Область техники, к которой относится изобретение
Настоящее изобретение относится к системе нанесения покрытий из металлических сплавов посредством применения гальванической технологии и к связанному с ней способу нанесения металлических покрытий, а также к структуре, покрытой металлом с помощью указанной системы и способа.
Областью применения изобретения являются гальванические технологии, в частности, нанесение металлических сплавов на катод электролитической ячейки. В более общем смысле изобретение относится к области технологий получения металлических сплавов.
Уровень техники
В области гальванических технологий нанесения катодных покрытий широкое распространение с течением времени получили несколько технологий нанесения различных бинарных сплавов, таких как используемые для магнитных применений сплавы Ni-Cr или Fe-Ni, или применяемые в узлах трения сплавы Pb-Sn.
В литературе также описываются гальванические технологии нанесения металлических сплавов, составленных из трех или четырех компонентов, которые, однако, не нашли какого-либо практического применения в промышленности.
Фактически при использовании гальванической технологии для обеспечения постоянного и одновременного осаждения на катоде большого числа металлических компонентов с сохранением определенного массового состава композиции возникает много проблем. Необходимым, но не достаточным условием является то, чтобы все эти различные металлы имели сходные величины электрохимического потенциала. Потенциал каждого компонента также соотносится с соответствующими перенапряжениями, с концентрацией соляного раствора в гальванической ванне, с величинами коэффициентов активности, с наличием комплексообразующих реагентов в растворе и с физическими условиями на границах самой ванны.
Известные в данной области гальванические технологии основываются на том принципе, что осаждение на катоде каждого из металлических компонентов осуществляется посредством управления током питания гальванической ванны. Обычно процесс осуществляется при помощи электродвижущего устройства, приспособленного для приложения подходящей электродвижущей силы или разности потенциалов между катодом и анодом электролизера, и устройства для управления характеристиками электрического тока, обеспечиваемого указанным электродвижущим устройством, в частности силой указанного тока. Такое устройство обычно состоит из электрического генератора, присоединенного к выпрямителю тока, который регулирует силу проходящего через гальваническую ванну тока.
Как известно, в случае осаждения на катоде единственного металлического элемента разность потенциалов, прикладываемая между анодом и катодом электролитической ячейки, соотносится с проходящим по ней током в соответствии со следующим упрощенным уравнением:
Ecell=E0,cell+ηA-ηC+RI,
где Eсеll - приложенная к ячейке разность потенциалов, E0,cеll является противоэлектродвижущей силой, ηA и ηB - соответственно анодное и катодное перенапряжение при осаждении металла, R является электрическим сопротивлением ванны и I - сила тока. Противоэлектродвижущая сила E0,сеll представляет собой разность потенциалов, развиваемую системой анод - раствор - катод, которая является функцией концентраций как восстанавливающихся, так и окисляющихся компонентов. То есть любые изменения концентрации, тока или напряжения в гальванической ванне могут оказать воздействие на общее равновесие в системе и соотносятся друг с другом согласно точным правилам баланса.
В промышленной практике процесс нанесения покрытий регулируется поддерживанием требуемой концентрации солевого раствора в гальванической ванне посредством внесения надлежащих добавок солей металла во время процесса нанесения покрытия. Эти добавки требуют выполнения постоянных и регулярных проверок и регулировок гальванической ванны.
Известные в данной области способы основываются на том, что если сила тока поддерживается на постоянном уровне и сохраняются определенные величины соотношений между концентрациями предназначенных для нанесения металлических компонентов, то разность потенциалов остается почти постоянной и процесс нанесения катодного покрытия будет осуществляться достаточно контролируемым и регулярным образом. Основной причиной поддержания неизменной величины тока в ванне является то, что ток, протекающий по ванне, может быть прямо соотнесен с толщиной и количеством осажденного на катоде за определенный промежуток времени металла.
При практической реализации известных гальванических технологий, которые, как указано выше, основываются на контроле тока питания ванны и концентрации солевого раствора, оказывается очень сложным управлять электролитическим осаждением в случае, когда наносится покрытие из более чем двух металлических компонентов, особенно когда при этом используются аноды, изготовленные из металлических сплавов. Чтобы дать представление об этих трудностях, достаточно сказать, что добавление в ванну одного металла влияет на растворимость других металлов; поэтому добавлением металла к раствору можно добиться эффектов, совершенно отличных от ожидаемых.
Фактически, при работе с заданным током с течением времени происходят изменения в потенциалах и концентрациях различных металлических компонентов, величины которых по существу не могут оставаться неизменными. Из этого следует, что катодное осаждение металла отличается наличием слоев, имеющих различные композиции и различную степень однородности. Помимо этого происходящие с течением времени изменения разности потенциалов допускают возникновение в ванне других электрохимических взаимодействий, например паразитных или диссипативных процессов, таких как короткие замыкания окислительно-восстановительной цепи, которые могут привести систему в полностью неконтролируемое состояние.
В заключение, известные технологии лишь отчасти эффективны, когда в процессе нанесения гальванического покрытия используются два металлических элемента, и они оказываются неэффективными при использовании трех или более металлических элементов. Фактически, задавая плотность протекающего по гальванической ванне тока, можно управлять общим количеством разряжающихся на катоде зарядов, но не их качественным и количественным распределением, то есть не массовыми количественными соотношения, которые являются необходимыми для создания требуемого сплава.
В целом возникает несколько проблем, оказывающих сильное влияние на такие известные гальванические технологии, среди них:
- растворимость в растворе индивидуальных металлических компонентов;
- поляризационные явления, в частности анодная поляризация;
- типология и электрические характеристики тока питания ванны;
- наличие металлических элементов с различными степенями окисления и электрохимическими потенциалами.
Подводимый к гальванической ванне постоянный ток приводит, например, к образованию столбчатых структур, которые будут отслаиваться после осаждения уже нескольких микрон вследствие накопления во время процесса осаждения значительных внутренних напряжений.
При рассмотрении металлических элементов, имеющих различные степени окисления, например, Fe и Cr, для нанесения покрытий из таких элементов требуется присутствие комплексообразующих реагентов, обычно органических, необходимых для сохранения их в растворе в самой подходящей для нанесения покрытия степени окисления, как правило, наиболее низкой. Фактически, если в растворе одновременно присутствуют различные окислительно-восстановительные системы, относящиеся к одному металлическому элементу, могут иметь место нежелательные взаимодействия, иногда способные сделать нанесение покрытия невозможным. Например, одновременное присутствие Fe3+ и Fe2+ может вызвать диссипацию тока, так как возможна ситуация, когда данный атом окисляется на аноде и восстанавливается на катоде, тем самым возвращаясь в свое предыдущее состояние без прохождения какого-либо осаждения и нагревая при этом раствор.
Раскрытие изобретения
Настоящее изобретение стремится преодолеть вышеупомянутые недостатки существующего уровня техники, предоставив систему и способ нанесения покрытия металлическими сплавами, которые устраняют указанные недостатки существующего уровня техники, минимизируя или даже полностью нейтрализуя проявления перечисленных выше проблем. Целью настоящего изобретения является представление способа электролитического нанесения катодного покрытия из двух или более металлических компонентов посредством оптимального управления массовым процентным составом получаемого сплава, в частности, в случаях, когда должен быть получен сплав, составленный тремя, четырьмя или более элементами.
Другая цель состоит в том, чтобы осуществить способ нанесения покрытия, при котором оказывается возможным управление процессом осаждения металлов на катоде простым и эффективным образом.
Еще одна цель заключается в осуществлении способа нанесения покрытия, который после своего запуска выполняется по существу автоматическим образом, то есть не требуя никакого внешнего управления или регулировки, например, внесений изменений в химическую композицию соляного раствора ванны.
Следующая цель заключается в том, чтобы получить на катоде металлические структуры, отличающиеся невысокими внутренними напряжениями и превосходными механическими свойствами, в частности, состоящие из кристаллических структур, по существу лишенных примесей.
Следующая цель состоит в том, чтобы получить на катоде структуры, которые имеют очень сложные и/или неправильные формы и обладают превосходными механическими качествами.
Указанные цели достигаются настоящим изобретением посредством предоставления системы и способа нанесения покрытия из металлических сплавов, обладающих признаками, изложенными в прилагаемой формуле изобретения, которую следует воспринимать как неотъемлемую часть настоящего описания.
Настоящее изобретение базируется на основной концепции, заключающейся в том, что процесс нанесения покрытия выполняется в условиях управления по напряжению, в частности посредством приложения между анодом и катодом электролитической ячейки разности потенциалов, имеющей величину, которая изменяется с течением времени согласно заранее заданному закону. Это решение отличается от всех известных способов нанесения покрытий, которые регулируют силу протекающего по ванне тока.
Закон, который определяет величину разности потенциалов с течением времени, зависит от сплава, который предназначается для нанесения, и от других параметров гальванической ванны, например pH и температуры. Это позволяет выбрать закон, который больше всего подходит для данной ванны в зависимости от условий на ее границах.
Кроме того, указанный закон в зависимости от условий нанесения покрытия и требуемых рабочих характеристик может устанавливать, постоянная или же изменяющаяся во времени разность потенциалов должна прикладываться к аноду и катоду электролитической ячейки.
Краткое описание чертежей
Дальнейшие цели и преимущества настоящего изобретения будут очевидны из следующего далее описания и прилагаемых чертежей, на которых:
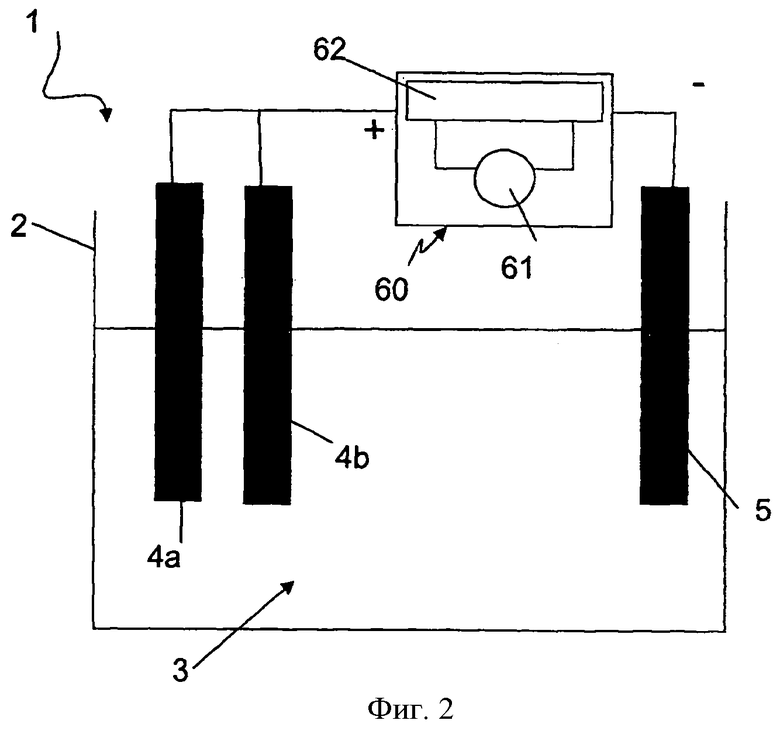
- Фиг.1 показывает систему для нанесения покрытия из металлического сплава согласно изобретению, в частности электролитическую ячейку;
- Фиг.2 показывает вариант представленной на Фиг.1 системы, в частности электролитическую ячейку, оборудованную некоторым количеством анодов.
Осуществление изобретения
Представленная со ссылкой на Фиг.1 электролитическая ячейка 1 содержит резервуар 2, содержащий электролитический раствор 3, который включает соли и/или кислоты в подходящих количествах и композицию для нанесения предназначенного для получения покрытия. Разность потенциалов ECell прикладывается к двум помещенным в раствор 3 электродам, то есть аноду 4 и катоду 5, через генератор 6 постоянного напряжения.
Известным по существу образом генератор 6 может состоять из устройства для обеспечения электродвижущей силы и выпрямителя напряжения. Для целей настоящего изобретения генератор 6 предпочтительно оборудован логическим управляющим устройством, способным регулировать величину прилагаемой между анодом и катодом разности потенциалов ECell. В частности, обеспечиваются устройства, которые приспособлены для изменения величины разности потенциалов ECell между анодом 4 и катодом 5 с течением времени таким образом, чтобы между анодом и катодом могла прикладываться разность потенциалов, которая с течением времени изменяется согласно заранее заданному закону. Другими словами, указанное устройство действует во время процесса нанесения покрытия с целью приложения указанного заранее заданного закона.
Прикладываемая между катодом и анодом разность потенциалов выбирается, в частности, согласно таким параметрам, критериям и рабочим режимам, как, например:
I) приложенная величина разности потенциалов является такой, чтобы каждый металлический элемент требуемого сплава мог диффундировать в ванну из анода и мог осаждаться на катоде;
II) величина разности потенциалов является такой, чтобы предназначенные для нанесения покрытия металлические элементы могли диффундировать в ванну только тогда, когда они находятся в требуемой степени окисления, которая обычно отвечает состоянию, соответствующему наиболее низкому электрохимическому потенциалу;
III) физическое расстояние между анодом и катодом в гальванической ванне: чем более велико это расстояние, тем больше величина падения напряжения между анодом и катодом, наблюдающегося из-за сопротивления раствора электролита в ванне;
IV) перемешивание раствора электролита ванны, то есть массовые потоки раствора:
чем более интенсивным является перемешивание, тем шире диапазон применимых величин разности потенциалов, приводящих к успешному осуществлению процесса нанесения покрытия;
V) показатель pH раствора электролита: более низкие величины позволяют более легко сохранять ионы металлов в растворе, тем самым предупреждая образование в растворе каких-либо осадков, однако этот показатель не должен опускаться ниже некоторой величины с тем, чтобы не допускать высвобождения газообразного водорода, которое ведет к снижению эффективности катода;
VI) температура гальванической ванны: более высокие температуры увеличивают скорость, с которой ионы металлов диффундируют через раствор, и в то же самое время увеличивают размеры зерен осаждающегося металла;
VII) концентрация металлов в растворе: чем выше концентрация, тем выше ток и, следовательно, разность потенциалов, которая может быть приложена к гальванической ванне;
VII) перенапряжение переноса заряда на границе между жидкостью раствора электролита и катодом, которое зависит от нескольких факторов, среди которых композиция и способ получения катода, металлические элементы, предназначенные для диффундирования и переноса в раствор, и их относительные композиции в массовых долях, а также композиция раствора электролита.
Для того чтобы система и способ нанесения покрытий согласно изобретению могли действовать должным образом, а также для управления процессом предпочтительно, чтобы применяемый анод являлся растворимым, хотя, тем не менее, возможно осуществление способа и при использовании нерастворимых анодов. В частности, растворимый анод может быть предпочтительно изготовлен из того же сплава, который предназначается для осаждения, то есть он может содержать все и только те элементы, которые предназначаются для осаждения, так, чтобы на катоде не могло осаждаться никаких нежелательных металлов, а в растворе не могло образовываться никаких шлаковых осадков. Кроме того, как будет дополнительно пояснено ниже, и по своему массовому составу анод может предпочтительно иметь такую же композицию, как и металлический сплав, который предназначается для получения на катоде.
Электролитический раствор гальванической ванны может состоять из раствора, имеющего произвольную композицию предназначенных для нанесения покрытия элементов, с единственным ограничением, заключающимся в том, что он должен содержать кислоты и комплексообразующие реагенты композиции в количестве, достаточном для осуществления планируемого процесса нанесения покрытия, с тем, чтобы выдерживать те величины соотношений концентраций предназначенных для нанесения покрытия видов металлов, которые являются необходимыми для осаждения на катоде сплава с требуемыми массовым составом и физическими характеристиками. Его фактическая композиция будет определена далее при описании некоторых примеров воплощения изобретения.
Катод гальванической ванны может состоять либо из матрицы, изготовленной из металлического материала, на которую осаждается гальванопластическое покрытие из предназначенного для нанесения металлического сплава и с которой указанное покрытие сцепляется постоянным образом, либо из проводящего материала, от которого гальванопластическое покрытие может быть отделено, приводя таким образом к получению компонента, имеющего любую форму.
Так как описанный здесь способ позволяет выполнять осаждение нескольких миллиметров материала даже в случае сложных или неправильных форм, оказывается возможным получение структур, имеющих особо сложные и/или неправильные формы и обладающих превосходными прочностными характеристиками.
В частности, способ и система согласно изобретению позволяют эффективно и предпочтительно наносить покрытия на микроперфорированные матрицы для получения микропористых структур, например типа описанных в патентах GB 2356684, US 6488238 или US 6682022, из металлического сплава, имеющего требуемую массовую композицию, и который, в частности, является особенно подходящим для авиационных применений, такого как сплав хастеллой.
Устройство, приспособленное для изменения с течением времени разности потенциалов между анодом и катодом электролитической ячейки, приспосабливается, в частности, для приложения разности потенциалов, которая следует закону, имеющему импульсную природу, то есть разности потенциалов, которая в отношении своей зависимости от времени по меньшей мере на некотором промежутке времени следует импульсному или ступенчатому закону, как это ясно иллюстрируется и поясняется приведенными ниже примерами. Предпочтительно это вызывает осаждение на катоде кристаллических, в частности, микрогранулированных металлических структур, которые являются свободными от внутренних напряжений и предлагают превосходные механические свойства.
Предпочтительно закон, согласно которому происходят изменения прикладываемой между анодом и катодом разности потенциалов, может быть любого вида, то есть на протяжении некоторого промежутка времени она может быть как постоянной, так и переменной, с тем условием, что это было задано предварительно.
Изменения разности потенциалов между анодом и катодом согласно указанному закону предпочтительно могут циклически повторяться в течение интервала времени Т, составляющего некоторую часть или всю длительность прохождения процесса нанесения покрытия. Согласно одному предпочтительному воплощению, указанный закон может быть выражен следующим образом:

где t1 - продолжительность интервала времени, в течение которого разность потенциалов сохраняется на самом низком уровне ECell,b, t2 является продолжительностью интервала времени, в течение которого разность потенциалов поддерживается на самом высоком уровне ECell,b+ΔECell, и n - целое число между 0 и (T/(t1+t2))-1.
Другими словами, (1) показывает, что необходимая разность потенциалов ECell состоит только из основной разности потенциалов ECell,b, прикладываемой в течение времени t1, вслед за чем следует импульс напряжения ΔECell продолжительностью t2.
Такой импульсный ход временной зависимости обнаруживается в каждом последующем интервале времени t1+t2(n≠0); отсюда поэтому следует, что в течение нового периода времени t1 прикладываемая разность потенциалов возвращается к величине ECell,b, а затем на следующем временном интервале t2 она снова возвращается к величине ЕCell,b+ΔECell и так далее на протяжении всего периода времени Т.
Величины этих периодов времени t1 и t1 соотносятся друг с другом через постоянную времени τ=t2/(t1+t2), которая определяет величину соотношения между продолжительностью каждого импульса и общей длительностью задаваемого импульсным законом периода.
Проведенные испытания показали, что выбор константы τ в соответствии с зависимостью от различных, предназначаемых для нанесения катодного покрытия сплавов может влиять на успешность процесса, то есть на получение покрытия, имеющего кристаллическое зерно с особенно хорошими механическими свойствами.
Показатели ECell,b и ΔECell могут быть константами по времени, как в следующих далее примерах воплощения изобретения, или же они могут подчиняться любым задаваемым по времени функциональным зависимостям.
Способ согласно изобретению задает основную величину ECell,b разности потенциалов, выбираемую согласно любому из вышеприведенных пунктов I)-VIII).
Согласно изобретению способ нанесения покрытия разделяется на два этапа, то есть начальный этап, именуемый «этапом тренировки», и этап изготовления покрытой металлом структуры. Первый этап тренировки отличается состоянием отсутствия химического равновесия.
Приложение разности потенциалов между катодом и анодом, как это задается законом (1), определяет величины концентрации и активности ионов помещаемых в гальваническую ванну металлов, которые являются изменяемыми с течением времени относительно начальных условий. Фактически, как может быть выведено из законов диффузии Фика, гальваническая ванна обладает динамическими характеристиками, поскольку, когда концентрация ионов данного металла в растворе возрастает, скорость растворения этого металла на аноде падает, в то время как скорость его осаждения на катоде увеличивается. На этом этапе количество осаждающихся на катоде зарядов для каждого металла будет зависеть от концентрации в растворе ионов соответствующего металла в каждый данный момент времени.
Предпочтительно этот начальный этап способа нанесения покрытия, называемый «тренировкой катода», проводится с использованием катода, на котором различные лиганды, то есть компоненты осаждаемого металлического сплава, осаждаются в соотношениях, которые в общем смысле отличаются от требуемых, и обеспечиваются композициями, массовый состав которых изменяется с течением времени. Во время этого этапа тренировки все катионы в растворе постепенно достигают состояния стационарного потока, отличающегося тем, что соотношения между концентрациями индивидуальных элементов остаются постоянными по времени. Это подразумевает, что скорость растворения катионов металлов, которые рассматриваются как поступающие с анода, становится равной скорости осаждения анионов на катоде. Это условие является действительным, когда нет никаких побочных взаимодействий, которые снижают эффективность катодного осаждения процесса нанесения покрытия, таких как, например, реакция высвобождения газообразного водорода. В таком случае, при действительности того, что на катоде все же будет осаждаться металл с требуемой массовой композицией, концентрация каждого металла будет, однако, стремиться возрастать с течением времени вследствие выхода газообразного водорода.
Выработка газообразного водорода вызывает возрастание величины pH и изменение композиции раствора, что требует выполнения с течением времени проверок и корректировок посредством добавления воды и кислоты в подходящих пропорциях. Если не предпринимать корректировок, это явление на практике ведет к насыщению раствора солями с нежелательным выпадением солей металлов в осадок и установлением устойчивых по времени величин соотношений концентраций металлов различных видов, отличающихся массовыми соотношениями, не являющимися подходящими для получения требуемого покрытия.
Эта проблема может быть предупреждена включением устройства для перемешивания раствора электролита, например центробежного насоса, в частности, с выпускным отверстием, направленным к катоду электролитической ванны. Предпочтительно сильное перемешивание раствора электролита позволяет сохранять общую концентрацию ионов металлов в растворе в пределах некоторого диапазона подходящих величин, обеспечивающего безупречное протекание процесса нанесения катодного покрытия.
Еще более эффективная система, направленная на предупреждение возрастания с течением времени концентраций металлов в растворе, состоит в искусственной выработке водородных ионов в тех же количествах, что разряжаются на катоде и затем высвобождаются в газообразной форме. Подходящее для этой цели устройство состоит из вспомогательного анода, далее именуемого компенсационным анодом, который в зависимости от химизма ванны может быть как растворимым, так и нерастворимым и который присоединяется параллельно аноду ванны. Функция указанного компенсационного анода состоит в генерировании ионов Н+ в таких же количествах, как и разряжающиеся на катоде и высвобождающиеся в газообразной форме, посредством пропускания от этого анода необходимого тока, называемого компенсационным током, таким образом, как описано ниже. Это позволяет поддерживать концентрацию ионов Н+ в растворе на постоянном уровне, а также, благодаря этому, и величину pH раствора.
С практической точки зрения ток, который должен протекать через компенсационный анод, определяется экспериментально посредством оценки эффективности катода в условиях, когда сила направляющегося к компенсационному аноду тока равняется нулю, то есть с компенсационным анодом, не введенным в раствор электролита. Эффективность катода измеряется посредством отслеживания процесса нанесения покрытия в течение некоторого интервала времени, в частности, измерением масс анода и катода с тем, чтобы вычислить разницу между наибольшей массой перешедшего в раствор материала анода и наименьшей массой, осадившейся на катоде. Это разница в массах непосредственно соотносится с электрическим током, расходующимся в растворе на разряд ионов H+ на катоде и не приводящим к осаждению гальванического покрытия. После вычисления величины этого тока с учетом электрического сопротивления рассчитываются размеры компенсационного анода таким образом, чтобы обеспечивать верную величину протекающего в ванне компенсационного тока, то есть такого тока, который будет использоваться в ванне только для разряда ионов H+ и уже не будет расходоваться на растворение металлов анода. Таким образом, когда размеры компенсационного анода задаются так, как описано, система приходит в состояние, при котором ток растворения металла анода оказывается равным току катодного осаждения металла. Предпочтительно в качестве компенсационных анодов могут применяться электроды, изготовленные из графита или угля, которые могут предпочтительно использоваться в гальванической ванне любого типа.
В конце периода тренировки при отсутствии каких-либо побочных реакций скорости осаждения на катоде индивидуальных металлов в абсолютном выражении равны скоростям анодного растворения и раствор также оказывается в состоянии равновесия. Когда способ осуществляется в условиях высвобождения газообразного водорода, ток анодного растворения металлов будет превышать ток их катодного осаждения на величину, выражаемую коэффициентом, который является одинаковым для всех элементов. Осаждение индивидуальных металлов будет, тем не менее, происходить в соответствии с таким же массовым соотношением, но с высвобождением водорода. В любом случае состояние равновесного раствора без выделения водорода является предпочтительным; в частности, это состояние достигается регулированием кислотности ванны до величины, которая не является слишком высокой, и посредством интенсивного перемешивания раствора и/или применения компенсационных анодов.
Этап тренировки завершается, как только достигается стационарное состояние, при котором в растворе величины отношений концентраций ионов предназначаемых для нанесения покрытия металлов больше не изменяются; раствор оказывается в равновесном состоянии, и можно перейти к выполнению этапа нанесения реального покрытия.
Тренировочный катод затем извлекается и заменяется тем, на который необходимо осадить требуемый сплав.
Далее между анодом и катодом прикладывается разность потенциалов, также следующая заранее заданному закону, который предпочтительно является идентичным используемому на этапе тренировки.
Предпочтительно способ нанесения покрытия согласно изобретению осуществляется после завершения следующих предварительных этапов:
- композиция требуемого сплава анализируется в отношении количества и качества металлических элементов или компонентов, предназначенных для нанесения покрытия на катоде, в частности, отмечая стандартные электрохимические потенциалы индивидуальных металлических элементов;
- определяется основная разность потенциалов ECell,b, при которой должна функционировать гальваническая ванна: обычно она соответствует самому отрицательному потенциалу среди электрохимических потенциалов всех предназначенных для нанесения покрытия элементов (например, в следующем далее примере 1 в качестве ориентира при нанесении покрытия хастеллой берется потенциал хрома Cr и используется как минимальная основная разность потенциалов, при которой предпринимается первая попытка. Если не возникает никаких электрических токов, величина основной разности потенциалов будет постепенно увеличиваться, в частности, с заранее заданным шагом приращения до тех пор, пока с помощью известных способов не будет установлено, что все требуемые анодные элементы присутствуют в растворе (для этой цели используется раствор, называемый «холостым раствором», который включает все элементы ванны за исключением металлов. Действуя таким образом, будет несложно проконтролировать анодное растворение известным способом);
- проверяется, не проходит ли в ванне каких-либо параллельных реакций в дополнение к электролитическому осаждению, например, в вышеупомянутом примере 1 это касается взаимодействия между Fe и Cr;
- на основе вышеупомянутой проверки определяется и готовится композиция гальванической ванны в отношении количества и видов кислот, комплексообразующих реагентов и солей предназначенных для нанесения покрытия металлов так, чтобы pH раствора электролита был отрегулирован до заранее заданной величины;
- согласно известным методикам готовится и оснащается резервуар гальванической ванны;
- с целью предотвращения наличия каких-либо загрязнений осуществляется анодная и катодная обработка ванны посредством подвергания, соответственно, анодной и катодной матриц операции травления с использованием, в частности, электролита; указанные операции проводятся в отдельных для анода и катода ваннах;
- в резервуар вводится тренировочный катод.
Таким образом готовится электролитическая ячейка с гальванической ванной перед началом процесса нанесения катодного покрытия из требуемого сплава, который обычно осуществляется по вышеописанному способу, содержащему следующие этапы:
a) между анодом и катодом в гальванической ванне прикладывается разность потенциалов согласно заранее заданному закону, например упомянутому выше закону (1), который включает периоды, в течение которых приложенная разность потенциалов равняется только основной разности потенциалов, и другие периоды, в ходе которых к указанной основной разности потенциалов добавляется импульс, имеющий заранее определенную длительность и составляющий, например, 50% основной разности потенциалов, как показано ниже в примере 1;
b) подтверждение достижения состояния, при котором величины соотношений концентраций ионов металлов, предназначенных для нанесения покрытия, не изменяются в растворе с течением времени, состояния, которое именуется «равновесным раствором», то есть когда становится возможным начать нанесение покрытия требуемой композицией металлов;
c) извлечение из гальванической ванны тренировочного катода и установка в ней катодной матрицы, на которой должен осадиться сплав, предпочтительно сохраняя при этом ту же разность потенциалов ванны, как и на предыдущих этапах;
d) поддержание величин разности потенциалов согласно заранее заданному закону до тех пор, пока сплав полностью и/или так, как это требуется, не осадится на катоде.
В настоящем описании термин «катодная матрица» в общем смысле относится к любой проводящей или полупроводящей структуре или элементу, на которых при осуществлении способа должен осадиться предназначенный для получения сплав.
В предпочтительном случае, при котором используется компенсационный анод, также осуществляется дополнительный этап, имеющий целью генерирование в растворе электролита ванны ионов H+ в таких же количествах, как и разряжающиеся на катоде и высвобождающиеся в газообразной форме, расходуя на это необходимый компенсационный ток анода так, как это пояснялось выше.
В отношении этапа a) разность потенциалов между анодом и катодом устанавливается в соответствии с описанными выше предварительными этапами.
При их практической реализации указанные предварительные этапы требуют, чтобы между анодом и катодом была приложена разность потенциалов, начиная от начальной величины разности потенциалов, выбранной как описано выше, с последующим возрастанием ее величины до тех пор, пока не подтвердится протекание тока и переход из анода в раствор всех требующихся элементов. Достижение этого состояния определяет величину основной разности потенциалов, которая будет приложена к гальванической ванне. Кроме того, закон, согласно которому осуществляются изменения разности потенциалов с течением времени, должен быть таким, чтобы обеспечивать оптимальное растворение и осаждение на аноде и катоде, соответственно, металлических элементов, которые составляют предназначенный для осаждения сплав. В целом, вышеописанный закон предпочтительно является превосходным также и с этой точки зрения.
Когда в ходе выполнения этапа d) приложенная разность потенциалов остается постоянной во времени, раствор электролита будет насыщенным и равновесным, а на катоде будет происходить контролируемое и однородное осаждение металлов, в частности, в тех же самых массовых соотношениях, как и те, которые имеются в аноде для случая, когда анод является растворимым.
Предпочтительно этап d) осуществляется приложением между анодом и катодом разности потенциалов, величина которой изменяется с течением времени согласно тому же самому закону, который применялся в отношении разности потенциалов, прикладываемой во время этапа тренировки. Однако во время этапа c) могут также применяться и другие законы, отличные от законов, применяемых на этапе a).
Если, тем не менее, на этапе c) данного способа желательно проведение процесса нанесения покрытия в условиях сохранения неизменной величины тока (как это указывается по существу существующим уровнем техники), например, используя ток, величина которого может быть установлена на основе измерения предварительно приложенной разности потенциалов, то существует опасность столкнуться со значительными рисками в отношении результатов нанесения покрытия с течением времени. Фактически, так как ток соотносится с концентрациями и разностью потенциалов, очевидно, что любое случайное модифицирование любых параметров, влияющих на процесс нанесения покрытия, подразумевает риск утраты контроля над величиной массового соотношения и однородностью осаждения металлических элементов, осаждающихся на катодной матрице, так же, как это происходит в случае известных технологий. Этот риск увеличивается с возрастание толщины осажденного покрытия, то есть с течением времени протекания процесса нанесения покрытия.
Вследствие вышеприведенных причин очевидно, что для осуществления способа нанесения покрытия согласно изобретению является важным, чтобы между анодом и катодом гальванической ванны прикладывалась бы разность потенциалов, величина которой подчиняется заранее определенному закону, то есть регулировалась бы только эта электрическая характеристика и никакие другие параметры ванны.
В частности, наилучший результат в отношении эффективности способа был получен, когда управление выполнялось в соответствии с законом, который задавал приложение между анодом и катодом заранее определенной разности потенциалов для всего процесса нанесения покрытия, который в ином случае страдал бы от нестационарных процессов, осложняющих управление нанесением покрытия и контроль вызываемых ими явлений в ванне.
Суммируя вышесказанное, когда раствор электролита находится в равновесном состоянии, гальваническая ванна достигает соотношения между концентрациями отдельных катионов предназначенных для нанесения покрытия металлов, которое является устойчивым с течением времени и которое может применяться для нанесения покрытия из сплавов до тех пор, пока анод полностью не растворится, при этом анод является поддающимся растворению.
Также понятно, что выбор начальных концентраций металлов в растворе и их взаимных соотношений является критически важным фактором для успешного осуществления способа, поскольку исходный раствор может состоять только из кислот и комплексообразующих реагентов при некотором значении pH, то есть не содержать солей металлов, растворенных в ионной форме. Предпочтительным является то, что при использовании только кислот и подходящих комплексообразующих реагентов оказывается возможным получение осадка, лишенного любой из тех примесей, которые являются типичными для солей металлов; а также это способствует улучшению растворимости металлов.
Согласно другому важному объекту настоящего изобретения контролирование концентрации ионов металлов в растворе во время процесса нанесения покрытия определенно оказывается существенно менее значимым, чем в системах существующего уровня техники. Фактически, генерируемые в гальванической ванне токи следуют за изменениями по времени различных концентраций, которые, сохраняя величины взаимных соотношений постоянными, генерируют токи, величины соотношений силы которых также оказываются неизменными.
Поэтому система и способ согласно изобретению оказываются самосогласованными, то есть гальваническая ванна обладает свойствами обратной связи в том, что касается абсолютных значений плотности тока индивидуальных катионов и величин их соотношений, которые находятся во взаимосвязи через массовые доли содержания осаждающихся на катоде материалов. Другими словами, система благодаря прикладываемой между анодом и катодом разности потенциалов претерпевает электрохимические изменения до тех пор, пока не достигает состояния термодинамического и электрохимического равновесия, которое обеспечивает равные скорости анодного растворения и осаждения на катоде для любого включенного металла в любой момент времени. В частности, когда анод предпочтительно обеспечивает такую же композицию по массовому составу, как и в предназначаемом для осаждения сплаве, оказывается возможным достижение значительных толщин нанесенного покрытия, поскольку анод полностью растворяется в растворе, тем самым предоставляя самое значительное обеспечение массового расхода.
По истечении некоторого времени от момента запуска в пришедшей в стационарное состояние системе согласно изобретению исчезает необходимость корректировок концентраций ионов предназначенных для нанесения покрытия металлов, так как система достигает баланса по их различным соотношениям, величины которых остаются неизменными с течением времени (равновесное состояние раствора), а процесс нанесения покрытия при этом не требует никаких других регулировок.
Система нанесения покрытий и способ согласно изобретению, при котором прикладывается разность потенциалов между анодом и катодом гальванической ванны, предпочтительно позволяет отбирать виды катионов, которые будут осаждаться на катоде, поскольку прикладываемая разность потенциалов представляет реальный энергетический барьер, который не может быть преодолен катионами некоторых видов. Предпочтительно это позволяет предотвращать образование соединений с высокой степенью окисления, например хроматов, манганатов или соединений на основе Fe3+, которые в противном случае могли бы каким-либо образом вмешиваться в проходящий в гальванической ванне процесс нанесения покрытия. Кроме того, успешно предотвращается любое осаждение на катоде примесей, которые могли бы оказать неблагоприятные воздействия на конечные механические или электромагнитные свойства покрытия из сплава.
В соответствии со способом изобретения, когда растворы достигают состояния равновесия, металлический сплав может наноситься на катод даже при использовании растворов электролитов, содержащих требуемые концентрации предназначенных для нанесения покрытия металлов, и при использовании нерастворимых анодов. Однако с течением времени результаты перестанут быть вполне удовлетворительными вследствие постепенного исчерпания содержания катионов металлов в растворе, что ведет к смещению равновесия в растворе. Из этого следует, что с нерастворимыми анодами намного труднее наносить покрытия из толстых слоев сплава, сохраняя в то же самое время кристаллическую структуру осажденного материала, не содержащую примесей.
В заключение, настоящее изобретение может успешно применяться для получения на катоде гальванической ванны кристаллической металлической структуры, не содержащей примесей и имеющей превосходные механические качества, которые значительно превосходят качества аналогичной структуры, полученной с помощью способа горячего формования.
Оно также позволяет получать большое количество металлических сплавов, имеющих много композиций различного массового состава, и даже такие, которые не могут быть получены с помощью технологий горячего формования. Поэтому изобретение открывает дорогу к новым металлическим системам, состоящим из металлических сплавов с массовым процентным составом, никогда не получаемым ранее.
Кроме того, в отличие от известных в данной области способов нанесения гальванических покрытий, такой способ нанесения покрытия после завершения этапа тренировки выполняется по существу автоматическим образом, то есть без необходимости в постоянном контроле процесса с целью изменения параметров ванны.
Дальнейшие цели, признаки и преимущества настоящего изобретения станут очевидны из следующего далее подробного описания некоторых предпочтительных, но неограничивающих примеров воплощений.
Пример 1
Для получения на катоде гальванической ванны был предназначен металлический сплав для авиационных применений, именуемый хастеллой и содержащий основные компоненты, перечисленные в Таблице 1.
Исходная композиция электролита гальванической ванны и ее электрические и физические параметры представлены в следующей далее Таблице 2.
Закон, согласно которому изменяется прикладываемая к гальванической ванне разность потенциалов, имеет импульсную природу и следует описанной выше временной зависимости (1), то есть:

Указанный закон применялся на протяжении времени Т, соответствующего всей продолжительности процесса нанесения покрытия, включая период подготовки раствора.
В этом примере в гальванической ванне в качестве анода применялся растворимый электрод, изготовленный из такого же сплава, который предназначался для осаждения на катоде, и имевший точно такой же массовый процентный состав, полученный, в частности, горячим формованием или отливкой. Видно, что для целей контроля осаждения, в частности, хрома Cr и железа Fe в данном способе применяются триэтаноламин и HCit в качестве соответствующих комплексообразующих реагентов, борная кислота в качестве pH-буфера и соляная кислота, необходимая для получения величины pH раствора электролита ниже 0,5. Процесс нанесения покрытия проводился по описанным выше этапам а)-d) способа с получением при этом на катодной металлической матрице осадка сплава хастеллой, обладающего превосходной чистотой и высокими показателями механической прочности.
Следуя гальванической технологии согласно настоящему изобретению, оказалось возможным нанесение покрытия из металлического сплава, имеющего целых шесть различных металлических компонентов; такого результата никогда не удавалось достичь с помощью каких-либо известных технологий.
Пример 2
Данный пример относится к предназначаемому для применения в узлах трения бронзовому сплаву (Cu, Sn), точная композиция которого в целях упрощения не приводится. В следующей далее Таблице 3 перечисляются компоненты гальванической ванны и величины применяемых электрических параметров.
В подробно описанной выше ванне борофтористоводородная кислота и борная кислота использовались для снижения величины pH раствора, а также в качестве комплексообразующих реагентов для олова Sn и меди Cu. Применялся анодный электрод, изготовленный из такого же бронзового сплава, который должен был быть получен.
Закон, которому подчинялась величина приложенной к ванне разности потенциалов, был аналогичен представленному в предыдущем примере и точно так же он применялся в течение всей продолжительности времени Т процесса нанесения покрытия.
Отличительной особенностью этой ванны является то, что катод должен устанавливаться в ванне, находясь под напряжением, то есть в так называемом «живом состоянии» с тем, чтобы избежать преимущественного по сравнению с оловом осаждения меди, не обеспечивающего необходимого сцепления.
Очевидно, что специалистами в данной области техники может быть сделано множество изменений в данной системе нанесения покрытий из металлических сплавов и способе согласно изобретению, описанных в прилагаемой формуле изобретения; также ясно, что при практическом воплощении изобретения представленные детали могут иметь иную форму или быть заменены другими технически эквивалентными элементами.
Например, металлический сплав может предпочтительно наноситься в виде покрытия на катоде гальванической ванны при использовании ванны, которая содержит некоторое количество способных растворяться анодов, каждый из которых изготавливается из индивидуального предназначенного для нанесения покрытия металла или из его сплава, при этом катионы предназначаемого для осаждения на катоде сплава образуются из материала каждого отдельно растворяющегося анода.
Пример такого варианта далее описан со ссылкой на Фиг.2, на котором показана ячейка 1, которая содержит резервуар 2, содержащий ванну 3, в которой погружены два анода 4а, 4b и один катод 5. Аноды 4а, 4b электрически параллельным образом присоединены к электрической схеме 60, оснащенной устройством 61 для управления разностью потенциалов, обеспечиваемой подходящим устройством 62 для создания электродвижущей силы, так, чтобы аноды 4а и 4b имели такой же потенциал, как и гальваническая ванна. Такое параллельное электрическое соединение препятствует тому, чтобы один анод мог выступать в качестве катода по отношению к другому аноду, следствием чего могло бы стать отложение нежелательных осадков на самих анодах.
Такой вариант предпочтительно обеспечивает контроль над процессом анодного растворения в растворе каждого отдельного металла, поскольку это позволяет получать заранее заданные композиции ванны и композиции осаждаемого на катоде сплава посредством изменения, например, количества анодов для каждого металла, предназначенного для получения покрытия, или путем изменения электрического сопротивления единственного анода, тем самым вызывая протекание электрических токов, имеющих такую величину, которая требуется для каждого из металлических компонентов предназначенного для нанесения покрытия сплава.
Помимо этого раствор, использующий большое количество анодов, позволяет добиться максимальной величины соотношения между анодной поверхностью и катодной поверхностью ванны, тем самым улучшая растворение анодов в растворе, увеличивая концентрацию в растворе соответствующих солей и, тем самым, соответствующую диффузию по направлению к катоду, а также увеличивая общую эффективность всего способа нанесения покрытия.
Следующий вариант системы нанесения покрытия и способа согласно изобретению включает устройство для очистки соляного раствора, которое содержит, например, нагнетающее устройство, которое предпочтительно может быть тем же самым, которое участвует в перемешивании раствора электролита, имея при этом впуск в месте соединения трубопровода с боковой стенкой электролитической ячейки, предпочтительно в нижней ее части, и являясь селективно присоединенным к фильтрующему устройству. Предпочтительно указанное устройство для очистки приспособлено для сбора и фильтрования любых примесей, оседающих в нижней части электролитической ячейки, исключая, таким образом, всякий риск загрязнения катода в процессе осаждения сплава.
Изобретение относится к способу нанесения покрытия из металлических сплавов с применением гальванической технологии. Способ включает погружение в раствор электролита по меньшей мере одного анода и одного катода, каждый из которых является электропроводящим. Между указанным по меньшей мере одним анодом и указанным катодом прикладывают разность потенциалов для осуществления осаждения ряда металлов, предназначенного для образования на катоде сплава. Разность потенциалов, прикладываемая между анодом и катодом, имеет величину, которая по времени следует заранее заданному закону, при этом осуществляют этапы: помещения катода в раствор электролита, приложения разности потенциалов на всей продолжительности прохождения подготовительного этапа, при этом подготовительный этап завершают, как только достигается стационарное состояние, при котором величины отношений концентраций в растворе ионов указанных металлических компонентов больше не изменяются, извлечения катода из раствора в конце подготовительного этапа и замены катода новым катодом, содержащим проводящую структуру, помещения в раствор нового катода, приложения второй разности потенциалов между новым катодом и по меньшей мере одним анодом, определяемой вторым заранее заданным законом, устанавливающим величину второй разности потенциалов с течением времени. Технический результат: возможность управления процессом осаждения без внешнего управления или регулировки. 17 з.п. ф-лы, 2 ил., 3 табл., 2 пр.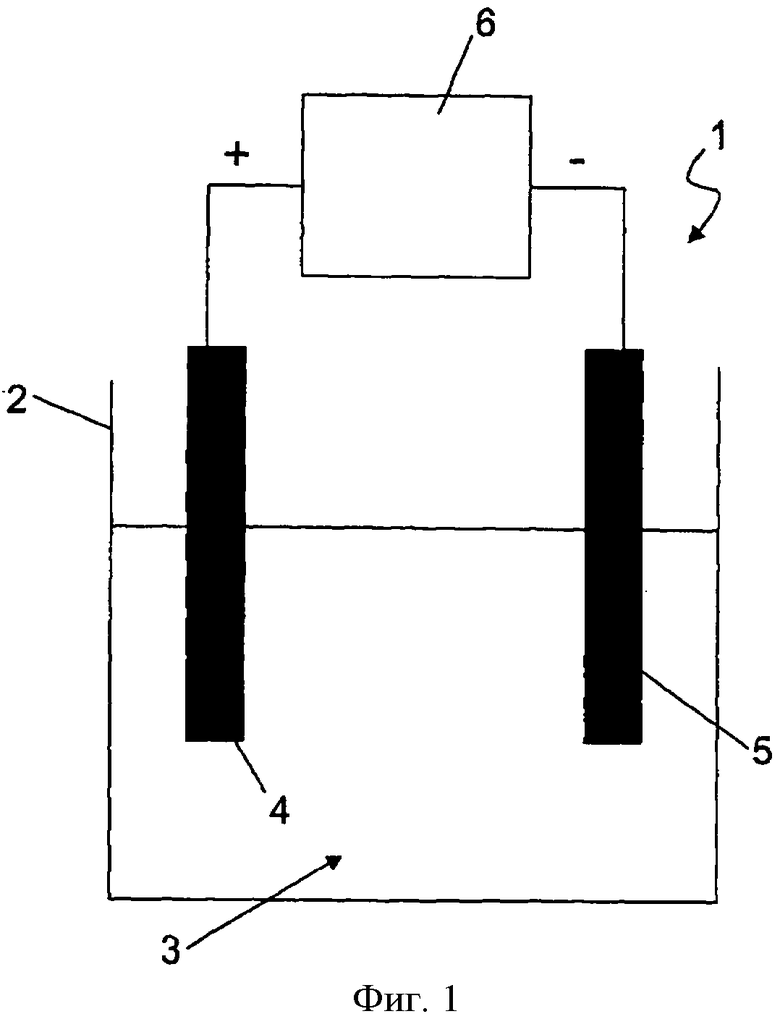
1. Способ нанесения покрытия из металлических сплавов, включающий погружение в раствор (3) электролита по меньшей мере одного анода (4, 4а, 4b) и одного катода, каждый из которых является электропроводящим, при этом между указанным по меньшей мере одним анодом (4, 4а, 4b) и указанным катодом прикладывают разность потенциалов для осуществления осаждения ряда металлов, предназначенного для образования на катоде сплава, причем указанная разность потенциалов, прикладываемая между анодом (4, 4а, 4b) и катодом, имеет величину, которая по времени следует заранее заданному закону, отличающийся тем, что осуществляют этапы:
- помещения указанного катода в указанный раствор (3) электролита,
- приложения указанной разности потенциалов на всей продолжительности прохождения подготовительного этапа, при этом подготовительный этап завершают, как только достигается стационарное состояние, при котором величины отношений концентраций в растворе ионов указанных металлических компонентов больше не изменяются,
- извлечения указанного катода из раствора (3) в конце подготовительного этапа и замены указанного катода новым катодом, содержащим проводящую структуру,
- помещения в указанный раствор указанного нового катода,
- приложения второй разности потенциалов между указанным новым катодом и указанным по меньшей мере одним анодом, определяемой вторым заранее заданным законом, устанавливающим величину указанной второй разности потенциалов во время нанесения покрытия.
2. Способ по п.1, отличающийся тем, что указанный закон имеет импульсную природу.
3. Способ по п.1, отличающийся тем, что указанный закон определяет, что разность потенциалов между указанным катодом и указанным анодом (4, 4а, 4b) устраняется, как только достигается стационарное состояние, при котором величины соотношений концентраций в растворе ионов указанных металлических компонентов больше не изменяются.
4. Способ по п.2, отличающийся тем, что указанный закон определяет, что разность потенциалов между указанным катодом и указанным анодом (4, 4а, 4b) устраняется, как только достигается стационарное состояние, при котором величины соотношений концентраций в растворе ионов указанных металлических компонентов больше не изменяются.
5. Способ по п.1, отличающийся тем, что указанный второй закон является идентичным указанному закону.
6. Способ по п.2, отличающийся тем, что указанный второй закон является идентичным указанному закону.
7. Способ по п.1, отличающийся тем, что указанный второй закон является отличающимся от указанного закона.
8. Способ по любому из пп.1-7, отличающийся тем, что указанный ряд металлов содержит ряд металлических элементов или компонентов, присутствующих в указанном растворе в ионной форме.
9. Способ по п.8, отличающийся тем, что при котором указанный по меньшей мере один анод (4) содержит по меньшей мере некоторые из указанных металлов.
10. Способ по п.9, отличающийся тем, что анод (4) поддается растворению.
11. Способ по п.10, отличающийся тем, что анод (4) содержит все металлы, предназначенные для осаждения на катоде.
12. Способ по п.11, отличающийся тем, что указанный по меньшей мере один анод имеет такое же весовое соотношение, что и металлический сплав, предназначенный для осаждения на новом катоде.
13. Способ по любому из пп.1-7, отличающийся тем, что содержит этап генерирования в растворе электролита ванны ионов H+ в таком же количестве, как и выделяющиеся в газообразной форме, для поддержания концентрации ионов H+ в растворе на постоянном уровне.
14. Способ по п.13, отличающийся тем, что этап генерирования ионов H+ осуществляет подачу к компенсационному аноду заранее заданного компенсационного тока.
15. Способ по любому из пп.1-7, отличающийся тем, что указанные предназначенные для осаждения материалы содержат по меньшей мере три различных химических элемента.
16. Способ по п.8, отличающийся тем, что указанные предназначенные для осаждения металлы включают по меньшей мере три различных химических элемента.
17. Способ по п.8, отличающийся тем, что содержит этап генерирования в растворе электролита ванны ионов H+ в таком же количестве, как и выделяющиеся в газообразной форме, для поддержания концентрации ионов H+ в растворе на постоянном уровне.
18. Способ по п.17, отличающийся тем, что этап генерирования ионов H+ выполняется подачей к компенсационному аноду заранее заданного компенсационного тока.
| Спеченная быстрорежущая сталь | 1986 |
|
SU1381192A1 |
| WO 03074753 A1, 12.09.2003 | |||
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ СПЛАВА ЖЕЛЕЗО-ВАНАДИЙ | 2002 |
|
RU2231578C1 |
| Способ нанесения покрытий сплавом золото-никель | 1990 |
|
SU1794111A3 |

