 по-прежнему удерживаются вместе ломкой частью 40, простирающейся по нижнему краю катодной пластины 10, как это показано на фиг.2В. Чтобы полностью отделить электролитически осажденную металлическую оболочку от катодной начальной пластины 10, отдельные, по существу одинаковые листы 20 и 30 удерживают захватами 25, 35 и поворачивают вокруг ломкой части 40 из по существу вертикального положения, показанного на фиг.2В, в по существу горизонтальное положение, показанное на фиг.2С. При этом повороте осажденный металл отделяется от катода в виде двух по существу одинаковых листов. Во многих случаях для отделения листов необходим лишь один поворот листов 20, 30 из вертикального положения в горизонтальное положение. Это отделение листов 20 и 30 друг от друга, а также от катодной начальной пластины может осуществляться захватами 25, 35 следующим образом. Захваты, которые по-прежнему удерживают листы 20, 30 в горизонтальном положении, показанном на фиг.2С, выполнены с возможностью немного оттягивать соответствующие листы наружу, как это показано на фиг.2Д. Если листы 20, 30 движутся наружу вместе с захватами, то происходит разделение листов 20, 30. Однако, если усилие для передвижения захватов наружу оказывается слишком большим или если захваты просто не движутся, то это указывает на то, что фактически не произошло разделение листов 20, 30 в ломкой части и что соответственно может потребоваться их дополнительное вращение /показано на фиг.2С/.
Если требуется дополнительное манипулирование с листами 20, 30 и их вращение, то устройство с захватами 25 и 35 поворачивает листы 20 и 30 вверх и вниз до тех пор, пока не произойдет вышеупомянутое разделение листов.
В предпочтительном варианте осуществления изобретения катодная пластина 10 может быть поднята вверх в снимающем устройстве для образования большего зазора между ней и листами 20, 30 и ломкой частью 40, так как манипулирование с листами 20 и 30 может привести к соприкосновению между, по крайней мере, ломкой частью 40 и катодной пластиной 10.
После того как катодные листы 20 и 30 разделены на по существу одинаковые отдельные листы, их простым способом перемещают из устройства для последующей укладки и обработки.
Однако наращивание этой осаждаемой металлической оболочки является сложным делом, и как установил заявитель, при определенных технологических условиях может оказаться трудным разделение электролитически осажденной оболочки на два отдельных листа. Это особенно справедливо в том случае, если по какой-либо причине электроснабжение электролитической ванны прерывается на какой-либо значительный период времени. Если это происходит, то для разделения металлических листов необходимо их несколько раз поворачивать или развертывать.
Целью настоящего изобретения является устранение или смягчения, по крайней мере, одного из недостатков указанного выше технического решения или создание полезной альтернативы ему.
Согласно первому аспекту настоящего изобретения предлагается способ электролитического осаждения металла на катоде в электролитической ячейке, по которому: прилагают электрический потенциал к ячейке для осаждения металлической оболочки на указанном катоде, которая содержит два по существу одинаковых листа с каждой стороны указанного катода, соединенных ломкой частью на, по крайней мере, одном крае, и удаляют металл с катода поворотом соответствующих листов вокруг ломкой части, при котором направление и величину тока в электролитической ячейке контролируют таким образом, что когда прохождение тока приближается к заранее определенному значению или достигает его и/или когда изменяется направление прохождения тока, вспомогательный источник электропитания прилагает вспомогательный потенциал к ячейке на уровне, достаточном для поддержания заранее определенных направлениях прохождения тока и его величины в ячейке.
Не желая связывать себя с какой-нибудь определенной теорией, данный заявитель установил, что прерывание электропитания ячейки на какой-либо значительный период времени /т.е. на один час или более/ может привести к "наслаиванию" металла в месте расположения ломкой части. Конкретнее, если электроэнергия подводятся к электролитической ячейке таким образом, что получается "прямой" ток, то поддерживается осаждение от анода к катоду, при этом металл осаждается контролируемым упорядоченным образом.
С другой стороны, если электропитание прерывается и позже начинается вновь, то, по-видимому, изменяется ориентация при осаждении металла. Это, вероятно, вызывается тем, что металл осаждается на наружную поверхность уже осажденного металла как на новую поверхность. Следовательно, если электропитание прерывается больше, чем один раз, то может быть несколько "направленных" изменений осажденных металлических кристаллов в месте расположения ломкой части. Это приводит к образованию в металле слоев с разными ориентациями кристаллов.
Границы между такими слоями могут действовать как дефектные линии, приводящие к непредсказуемому и неравномерному разделению осажденной металлической оболочки на два отдельных листа. Поддерживая заранее определенные направления прохождения тока и его величину в ячейке, можно обеспечить равномерное и согласующееся осаждение металлических кристаллов, тем самым устраняя образование таких слоев с разными ориентациями кристаллов.
Вспомогательный источник электропитания может быть включен в течение всего периода наращивания металла на катоде, так чтобы электропитание никогда не понижалось бы ниже заранее определенного уровня, что приводило бы к нулевому или "обратному" току. С другой стороны, вспомогательный источник электропитания может быть включен только в случае уменьшения или нарушения электропитания от основного источника.
Согласно другому аспекту настоящего изобретения предлагается способ электропитания электролитической ячейки для осаждения металла на катоде, по которому: используют основной источник электропитания и вспомогательный источник электропитания для снабжения электроэнергией ячейки, при этом, будучи включенным, вспомогательный источник электропитания является достаточным для поддержания заранее определенных направлениях прохождения тока и его величины.
Согласно еще одному аспекту настоящего изобретения предлагается устройство для поддержания электролитического осаждения металла в электролитической ячейке, содержащее металлический анод, катод, электролитическую ванну и основной источник электропитания для приложения электрического потенциала между анодом и катодом, обеспечивающий прямой ток и осаждение металла от указанного анода к указанному катоду, при этом указанное устройство содержит вспомогательный источник электропитания, выполненный с возможностью соединения с ячейкой, так что, в случаях уменьшения или нарушения электропитания от основного источника электропитания, указанный вспомогательный источник электропитания поддерживает заранее определенные направления тока и его величину в ячейке.
Если из контекста ясно не требуется иное, то во всем описании и формуле изобретения слова "содержит", "содержащий" и т.п. должны истолковываться в смысле "включающий в себя", а не в исключительном или исчерпывающем смысле, т.е. в смысле "включающий в себя, но не ограниченный".
Теперь настоящее изобретение будет полнее описано только в качестве примера со ссылкой на сопровождающие чертежи, на которых:
фиг.1А-2Д - виды сбоку, иллюстрирующие способ снятия электролитически осажденных металлических оболочек, разработанный заявителем, и включенные только в целях пояснения;
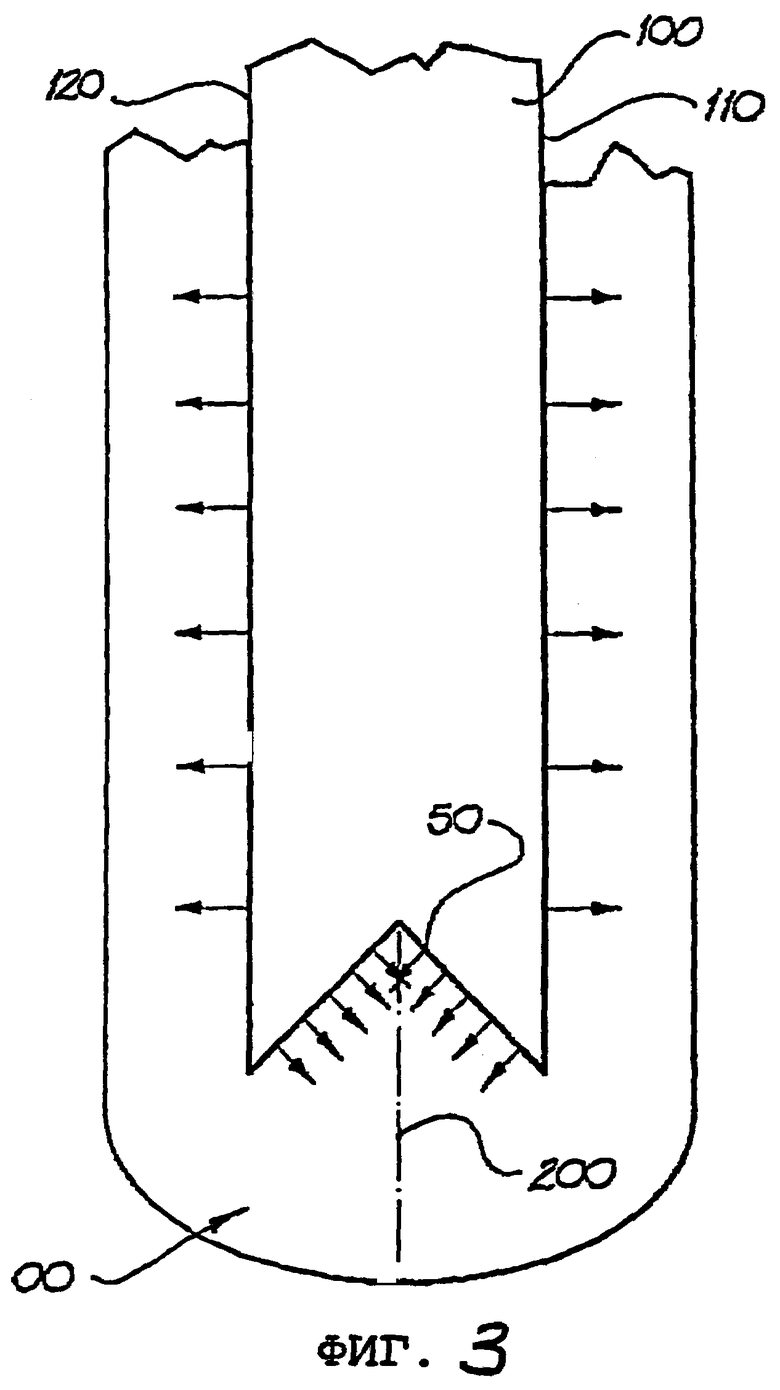
фиг.3 - вид сбоку нижнего конца катодной начальной металлической пластины с электролитически осажденным материалом на нем;
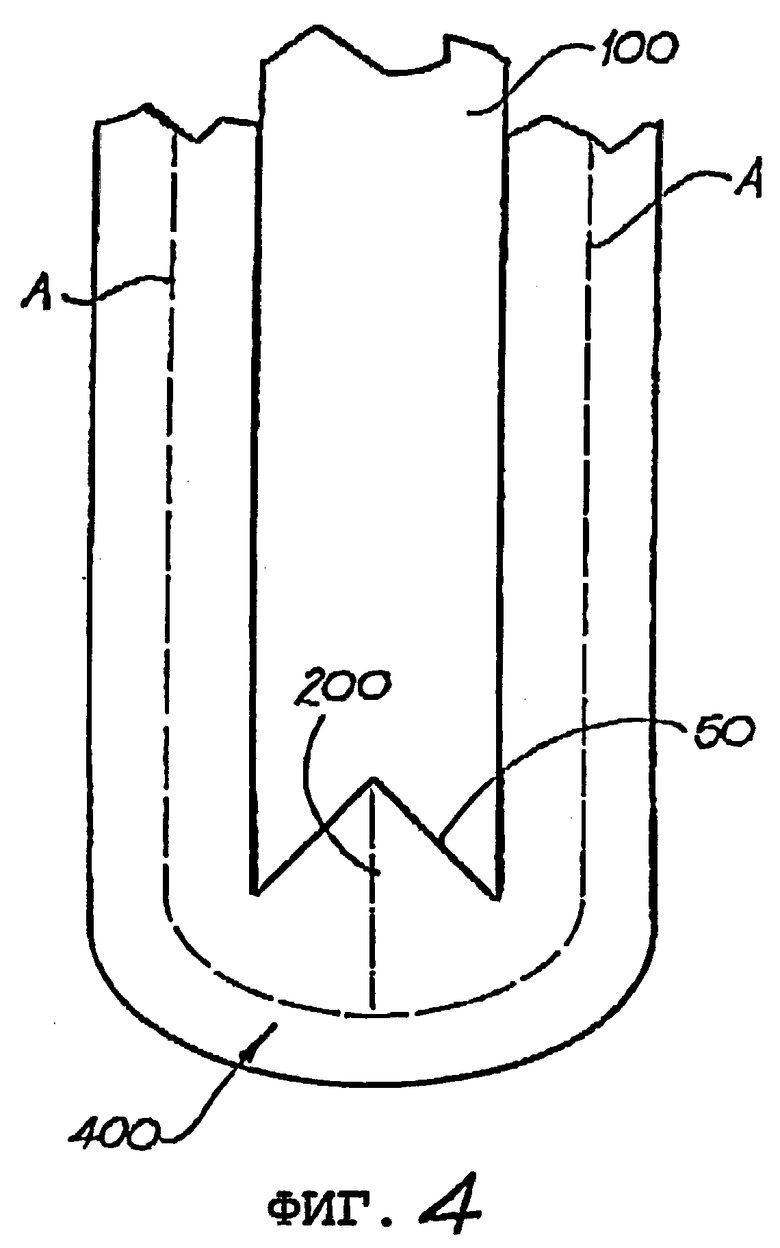
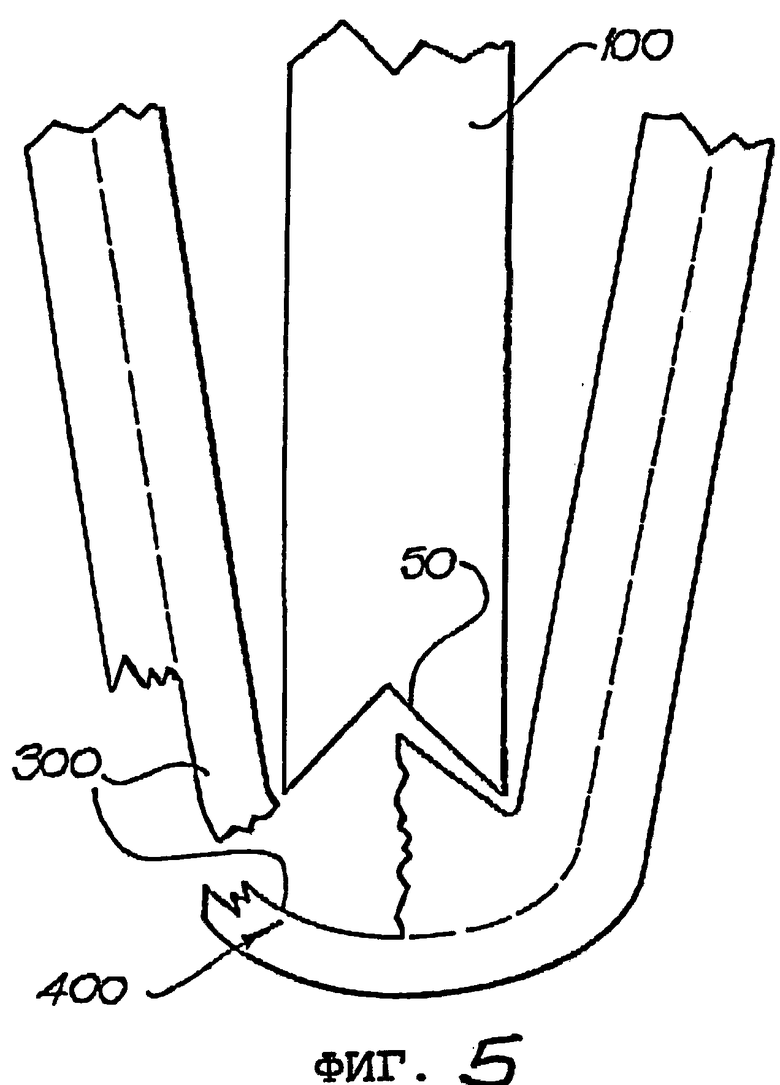
фиг.4 и 5 - сходные виды сбоку катодной начальной пластины с электролитически осажденным материалом на нем, когда прервано электропитание.
Изобретение будет в качестве примера описано в отношении электролитического осаждения металла, например, меди, однако, понятно, что оно может быть также использовано при электролитическом выделении металла. В соответствии с фиг.3, где, как понятно специалистам в данной области, в электролитическую ванну помещена катодная пластина 100, к которой подводится ток, при этом металл в аноде, например, медь будет растворяться в электролитической ванне для повторного осаждения на катодной начальной пластине 100. Кристаллы металла стремятся осадиться и расти под прямыми углами к поверхности осаждения, как это показано стрелками, в этом случае непосредственно наружу от боковых плоскостей 110 и 120 и к плоскости симметрии 200 катодной начальной пластины в V-образном пазу 150. Если поддерживается электропитание, то обычно будут сохраняться эти направления осаждения, плоскость симметрии 200 в V-образном пазу 150 тогда образует линию ослабления, где соударяются кристаллы меди, что обеспечивает надежное разделение осажденной металлической оболочки на два отдельных листа.
Когда прерывается подача электроэнергии к катодной пластине, как это показано на фиг.4 и 5, в ломкой части 400 и вокруг нее образуются дефектные линии или слои 300. Если электропитание прерывается, когда осажденная металлическая оболочка достигает пунктирной линии А, то осажденная металлическая оболочка вплоть до этой точки сходна с той, которая показана на фиг.3, т.е. с соответственным направлением осажденных слоев металла. Если теперь вновь подавать электроэнергию для получения прямого тока и снова начать осаждение, то кристаллы металла будут стремиться осаждаться под прямыми углами к поверхности А, а не следовать прежнему направлению кристаллов металла, т.е. поверх предшествующего металла будет лежать слой новой меди 300.
Следует полагать, что "повторное направление" роста кристаллов металла или роста новых слоев приводит к плохой разделяемости двух металлических листов. Это подтверждается линией разлома на два металлических листа, показанной на фиг.5. Согласно испытаниям, проведенным заявителем, зарождение трещины начинается в соответствии с тем, что показано на фиг.3, т.е. в вершине слоя меди, осажденного в пазу 150, или вблизи нее. Затем эта трещина следует по линии ослабления 200, где встречаются два растущих слоя осаждающейся меди, и продолжает распространяться по этой линии, пока не достигнет точки или границы слоя "нового" роста после прерывания электропитания, показанной пунктирной линией А. Линия ослабления не продолжается через этот слой. Таким образом, линия разлома и разделения стремится отклоняться вдоль линии расслоения А к ближайшей слабейшей точке, где продолжается разлом на два листа. Как показано на фиг.5, результатом этого может быть плохое и неприглядное разделение на два металлических листа. Кроме того, это обычно приводит к необходимости повторения цикла поворота/развертывания в снимающем устройстве, пока не закончится разлом.
Однако, как установил заявитель, проблема наслоения может быть решена пропуском слабого тока через электролитические ячейки. В периоды уменьшения или прекращения тока от основного источника электропитания может быть включен вспомогательный источник электропитания. Этот вспомогательный источник электропитания должен быть достаточным для того, чтобы просто поддерживать прохождение прямого тока. Необязательно, чтобы вспомогательный источник электропитания обеспечивал снабжение током, достаточное для продолжения осаждения металла. Просто достаточно обеспечивать прохождение прямого тока в электролитической ячейке.
Предпочитается, чтобы вспомогательный источник электропитания был регулируемым, так чтобы при его включении можно было регулировать прохождение тока через ячейку для определения того, имеется ли прямой ток. Затем можно увеличить электропитание от вспомогательного источника до уровня, при котором контролируется минимальный небольшой ток в ячейке.
Хотя и не желая в этом отношении ограничивать себя какой-либо определенной теорией, заявитель считает, что минимальный прямой незначительный ток не только предотвращает повторное растворение меди с катода обратно в электролитическую ванну, но, кроме того, исключает осаждение загрязнений на поверхность осажденного металла и поддерживает ориентацию кристаллической структуры. Другими словами, когда затем вновь подается полное электропитание, осаждающийся металл продолжает сохранять свою прежнюю ориентацию осаждения, а не осаждается на уже осажденный металл как на свежую поверхность.
Кроме того, подача вспомогательного электропитания может быть изменена во время пребывания катода в электролитической ячейке.
В общем, если прекращение или уменьшение электропитания происходят в первый или второй день наращивания покрытия, то размер и форма паза 150 и металл, осажденный в нем, имеют тенденцию перевешивать какой-либо эффект наслаивания. Однако в случае прекращения электропитания, например, на 3-4 дня, существует небольшая вероятность возникновения проблем, связанных с наслаиванием, однако, намного возрастает острота этих проблем.
При более продолжительном прекращении электропитания, например на 6 и 7 дней, увеличивается частота возникновения вышеупомянутых проблем, связанных с наслаиванием, однако, их острота несколько меньше.
Таким образом, как можно видеть, использование соответствующего вспомогательного источника электропитания для поддержания прямого тока в электролитических ячейках устраняет или, по крайней мере, смягчает потенциальные проблемы, вызванные нарушением электропитания ячеек.
Понятно, что могут быть сделаны изменения в вышеописанных способе и устройстве, не выходящие за пределы настоящего изобретения и не отклоняющиеся от его сущности.
Использование: изобретение относится к электролитическому осаждению металлов, в частности к управлению процессом электролиза. Сущность: способ электролитического осаждения металла на катоде в электролитической ячейке, содержащей анод, катод, электролитическую ванну, и основной источник электропитания для приложения электрического потенциала между анодом и катодом, обеспечивающего прямой ток и осаждение металла от указанного анода к указанному катоду, включает приложение электрического потенциала к ячейке для осаждения металлической оболочки на указанном катоде, которая содержит два по существу одинаковых листа с каждой стороны указанного катода, соединенных ломкой частью, по крайней мере, на одном крае, и удаление металла с катода поворотом соответствующих листов вокруг ломкой части, при этом направление и величину тока в электролитической ячейке контролируют таким образом, что когда прохождение тока или направление тока приближает к заранее определенному значению или достигает его и/или когда изменяется направление прохождения тока, используют вспомогательный источник электропитания, выполненный с возможностью соединения с ячейкой, для приложения потенциала на уровне, достаточном для поддержания заранее определенных направления прохождения тока и его величины в ячейке. Вспомогательный источник электропитания может быть непрерывно действующим или включаться только тогда, когда прохождение тока и/или его направление падают ниже указанного заранее определенного значения. Изобретение обеспечивает возможность облегчения сдирки осажденного на катоде катодного осадка и повышение качества катодного осадка за счет исключения наслаивания металла в месте расположения ломкой части катодного осадка путем пропускания слабого тока при прерывании электропитания электролитической ячейки. 3 н. и 6 з.п.ф-лы, 5 ил.
| US 5310466 A, 10.05.1994 | |||
| Устройство автоматического управления процессом электролитического извлечения серебра из использованных фиксирующих растворов | 1986 |
|
SU1392145A1 |
| DE 3922959 А, 21.12.1989 | |||
| US 4377456 А, 22.03.1983. | |||

