Область техники, к которой относится изобретение
Настоящее изобретение относится к катодам осаждения, обычно используемым при рафинировании или выделении металлов. В частности, настоящее изобретение относится к сборке катода осаждения (осадительной катодной сборке), содержащей осадительную пластину и подвесную балку, заключенную в защитную оболочку, при этом зазор между такой оболочкой и внутренним сварным соединением осадительной пластины с подвесной балкой заполнен таким образом, чтобы герметизировать сварное соединение коррозионно-стойким материалом и предотвратить доступ коррозионно-активных сред.
Уровень техники
Рафинирование или выделение многих цветных металлов может быть достигнуто с помощью электролиза. В случае металлов, которые окисляются и восстанавливаются более легко, чем вода, такая технология электролитического рафинирования (электрорафинирования) включает в себя размещение анода, изготовленного из чернового (очищаемого) металла, и катода вместе в подходящей кислотной ванне. Приложение электрического напряжения между анодом и катодом заставляет черновой металл окисляться, а ионы чистого металла - электролитически мигрировать через кислотную ванну к катоду. Ионы металла осаждаются на катоде в виде рафинированного металла высокой чистоты, оставляя большинство примесей на дне кислотной ванны. В альтернативном варианте анод для процесса электровыделения изготавливают из материала, отличающегося от рафинируемого металла, например, для электровыделения металлической меди используют анод, изготавливаемый из сплава свинца, олова и кальция (Pb, Sn и Ca). Рафинируемый металл, в данном случае медь, доставляют в электролитическую ванну в растворимом виде, преимущественно - из процесса выщелачивания и экстракции растворителем. Приложение электрического напряжения между анодом и катодом заставляет медь мигрировать из раствора и осаждаться на катоде в рафинированном металлическом состоянии.
Катоды обычно состоят из плоской квадратной осадительной пластины, прикрепленной вдоль верхнего края к электрически проводящей подвесной балке. Подвесная балка, выступающая за края емкости, в которой заключена кислотная ванна во время рафинирования, находится, в свою очередь, в электрическом контакте с внешним источником питания, обычно посредством пары электрически проводящих шин, которые идут параллельно вдоль противоположных краев емкости и на которые опираются свисающие концы подвесной балки. Подвесная балка поэтому служит двойной цели: обеспечить средство для подвешивания осадительной пластины внутри кислотной ванны и обеспечить путь для прохождения электрического тока между осадительной пластиной и источником питания.
После соответствующего периода времени, когда достаточное количество меди мигрировало из анода к катоду или из растворимой формы (раствора) к катоду, катод удаляют из кислотной ванны. Альтернативно, другие металлы могут быть использованы для изготовления катодов. В том случае, когда используется один из этих металлов, рафинированный металл может быть извлечен с помощью множества хорошо известных технологий снятия осажденного слоя (раздевания катода), включая соскабливание, ковку, использование сжатого воздуха и т.д. Этот вариант обладает тем преимуществом, что катод может быть использован многократно, и для этого требуется, либо вообще не требуется, небольшая подготовительная работа помимо удаления рафинированного ранее металла.
В предшествующем уровне техники выявлен ряд катодов с осадительными листами и другими элементами, изготовленными из металлов, которые отличаются от рафинируемого металла. Примеры таких металлов включают в себя алюминий, титан и нержавеющую сталь. Эти металлы обладают рядом свойств, которые способствуют их использованию в качестве осадительных пластин, включая относительно высокую прочность при растяжении и очень хорошую коррозионную стойкость. Однако увеличение прочности при растяжении и коррозионной стойкости обычно сопровождается уменьшением проводимости и, следовательно, снижением эффективности процесса.
В предшествующем уровне техники выявлены также катодные сборки, в которых подвесная балка изготовлена из такого же или подобного материала, как и осадительная пластина. Подвесную балку и осадительную пластину сваривают вместе, а затем подвесную балку, сварной шов и небольшую часть осадительной пластины покрывают высокопроводящей оболочкой, такой как медь, чтобы улучшить проводимость между токопроводящими шинами и осадительной пластиной. Эти катодные сборки согласно предшествующему уровню техники страдают от того недостатка, что протекание тока и, таким образом, эффективность электролитического процесса в значительной степени ограничивается толщиной проводящей оболочки. Дополнительно, проводящая оболочка подвергается воздействию коррозионно-активных текучих сред в кислотной ванне из-за разбрызгивания и т.д., которое может быть причиной точечной коррозии и других коррозионных эффектов, еще более уменьшающих электропроводность оболочки, а также электролитическую миграцию оболочки к поверхности осадительной пластины.
Для преодоления вышеупомянутых и других недостатков были созданы выявленные в предшествующем уровне техники альтернативные сборки, в которых подвесная балка изготовлена из высокопроводящего материала с очень низким внутренним сопротивлением, такого как сплошное медное тело с осадительной пластиной, прикрепленной, обычно посредством сварного шва, к такой подвесной балке. Однако, вследствие использования разнородных металлов, сварной шов является чрезвычайно подверженным преждевременной электрохимической коррозии, и поэтому подвесную балку, сварной шов и небольшую часть осадительной пластины защищают соответствующим образом сформованной и тщательно пригнанной оболочкой из такого же или подобного материала, как и осадительная пластина. Края этой оболочки затем приваривают к осадительной пластине, таким образом защищая в некоторой степени подвесную балку от воздействий коррозионно-активных компонентов электролитической ванны. Дополнительно, так как подвесную балку используют для вытягивания осадительной пластины из кислотной ванны по окончании процесса осаждения, который может оставить значительную массу осажденного на осадительной пластине металла, то оболочка также обеспечивает дополнительное преимущество усиления сборки.
Однако главным недостатком вышеуказанной конструкции согласно предшествующему уровню техники является то, что коррозионно-активная жидкость обычно выделяется (просачивается) из кислотной ванны, обходит сварной шов между защитой и осадительной пластиной и проникает внутрь соединения между подвесной балкой и осадительной пластиной. Это приводит к электролитической миграции металлов и коррозии места соединения, уменьшая тем самым электропроводность сборки и эффективность узла в целом. Дополнительно, так как соединительный шов спрятан за оболочкой, его промывание для удаления коррозионно-активного электролита представляется трудным, если вообще возможным, и поэтому воздействия этой коррозионно-активной жидкости трудно остановить.
Раскрытие изобретения
Настоящее изобретение направлено на преодоление вышеупомянутых и других недостатков и предлагает катод, предназначенный для использования при рафинировании металлов. Такой катод содержит по существу плоскую осадительную пластину (толстый лист), прочно прикрепленную вдоль своего верхнего края к удлиненной подвесной балке (стержню) с образованием в результате соединения. Защитная оболочка (облицовка) прилегает к осадительной пластине и по меньшей мере частично окружает подвесную балку таким образом, что в области соединения образуется полость. Для заполнения этой полости используют коррозионно-стойкий материал. Коррозионно-стойкий материал предотвращает проникновение коррозионно-активных (агрессивных) веществ в место соединения.
Предложен также способ изготовления катодной сборки для использования при рафинировании металлов. Катод относится к типу, содержащему осадительную пластину для электроосаждения металлов. Предложенный способ включает в себя этапы:
а) обеспечения наличия по существу плоской осадительной пластины, имеющей верхний край;
b) закрепления удлиненной подвесной балки на верхнем крае осадительной пластины с образованием в результате сборки осадительной пластины;
c) прикрепления защитной оболочки к сборке осадительной пластины таким образом, чтобы по существу перекрыть место закрепления между подвесной балкой и верхним краем осадительной пластины, с образованием в результате заполняемой полости между оболочкой и сборкой осадительной пластины; и
d) заполнения полости коррозионно-стойким материалом с получением в результате изготовленного катода.
Краткое описание чертежей
Фиг.1 представляет собой вид сбоку катода в соответствии с иллюстративным вариантом осуществления настоящего изобретения; и
Фиг.2 представляет собой вид в поперечном разрезе вдоль линии 2-2 на фиг.1 катода в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
Подробное описание иллюстративных вариантов осуществления
Теперь будут описаны иллюстративные варианты осуществления, соответствующие настоящему изобретению.
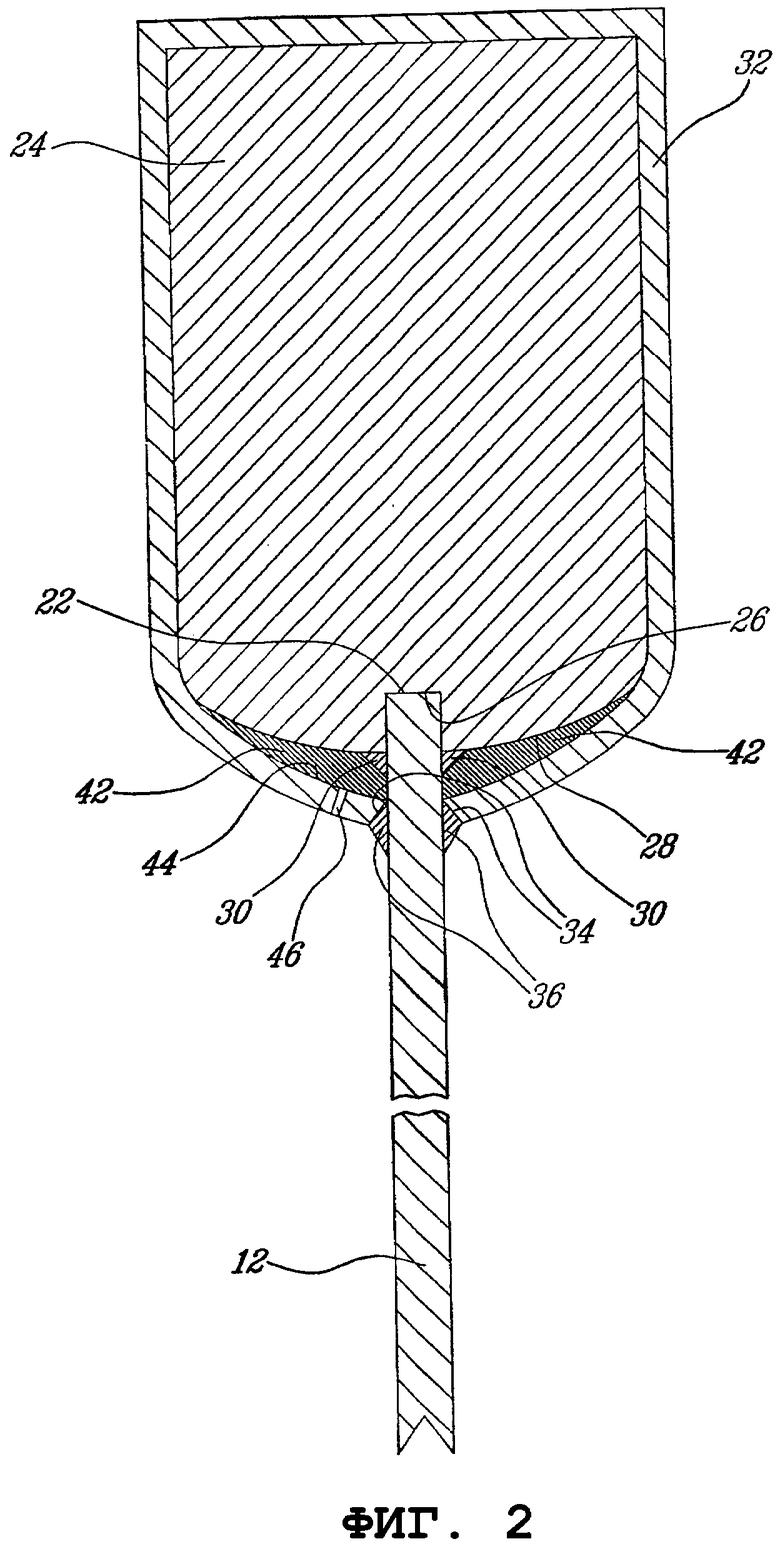
Обращаясь к фиг.1, там показана катодная сборка, в целом обозначенная ссылочным номером 10. Катодная сборка 10 содержит по существу квадратную осадительную пластину 12, изготовленную из электрически проводящего материала, имеющего относительно высокую прочность при растяжении и хорошую коррозионную стойкость. В иллюстративном варианте осуществления для изготовления осадительной пластины 12 использована аустенитная нержавеющая сталь сорта 316L по номенклатуре Американского института чугуна и стали, AISI (от англ. «American Iron and Steel Institute») толщиной приблизительно 3,25 мм, причем поверхность осадительной пластины предпочтительно отшлифована до шероховатости от 0,16 до 0,60 микрон по стандарту A480 типа 2B Американского общества по испытанию материалов, ASTM (от англ. «American Society of Testing Materials»).
Для того чтобы предотвратить сползание меди, осажденной на поверхности осадительной пластины 12 вокруг краев, которое может привести к механическому отделению осажденной меди (не показано) от поверхности осадительной пластины 12, пару краевых полосок, обозначенных ссылочным номером 14, прикрепляют вдоль краев 16 осадительной пластины 12 простирающимися от нижнего края 18 до некоторой точки над максимальным уровнем электролита 20, в который погружена осадительная пластина 12. Краевые полоски 14 изготовлены из непроводящего материала, например полипропилена, и обеспечивают изоляцию боковых краев 16 от доступа (проникновения) электролита и меди. Перед установкой краевых полосок 14 на боковых краях 16 располагают самоклеющуюся уплотнительную ленту-прокладку (не показана) для дополнительного улучшения изоляции.
Обращаясь к фиг.2, верхний край 22 осадительной пластины 12 вначале прикрепляют к медной подвесной балке 24 путем вставки осадительной пластины 12 в паз 26, выполненный с помощью механической обработки в нижней поверхности 28 медной подвесной балки 24. Осадительную пластину 12 затем приваривают к медной подвесной балке 24 с использованием известной технологии дуговой сварки вольфрамовым электродом в среде инертного газа (сварка ВИА). Таким образом формируют первую пару сварных швов, обозначенных ссылочным номером 30, на обоих поверхностях и вдоль всей ширины осадительной пластины 12 у той точки, где поверхности осадительной пластины встречаются с нижней поверхностью подвесной балки 24.
В альтернативном варианте осуществления верхний край 22 осадительной пластины не вставляют в паз, а соединяют встык с нижней поверхностью 28 подвесной балки 24.
Подвесная балка 24 изготовлена из нелегированной сплошной меди высокой чистоты, такой как электролитическая красная медь (продукт огневого рафинирования) с маркировкой С11000 по Унифицированной Системе Нумерации Металлов и Сплавов (UNS от англ. «Unified Numbering System»), и первая пара сварных швов 30 служит главным образом для того, чтобы обеспечить хорошую проводимость электрического тока между осадительной пластиной 12 и медной подвесной балкой 24.
Возвращаясь к фиг.1 в дополнение к фиг.2, подвесная балка 24, верхний край 22 осадительной пластины 12 и первая пара сварных швов 30 заключены в удлиненную оболочку 32 из нержавеющей стали, причем оболочка 32 изготовлена из листа нержавеющей стали сорта 316 по AISI толщиной 1,5 мм. Оболочка 32 соответствующим образом формуют и придают ей такую посадку с гарантированным зазором, что она может свободно скользить по сборке подвесной балки - осадительной пластины, с последующей шовной (роликовой) сваркой подвесной балки 24 с осадительной пластиной 12.
Уже размещенные поверх подвесной балки 24 и осадительной пластины 12 нижние края 34 оболочки 32 приваривают к поверхностям осадительной пластины 12. Такое приваривание приводит в результате к образованию второй пары сварных швов 36 вдоль всей ширины осадительной пластины 12 непосредственно ниже первой пары сварных швов 30. Оболочка 32 и вторая пара сварных швов 36 выполняют двойную функцию дополнительного укрепления подвесной балки 24, а также обеспечения некоторой защиты от доступа коррозионно-активного раствора электролита и других жидкостей в первую пару сварных швов 30 и в место соединения между верхним краем 22 осадительной пластины 12 и нижней поверхностью 28 подвесной балки 24. Дополнительно, нижние края около концов 38 оболочки 32 состыкованы и сварены друг с другом.
Обращаясь к фиг.1, как указано выше, в течение процесса электролитического рафинирования осадительная пластина 12 погружена в ванну электролита (не показана) до приблизительного уровня, обозначенного ссылочным номером 20. Осадительная пластина поддерживается на этом уровне с помощью концов 40 медной подвесной балки 24, которые выступают и опираются на пару электропроводящих шин, идущих параллельно вдоль противоположных краев емкости (все это не показано), содержащей ванну электролита. Так как в течение процесса электролитического рафинирования на осадительной пластине 12 может быть осаждена значительная масса металла (вплоть до 200 кг или более на 1 м2 площади листа), то на место соединения между осадительной пластиной 12 и медной подвесной балкой 24 может быть приложена значительная сила, которую конструкция должна выдерживать. Упомянутое дополнительное усиление снимает в значительной степени напряжение, которое в противном случае испытывала бы первая пара сварных швов 30 под массой осажденного металла, таким образом уменьшает вероятность того, что первая пара сварных швов 30 сломается или иным образом разрушится, тем самым уменьшив электропроводность. Это, в свою очередь, повышает стойкость и надежность катодной сборки 10 и, как результат, ее полезный срок службы.
Возвращаясь опять к фиг.2 в дополнение к фиг.1, хотя уже приваренная по месту оболочка 32 обеспечивает некоторую защиту от доступа коррозионно-активного раствора электролита в первую пару сварных швов 36, изоляция, обеспечиваемая второй парой сварных швов 36, не герметична. Поэтому, если оставить беспрепятственным, существует потенциальная возможность того, что коррозионно-активный раствор электролита или другие жидкости будут со временем проникать во вторую пару сварных швов и пагубно действовать на место соединения между подвесной балкой 24 и осадительной пластиной 12. Эта проблема обостряется вследствие неизбежного износа и задирания, которые происходят из-за повторяющихся введения и извлечения катодной сборки 10 из ванны электролита и в нее (не показано), а также из-за удаления рафинированного металла с осадительной пластины 12 и промывания и полирования поверхностей осадительной пластины 12 перед ее повторным введением в ванну электролита. Поэтому, для того чтобы обеспечить дополнительную защиту от доступа коррозионно-активного раствора или других жидкостей под оболочку 32, в пространство, образованное между нижней поверхностью 28 подвесной балки 24 и внутренней поверхностью 44 оболочки 32, вводят (закачивают) коррозионно-стойкий герметик 42, например эпоксидную смолу. Это гарантирует, что электрическая проводимость между медной подвесной балкой 24 и осадительной пластиной 12, обеспечиваемая первой парой сварных швов 30, сохраняется в течение длительного периода времени.
Обычно коррозионно-стойкий материал 42 вводят путем высверливания маленьких отверстий, обозначенным ссылочным номером 46, в защитной оболочке 32. Затем коррозионно-стойкий материал 42 в свободно текущем виде вводят в пространство между нижней поверхностью медной подвесной балки 24 и внутренней поверхностью 44 оболочки 32 вдоль всей длины оболочки 32. Коррозионно-стойкий материал 42 потом затвердевает, формируя герметичное уплотнение вокруг первой пары сварных швов 30.
Обращаясь сейчас к фиг.1, как указано выше, в течение процесса рафинирования на осадительной пластине 12 может осаждаться значительная масса металла. Поэтому, для того чтобы способствовать автоматизированному извлечению катодной сборки 10 из емкости для электролита (не показана), в осадительной пластине 12 в точке непосредственно ниже второй пары сварных швов 36 с помощью механической обработки проделана пара прямоугольных прорезей, обозначенных ссылочным номером 48. В прорези 48 могут быть вставлены крюки (не показаны) или другие подъемные устройства, такие как зубцы вильчатого подъемника, и за счет этого катодная сборка может быть поднята.
Несмотря на то, что настоящее изобретение было описано выше на примере предпочтительного варианта его осуществления, такой вариант осуществления может быть модифицирован по желанию в рамках настоящего изобретения, без отступления от сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОЙ МЕДИ ИЗ ВТОРИЧНОГО СЫРЬЯ | 2021 |
|
RU2790720C1 |
| ФИЛЬТР-ПРЕССУЮЩЕЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ МЕТАЛЛОВ ИЗ РАСТВОРОВ, СОСТОЯЩЕЕ ИЗ ОТДЕЛЬНЫХ ЭЛЕМЕНТОВ, ОБРАЗОВАННЫХ ИОНООБМЕННЫМИ МЕМБРАНАМИ, ФОРМИРУЮЩИМИ МНОЖЕСТВО АНОЛИТНЫХ И КАТОЛИТНЫХ КАМЕР, В КОТОРОМ ЭЛЕКТРОДЫ СОЕДИНЕНЫ ПОСЛЕДОВАТЕЛЬНО С АВТОМАТИЧЕСКИМ ОТДЕЛЕНИЕМ МЕТАЛЛИЧЕСКОГО ПРОДУКТА | 2016 |
|
RU2725871C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ | 1984 |
|
SU1840854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1993 |
|
RU2101394C1 |
| КАТОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2663500C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ МЕДИ | 2010 |
|
RU2439207C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ В БЛОК-СЕРИЯХ ВАНН ЯЩИЧНОГО ТИПА | 2006 |
|
RU2366763C2 |
| СПОСОБ НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ И МЕДНЫЕ ДЕТАЛИ В ЭЛЕКТРОЛИТЕ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2489525C2 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1708945A1 |
| УСТРОЙСТВО И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2024 |
|
RU2836556C1 |
Изобретение относится к катоду для рафинирования или выделения металлов электролизом и способу его изготовления. Катод содержит плоскую осадительную пластину, прочно прикрепленную вдоль своего верхнего края к удлиненной подвесной балке с образованием в результате соединения. Защитная оболочка прикреплена к осадительной пластине сваркой и по меньшей мере частично окружает подвесную балку таким образом, что в области соединения образуется полость. Отверждаемый коррозионно-стойкий материал заполняет полость и предотвращает проникновение коррозионно-активных веществ в область соединения. Повышается надежность контакта между осадительной пластиной и подвесной балкой, и, соответственно, эффективность катода. 2 н. и 10 з.п. ф-лы, 2 ил.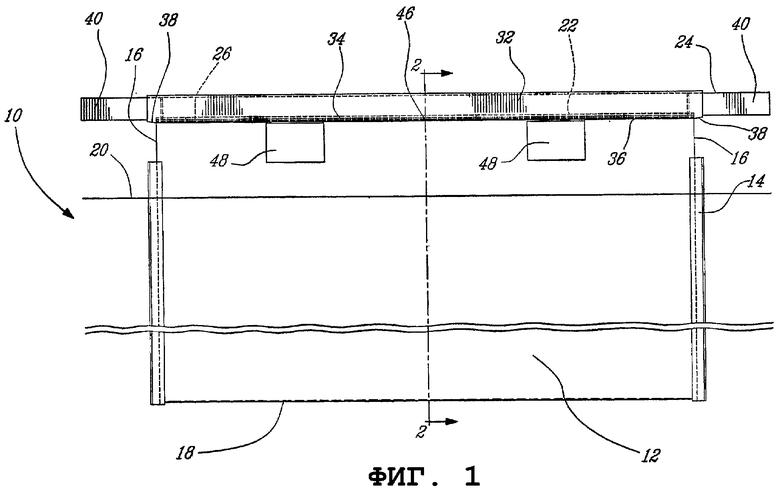
| US 6131798 A, 17.10.2000 | |||
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ВСХОДОВ ПО ПЛОЩАДИ | 0 |
|
SU301115A1 |
| US 5172850 A, 22.12.1992 | |||
| DE 4241485, 17.03.1994 | |||
| RU 93051847 A, 27.12.1996. | |||

