ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к автоматизированным системам обеспечения выбора механических уплотнений для оборудования. В частности, изобретение относится к автоматизированным системам обеспечения рекламы, выбора, проектирования, производства и послепродажного обслуживания механических уплотнений.
УРОВЕНЬ ТЕХНИКИ
Сбыт и маркетинг механических уплотнений в настоящее время требует определенной деятельности, включающей в себя выбор уплотнения, разработку и проектирование уплотнения, производство и послепродажное обслуживание и обеспечение. В этом процессе задействовано множество людей, собирающих, сортирующих, интерпретирующих и обрабатывающих разного рода информацию, и этот процесс не является точной наукой.
Механическое уплотнение представляет собой устройство уплотнения вала, предназначенное для удержания рабочей жидкости внутри оборудования, например насоса, смесителя или иного вращающегося оборудования. Механические уплотнения используются при эксплуатации обычных промышленных установок. Уплотнения используются в таких важных отраслях промышленности, как целлюлозно-бумажная промышленность, химическая промышленность, нефтехимия, нефтепереработка, пищевая промышленность, энергетика и пр.
В общем случае, можно выделить три типа механических уплотнений: составные (собранные из нескольких элементов), картриджные (компоненты, образующие единое целое) и разъемные уплотнения. Картриджные уплотнения, в общем случае, предпочтительнее составных уплотнений по нескольким причинам. Во-первых, для установки картриджных уплотнений не требуется высокой квалификации. Эти уплотнения также можно испытывать перед отправкой, чтобы убедиться в их герметичности. Однако переход от составного уплотнения к картриджному уплотнению для применения предусматривает сложный процесс выбора надлежащей конструкции уплотнения.
В силу разнообразия применений уплотнений при выборе уплотнения необходимо учитывать определенные факторы. Например, уплотнения обычно присоединяются к оборудованию с вращающимся валом (чаще всего это насосы), для которого имеется большое разнообразие коммерчески доступных конструкций с различными профилями по размерам. Оборудование также может быть модифицировано в условиях эксплуатации по разным причинам, что обуславливает нестандартный профиль.
В качестве дополнительных факторов выступают условия эксплуатации оборудования, включающие в себя рабочие жидкости и их сочетания, а также преднамеренные и непреднамеренные замены рабочих жидкостей, используемых в системах. Помимо выбора уплотнения, подходящего для данного оборудования и пригодного в данных условиях эксплуатации, необходимо также принимать во внимание стоимость уплотнения и его установки.
Таким образом, в этом процессе выбора, в общем случае, должны участвовать высококвалифицированные инженеры-наладчики совместно с заводской поддержкой, чтобы процесс выбора уплотнения осуществлялся надлежащим образом. Их квалификация обычно включает в себя механику и машиностроение и химическую промышленность. Эти лица обычно также занимаются сбытом, обслуживанием и обеспечением. В виду сложности процесса выбора уплотнения заказчики оказываются в зависимости от этих инженеров-наладчиков. Эта зависимость является следствием сложности кодов деталей этих уплотнений.
Уровень подготовки инженеров-наладчиков, в общем случае, зависит от размера предприятия по производству уплотнений, стажа работы, образования и квалификации, что обуславливает градацию компетентности. Инженеры-наладчики могут обладать только той промышленно-ориентированной подготовкой, которую они получают из опыта работы. Соответственно, в отсутствие большого опыта, инженер-наладчик при выборе уплотнения также может в основном опираться на заводскую поддержку.
Кроме того, даже опытные наладчики порой не могут обойтись без заводской поддержки, поскольку информация по выбору, которой они обычно пользуются, ограничена текстами в распечатанном или компьютерном виде по наиболее распространенным оборудованию и рабочим жидкостям. Другая информация, например данные по применению, данные по разработке, специальные расценки и чертежи обычно имеются только на заводе, из-за чего инженеры-наладчики вынуждены обращаться к заводской поддержке для получения дополнительной информации или для интерпретации имеющейся информации при выборе уплотнения. Регулярная связь между инженерами-наладчиками и заводскими инженерами является важной составляющей этого процесса.
В зависимости от ресурсов, имеющихся у производителя, которые могут зависеть от размера его предприятия или стажа ведения дел, заводская поддержка может ограничиваться способами выбора, требующими большого количества ручного труда, подверженными ошибкам, обусловленным неформальным, ненаучным процессом выбора. Даже с использованием более изощренных процедур, в которых используется значительный объем исторической информации, вмешательство человека обычно требуется для принятия многих решений между персоналом по сбыту и персоналом заводской поддержки в силу индивидуальных суждений и представлений, которые могут приводить к неточному выбору. В частности, большое количество взаимодействующих между собой людей требуется для сбора, интерпретации, обработки и анализа данных по применению, когда инженер-наладчик нуждается в заводской поддержке. В частности, размеры насоса и уплотнения, условия эксплуатации и рабочие жидкости влияют на выбор материалов, обеспечивающих максимальный срок службы уплотнения. Вмешательство человеческого фактора, без которого не могут обойтись современные способы выбора, может приводить к тому, что по одному и тому же применению разные люди будут давать разные рекомендации относительно модели уплотнения, необязательных особенностей уплотнения, материалов конструкции, внешних средств управления уплотнения, т.е. схем трубопроводов и различных вспомогательных устройств, подлежащих использованию совместно с внешними средствами управления. Кроме того, велика вероятность ошибки. Ошибка, допущенная на любом этапе процесса выбора, может стать причиной неточного или неполного решения по уплотнению, что приводит к преждевременному отказу уплотнения и возрастанию затрат.
В процессе выбора уплотнения существует несколько этапов, в которых обычно принимает участие человек. Один этап это идентификация оборудования, например насоса, приводного мотора или другого вращающегося оборудования. Разные инженеры-наладчики применяют различные способы идентификации. В качестве источников идентификационной информации могут выступать идентификационные ярлыки на оборудовании, документация по обеспечению, документация по разработке, документация по закупкам, документация производителя оборудования или документация производителя уплотнений. Если эти источники предоставляют неполную информацию, надлежащая идентификация оборудования может оказаться невозможной. Даже если оборудование надлежащим образом идентифицировано, например, по конструкции и модели, не исключено, что оборудование было подвергнуто модификации. Если не удается идентифицировать такие модификации, то выбор уплотнения будет неправильным. В результате, для получения точных данных по размерам приходится привлекать квалифицированного специалиста, чтобы он произвел замеры на оборудовании. Данные по размерам обычно собирают с использованием форм различной сложности и полноты. Простые формы обычно страдают неполнотой. Чтобы использовать сложные формы, обычно приходится обращаться за разъяснениями к инженеру-наладчику и заводским инженерам. Использование обоих видов форм приводит к ошибкам.
Затем выбирают модель уплотнения, совместимую по размерам с идентифицированным оборудованием. Чтобы сделать этот выбор, инженер-наладчик может обратиться к информации, имеющейся в справочнике, а в случае отсутствия таковой в справочнике - произвести анализ размеров. Анализ размеров может произвести инженер-наладчик или же надлежит обратиться к заводской поддержке. Когда данные по применению поступают на завод, их проверяют на предмет полноты и точности. Если данные не удовлетворяют требованиям, процесс затягивается.
После выбора совместимой по размерам модели уплотнения инженер-наладчик идентифицирует условия эксплуатации и анализирует их чтобы подтвердить, что рекомендуемое уплотнение пригодно для процесса, выполняемого на данном оборудовании. Этот анализ предусматривает оценивание условий эксплуатации и рабочих жидкостей в отношении некоторых аспектов уплотнения, включающих в себя, помимо прочих: металлургию в отношении общей устойчивости к коррозии; сочетание материалов торцов в отношении смазывающей способности химиката и/или устойчивости к коррозии или истиранию; и выбор вторичных компонентов уплотнения, т.е. эластомеров уплотнительного кольца в отношении температурной и химической устойчивости. Условия эксплуатации включают в себя, помимо прочего: обороты вала по отношению к давлению в камере уплотнения, действующее на уплотнение, т.е. давление/обороты; давление в сальниковой коробке/камере уплотнения, которая является функцией различных внутренних конструкций насоса (крыльчаток); обороты вала; давление на выходе насоса на выпускном патрубке; давление всасывания насоса на впускном патрубке; параметры давление/обороты для различных конструкций уплотнения и сочетаний материалов торцов; расчеты давления в коробке, в зависимости от типа конструкции насоса; конструкция торцевого компенсатора уплотнения; концентрация; температура; вязкость; процентное содержание нерастворенных или растворенных или волокнистых или неволокнистых твердых частиц; давление пара; удельный вес; и загрязняющие вещества и другие химикаты. Иногда эти значения оценивают или не получают.
Инженер-наладчик либо заводская поддержка может анализировать условия эксплуатации в зависимости от опыта и ресурсов. Предельные параметры для различных условий эксплуатации обычно берут из распечатанных таблиц разработки для каждого типа уплотнения или вычисляют. Если этот анализ осуществляется неквалифицированным персоналом с использованием одних лишь распечатанных таблиц и без привлечения анализа инженерного уровня или, если используется неполная информация, то анализ может оказаться неточным или ошибочным. Кроме того, выбор материала предыдущего уплотнения также может оказаться ошибкой.
Если анализ указывает, что стандартная модель уплотнения неприемлема, определяются соответствующие модификации либо уплотнения, либо оборудования. Инженер может иметь ограниченный информационный справочник, объясняющий каким образом надлежит модифицировать известные насосы, чтобы они соответствовали известным уплотнениям. Модификации уплотнения, обычно, не предполагаются. В противном случае модификации определяются либо инженером-наладчиком, либо заводской поддержкой со ссылкой на различные справочники или путем анализа или на основании исторической информации, например предыдущих спецификаций на материалы и заводских проектировочных чертежей. Если информация, используемая для осуществления модификаций, неточна или неполна, возможна неправильная модификация уплотнения или оборудования.
Рабочие жидкости также анализируются с целью изучения характеристик, которые могут влиять на выбор уплотнения, например, но не исключительно: опасные летучие загрязнители воздуха, которые требуют выбора двойного уплотнения для абсолютно нулевой утечки испарений; воспламеняемость; токсичность; полимеризация; отвердение; абразивные суспензии; процентное содержание первичных и вторичных химикатов; и минимальная и максимальная рабочие температуры.
Если инженер-наладчик имеет справочник с параметрами материалов для уплотнения, то окончательный выбор уплотнения делается наладчиком на основании его квалификации и опыта. Справочник также может включать в себя материалы для использования только с одним рабочим химикатом, без учета вторичных химикатов, которые могут присутствовать в процессе. Если справочник неполон, может потребоваться помощь заводской поддержки. Инженер, обеспечивающий заводскую поддержку, анализирует процесс с целью идентификации химических характеристик рабочей жидкости, например, с использованием опубликованных технических справочных материалов, химических справочников или исторической информации, например, предыдущих спецификаций на материалы или основывая выбор на свойствах химиката с аналогичными характеристиками. Как и на других этапах, предусматривающих заводскую поддержку, инженер-наладчик может предоставить недостаточную информацию, что влечет за собой задержку или приводит к неправильному выбору. Ошибки при выборе возможны также по причине сложности анализа рабочей жидкости.
Инженер-наладчик также выбирает необязательные особенности уплотнения, добиваясь оптимального срока службы уплотнения. Такие особенности включают в себя, помимо прочего: двухэлементный неподвижный торец (для вязких или полимеризующихся химикатов); сальник канала охлаждения и спуска (для нагрева или охлаждения торцов уплотнения или смыва кристаллических отложений на атмосферной стороне торцов уплотнения); и патрубки перекачивания для двойных уплотнений для обеспечения максимального потока барьерной жидкости для охлаждения и смазки торцов уплотнения. Ограниченная информация по оптимальным особенностям в справочнике может быть ограниченной. В противном случае, инженеры-наладчики выбирают необязательные особенности, исходя из характеристик химикатов. Чтобы определить, нужны ли уплотнению необязательные особенности, чтобы соответствовать применению, может потребоваться рекомендация заводской поддержки.
Еще один этап процесса выбора уплотнения состоит в определении наилучших внешних средства управления или стандартной схемы Американского института нефти (API).
Внешние средства управления представляют собой системы, используемые для охлаждения, смазки, нагрева и т.д., т.е. для управления внешними условиями работы механического уплотнения, в частности на торцах уплотнения. Для существующего применения инженер-наладчик идентифицирует данную систему наружных трубопроводов и оценивает, следует ли ее модифицировать для применения. Для нового применения наладчик идентифицирует имеющиеся системы трубопроводов. При выборе схемы трубопровода может пригодиться ограниченный справочник или может потребоваться заводская поддержка. Этим аспектом процесса выбора могут даже пренебречь или существующая схема трубопроводов может оказаться несоответствующей применению, что приводит к преждевременному отказу уплотнения. Для надлежащего выбора может потребоваться значительный объем взаимодействия между заказчиками, инженерами-наладчиками и заводскими инженерами.
Еще один этап процесса выбора уплотнения состоит в выборе разнообразных вспомогательных устройств, т.е. изделий, внешних по отношению к уплотнению и обычно входящих в состав схемы трубопровода, включающих в себя, помимо прочего: расходные резервуары для трубопроводных систем двойного уплотнения; горловинные вкладыши для использования совместно с внешними системами струйной очистки торцов уплотнения; и устройства управления расходом для внешних струйных систем для одинарных уплотнений и двойных уплотнений. Как и в других аспектах этого процесса, такие устройства можно выбирать с использованием ограниченных справочников, или же производить расчеты конструкции и размеров для выбора вспомогательного устройства могут инженеры по эксплуатации. В зависимости от типа вспомогательного устройства, например горловинные вкладыши, для разработки и производства устройства инженеру могут понадобиться размеры оборудования.
После выбора уплотнения с соответствующими материалами и необязательными особенностями, внешними средствами управления и вспомогательными устройствами вырабатываются расценки, а также спецификация на материалы и нормативы установки. Современные способы определения цены на механические уплотнения для стандартных изделий обычно предусматривают использование прайс-листов или каталогов. Определение цены по каталогу может оказаться настолько сложным делом, что для расчета расценок по выбранному уплотнению могут потребоваться заводская поддержка. В случае изготовления специальных конструкций продажную цену и систему скидок определить еще сложнее, и для этого обычно требуются квалифицированные инженеры и бухгалтеры. Весь процесс квотирования занимает от нескольких дней до нескольких недель.
В конце концов, после квотирования и получения заказа, уплотнение производится в соответствии с квотированием, если уплотнение не является стандартной деталью.
Производственные операции варьируются в зависимости от размеров и ассортимента изделий, предлагаемых производителем уплотнения и используемых технологий производственного процесса. Виды используемого производственного оборудования варьируется от ручного оборудования до оборудования с числовым программным управлением (ЧПУ) в различных сочетаниях, зависящих от ассортимента изделий и исходных материалов изделий. Вне зависимости от размера предприятия-производителя для производства требуются высококвалифицированные специалисты.
Хотя некоторые производители могут использовать компьютерную программу для облегчения выбора уплотнения, такие компьютерные программы обычно являются таблицами с автоматизированным поиском, с помощью которых пользователь выбирает номер модели насоса, соответствующий тип уплотнений и получает возможные варианты выбора уплотнения. В некоторых случаях пользователь может даже выбирать материалы для уплотнений. Чтобы правильно выбрать уплотнение с помощью такого инструментария, обычно требуются инженерные знания в области механики или химии или же значительный опыт.
В итоге, по причине сложности процесса выбора уплотнения, производителям уплотнений для производства и сбыта механических уплотнений требуется высококвалифицированный персонал. Заказчикам для получения точных решений задач обслуживания в условиях эксплуатации требуется техническая поддержка со стороны инженеров-наладчиков и производителя. Ввиду сложности, длительности и высокой стоимости процесса выбора уплотнения заказчик сочтет более выгодным заменить отказавшее уплотнение уплотнением того же типа, чем произвести корректирующий выбор. В результате будут происходить преждевременные отказы уплотнения, приводя к неоправданным эксплуатационным расходам.
Таким образом, сочетание сложности и требований к выбору уплотнений, их квотирования, разработки и проектирования, производства и послепродажного обслуживания приводит к противоречивым, ненаучным и ошибочным результатам и росту затрат.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для преодоления разнообразных трудностей, обусловленных существующими способами выбора уплотнения, предлагается стандартизованный процесс сбора, анализа, интерпретации и получения данных, относящихся к способу выбора уплотнения. В частности, размеры профилей оборудования для стандартного производства хранятся в базе данных. Поиск в этой базе данных может производиться с использованием нескольких видов идентификационной информации по оборудованию. Предусмотрена информация помощи, указывающая пользователю, как производить надлежащие измерения на оборудовании. Кроме того, предусмотрена информация по проверке размеров, которая помогает пользователю проверять, не подвергалось ли оборудование модификации.
После осуществления надлежащей идентификации оборудования осуществляется анализ совместимости между оборудованием и уплотнениями, находящимися в базе данных по уплотнениям, с целью определить, какие уплотнения совместимы по размерам с идентифицированным оборудованием. Эта информация по совместимости может храниться в базе данных по оборудованию совместно с информацией по оборудованию.
База данных по рабочим жидкостям задает рекомендованные материалы для различных рабочих жидкостей. Пользователю предлагается задать рабочие жидкости. Система автоматически определяет, какие материалы рекомендованы для заданных рабочих жидкостей и выбирает уплотнение с учетом выбранных материалов.
Спецификатор уплотнений использует информацию, введенную пользователем, базу данных по рабочим жидкостям, базу данных по типам уплотнений и базу данных по профилям оборудования для определения уплотнения, соответствующего заданному оборудованию. Спецификатор уплотнений позволяет пользователю выбирать уплотнение, исходя из известного номера изделия для уплотнения, или путем задания информации по оборудованию либо по уплотнению и добавляет новое оборудование в базу данных по оборудованию. Оборудование можно идентифицировать, задавая структуру или группу оборудования, номер детали или по его размерам. Эти различные способы позволяют неспециалисту выбирать уплотнение, просто сообщая информацию об оборудовании и процессе, в котором это оборудование используется.
В процессе задания уплотнения производимый анализ совместимости между уплотнением и оборудованием может указывать на необходимость подвергнуть модификации либо стандартное уплотнение, либо оборудование, чтобы оно соответствовало стандартному уплотнению. Заданная информация по уплотнению и любым модификациям может поступать на производственный центр. Благодаря включению в базу данных разнообразных чертежей и шаблонных программ для станков с числовым программным управлением, размеры модифицированного уплотнения можно вставлять в шаблонную программу, чтобы автоматически генерировать заказную конструкцию уплотнения для производства заказного уплотнения.
Различные элементы системы как по отдельности, так и в различных сочетаниях автоматизируют многие этапы способа выбора уплотнения.
С помощью базы данных по типам уплотнений с установленными ограничениями по материалам и условиям эксплуатации система автоматически сравнивает введенные рабочие жидкости и условия эксплуатации с базой данных с целью выбора наилучшей модели уплотнения среди тех уплотнений, которые совместимы по размерам с оборудованием. Показатели совместимости для рабочих жидкостей позволяют устанавливать приоритеты моделей уплотнений, которые можно выполнить из рекомендованных материалов для заданного процесса. Благодаря тому, что пользователь может задавать вторичные химикаты в рабочем потоке, качество выбора уплотнения улучшается. Параметры материалов и совместимости и ограничения на условия эксплуатации для модели уплотнения могут быть собраны из источников по материалам и других инженерных справочников в базе данных по рабочим жидкостям и в базе данных по типам уплотнений. Аналогично, каждой модели уплотнения в базе данных по типам уплотнений можно сопоставить печатающие схемы внешних средств управления и вспомогательные устройства, автоматизируя выбор этих изделий. Соответственно, согласно одному аспекту устройство для определения уплотнения для единицы оборудования включает в себя базу данных по профилям оборудования и базу данных по профилям уплотнений. К базе данных по профилям оборудования и базе данных по профилям уплотнений подключен модуль выбора уплотнения. Модуль выбора уплотнения имеет вход, на который от пользователя поступают данные, указывающие характеристику единицы оборудования, и выход, который осуществляет доступ к базе данных по профилям оборудования с целью определения уплотнения из базы данных по профилям уплотнений, которое отвечает нужной характеристике и соответствует единице оборудования. Другой аспект представляет собой процесс, осуществляемый этим устройством.
Согласно еще одному аспекту изобретения, устройство для определения уплотнения для единицы оборудования включает в себя базу данных по профилям оборудования и базу данных по профилям уплотнения. К базе данных по профилям оборудования и базе данных по профилям уплотнения подключен анализатор совместимости, имеющий вход, на который поступают данные, указывающие характеристику единицы оборудования. Анализатор совместимости сравнивает один профиль уплотнения, находящийся в базе данных по профилям уплотнения, с характеристикой единицы оборудования с целью определения модификации, которая позволяет привести единицу оборудования в соответствие с уплотнением, заданным одним профилем уплотнения. Другой аспект представляет собой процесс, осуществляемый таким устройством.
Согласно еще одному аспекту изобретения, устройство для задания совокупности профилей оборудования включает в себя базу данных по профилям оборудования, причем каждый из профилей оборудования задает характеристику соответствующей единицы оборудования, и эта характеристика пригодна для определения совместимости уплотнения с соответствующей единицей оборудования. База данных по профилям оборудования включает в себя результаты анализа совместимости, добавленные в базу данных по профилям оборудования, причем результаты анализа совместимости задают уплотнение, совместимое с единицей оборудования и которое не было задано ранее в базе данных по профилям оборудования как совместимое с единицей оборудования, с тем, чтобы данные, задающие единицу оборудования, и ссылка на уплотнение, которое совместимо с единицей оборудования, были доступны из базы данных по профилям оборудования. Другой аспект представляет собой процесс, осуществляемый таким устройством.
Согласно еще одному аспекту изобретения, устройство для генерирования программы числового программного управления включает в себя модуль спецификации, имеющий первый вход, на который поступают данные, задающие характеристику единицы оборудования, второй вход, на который поступают данные, задающие нужную характеристику уплотнения для использования в единице оборудования, и выход, с которого выводится профиль уплотнения, совместимого с единицей оборудования. Генератор программ числового программного управления имеет вход, на который поступает профиль уплотнения, и выход, с которого выводится программа числового программного управления для обработки элемента уплотнения на основании профиля уплотнения с тем, чтобы уплотнение было совместимо с единицей оборудования. Другой аспект представляет собой процесс, осуществляемый таким устройством.
Согласно еще одному аспекту изобретения, устройство для задания замещающего уплотнения для использования в единице оборудования включает в себя модуль спецификации, имеющий первый вход, на который поступают данные, задающие характеристику единицы оборудования, второй вход, на который поступают данные, задающие нужную характеристику уплотнения для использования в единице оборудования, и выход, с которого выводится профиль уплотнения, которое совместимо с единицей оборудования. Модуль проектирования уплотнения получает профиль уплотнения и выдает размеры на основании профиля уплотнения, причем размеры задают уплотнение, совместимое с единицей оборудования. Другой аспект представляет собой процесс, осуществляемый таким устройством.
Согласно еще одному аспекту изобретения, компьютерно-реализуемый способ предусматривает анализ совместимости между уплотнением и единицей оборудования. Информация, задающая параметры оборудования и уплотнения, является входной информацией. Производится сравнение параметров уплотнения и оборудования с целью определения наличия или отсутствия точного соответствия. В случае отсутствия точного соответствия по параметру указание на различие между параметром уплотнения и параметром оборудования сохраняется. В случае отсутствия параметра, сохраняется указание на отсутствие параметра.
Согласно еще одному аспекту изобретения, устройство для генерирования программы числового программного управления включает в себя базу данных по шаблонам программ числового программного управления, задающую операции программы для обработки элемента без информации по размерам. Генератор программ числового программного управления имеет вход, на который поступает профиль уплотнения и шаблоны из базы данных по шаблонам для уплотнения, и выход, с которого выводится программа числового программного управления для обработки элемента уплотнения на основании профиля уплотнения с тем, чтобы уплотнение было совместимо с единицей оборудования.
Согласно еще одному аспекту изобретения, способ изготовления механического уплотнения предусматривает подготовку шаблонов программ числового программного управления, задание операций программы для обработки элемента без информации по размерам. Профиль уплотнения и шаблоны уплотнения являются входной информацией. Программа числового программного управления для обработки элемента уплотнения генерируется на основании профиля уплотнения с тем, чтобы уплотнение было совместимо с единицей оборудования.
Согласно еще одному аспекту изобретения, компьютерная система для облегчения идентификации оборудования для согласования с уплотнением включает в себя графический интерфейс пользователя, который отображает шаблон, имеющий поля, и для ввода информации в поля, задающие размеры оборудования. Графический интерфейс пользователя связывает графическую информацию, иллюстрирующую, как получить информацию, с полями в шаблоне и проверяет полноту и тип данных в каждом поле шаблона. Кроме того, выводится информация по проверке размеров, включающая в себя ожидаемые размеры для каждого из полей в шаблоне.
Еще один аспект изобретения заключается в том, что устройство или процесс, в котором вышеупомянутые аспекты объединены с тем, чтобы обеспечивать систему, включает в себя спецификатор уплотнения для задания уплотнения, анализатор совместимости для определения совместимости по размерам между уплотнением и оборудованием, проектировочный центр для генерирования размеров модифицированных уплотнений и производственный центр для порождения программ ЧПУ для создания модифицированных компонентов уплотнения.
Эти и другие аспекты и достоинства настоящего изобретения изложены в нижеприведенном подробном описании.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Иллюстративные варианты реализации будут описаны на примерах со ссылкой на прилагаемые чертежи, в которых:
фиг.1А представляет собой вид в перспективе примера одинарного картриджного уплотнения;
фиг.1В представляет собой вид в перспективе примера двойного картриджного уплотнения;
фиг.2 представляет собой блок-схему системы выбора уплотнения согласно одному варианту реализации;
фиг.3А и 3В совместно заключают в себе логическую блок-схему, иллюстрирующую согласно одному варианту реализации процесс, осуществляемый системой выбора уплотнения, изображенной на фиг.2;
фиг.4 изображает экран дисплея, на котором пользователю предлагается ввести информацию о заказчике и информацию по выбору уплотнения;
фиг.5 изображает экран дисплея, на котором пользователю предлагается ввести информацию о новом заказчике;
фиг.6 изображает экран дисплея, на котором пользователю предлагается ввести номер детали запрашиваемого уплотнения и какие-либо необязательные особенности или необходимые дополнительные изделия;
фиг.7 представляет собой логическую блок-схему, более подробно изображающую этап, представленный на фиг.3А, поиска насоса в базе данных по существующим насосам;
фиг.8 изображает экран дисплея системы выбора уплотнения, на котором представлен список насосов, которые отвечают выбранным критериям поиска насоса, и который позволяет пользователю выбирать один из перечисленных насосов;
фиг.9 представляет собой логическую блок-схему, изображающую более подробно этап, представленный на фиг.3А, задания нового насоса, который не входит в базу данных по существующим насосам;
фиг.10 изображает экран дисплея системы выбора уплотнения, на котором пользователю предлагается задать новый насос, который не был представлен ранее в базе данных по насосам;
фиг.11 изображает экран дисплея, на котором показано содержимое файла данных по насосу, в котором сохранены результаты анализатора совместимости;
фиг.12 изображает экран дисплея, на котором показан профиль размеров модели уплотнения, хранящейся в файле типов уплотнений;
фиг.13 представляет собой логическую блок-схему, более подробно иллюстрирующую операции, осуществляемые анализатором совместимости;
фиг.14 изображает экран дисплея, на котором пользователю предлагается выбрать один из четырех подходов к выбору уплотнения;
фиг.15 изображает экран дисплея, на котором отображены рекомендации системы относительно материалов конструкции и на котором пользователю предлагается выбрать материалы конструкции;
фиг.16 представляет собой логическую блок-схему, описывающую процесс выбора, осуществляемый по иконке 123 на фиг.14;
фиг.17 представляет собой логическую блок-схему, описывающую процесс выбора, осуществляемый по иконке 124 на фиг.14;
фиг.18 изображает фрагмент базы данных по рабочим жидкостям, входящей в состав системы выбора;
фиг.19 представляет собой логическую блок-схему, описывающую процесс выбора, осуществляемый по иконкам 125-133 на фиг.14;
фиг.20 представляет собой логическую блок-схему, описывающую процесс выбора, осуществляемый по иконке 134 на фиг.14;
фиг.21 изображает экран дисплея, на котором пользователю предлагается выбрать барьерную жидкость, если было выбрано двойное картриджное уплотнение;
фиг.22 изображает экран дисплея, на котором, в случае отсутствия стандартного уплотнения, совместимого с выбранным насосом, пользователю предлагается выбрать либо модифицированное уплотнение, либо модификацию насоса;
фиг.23 изображает экран дисплея, на котором система представляет необязательные особенности и дополнительные изделия, имеющиеся для уплотнения;
фиг.24 представляет собой логическую блок-схему, описывающую, как работает проектировочный центр;
фиг.25 изображает иллюстративный графический профиль модели уплотнения, хранящейся в файле типов уплотнений;
фиг.26 изображает иллюстративную спецификацию, созданную проектировочным центром для расчета необходимых размеров;
фиг.27 представляет собой иллюстративную таблицу спецификаций поверхности болтового крепления и прокладок, используемую анализатором совместимости и проектировочным центром;
фиг.28 представляет собой иллюстративную специальную производственную распечатку, которая генерируется проектировочным центром;
фиг.29 изображает профиль размеров патрубка уплотнения, хранящийся в файле типов уплотнения;
фиг.30А представляет собой первую часть иллюстративного предложения, автоматически генерируемого системой, включающую в себя чертежи в разрезе и чертеж сальника, на котором указаны соответствующие размеры;
фиг.30В представляет собой вторую часть иллюстративного предложения, автоматически генерируемого системой, включающую в себя информацию по расценкам, которая учитывает любые соответствующие скидки для заказчика;
фиг.31 изображает иллюстративную производственную распечатку по специальному вкладышу, разработанному проектировочным центром;
фиг.32 изображает иллюстративную производственную распечатку по специальному вкладышу, разработанному проектировочным центром, и используемую, когда компоненты приобретаются из внешнего источника;
фиг.33 представляет собой пример спецификации на материалы, включающей в себя задание материалов выбранного уплотнения и чертеж уплотнения;
фиг.34 представляет собой пример заказа, который автоматически генерируется системой выбора уплотнения, что позволяет пользователю заказывать уплотнение непосредственно от производителя;
фиг.35 представляет собой пример формы проверки размеров, используемой для подтверждения того, что выбранное уплотнение подходит к насосу пользователя, и для подтверждения того, что оборудование не было ранее модифицировано;
фиг.36 представляет собой пример сводки по заводской стандартизации, в котором собрана информация по квоте для конкретного заказчика;
фиг.37 представляет собой логическую блок-схему, описывающую работу проектировочного центра.
Для более полного понимания настоящего изобретения, ниже приведено подробное описание, которое следует рассматривать в сочетании с прилагаемыми чертежами. Все упомянутые здесь размеры выражены в дюймах [в метрах]. Однако настоящее изобретение может быть реализовано с использованием любых единиц измерения.
Затраты, обусловленные подходом, предусматривающим большую долю человеческого труда, к процессам выбора механического уплотнения, квотирования, разработки/проектирования, производства, обслуживания и поддержки, снижаются благодаря автоматизированной системе, которая, в различных аспектах, поддерживает эти операции, не требуя наличия высококвалифицированного персонала или значительного взаимодействия между наладчиками, заводской поддержкой и заказчиком для сбора, интерпретации, обработки и анализа данных.
Эта автоматическая система поддерживает выбор уплотнений для сложных применений путем анализа большого числа рабочих жидкостей и их сочетаний, оборудования, например насоса, профилей размеров при наличии вариаций и модификаций в конструкции и условий эксплуатации. Таким образом, можно быстро получать логичный, научно обоснованный выбор уплотнения. Система также поддерживает быстрый переход применений к картриджным уплотнениям.
Фиг.1А иллюстрирует пример одинарного картриджного уплотнения. Уплотнение 17 присоединяется к оборудованию 18 болтами 19 и охватывает вал 26. Уплотнение включает в себя неподвижную прокладку в виде уплотнительного кольца между муфтой уплотнения и валом или муфтой насоса, который обозначен позицией 1. Неподвижная прокладка 2 в виде уплотнительного кольца предусмотрена между расточкой на конце муфты и вращающимся торцом. Неподвижная прокладка 3 в виде уплотнительного кольца предусмотрена между расточкой сальника и неподвижным торцом. Сальник 7 имеет пружины и прокладку в виде уплотнительного кольца и имеет неподвижный торец, прикрепленный болтами к корпусу насоса, чтобы удерживать уплотнение на месте. Муфта 8 содержит две прокладки в виде уплотнительного кольца и вращающийся торец и передает вращение вращающемуся торцу посредством приводного шплинта. Внутренний вращающийся торец 9 приводится в движение муфтой уплотнения, которая вращается совместно с валом насоса, который обеспечивает первичное уплотняющее действие за счет движения относительно неподвижного торца с тонким слоем смазки между торцами. Внутренний стационарный торец 11 удерживается неподвижно внутри сальника уплотнителя с использованием противовращательных зубьев и обеспечивает первичное уплотняющее действие за счет вращающегося торца, движущегося относительно него. Стопорные винты содержатся внутри приводного кольца и передают вращение на муфту уплотнения за счет захвата вала или муфты насоса через отверстия в муфте. Плоская прокладка 14 обеспечивает сальниковое уплотнение между сальником и торцом корпуса насоса. Пружинящее стопорное кольцо 15 вступает в зацепление с канавкой в муфте с целью удержания на месте приводного кольца совместно со стопорными винтами. Пружины 16 содержатся внутри сальника уплотнения и обеспечивают механическую силу, прижимающую внутренний неподвижный торец к вращающемуся торцу.
Фиг.1В иллюстрирует двойное картриджное уплотнение. Двойной картридж включает в себя те же детали, что и одинарный картридж, и уплотнительное кольцо 5, которое обеспечивает неподвижную прокладку в виде уплотнительного кольца между приводным кольцом и внутренним диаметром внешнего вращающегося торца. Неподвижная прокладка 6 в виде уплотнительного кольца расположена между приводным кольцом и внешним диаметром муфты. Внешние вращающиеся торцы 10 приводятся в движение шплинтом в приводном кольце, которое вращается совместно с валом насоса, обеспечивая первичное уплотняющее действие за счет движения относительно внешнего неподвижного торца с тонким слоем смазки между торцами. Внешний неподвижный торец 12 удерживается неподвижно внутри внешней стороны сальника с использованием противовращательных шплинтов, что обеспечивает первичное уплотнение за счет того, что внешний вращающийся торец движется относительно него.
Такие картриджные уплотнения строятся из различных компонентов согласно унифицированной конструкции. Некоторые компоненты обычно производят либо из “пруткового проката” или “тюбинга”, либо из отливок. Литые детали обычно стоят дешевле, чем детали, выполненные из пруткового проката. Отливки могут быть спроектированы так, что малое количество отливок могут быть совместимы для данного набора оборудования посредством анализа профилей оборудования.
Фиг.2 иллюстрирует блок-схему системы 20 согласно одному варианту реализации. Система включает в себя модуль ввода 21, который позволяет пользователю выбирать заказчика или добавлять заказчика в базу данных, выбирать рабочую жидкость, вводить данные по внешним условиям и выбирать из трех режимов работы системы. Новый заказчик 43 может быть добавлен в базу данных 30 по заказчикам. Идентификатор заказчика используется для возвращения информации о заказчике, что отмечено под позицией 44. Из модуля ввода пользователь может вызывать спецификатор уплотнений 22, который выбирает уплотнение, рекомендует материалы, позволяет пользователю выбирать либо модификации оборудования, либо модификации уплотнения, и рекомендует различные особенности и изделия. Выбранный профиль уплотнения выводится, что указано в 40. Модуль 24 задания нового насоса также можно активировать посредством модуля ввода 21. Этот модуль позволяет пользователю вводить информацию, на основании которой создаются регистрация нового насоса и профиль размеров насоса. Анализатор совместимости 26 сравнивает размеры по регистрации нового насоса с размерами уплотнения в базе данных 33 по типам уплотнений. Результаты с анализатора совместимости 35 добавляются в базу данных 31 по насосам совместно с профилем размеров насоса, структурой/группой, размерами насоса, типом расточки и другими результатами совместимости для других насосов. Модуль ввода 21 также позволяет пользователю активировать селектор 25 существующих насосов. Информацию по профилю насоса, как указано под позицией 36, можно использовать для поиска в базе данных 31 по насосам для возвращения профилей 38 выбранных насосов.
База данных 30 по заказчикам включает в себя идентификационный номер заказчика, имя заказчика, информацию для связи с заказчиком и может включать в себя идентификацию дистрибьютора, фирменный знак дистрибьютора и идентификатор наличия какой-либо скидки для данного заказчика. Также могут храниться и другие виды данных для каждого заказчика. Эта информация используется генератором предложений 23 с целью приспособления предложения 27 для отдельного заказчика. Согласно одному варианту реализации скидки для заказчика скрывают на стороне пользователя, если пользователь не является производителем.
База данных 31 по насосам включает в себя данные, которые описывают большое число насосов. База данных может также задавать другие виды оборудования в зависимости от вида механической детали, для выбора которой используется система. База данных 31 по насосам может включать в себя, для каждого насоса, данные, описывающие размеры уплотнения для насоса, структуру или группу, по которой группе присваивается категория, размеры насоса, тип расточки, полный профиль размеров и результаты совместимости для моделей уплотнений.
База данных 33 типов уплотнений включает в себя профиль размеров для каждого уплотнения, графические чертежи, материалы, имеющиеся для каждого уплотнения и другие особенности и имеющиеся дополнительные изделия совместно с программами ЧПУ и шаблонами 47. В частности, база данных 33 по типам уплотнений задает металлические материалы, материалы торцов и эластомеры для каждого типа уплотнения. Профиль размеров для каждого уплотнения, а также полный набор чертежей или графиков для каждой модели уплотнения, шаблонные программы ЧПУ для процесса производства также могут храниться в этой базе данных 33. В общем случае, база данных 33 по типам уплотнений задается и поддерживается производителями уплотнений.
База данных 32 по рабочим жидкостям обеспечивает характеристики и рекомендации по выбранным рабочим жидкостям, предоставленным модулем ввода 21, как показано в 37. В частности, база данных 32 по рабочим жидкостям включает в себя, для каждой жидкости, которая может перекачиваться оборудованием, показатели совместимости материалов для материалов насоса, рекомендованный тип уплотнения, рекомендованные материалы и рекомендованную схему Американского института нефти (API) для уплотнения. В общем случае, база данных 32 по рабочим жидкостям задается и поддерживается производителем уплотнений.
Профиль 38 выбранного насоса, характеристики и рекомендации 37 по рабочим жидкостям, размеры и графические представления 39 выделенного уплотнения, полученные из базы данных по типам уплотнений, поступают на вышеописанный спецификатор уплотнений 22. Спецификатор уплотнений 22 использует химические характеристики и рекомендации 37, полученные из базы данных 32 по рабочим жидкостям, профиль 38 выбранного насоса и профиль 39 размеров уплотнения для создания профиля 40 выбранного уплотнения. Профиль 40 выбранного уплотнения, размеры и графические представления 39 уплотнения и профиль насоса и результаты анализатора совместимости 41 поступают на проектировочный центр 28. Проектировочный центр 42 использует профили насоса и уплотнения, чтобы отразить на чертежах и в расчетах размеры модифицированных и заказных компонентов уплотнения, и выводит результаты.
Программы ЧПУ и шаблоны 47, полученные из базы данных 22 по типам уплотнений для выбранного уплотнения, и результат, выданный проектировочным центром 42, поступают в производственный центр 29 и генератор предложений 23. Этот производственный центр использует результаты, полученные из проектировочного центра, для создания заказных производственных распечаток и программ для каждого из модифицированных или заказных компонентов, которые выводятся на позицию 46, для производства компонентов. В частности, производственный центр использует размеры, заданные проектировочным центром 42, и вводит их в шаблонные программы ЧПУ 47 из базы данных 33 по типам уплотнений для выбранного уплотнения. Эти программы загружаются непосредственно в станки с ЧПУ для производства компонента.
Результаты, полученные на проектировочном центре 42, также поступают на генератор предложений 23. Генератор предложений 23 также получает информацию по адресу и скидке 45, относящуюся к выбранному заказчику. Генератор предложений создает чертежи, расценки, примечания по модификации, предупреждения, спецификации на материалы, формы заказов, формы проверки размеров и сводки по заводской стандартизации, которые описаны ниже, на основании которых можно формировать предложения по квотированию 51. Модуль 50 обработки заказа получает предложение по квотированию 51 для выдачи заказа 52, который предоставляется производственному центру 29.
Система также может включать в себя модуль 48 рекламы и пропаганды и модуль 49 послепродажного обслуживания и поддержки с независимым доступом, которые предоставляют дополнительную информацию для использования продавцом или заводом, дистрибьютором и т.д.
С целью создания баз данных по профилям насосов и типам уплотнений, в базы данных можно вводить информацию по стандартным насосам и уплотнениям. Затем может выполняться анализатор совместимости для определения совместимости каждого насоса с каждым уплотнением. Результаты этих анализов совместимости могут сохраняться в базе данных по профилям насосов. Таким образом, известные модификации обычных уплотнений и обычных насосов могут храниться в базе данных, что снимает необходимость в повторных расчетах. В качестве общего процесса любые модификации, созданные этой системой, могут храниться в безе данных для последующего использования.
В ходе работы пользователь активирует модуль ввода 21 с целью ввода новых данных по заказчикам или для выбора существующего заказчика, ввода данных по внешним условиям и выбора соответствующей рабочей жидкости. Затем пользователь может перейти к спецификатору уплотнений 22 с целью выбора уплотнения, если нужное уплотнение известно. Если номер детали для нужного уплотнения неизвестен и если насос задан в базе данных 31, то пользователь может активировать селектор 25 существующих насосов. Селектор насосов 25 может производить поиск насоса в базе данных исходя из размеров, структуры или группы, номера детали или иной информации. Если насос отсутствует в базе данных по насосам, то можно активировать модуль 24 задания нового насоса. Когда модуль 24 задания нового насоса используется для добавления нового насоса в базу данных, анализатор совместимости 26 осуществляет анализ совместимости, на основании задания нового насоса, в отношении различных уплотнений, находящихся в базе данных по уплотнениям, и обновляет базу данных 31 по насосам с целью включения этих данных, относящихся к новому насосу. После задания или выбора насоса спецификатор уплотнений 22 может быть активирован пользователем. Затем спецификатор уплотнений 22 осуществляет доступ к базе данных 31 по насосам, которая включает в себя задание и анализ совместимости для любых существующих и новых насосов, заданных пользователем. Спецификатор уплотнений 22 также позволяет пользователю выбирать тип уплотнения или просматривать список всех уплотнений. База данных также может включать в себя перекрестные ссылки для указания, что уплотнение заменяет другое уплотнение производителя.
Если выбранному насосу не подходит ни одно из стандартных уплотнений, пользователь имеет две возможности. Во-первых, спецификатор уплотнений 22 предоставляет конструкцию специального уплотнения, которое подходит оборудованию без модификаций оборудования. Во-вторых, спецификатор уплотнений 22 может предоставить стандартное уплотнение и спецификации на модификации оборудования, которые надлежит произвести, чтобы оно соответствовало уплотнению.
Спецификатор уплотнений 22, используя базу данных по рабочим жидкостям, рекомендует материалы и может предоставить список всех имеющихся материалов с показателями совместимости для модели уплотнения, используемой совместно с заданной рабочей жидкостью.
После того, как спецификатор уплотнений 22 закончит выбранный профиль уплотнения, проектировочный центр 28 разрабатывает, чертит и вычисляет размеры для каждого компонента уплотнения, после чего вся созданная им информация поступает на генератор предложений 23.
Генератор предложений 23 генерирует выходные формы, включающие в себя такую информацию, как чертежи, размеры, квотирования расценок, примечания по модификациям уплотнения или оборудования, предупреждения, спецификации на материалы, форму проверки размеров и форму заказа. Форма проверки размеров предоставляется пользователю, чтобы он мог удостовериться, что он правильно измерил размеры оборудования.
Результаты, полученные на проектировочном центре, используются также в производственном центре. Производственный центр извлекает шаблонные программы ЧПУ, которые являются частью базы данных по типам уплотнений. Шаблонные программы включают в себя операции обработки без размеров. Размеры вводятся на основании информации, полученной от проектировочного центра. После модификации шаблонные программы ЧПУ с размерами уплотнения загружаются в станки с ЧПУ для создания нового уплотнения.
Различные модули этой системы могут быть реализованы в виде компьютерных программ, выполняемых в компьютерной системе наподобие той, что более подробно описана ниже. Следует понимать, что каждый модуль и каждая база данных может представлять собой отдельную компьютерную программу, которая может выполняться на отдельном компьютере и отдельными объектами. Различные модули могут сообщаться между собой посредством процедур программирования или могут быть программами, которые совместно используют файлы данных на компьютере или могут быть отдельными компьютерами, соединенными друг с другом через компьютерную сеть.
Фактическое совместное использование информации модулями может осуществляться любым образом.
В частности, система может быть реализована в виде комбинации программного обеспечения и данных, которые пользователь может устанавливать и запускать на одной или нескольких машинах для обеспечения всех функций, касающихся выбора механического уплотнения. При такой организации данные для различных баз данных могут меняться со временем, и производитель будет периодически снабжать пользователей обновленными версиями программного обеспечения и данных. Такие обновления могут предоставляться с использованием любых средств электронной передачи или путем доставки носителя данных, содержащего информацию. Кроме того, согласно этому варианту реализации производитель может, при желании, собирать изменения в базах данных, внесенные их пользователями, с целью непрерывного обновления их баз данных по насосам, рабочим жидкостям и уплотнениям.
Согласно другому варианту реализации, спецификатор уплотнений 22 предоставляется пользователю. Анализатор совместимости 26, проектировочный центр 28 и производственный центр 29 могут поддерживаться производителем. Согласно еще одному варианту реализации спецификатор уплотнений и анализатор совместимости могут быть доступны пользователю. Согласно этому варианту реализации пользователь может осуществлять доступ к пользовательскому интерфейсу спецификатора уплотнений, например, посредством телефонной сети общего пользования, такой как Интернет, или посредством другой среды удаленного доступа. Согласно другому варианту реализации спецификатор уплотнений 22, анализатор совместимости 26 и проектировочный центр 28 могут предоставляться пользователю. Производственный центр 29 в этом случае может поддерживаться производителем. Возможны также и другие варианты реализации.
Фиг.3А и 3В более подробно иллюстрируют процесс, посредством которого можно выбирать уплотнение с использованием системы, изображенной на фиг.2. Этот процесс начинается с того, что пользователь на этапе 60 вводит данные по заказчику. Фиг.4 и 5 иллюстрируют графические интерфейсы пользователя для этой функции. Кроме того, с использованием дисплея, например, изображенного на фиг.4, на этапе 61 можно задавать данные по внешним условиям и рабочие жидкости. После ввода этой информации пользователь на этапе 62 может выбрать один из нескольких способов выбора. Согласно этому варианту реализации существует три способа выбора. Первый способ выбора предусматривает просто выбор известного уплотнения на этапе 63, который описан более подробно со ссылкой фиг.6. Насос можно искать в базе данных по существующим насосам на этапе 64, которая также будет описана более подробно ниже со ссылкой на, по крайней мере, фиг.9 и 10.
После выбора уплотнения на этапе 63 на этапе 80 генерируется предложение по квоте, которое описано более подробно ниже со ссылкой на фиг.30-36. Раздел ввода заказа активирует производственный центр с целью создания заказа на этапе 81. Производственный центр может создавать специальные распечатки по производству и планированию для производственных процессов, может выбирать материалы, подлежащие использованию, может, при необходимости, заказывать материалы и может создавать программы для оборудования с числовым программным управлением для производства модифицированных или заказных компонентов. Эти операции производственного центра подробнее описаны ниже со ссылкой на фиг.37.
Если пользователь выбирает поиск насоса в базе данных по существующим насосам на этапе 64, то пользователь может затем выбрать один из способов выбора уплотнения, что указано на этапе 67. Графический интерфейс пользователя для осуществления этого выбора, согласно одному из вариантов реализации, представлен на фиг.14 и 15. Один способ предусматривает выбор из существующих моделей уплотнений на этапе 68. Этот способ описан более подробно ниже со ссылкой на фиг.16. Затем на этапе 72 производится анализ совместимости. Материалы конструкции и параметры рабочей жидкости выбираются и проверяются на этапе 75, который описан более подробно ниже со ссылкой на фиг.15. На этапе 71 можно также выбрать уплотнение составного типа в качестве одного из способов выбора, который описан более подробно ниже со ссылкой на фиг.20.
Еще один способ выбора уплотнения состоит в выборе семейства уплотнений на этапе 69. Этот этап описан более подробно ниже со ссылкой на фиг.19. Затем на этапе 73 рекомендуется модель уплотнения. Еще один способ предусматривает рекомендацию модели из любого семейства уплотнений на этапе 70. Этот этап описан более подробно ниже со ссылкой на фиг.17. Каждый из двух последних способов завершается рекомендацией материалов конструкции и схем API в зависимости от рабочей жидкости.
Все эти способы выбора уплотнения завершаются этапом 75 выбора материалов конструкции и проверки параметров других рабочих жидкостей, что описано более подробно ниже со ссылкой на фиг.15.
По завершении этапа 75 на этапе 76 производится определение, подходит ли стандартное уплотнение к указанному оборудованию. Если нет, то на этапе 77 производится выбор стратегии модификации, который описан более подробно ниже со ссылкой на фиг.23. На этапе 79 проектировочный центр разрабатывает, чертит и вычисляет размеры выбранных элементов. Этот этап описан более подробно ниже со ссылкой на фиг.24.
По завершении работы проектировочного центра на этапе 80 могут генерироваться предложения по квоте, и производственный центр на этапе 82 может генерировать производственную информацию, которая описана выше.
Теперь опишем более подробно каждый из этапов, представленных на фиг.3А и 3В со ссылкой на фиг.4-37. На фиг.4 представлен дисплейный экран 90, на котором пользователю предлагается ввести данные по заказчику и другую информацию. Дисплейный экран 90 разделен на различные области для различных данных и опций, выбираемых пользователем. Например, в области 91 данных по заказчику пользователь может выбрать ИД пользователя и ИД заказчика, если база данных 30 по заказчикам (фиг.2) включает в себя описание заказчика. Если заказчику была предоставлена скидка, система отображает размер скидки в области 91 данных по заказчику. В любой момент пользователь может выбрать любую позицию помощи 101, по которой система может предоставить текстовую информацию, помогающую пользователю в осуществлении процесса выбора уплотнения. Система также может иметь обучающую программу для обучения пользователя системы тому, как использовать экраны программы или для предоставления технической помощи.
Согласно фиг.5, если база данных 30 по заказчикам не включает в себя описание заказчика, пользователь может выбрать позицию 92 нового заказчика (на фиг.4), после чего система отображает экран ввода данных по заказчику, который изображен на фиг.5. Затем пользователь заполняет фактурную и почтовую информацию в области 110 заказчика и информацию по перевозке в области 111. Пользователь также устанавливает скидку для заказчика в области 112. Эта информация может быть сохранена в базе данных 30 по заказчикам (фиг.2).
Возвращаясь к фиг.4, согласно этапу 61, представленному на фиг.3, пользователь задает данные по внешним условиям и хотя бы одну рабочую жидкость, для которой будет использовано замещающее или новое уплотнение, заполняя разделы области 93 ввода данных по внешним условиям. Данные включают в себя название рабочей жидкости. Если заданная рабочая жидкость не найдена в базе данных 32 по рабочим жидкостям, пользователь может выбрать позицию 94 “химикат не найден”. Тогда система отображает подсказки для перехода или предлагает пользователю связаться с производителем для задания соответствующей рабочей жидкости. Кроме того, производитель может, если нужно, пополнять базу данных 32 по рабочим жидкостям.
Данные по внешним условиям, введенные пользователем в область 93, включают в себя, помимо прочего, следующие факторы: рабочая температура, удельный вес, давление пара, вязкость, концентрация, обороты вала, давление в коробке, давление всасывания, давление на выходе и процентное содержание твердых частиц. Что касается содержания твердых частиц, может быть задано процентное содержание растворенных твердых частиц, а также процентное содержание волокнистых нерастворенных твердых частиц и процентное содержание неволокнистых нерастворенных твердых частиц. После ввода данных среды по внешним условиям и данных по рабочей жидкости пользователь может выбрать один из трех способов выбора, что указано на этапе 62, представленном на фиг.3.
Согласно первому способу пользователь активирует позицию 96 “Режим 1”, находящуюся в области 95 информации по уплотнению, и при этом отображается экран быстрого режима (фиг.6), позволяющий пользователю непосредственно выбирать уплотнение (этап 63 на фиг.3). Второй способ выбора, выбираемый пользователем путем выбора позиции 100, состоит в поиске в базе данных по существующим насосам (этап 64 на фиг.3). Эта опция будет рассмотрена более подробно со ссылкой на логическую блок-схему, изображенную на фиг.7. Третий вариант выбора состоит в задании нового насоса (этап 65 на фиг.3), и он будет описан более подробно ниже со ссылкой на логическую блок-схему, изображенную на фиг.9, и дисплейный экран, изображенный на фиг.10. Вход в этот режим осуществляется путем выбора позиции 97, показанного на фиг.4.
Теперь опишем подробнее первый способ, активируемый с использованием позиции 96, показанный на фиг.4, со ссылкой на фиг.6. Посредством ряда раскрывающихся меню, пользователю предлагается ввести номер детали для уплотнений, наборов, торцов или другой детали в области 120. Согласно этому варианту реализации первая цифра означает металлургию; вторая цифра означает эластомер (уплотнительное кольцо); следующие четыре цифры означают номер модели уплотнения; следующие четыре цифры означают размеры уплотнения; следующая цифра означает внутренний торец; и последняя цифра (только на двойных уплотнениях) означает материал наружного торца. Затем пользователь приглашается в область 121 для выбора необязательных особенностей. В области 122 квотированы расценки на наборы запасных частей и заводских ремонтов. В области 123 отображены имеющиеся дополнительные изделия, из которых пользователь может делать выбор. Предложение по квоте для выбранного элемента предоставляется пользователю, как описано ниже со ссылкой на фиг.30. В этом режиме готовится предложение по квоте для любых уплотнений. При наличии этой опции анализ совместимости между насосом и выбранным уплотнением не производится. Однако эта опция позволяет экспертам использовать систему быстро и эффективно для получения квоты по расценкам или неквалифицированному персоналу для выбора уплотнения с использованием номера детали.
Теперь опишем второй способ выбора, активируемый посредством позиции 100, показанного на фиг.4, со ссылкой на фиг.7 и 8. На этапе 130 пользователь выбирает производителя насоса из списка, отображаемого в области 98 выбора насоса на фиг.4. Затем, если тип расточки насоса известен, его можно выбирать на этапе 131 в области 99 типов расточки. Например, расточка может быть неизвестного типа, стандартной расточкой, большой расточкой (конусообразной расточкой с большим торцом коробки или большой расточкой) конусообразной расточкой со стандартным торцом коробки. В разделе может располагаться кнопка помощи для обеспечения графического описания категорий, чтобы помогать пользователю при выборе правильного типа расточки.
Реагируя на ввод типа расточки и производителя насоса, система отображает на этапе 132 список моделей насосов от выбранного производителя и выбранный тип расточки из базы данных 31 по насосам. На этапе 133 пользователь выбирает модель насоса из этого списка.
Выбрав модель насоса, пользователь имеет несколько вариантов поиска профиля насоса. В частности, пользователь может производить, на этапе 134, поиск в базе данных по размерам уплотнения, структуре или группе или по размерам насоса. Опция поиска по серийному номеру также может быть предусмотрена. Если идентификационный ярлык не читается и/или оригинал паспорта насоса утерян, то хотя бы один из трех вариантов поиска должен привести к успешной идентификации насоса. На этапе 135 система отображает список соответствующих размеров уплотнения, структуру или группу или размеры насоса в зависимости от выбранного варианта поиска. Затем на этапе 136 пользователь выбирает вариант, который соответствует оборудованию, или выбирает неизвестный для завершения работы со списком.
На этапе 137 система отображает список насосов в соответствии с выбранной моделью насоса, которые отвечают критериям выбора, и на этапе 138 пользователь выбирает насос из отображаемого списка насосов. На фиг.8 изображен иллюстративный экран выбора насоса, на котором указаны производитель 140 и количество найденных соответствующих насосов 141 и в области 142 приведено описание каждого из соответствующих насосов. Для каждого профиля соответствующего насоса предусмотрена позиция выбора 143, которая позволяет пользователю выбрать профиль насоса, который соответствует рассматриваемому насосу. Пользователь может произвести повторный поиск, активировав позицию 144 повторного поиска. Пользователю может быть предоставлена форма физической проверки размеров, позволяющая пользователю определить, производилась ли модификация насоса или оборудования в отношении его исходных стандартных размеров. Если оборудование было модифицировано, пользователь может ввести модификации, как если бы насос был новым насосом, что описано ниже со ссылкой на фиг.9 и 10.
Теперь опишем еще один способ выбора уплотнения, активируемый посредством позиции 97, изображенной на фиг.4, со ссылкой на фиг.9 и 10. Согласно одному варианту реализации экран, наподобие изображенного на фиг.10, используется для получения данных, задаваемых пользователем. На этапе 150 (фиг.9) система назначает идентификатор нового насоса (область 170 на фиг.10), который позволяет системе уникальным образом задавать данный насос. На этапе 151 пользователь вводит, если известна, информацию, например наименование производителя насоса, в область 171, модель - в область 172, структуру или группу - в область 173, имеющиеся размеры насоса - в область 174, наружный диаметр сплошного вала/муфты - в область 175. Система рекомендует по умолчанию стандартный тип сальника или позволяет пользователю выбирать специальный тип сальника в области 176 (этап 152), только если пользователь уверен, что стандартный, принятый по умолчанию, сальник не подходит. Заказчик может визуально выбирать тип сальника, изучая видимую геометрию существующего уплотнения или оборудования, на которое устанавливается уплотнение. Затем пользователь может выбрать любой тип сальника. Примерами сальника являются, помимо прочего, стандартные, круглые с высверленными отверстиями, круглые с прямоугольными схемами размещения болтов, сальники с фасками и высверленными отверстиями, специальные эллиптические конструкции, круглые сальники с прорезями по горизонтали, специальные конструкции, выполненные из пруткового проката, круглые сальники с множественными отверстиями для болта и модифицированные стандартные сальники.
На этапе 153 система графически отображает схему размещения болтов в области 177 для заданного типа сальника и чертеж оборудования в разрезе в области 178, что изображено на фиг.10. Пользователь задает тип оборудования (этап 154) в области 179, задает тип расточки насоса (этап 155) в области 180, задает тип муфты, например муфта упаковки или уплотнения, (этап 156) в области 181. Система рекомендует по умолчанию стандартный тип муфты или позволяет пользователю выбирать специальный тип муфты в области 182 (этап 157) только, если пользователь уверен, что стандартная, принятая по умолчанию, муфта не подходит. Заказчик может визуально принимать решение по типу муфты, например, изучая видимую геометрию существующего уплотнения или оборудования. Затем пользователь может выбрать любой тип муфты. В качестве примеров типов муфт могут выступать, помимо прочих: стандартная муфта, прямая муфта с нестандартным ВД (внутренним диаметром), муфта с крюком, ступенчатая муфта, выходы муфты и специальные конструкции муфты. Затем пользователь может задать конкретные особенности сальника, если требуется (этап 158) в области 183. Примеры особенностей сальника включают в себя, помимо прочего, сальник с задаваемым значением ВД, сальник с задаваемым значением НД (наружный диаметр) и сальник в виде уплотнительного кольца в канавке.
Затем пользователь задает основные размеры насоса (этап 159) в областях 184-200. Основные размеры включают в себя: расточку коробки - в области 184, глубину коробки - в области 185, первый упор - в области 186, количество болтов - в области 187, промежуток между болтами - в области 188, размер болтового соединения - в области 189, выход шпильки из торца коробки - в области 190, окружности размещения болтов - в области 191, расстояние по горизонтали - в области 192, расстояние по вертикали - в области 193, существующий внешний диаметр сальника - в области 194, максимальный внешний диаметр сальника - в области 195, задаваемое значение ВД - в области 196, глубину по задаваемому значению ВД или НД - в области 197, задаваемое значение НД - в области 198, выход муфты из торца - в области 199, ступеньки муфты к размеру вала - в области 200. Расстояние по горизонтали и по вертикали вводятся только для сальников с прямоугольной схемой размещения болтов. Система может автоматически вводить “НП” (неприменимо), если была выбрана круговая схема размещения болтов. Местоположения этих измерений отображены на схеме размещения болтов 177 и чертеже в разрезе 178 с тем, чтобы неквалифицированный пользователь мог понимать измерения. Кроме того, можно использовать иконку помощи 203 для получения инструкций относительно того, как получать достоверную информацию по размерам. Вводятся также производитель, модель и НД сплошного вала/муфты. Остальная информация является необязательной. В области 201 пользователю предлагается ответить на вопросы, касающиеся источников, используемых для получения размеров оборудования. Пример: физические измерения, распечатки по оборудованию, распечатки по уплотнению. Пользователю также предлагается подтвердить, что оборудование все еще находится в его исходном состоянии, в противном случае пояснить произведенные модификации в области 202.
После ввода пользователем вышеописанных данных система подтверждает, что данные были введены правильно и добавляет новый элемент в базу данных (этап 160). В целях снижения ошибок ввод значений (например, пустых, НП, числовых значений) осуществляется на основании предложений пользователю или заранее заданных вариантов выбора. Система также может выдавать предупреждающий сигнал в случае ввода ошибочных значений или пропуска необходимой информации. Система подтверждает, что каждый вводимый размер отвечает определенным критериям. В частности, система подтверждает, что НД сплошного вала/муфты является числовым значением; размеры, отвечающие расточке коробки, глубине и первому упору, являются числовыми или пустыми значениями, если они неизвестны; количество болтов является числовым или пустым значением; промежуток между болтами является числовым значением или пустым, если он неизвестен, или “U”, если промежутки различны. Размер болтового соединения может быть выбран из раскрывающегося меню стандартных размеров болтового соединения или может быть введено числовое значение, отличающееся от перечисленных, или поле может быть оставлено пустым, если он неизвестен. НД сальника существующий и НД сальника максимальный являются числовыми значениями или пустыми, если неизвестны. Задаваемое значение ВД, глубина по задаваемому значению, задаваемое значение НД, выход муфты из торца и ступеньки муфты до размера вала являются числовыми значениями или пустыми, если неизвестны, или НП, если неприменимы. Пример файла, где может храниться эта информация, показан на фиг.11, который будет описан ниже более подробно.
После добавления данных по насосу в базу данных система на этапе 161 анализирует размеры насоса, предоставленные на этапе 159, с целью определить наиболее совместимую модель уплотнения для каждого типа уплотнения. Фиг.12, описанная ниже более подробно, представляет профиль размеров уплотнения, который можно использовать для этого анализа.
Все уплотнения можно классифицировать по типу уплотнения, например одинарное картриджное уплотнение, двойное картриджное уплотнение, двойное картриджное уплотнение с кольцом перекачивания, одинарное картриджное уплотнение модели 3500, металлические сильфоны для химического обслуживания, металлические сильфоны для высокотемпературного обслуживания, картриджные конструкции высокого давления, двойной картридж (конструкция газового барьера), одинарная конструкция сухого перемещения для смесителей, двойной картридж для смесителя с жидкостной смазкой или конструкцией газового барьера, разъемные механические уплотнения, уплотнения составного типа, уплотнения с конструкцией API (Американский институт нефти) и т.д. Система поддерживает уплотнения любых коммерчески доступных типов и может быть расширена для работы с новыми типами уплотнений. Ниже приведены примеры наиболее распространенных типов уплотнений: одинарное, двойное, двойное с кольцом перекачивания, 3500. Уплотнения других типов не показаны, но расчеты для них можно производить аналогичным образом.
Для одинарного, двойного и двойного с кольцом перекачивания уплотнений используется следующая формула. Если размер уплотнения меньше 0.896 дюйма [0.0228 м] или больше 5.020 дюйма [0.1275 м], никаких рекомендаций не дается. Если размер уплотнения составляет от 1.021 дюйма [0.0259 м] до 1.145 дюйма [0.0291 м] или от 1.271 дюйма [0.0323 м] до 1.395 дюйма [0.0354 м], рекомендуется уплотнение с узким поперечным сечением. Если наружный диаметр имеющейся прокладки (фиг.12, область 274) минус расточка коробки (фиг.10, область 184) больше нуля, рекомендуется стандартная модель. Если результат меньше нуля, рекомендуется модель с большой расточкой.
Если на этапе 161 выясняется, что модель совместима, система назначает номер модели в области 210 фиг.11 (этап 162). Если не рекомендуется ни одна модель, то на этапе 163 система назначает альтернативный тип уплотнения в области 211 фиг.11. Например, при отсутствии типа 3500 с размером 4.00 дюйма [.102 м], система рекомендует изменить стандартное уплотнение одинарного типа.
На этапе 164 анализатор совместимости осуществляет анализ совместимости, который описан ниже со ссылкой на фиг.13, для каждой потенциальной модели уплотнения. На этапе 165 система выдает примечания “уплотнение соответствует оборудованию” (область 214) и примечания “оборудование соответствует уплотнению” (область 215) и сохраняет результаты анализа совместимости в базе данных по насосам (области 216-229). Эти этапы завершают этап 66, представленный на фиг.3А.
Пример уплотнения с профилем по размерам представлен на фиг.12. Профиль включает в себя, но не ограничен, размер уплотнения 250, минимальную расточку 251, максимальную расточку 252, внутреннюю длину 252, наружную длину 254, минимальную окружность размещения болтов для нескольких размеров болта, например, 3/8 (255), 1/2 (256), 5/8 (257), 3/4 (258), ширину прорези 259, наружный диаметр сальника 260, фаску сальника 261, наружный диаметр муфты 262, длину сальника 263, длину сальника стержня 264, позицию 1 уплотнительного кольца (265), позицию 2 (266), позицию 3 (267), позицию 4 (268), позицию 5 (269), наружный диаметр имеющейся отливки 271, внутренний диаметр имеющейся прорези 272, наружный диаметр кожуха на отливке 273, наружный диаметр имеющейся прокладки 274, отверстие, обработанное разверткой, в сальнике 275, наружный диаметр кожуха стержня 276, диаметр внутреннего компенсатора 277, диаметр наружного компенсатора 278, внутренний упор снаружи 279, внутренний упор изнутри 280 и упор внутренней глубины 281. Дополнительные поля могут отображаться или добавляться для других типов уплотнения при необходимости.
Анализатор совместимости производит ряд расчетов, которые описаны более подробно ниже со ссылкой на фиг.13, где размеры насоса, вводимые пользователем с использованием интерфейса, изображенного на фиг.10, сравниваются с размерами из профиля уплотнения, представленного на фиг.12.
Эти расчеты выполняются с целью определить, следует ли использовать стандартную или специальную конструкцию, чтобы привести уплотнение в соответствие с насосом. Результаты расчетов сохраняются в базе данных по насосам и используются позднее на проектировочном центре для проектирования и разработки специальных уплотнений и компонентов. Если требуются модификации, система рекомендует два варианта:
1. Модифицировать уплотнение, чтобы оно соответствовало оборудованию;
2. Модифицировать оборудование, чтобы оно соответствовало стандартному уплотнению.
Фиг.11 иллюстрирует отображение результатов, полученных анализатором совместимости. Разделы 231 и 232 отражают информацию, введенную пользователем с использованием интерфейса, изображенного на фиг.10. Разделы 210-229 отражают информацию, генерированную анализатором совместимости. В частности, эта информация может включать в себя тип сальника в поле 212, тип муфты в поле 213, примечания “уплотнение соответствует оборудованию” в поле 214, примечания “оборудование соответствует уплотнению” в поле 215 и значения различных расчетов в полях 216-229, которые теперь будут описаны со ссылкой на фиг.13.
Согласно фиг.13 на этапе 300 система согласовывает размер имеющегося вала/муфты из области 175 фиг.10 со стандартными размерами уплотнения из области 250 фиг.12. Если обнаружено соответствие, система переходит к расчетам “уплотнение входит в коробку”, этап 305. Если точное соответствие не найдено, то на этапе 301 производится определение, находится ли размер вала/уплотнения в поле допуска, например, от +0.001 дюйма [2,54·10-5 м] до - 0.005 дюйма [-1,27·10-4 м] для стандартного размера уплотнения. Если размер находится в этом поле, осуществляется переход к этапу 305.
Если размер выходит за пределы нужного поля допуска для стандартного размера уплотнения, то на этапе 302 производится определение, находится ли размер вала в поле допуска от -0.104 дюйма [-0.0026 м] до +0.020 дюйма [5.08·10-4 м]. Если размер находится в этом поле допуска, то на этапе 303 в поле 213 фиг.11 задается тип муфты 2, в поле 215 фиг.11 заносится примечание по модификации 501D и результаты сохраняются в поле 229.
Примечания “А” представляют собой примечания по проверке, которые просят пользователя проверить размер, не хранящийся в базе данных по насосам. Примечания “С” представляют собой примечания по модификации сальника, которые объясняют, как пользователь должен модифицировать оборудование, чтобы оно подходило к стандартному сальнику, и его можно видеть только в режиме “пользователь будет модифицировать оборудование”. Примечания “D” представляют собой примечания по муфте, которые объясняют, как пользователь должен модифицировать оборудование, чтобы оно подходило к стандартной муфте, и его можно видеть только в режиме “пользователь будет модифицировать оборудование”. Примечания “N” представляют собой модификации оборудования, которые пользователь должен произвести вне зависимости от выбранной стратегии модификации.
Затем осуществляется переход к этапу 305. Если размер выходит за пределы поля допуска, то на этапе 304 поле рекомендованной модели очищается и задается альтернатива 99 (поле 211 фиг.11).
Если размер вала соответствует введенному размеру уплотнения или находится в нужном поле допуска, что определяется на этапах 300, 301 и 302, то осуществляется переход к этапу 305. На этапе 305 производится определение, не пусто ли поле размера расточки коробки (фиг.10, область 184). Если оно пусто, то на этапе 306 в разделы 214 и 215 фиг.11 заносится примечание по проверке 502А, и осуществляется переход к этапу 309.
Если поле размера расточки коробки не пусто, то производится определение, положительна ли разность между расточкой коробки и наружным диаметром муфты плюс 0.030 дюйма [7,26·10-4 м]. Размер расточки коробки берется из фиг.10, область 184, а наружный диаметр муфты - из фиг.12, область 262. Если результат положительный, осуществляется переход к этапу 309. Если результат отрицательный, то в областях 214 и 215 фиг.11 заносится примечание по модификации 502N, и осуществляется переход к этапу 309.
На этапе 309 производится определение, не пусто ли поле размера глубины коробки (фиг.10, область 185). Если оно пусто, то на этапе 312 в разделах 214 и 215 фиг.11 заносится примечание по проверке 504А, и осуществляется переход к этапу 313. Если поле размера не пусто, то на этапе 310 производится определение, положительна ли разность между глубиной коробки и внутренней длиной плюс 0.005 дюйма [1,27·10-4 м]. Глубина коробки берется из фиг.10, область 185, а внутренняя длина - из фиг.12, область 253. Если результат положительный, то осуществляется переход к этапу 313. Если результат отрицательный, то на этапе 311 в область 215 заносится примечание по модификации 504С, тип сальника в области 212 устанавливается равным 9, и отрицательный результат сохраняется в области 216. Осуществляется переход к этапу 313.
На этапе 313 производится определение, пусто ли поле размера первого упора (фиг.10, область 186). Если оно пусто, то на этапе 314 в разделах 214 и 215 фиг.11 заносится примечание по проверке 505А, и осуществляется переход к этапу 319. Если поле размера не пусто, то на этапе 315 производится определение, превышает ли разность между первым упором и наружной длиной -0,006 дюйма [-1,52·10-4 м]. Наружная длина берется из фиг.12, область 254. Если эта разность превышает - 0,006 дюйма [-1,52·10-4 м], то осуществляется переход к этапу 319. В противном случае, осуществляется переход к этапу 316. На этапе 316 производится определение, находится ли эта разность в диапазоне отрицательных значений от -0,007 дюйма [-1.78·10-4 м] до -0,125 дюйма [.0032 м]. Если да, то на этапе 317 в разделе 215 заносится примечание по модификации 505С, в области 212 задается тип сальника 12 и результат вычислений сохраняется в области 219. Осуществляется переход к этапу 319. Если эта разность не находится в данном диапазоне, то на этапе 318 в обеих областях 214 и 215 заносится примечание по модификации 505N, и осуществляется переход к этапу 319.
На этапе 319 производится определение, не пусто ли поле количества болтов (фиг.10, область 187). Если пусто, то на этапе 320 в областях 214 и 215 фиг.11 заносится примечание по проверке 506А, и осуществляется переход к этапу 325. Если оно не пусто, то на этапе 321 производится определение, равно ли количество болтов двум или четырем. Если количество болтов равно двум или четырем, то осуществляется переход к этапу 325. Если оно не равно двум или четырем, то на этапе 322 производится определение, является ли количество болтов четным числом. Если оно четно, то на этапе 323 в областях 214 и 215 заносится примечание по модификации 506N, и осуществляется переход к этапу 325. Если количество болтов нечетно, то на этапе 324 в область 215 заносится примечание по модификации 506С, в области 212 задается тип сальника 10, количество болтов сохраняется в области 218, и осуществляется переход к этапу 325.
На этапе 325 производится определение, не пусто ли поле промежутка между болтами (фиг.10, область 188). Если это поле пусто, то на этапе 326 в области 214 и 215 фиг.11 заносится примечание по проверке 507А, и осуществляется переход к этапу 331. Если это поле не пусто, то на этапе 327 производится определение, не ввел ли пользователь “U”, чтобы указать, что промежутки не одинаковы. Если введено любое значение, отличное от “U”, то осуществляется переход к этапу 331. Если значение равно “U”, то на этапе 328 производится определение, является ли количество болтов четным. Если количество болтов четно, то на этапе 329 в область 214 и 215 заносится примечание по модификации 507N, и осуществляется переход к этапу 331. Если количество болтов нечетно, то на этапе 330 в область 215 заносится примечание по модификации 507С, в область 212 задается тип сальника 4, и значение “U” сохраняется в области 220. После этого осуществляется переход к этапу 331.
На этапе 331 производится определение, не пусто ли поле размера болта (фиг.10, область 189). Если это поле пусто, то на этапе 332 в областях 214 и 215 заносится примечание по проверке 508А, и осуществляется переход к этапу 335. Если это поле не пусто, то на этапе 333 производится определение, положительна ли разность между шириной прорези и размером болтового соединения. Ширина прорези берется из фиг.12, область 259. Если эта разность положительна, осуществляется переход к этапу 335. Если она отрицательна, то на этапе 334 в область 215 заносится примечание по модификации 508С, в области 212 задается тип сальника 12, и отрицательный результат сохраняется в области 220. Осуществляется переход к этапу 335. На этапе 335 производится определение, не пусто ли поле окружности размещения болтов (фиг.10, область 191) или область размера болта 189. Если какое-либо из полей пусто, то на этапе 336 в областях 214 и 215 заносится примечание по проверке 509А, и осуществляется переход к этапу 339. Если ни одно из полей не пусто, то на этапе 337 производится определение, положительна ли разность между окружностями размещения болтов и размером болтового соединения за вычетом внутреннего диаметра имеющейся прорези. Внутренний диаметр имеющейся прорези берется из фиг.12, область 272. Если этот результат положителен, осуществляется переход к этапу 339.
Если отрицателен, то на этапе 338 в область 215 заносится примечание по модификации 509С, в области 212 задается тип сальника 12, и результат сохраняется в области 221. Осуществляется переход к этапу 339.
На этапе 339 производится определение, не пусто ли поле окружности размещения болтов (фиг.10, область 191). Если пусто, то на этапе 340 в области 214 и 215 заносится примечание по проверке 510А, и осуществляется переход к этапу 350. Если не пусто, то на этапе 341 производится определение, положительна ли разность между окружностью размещения болтов и максимальной шириной шестигранной гаечной головки через углы за вычетом наружного диаметра кожуха на отливке. Максимальная ширина шестигранной гаечной головки через углы берется из фиг.27, область 620, а наружный диаметр кожуха на отливке берется из фиг.12, область 273. Если результат положительный, то осуществляется переход к этапу 342. Если отрицательный, то осуществляется переход к этапу 350.
На этапе 350 производится определение, не пусто ли поле окружности размещения болтов (фиг.10, область 191). Если пусто, то на этапе 351 в области 214 и 215 заносится примечание по проверке 511А, и осуществляется переход к этапу 355. Если не пусто, то на этапе 352 производится определение, положительна ли разность между окружностью размещения болтов и максимальным диаметром головки винта с головкой за вычетом наружного диаметра отливки.
Максимальный диаметр головки винта с головкой берется из фиг.27, область 622, а наружный диаметр кожуха на отливке берется из фиг.12, область 273. Если результат положительный, то на этапе 353 в области 214 и 215 заносится примечание по модификации 503N, и осуществляется переход к этапу 355. Если результат отрицательный, то на этапе 354 в область 215 заносится примечание по модификации 511С, в области 212 задается тип сальника 12, и результат сохраняется в области 222. Затем осуществляется переход к этапу 355.
На этапе 342 производится определение, не пусто ли поле окружности размещения болтов (фиг.10, область 191). Если пусто, то на этапе 343 в области 214 и 215 заносится примечание по проверке 513А, и осуществляется переход к этапу 345. Если не пусто, то на этапе 344 производится определение, положительна ли разность между наружным диаметром имеющейся отливки и суммой окружности размещения болтов и максимальной шириной шестигранной гаечной головки через углы. Наружный диаметр имеющейся отливки берется из фиг.12, область 271, а максимальная ширина шестигранной гаечной головки через углы берется из фиг.27, область 620. Если результат положительный, то осуществляется переход к этапу 355. Если результат отрицательный, то осуществляется переход к этапу 345.
На этапе 345 производится определение, не пусто ли поле окружности размещения болтов либо размера болтового соединения. Если пусто, то на этапе 346 в области 214 и 215 заносится примечание по проверке 514А, и осуществляется переход к этапу 355. Если не пусто, то на этапе 347 производится определение, положительна ли разность между наружным диаметром имеющейся отливки и суммой окружностей размещения болтов и размера болтового соединения. Наружный диаметр имеющейся отливки берется из фиг.12, область 271. Если результат положителен, то [на этапе 348] в области 214 и 215 заносится примечание по модификации 514N, и осуществляется переход к этапу 355. Если отрицателен, то на этапе 349 в область 215 заносится примечание по модификации 514С, в области 212 задается тип сальника 9, и результат сохраняется в области 223. Затем осуществляется переход к этапу 355.
На этапе 355 производится определение, пусто ли поле наружного диаметра существующего сальника (фиг.10, область 192). Если пусто, осуществляется переход к этапу 357. Если не пусто, то на этапе 356 производится определение, положительна ли разность между наружным диаметром существующего сальника и наружным диаметром имеющейся отливки. Наружный диаметр имеющейся отливки берется из фиг.12, область 271. Если результат положительный, то осуществляется переход к этапу 361. Если отрицательный, то процедура переходит к этапу 357.
На этапе 357 производится определение, не пусто ли поле максимального наружного диаметра сальника. Если пусто, то на этапе 358 в области 214 и 215 заносится примечание по проверке 516А, и осуществляется переход к этапу 361. Если не пусто, то на этапе 359 производится определение, положительна ли разность между максимальным наружным диаметром сальника и наружным диаметром имеющейся отливки. Максимальный наружный диаметр сальника берется из фиг.12, область 271. Если результат положительный, то осуществляется переход к этапу 361. Если отрицательный, то на этапе 360 в область 215 заносится примечание по модификации 516С, в области 212 задается тип сальника 12, и результат сохраняется в области 224. Затем осуществляется переход к этапу 361.
На этапе 361 производится определение, не пусто ли значение задаваемого ВД (фиг.10, область 196). Если пусто, то на этапе 362 в области 214 и 215 вносится примечание по проверке 518А, и осуществляется переход к этапу 371. Если не пусто, то на этапе 363 производится определение, является ли значение задаваемого ВД “НП”. Если да, то осуществляется переход к этапу 364. На этапе 364 производится определение, отрицательна ли разность между наружным диаметром имеющейся прокладки и значением задаваемого ВД. Наружный диаметр имеющейся прокладки берется из фиг.12, область 274. Если разность отрицательна, то на этапе 365 в область 215 вносится примечание по модификации 518С, в области 212 задается тип сальника 9, и результаты сохраняются в области 226. Затем осуществляется переход к этапу 380. Если разность положительна, то на этапе 366 производится определение, меньше ли размер вала/уплотнения, чем 2,625 дюйма [0,0667 м]. Если да, то на этапе 367 разность между внешним диаметром имеющейся прокладки и задаваемым ВД делится на два. Если это значение меньше 0,105 дюйма [0,0027 м], то на этапе 368 в область 215 вносится примечание по модификации 517С, в области 212 задается тип сальника 9, и результаты сохраняются в области 225. Затем осуществляется переход к этапу 380. Если значение меньше или равно 0,105 дюйма [0,0027 м], то осуществляется переход к этапу 380. Если размер вала/уплотнения меньше или равен 2,625 дюйма [0,0667 м], то на этапе 369 производится определение, меньше ли значение, чем 0,170 дюйма [0,0043 м]. Если нет, то осуществляется переход к этапу 380. Если да, то на этапе 370 в область 215 вносится примечание по модификации 517С, в области 212 задается тип сальника 9, и результаты сохраняются в области 225. Затем осуществляется переход к этапу 380.
На этапе 371 производится определение, не пусто ли значение расточки коробки, взятое из фиг.10, область 184. Если пусто, то на этапе 372 в области 214 и 215 вносится примечание по проверке 517А, и осуществляется переход к этапу 380. Если не пусто, то на этапе 373 производится определение, отрицательна ли разность между наружным диаметром имеющейся прокладки и значением расточки коробки. Наружный диаметр имеющейся прокладки берется из фиг.12, область 274. Если отрицательная, то на этапе 374 в область 215 вносится примечание по модификации 517С, в области 212 задается тип сальника 9, и результаты сохраняются в области 225. Осуществляется переход к этапу 380. Если результат положительный, то на этапе 375 производится определение, меньше ли размер вала/уплотнения, чем 2,625 дюйма [0,0667 м]. Если нет, то на этапе 376 производится определение, меньше ли разность между наружным диаметром имеющейся прокладки и значением расточки коробки, деленная на два, чем 0,170 дюйма [0,0043 м]. Если да, то на этапе 377 в область 215 вносится примечание по модификации 517С, в области 212 задается тип сальника 9, и результат сохраняется в области 225. Затем осуществляется переход к этапу 380. Если результат больше, чем 0,170 дюйма [0,0043 м], то осуществляется переход к этапу 380. Если размер вала/уплотнения меньше, чем 2,625 дюйма [0,0667 м], то на этапе 378 производится определение, меньше ли результат, чем 0,105 дюйма [0,0027 м]. Если да, то на этапе 379 в область 215 вносится примечание по модификации 517С, в области 212 задается тип сальника 9, и результат сохраняется в области 225. Затем осуществляется переход к этапу 380. Если результат больше, чем 0,105 дюйма [0,0027 м], то осуществляется переход к этапу 380.
На этапе 380 производится определение, не пусто ли значение выхода муфты из торца. Если пусто, то на этапе 381 в области 214 и 215 вносится примечание по проверке 519А, и на этом анализ совместимости завершается. Если не пусто, то на этапе 382 производится определение, положительна ли разность между значением выхода муфты из торца и наружной длиной за вычетом 0,151 дюйма [0,0038 м]. Значение выхода муфты из торца берется из фиг.10, область 199, а наружная длина - из фиг.12, область 264. Если результат положительный, то анализ совместимости завершен. Если результат отрицательный, то на этапе 383 производится определение, положительна ли разность между наружной длиной, за вычетом 0,380 дюйма [0,0097 м], и значением выхода муфты из торца. Если разность положительна, то на этапе 384 в область 215 вносится примечание по модификации 519D, в области 213 задается тип муфты 3, и результат сохраняется в области 277. Если результат отрицательный, то на этапе 385 в область 215 вносится примечание по модификации 520D, в области 213 задается тип муфты 4, и результат сохраняется в области 277. На этом анализ совместимости завершается.
По завершении анализа совместимости система анализирует произведенные данные. Если было рекомендовано более одного типа сальника, то система выбирает тип сальника в следующем порядке приоритетов, начиная с высшего: 10, 4, 9, 12. Каждый тип сальника более высокого приоритета включает в себя характеристики других типов более низкого приоритета. Сальник 12 является результатом незначительных модификаций стандартного сальника. Сальник 9 является результатом значительных модификаций и производится из заготовочной отливки или пруткового проката. Этот сальник охватывает модификации, включенные в сальник 12. Сальник 4 представляет собой заказной сальник с прямоугольной схемой размещения болтов, но может включать в себя модификации сальников 12 и 9. Сальник 10 является заказным круглым сальником с множественными отверстиями для болта. Этот сальник может включать в себя сочетания типов сальника 10, 4, 9 и 12. Сочетание сальников разрабатывается для того, чтобы сальник подходил ко всем имеющимся насосам и уплотнениям.
Если было рекомендовано более одной муфты, то система выбирает муфту с наибольшим номером. Как и в случае с сальниками, муфта более высокого приоритета охватывает модификации муфты более низкого приоритета. Например, муфта 3 включает в себя модификации муфты 2, а муфта 4 включает в себя модификации муфт 2 и 3. Затем система задает тип размеров в области 230 фиг.11. Если предоставлены все размеры, выбирается опция А. Если только один размер пуст, выбирается опция В. Если был выбран режим добавления насоса или пусты два или более размеров, выбирается опция С. Если все размеры пусты, выбирается опция D. Тип размеров используется для определения размеров, подлежащих проверке, до того, как пользователь сможет сделать заказ. Изменения в анализ совместимости, представленный на фиг.13, можно вносить, чтобы работать с различными механическими уплотнениями.
Теперь, когда описали анализатор совместимости, перейдем к описанию спецификатора уплотнения. На фиг.14 изображен дисплейный экран, обеспечиваемый системой на этапе 67 (фиг.3А). Пользователь выбирает один из четырех различных способов выбора уплотнения (позиции 423-428 и 431-434), после чего выбирает позицию 430 для выбора материалов конструкции.
При желании, пользователь может выбирать модель из раскрывающегося меню для уплотнения, которое в данный момент используется в имеющемся оборудовании, в области 420. Система рекомендует замещающее уплотнение, которое заменяет модель уплотнения, используемую в данный момент, чтобы гарантировать, что пользователь получает квоту, которая сравнима с уплотнением, используемым в данный момент.
Сравнительный анализ может быть инициирован выбором позиции 421 сравнительного анализа. Сравнительный анализ может храниться в виде файла данных или текста, который предоставляет описание достоинств и недостатков имеющейся модели уплотнения. Эта информация может показывать подробное сравнение между используемой моделью уплотнения и сравнимой моделью уплотнения от другого производителя.
Кроме того, пользователь может инициировать внутренний анализ путем выбора позиции 422 внутреннего анализа.
Согласно одному варианту реализации, внутренний анализ является закрытой информацией, которая может использоваться, например, дистрибьюторами или производителями, и обычно не предоставляется третьим лицам. Эта информация может показывать подробное описание имеющейся модели уплотнения и может объяснять различия между изделиями производителя и имеющейся моделью уплотнения. Она может содержать маркетинговые стратегии или иную информацию, касающуюся продажи уплотнения производителя для замены имеющейся модели уплотнения.
Выбрав позицию 429, пользователь может просмотреть и распечатать любой проспект изделия по любой модели уплотнения, хранящейся в файле типов уплотнения. Если дистрибьютор использует систему или передал систему заказчику, на проспекте может отображаться фирменный знак дистрибьютора. Это добавление фирменного знака позволяет дистрибьютору создавать высококачественные и недорогие проспекты изделия для любых моделей уплотнения по требованию заказчика.
Пользователь может также расшифровать номер детали имеющегося уплотнения, выбрав позицию 437, изображенную на фиг.14. Пользователю может быть представлен список производителей уплотнений. После выбора производителя система может представить ряд раскрывающихся меню, посредством которых пользователь может создать номер детали имеющегося уплотнения. Система расшифровывает номер детали и показывает пользователю тип уплотнения, размер, материалы и другую информацию по имеющемуся уплотнению. Такая система расшифровки может отображать свои результаты на экране выбора материалов (фиг.15, раздел 446, который описан ниже), что дает возможность переходить от имеющегося уплотнения к картриджному уплотнению или замещающему уплотнению того же вида от другого производителя.
Вновь возвращаясь с разделу выбора уплотнения на фиг.14, видим, что, в общем случае, существует четыре режима выбора уплотнения. Согласно первому способу, который описан со ссылкой на фиг.16 и указан в качестве этапов 68 и 72 на фиг.3А, пользователь на этапе 460 выбирает позицию 423 на фиг.14 и, в результате, снабжается списком уплотнений (этап 461), из которого пользователь может выбрать одну модель уплотнения на этапе 462. После того, как пользователь выбрал модель, система осуществляет анализ совместимости на этапе 463, который подробно описан выше со ссылкой на фиг.13, выбранной модели. Затем система отображает экран материалов конструкции, показанный на фиг.15, который описан ниже, где отображаются рекомендации по материалам или где пользователь может выбирать материалы.
Согласно второму способу, который описан ниже со ссылкой на фиг.17 и который указан на фиг.3А в качестве этапа 70, пользователь выбирает позицию 424 на этапе 470. Система рекомендует, на этапе 471, одинарное или двойное механическое уплотнение для применения. Обеспечивается файл рабочих жидкостей, который содержит поле, именуемое “уплотнение в виде уплотнительного кольца” (см. фиг.18, 487). В этом поле хранится наилучший тип уплотнения, который производитель заранее определил, исходя из характеристик рабочей жидкости. Система кодировки включает в себя номер и код материала. Номер указывает рекомендованный тип уплотнения. Например, “1” указывает одинарное картриджное уплотнение; “2” указывает двойное картриджное уплотнение с кольцом перекачивания; и “3” указывает уплотнение сильфонного типа. Вслед за типом уплотнения идут коды материалов в следующем формате: первая буква указывает рекомендацию по металлу, вторая буква указывает рекомендацию по уплотнительному кольцу, третья буква указывает рекомендацию по внутреннему торцу и четвертая буква, используемая только для двойных уплотнений, указывает рекомендацию по наружному торцу. Для одинарного уплотнения не требуется наружный торец, и потому в маркировке нет четвертой буквы. Для других типов уплотнений могут использоваться другие буквенные комбинации.
После того, как определен тип уплотнения, система на этапе 472 проверяет файл данных по насосам для рекомендованной модели. Система проверяет результаты анализатора совместимости для типа уплотнения и выделяет модель, рекомендованную этим процессом. См. фиг.11, 210. Можно запрограммировать, чтобы в качестве моделей уплотнения для применения рекомендовались любые модели. В этом примере показано 1: маркировка в файле рабочих жидкостей, соответствующая полю “Одинарное - 3000, 3001, 3005, 3400, 3700” в файле данных по насосам, которое соответствует полю 210, 2: маркировка в файле рабочих жидкостей, соответствующая полю “Двойное - 3200, 3225, 3221” в файле данных по насосам и т.д. Система рекомендует материалы конструкции и схемы API, что показано на этапе 74 фиг.3А, на основании информации на фиг.18, область 487.
Согласно третьему способу, система рекомендует модель на основании семейства, выбранного пользователем, что указана на фиг.3А в качестве этапов 69 и 73. Согласно фиг.19, пользователь выбирает один из типов уплотнения на этапе 500 путем выбора одной из позиций 425-428 или 431-433 на фиг.14, на что система реагирует выдачей рекомендаций по сочетанию уплотнение/материал (этап 501). Сначала система проверяет файл данных по насосу (фиг.11, 210) на предмет модели, рекомендованной для этого типа уплотнения анализатором совместимости. После того, как модель определена, система на этапе 502 ссылается на заранее определенное поле в файле рабочих жидкостей, которое содержит рекомендацию по материалам для конкретного типа уплотнения. См фиг.18, область 488. Затем система создает рекомендации по материалам конструкции и схемам API на основании информации из файла рабочих жидкостей (этап 74 фиг.3А). Если поле модели (фиг.11, область 210) в файле данных по насосам не содержит значения, но в поле 211 фиг.11 имеется тип уплотнения, альтернативный рекомендованному, пользователю может быть предложено выбрать альтернативный тип уплотнения, поскольку выбранный тип уплотнения не совместим с характеристиками рабочей жидкости, которая перекачивается. Тот же случай может иметь место, если производитель не внес рекомендацию для выбранного типа уплотнения в файл рабочих жидкостей. Система использует тип уплотнения, альтернативный рекомендованному, в области 489 фиг.18.
Согласно четвертому способу выбора уплотнения, который указан на фиг.3А в качестве этапа 71, пользователь выбирает позицию 434 на фиг.14. См. фиг.20, этап 510. В результате пользователю на этапе 511 предоставляется для выбора список уплотнений составного типа. Затем пользователь может выбрать составной тип на этапе 512. Затем система на этапе 513 снабжает пользователя списком имеющихся размеров для выбранного составного типа. Затем пользователь выбирает размер на этапе 514. Затем система осуществляет анализ совместимости, который описан на фиг.13 для выбранного составного типа. Затем система на этапе 515 представляет пользователю материалы на экране конструкции (фиг.15) для выбора материалов.
На фиг.18 представлен фрагмент базы данных по рабочим жидкостям. Нижеприведенная информация является фрагментом профиля рабочей жидкости, хранящегося в файле рабочих жидкостей. Область 480 содержит название рабочей жидкости. Область 481 содержит диапазон концентрации рабочей жидкости. Некоторые рабочие жидкости перечислены неоднократно, применительно к различным уровням концентрации, поскольку уровень концентрации влияет на совместимость материалов и характеристики жидкости. Область 482 содержит максимальную температуру рабочей жидкости. Область 483 содержит схемы API, рекомендованные производителем для одинарных уплотнений. Область 484 содержит специальную схему нагрева и охлаждения, рекомендованную производителем для одинарных уплотнений. Область 485 содержит схемы API, рекомендованные производителем для двойных уплотнений. Область 486 содержит специальную схему нагрева и охлаждения, рекомендованную производителем для двойных уплотнений. Область 487 содержит рекомендованные производителем для этой жидкости тип и конструкцию уплотнения. Например, если рекомендация начинается с “1:”, то рекомендуется одинарное уплотнение. Если рекомендация начинается с “2:”, то рекомендуется двойное уплотнение.
Область 488 содержит рекомендованные материалы конструкции для типа уплотнения, показанного над ней. Область 489 содержит тип уплотнения, альтернативный рекомендованному, если рекомендованный тип уплотнения недоступен при рекомендованных материалах конструкции. Область 490 содержит показатели совместимости материалов для каждого металла, используемого в механических уплотнениях. Область 491 содержит показатели совместимости материалов для каждого материала торца, используемого в механических уплотнениях. Область 493 содержит показатель вязкости. Область 494 содержит номер пакета дополнительной информации. Область 495 содержит любые примечания, описывающие относящиеся к делу свойства этой жидкости. Может предоставляться и другая информация.
После того, как выбрано уплотнение, и система рекомендовала материалы конструкции, пользователь знакомится с материалами, представленными на экране конструкции, подобном тому, что изображен на фиг.15. Система отображает варианты выбора материалов, которые возможны для рекомендованной модели уплотнения или модели уплотнения, выбранной во внешнем левом столбце. Если пользователь выбрал режим, в котором система рекомендует материалы, то система показывает рекомендации, выделяя вариант выбора для каждого из компонентов. Имеющиеся металлы отображаются в области 440, и рекомендация вносится с использованием первой буквы в коде рабочей жидкости (из фиг.18, область 487 или 488) для выбранного способа выбора. Если выбрано или рекомендовано двойное уплотнение, пользователь знакомится с имеющимися внутренними и наружными торцами в областях 442 и 443. Если предоставлена рекомендация по торцам, система использует третью букву рекомендации для файла рабочих жидкостей (фиг.18, область 487 или 488), чтобы рекомендовать внутренний торец, и четвертую букву кода из файла рабочих жидкостей, чтобы рекомендовать наружный торец. Если выбрано или рекомендовано одинарное уплотнение, то отображается только область 442 внутренних торцов. Эластомеры, имеющиеся для выбранной или рекомендованной модели уплотнения, отображаются в области 444, и рекомендация вносится посредством второй буквы рекомендации кода рабочей жидкости (фиг.19, область 487 или 488) для рекомендованного типа уплотнения. Система также рекомендует схему API в области 445. Система также в это время может анализировать наличие твердых частиц в рабочей жидкости, чтобы определить используются ли для этого применения особо твердые материалы торца. Если пользователь ввел значение процентного содержания твердых частиц, система рекомендует использовать материал торцов Е или F. На основании предоставленных значений процентного содержания растворенных твердых частиц свыше 11% или твердых неволокнистых частиц, система также может рекомендовать использовать схему API 32 или 54. Область 441 на фиг.15 предоставляет полную характеристику совместимости для каждого из имеющихся материалов, отвечающих схемам API, рекомендованным для рабочей жидкости, с тем, чтобы пользователь мог определить, приемлемы ли другие варианты выбора материалов. На этапе 75, представленном на фиг.3, пользователь может затем выбрать или изменить рекомендации по нужным материалам конструкции, схемам API и схеме нагрева и охлаждения.
В области 441 пользователь может выбрать другую рабочую жидкость и может просмотреть ее показатели материалов, причем в этой области выделены материалы, рекомендованные производителем, что позволяет пользователю системы выбирать наилучшие материалы для применения, соответствующего встречающимся ситуациям. Характеристики вторичной(ых) рабочей(их) жидкости(ей) могут отличаться от характеристик первичной рабочей жидкости и могут требовать других материалов, доминирующих над рекомендованными материалами конструкции для первичной рабочей жидкости и вариантами схемы API и т.д. Это выбор особенно полезен, если одна и та же комбинация уплотнение/насос предусматривает использование более одной рабочей жидкости. Пользователь может изменить любую рекомендацию. Этот выбор также позволяет пользователю стандартизировать приобретаемые уплотнения. Если на всем заводе используются одинаковые модель и размер, пользователь может просмотреть различные рабочие жидкости и определить, приемлема ли для всех применений стандартная конструкция уплотнения. Эта стандартизация позволяет пользователю держать на складе меньше запасных частей, поскольку запасное уплотнение, в этом случае, можно использовать для различных процессов.
Область 446 отображает результаты, полученные из раздела перекрестных ссылок, активированного ранее по позиции 437 на фиг.14. Эти результаты позволяют пользователю просматривать материалы конструкции имеющегося уплотнения и выбирать точное соответствие с имеющимся уплотнением. Кроме того, сравнивая результаты перекрестной ссылки с показателями совместимости в центральном столбце “Быстрая ссылка” в области 441, пользователь может определять, было ли пригодно исходное уплотнение для данного процесса. Эта особенность может помочь объяснить, почему некоторые уплотнения преждевременно приходят в негодность, и облегчает как замену уплотнений уплотнениями точно такого же типа с теми же материалами конструкции, так и переход от другой модели уплотнения, благодаря отображению материалов конструкции.
Если было выбрано двойное картриджное уплотнение, система автоматически предлагает пользователю выбрать барьерную жидкость. Пример экрана, посредством которого пользователю может предлагаться такой выбор, изображен на фиг.21. Список на этом экране включает в себя обычные барьерные жидкости и сообщает пользователю температурные границы и другую информацию для каждой жидкости. Этот интерфейс позволяет пользователю выбирать барьерную жидкость в области 520, которая наилучшим образом подходит для процесса, в котором используется уплотнение. Благодаря отображению температурных границ и комментариев, пользователь может определить, могло ли использование несоответствующей барьерной жидкости стать причиной предыдущих отказов уплотнения. Этот интерфейс также дает возможность работать с буферными системами газового барьера, используемыми совместно с уплотнениями, применяемыми в газовой технологии, и может быть расширен для работы с различными видами барьерных жидкостей.
Согласно фиг.3В, на этапе 76 система определяет, подходит ли к насосу стандартная конструкция. Это решение основывается на информации в файле данных по насосам, полученной с помощью анализатора совместимости. Если анализатор совместимости рекомендовал модифицированные или заказные компоненты (когда в области 212 или 213 фиг.11 находится значение, отличное от 1), то система предлагает пользователю две стратегии модификации.
На фиг.22 представлен отображаемый системой экран выбора стратегии модификации. Пользователь выбирает стратегию в области 525. Согласно первой стратегии пользователю дается предложение по квоте, основанное на модифицированном уплотнении. Система оценивает уплотнение, добавляя номер и цену конкретный детали. Система также отображает чертежи, детализирующие модифицированное уплотнение, совместно с заново рассчитанными размерами. На основании этого отображения пользователь может подтвердить, что новая конструкция соответствует оборудованию. Эта часть системы заменяет современный процесс разработки, который в настоящее время используется для проектирования и квотирования модифицированных уплотнений. Если, получив квоту, пользователь не желает переходить к модификации уплотнения или хотел бы увидеть разницу между двумя стратегиями, этот экран может отображаться повторно, и пользователь может выбрать альтернативный режим. Пользователь может обнаружить, что модифицированное уплотнение обойдется дешевле, чем модификация имеющегося оборудования.
Согласно второй стратегии пользователю дается предложение по квоте, основанное на стандартном уплотнении, совместно со стандартными чертежами. Примечания по модификации, необходимые для модификации оборудования, отображаются под чертежами уплотнения. Если, получив квоту, пользователь не желает следовать выбранной опции, этот экран может быть отображен повторно, и пользователь может выбрать альтернативный режим. Пользователь может обнаружить, что следует модифицировать оборудование, потому что это дешевле, чем приобретать новое уплотнение всякий раз при смене процесса или при отказе уплотнения, или во избежание потерь от простоя заводского оборудования. Обе стратегии будут описаны более подробно со ссылкой на фиг.30.
Согласно фиг.3В, на этапе 78 система отображает необязательные особенности и дополнительные изделия, имеющиеся для рекомендованной или выбранной модели, и вычисляет рекомендации на основании выбранных характеристик рабочей жидкости и схем API. На фиг.23 представлен пример экрана, отображаемого системой.
Необязательные особенности это особенности, внутренние по отношению к уплотнению. Это компоненты, которые встраиваются в конструкцию уплотнения для увеличения срока службы уплотнения. Цена этих необязательных особенностей добавляется к цене уплотнения. В зависимости от режима работы программы система либо рекомендует эти особенности, либо позволяет пользователю выбирать особенности в области 530 или 534 фиг.23. Пользователь может доминировать над любыми вариантами выбора, рекомендуемыми системой. Вот примеры некоторых необязательных особенностей, которые могут быть предоставлены.
Исходя из выбора схемы 62 или 96 API и т.д., могут быть рекомендованы каналы охлаждения и спуска. Особенности перекачки рекомендуются на основании выбора схем 52 или 53 API и т.д. Двухэлементные неподвижные головки рекомендуются на основании классификации производителя, введенной в поле вязкости рабочей жидкости (фиг.18), или когда пользователь вводит значение вязкости, превышающее 2501 SSU для используемой жидкости. В этой области также можно непосредственно выбрать такие особенности сальников, как сальники с задаваемым ВД, сальники с задаваемым НД и сальники в виде уплотнительного кольца в канавке.
Совместно с уплотнением используются также дополнительные изделия, чтобы обеспечить наилучшие характеристики уплотнения по отношению к рабочей жидкости.
Эти изделия являются внешними по отношению к уплотнению и перечислены в виде отдельных строк элемента в форме квоты. Эти элементы можно приобретать отдельно от уплотнения. В зависимости от режима работы программы система может либо рекомендовать пользователю эти изделия, либо позволять пользователю выбирать изделия в области 533 фиг.23. Пользователь имеет возможность доминировать над любыми вариантами выбора, рекомендуемыми системой. Вот примеры дополнительных изделий, которые могут быть предоставлены.
На основании выбора схем 32 или 99 API система может рекомендовать горловинные вкладыши. Например, система может рекомендовать использовать угольные или бронзовые горловинные вкладыши. Сначала система проверяет совместимость материала для углерода. Если показатель для углерода неприемлем, система проверяет, насколько приемлем ли бронзовый вкладыш, или позволяет пользователю выбирать любой материал. Особые рекомендации даются для двойных уплотнений. На основании выбора сочетания двойного уплотнения и схемы API система рекомендует систему охлаждения для применения. Если можно использовать систему охлаждения с конвекционным резервуаром, система рекомендует размер резервуара и охлаждающих змеевиков для наиболее эффективного использования. Если система определяет, что процесс не может охлаждаться с использованием конвекционного резервуара или если пользователь не хочет использовать конвекционный резервуар, то рекомендуется альтернативная схема API совместно с расходомером, который измеряет расход жидкости, используемой для охлаждения процесса в камере уплотнения. Система также может рекомендовать расход для обеспечения максимального охлаждающего эффекта в камере уплотнения при минимальном количестве воды/барьерной жидкости, используемой для применения.
Также могут квотироваться наборы запасных частей для уплотнения и заводские ремонты, что дает возможность пользователю заранее определять стоимости ремонтов и восстановления приобретенного уплотнения. На этом этапе пользователь может выбирать комплекты. Ремонтный комплект можно выбирать, не приобретая реальное уплотнение. Пользователь может выбирать эти элементы в области 532 фиг.23.
Теперь, после подробного описания того, как пользователь получает размеры и графические представления уплотнения, профиль выбранного уплотнения, профиль насоса и результаты по совместимости, опишем проектировочный центр. Как показано в этапе 79 фиг.3В, проектировочный центр проектирует компоненты уплотнения и вспомогательные изделия. На фиг.24 изображена логическая блок-схема, объясняющая работу проектировочного центра. Проектировочный центр создает, чертит и вычисляет размеры для компонентов (стандартных или специальных) и вспомогательных изделий для применения. На этапе 549 производится определение, является ли проектируемый элемент компонентом уплотнения или вспомогательным изделием. Если элемент является компонентом уплотнения, осуществляется переход к этапу 550. Если элемент является вспомогательным изделием, то осуществляется переход к этапу 563.
На этапе 550 результаты анализатора совместимости используются для определения, следует ли проектировать компонент по стандарту или по заказу. Например, стандартные компоненты имеют тип 1 сальника без каких-либо специальных особенностей сальника (см. фиг.11, область 212), тип 1 муфты (фиг.11, область 213) и стандартные компоненты (запорные кольца, держатели и т.д.). Если компоненты стандартные, то осуществляется переход к этапу 566. Если необходим заказной компонент, то осуществляется переход к этапу 551. На этапе 566 стандартные размеры для каждого компонента берутся из профиля размеров уплотнения и сохраняются в файле типов уплотнений. На фиг.29 изображен пример, который описывает ограниченное представление профиля муфты для одного общеупотребительного типа уплотнения. Другие профили компонентов уплотнения хранятся аналогичным образом и содержат дополнительные поля для размеров, относящихся к этому компоненту. Примерами компонентов являются сальники, муфты, запорные кольца, торцы и держатели. На этапе 567 из файла типов уплотнения выбираются графические чертежи компонента. На фиг.25 приведен пример таблицы, где хранятся извлекаемые графические представления. Эта форма иллюстративна по своей природе и показывает только малую часть хранящихся графических представлений. Поля для различных моделей уплотнения могут отличаться. Система хранит одно или несколько графических представлений для задания каждого компонента уплотнения в шаблоне, благодаря чему каждое графическое представление можно применять к большому количеству уплотнений различных размеров за счет того, что извлеченные или вычисленные размеры помещаются в заранее определенное поле на чертежах.
Каждый тип чертежей вызывается с использованием буквенного обозначения. Например: чертежи “А” это чертежи сальника, хранящиеся и используемые как в генераторе предложений (например, для формы квоты, спецификации на материалы и формы проверки размеров), так и в производственном центре (например, для производственных распечаток и распечаток планирования). Чертежи “С” это полные чертежи уплотнения в разрезе с линиями размеров и номерами уплотнительных колец уплотнения, используемые как в генераторе предложений (например, для формы квоты, проспектов и инструкций по установке), так и в производственном центре. Чертежи “D” это полные чертежи уплотнения в разрезе без линий размеров, используемые только для генератора предложений (например, для проспектов). Чертежи “F” это полные чертежи уплотнения в разрезе с линиями размеров и номерами деталей компонентов, используемые в генераторе предложений (например, для спецификаций на материалы).
Каждое буквенное обозначение затем делится на различные категории, например стандартная конструкция, стандартная конструкция из пруткового проката и специальная конструкция, чтобы быть применимым к различным вариациям конструкции, когда компонент выполняется из различных типов материалов.
Согласно одному варианту реализации, чтобы система определяла, какой чертеж нужно отображать, таблица может быть введена в файл размеров уплотнения, который указывает, какое графическое представление относится к правильной комбинации модель/размер для каждой категории. Фиг.25 является примером одной такой таблицы.
Для стандартных компонентов система сначала определяет, какой материал для уплотнения был выбран или рекомендован спецификатором уплотнения, и определяет, использовать ли графические представления стандартной конструкции или стандартной конструкции из пруткового проката. В данном примере, стандартные отливки изготовлены из нержавеющей стали и сплава 20, и, таким образом, из области 590 фиг.25 извлекаются стандартные графические представления. Если в выбранном уплотнении используется другой металл, то компонент производится из пруткового проката, и используются стандартные чертежи для пруткового проката, что указано в разделе 591 фиг.25.
На этапе 568 результаты этапов 566 и 567 объединяются для создания стандартной технологической распечатки для каждого компонента с размерами. Эти распечатки поступают на рассмотрение инженеру перед тем, как детали будут изготовлены в производственном центре. Производственные распечатки также сохраняются электронными средствами.
На этапе 569 чертежи компонентов, созданные для уплотнения, объединяются. Полные чертежи уплотнения ( фиг.25, область 590 или 591, в зависимости от материалов) извлекаются с размерами и без них в целях использования в каждой из выходных форм.
На этапе 570 созданные чертежи компонентов объединяются для получения производственных распечаток для каждой стадии производственного процесса и изображают различные виды каждого компонента, которые станочник изучает для изготовления детали. Эти графические представления сохраняются и извлекаются аналогично тем графическим представлениям, которые обсуждались выше на фиг.25.
Если проектируемые компоненты не являются стандартными, что определяется на этапе 550, то осуществляется переход к этапу 551. В данном примере компоненты классифицируются как сальники, муфты и другие компоненты и т.д. На этапе 551 производится определение, какие компоненты надлежит проектировать. Если на этапе 551 выясняется, что надо проектировать сальник, то осуществляется переход к этапу 552. На этапе 552 производится определение типа исходного материала, необходимого для производства специального сальника. Специальные сальники можно производить из исходного материала, по крайней мере, трех типов. Сальник первого типа изготавливается путем модификации обработанного литого сальника. Этот тип предусматривает использование обработанного сальника из наличного запаса и небольшую его модификацию. Этот сальник создается, когда анализатор совместимости рекомендует тип сальника 12 без каких-либо специальных особенностей сальника (см. фиг.11, 212).
Сальники второго типа изготавливаются из стандартной необработанной отливки. Этот тип предусматривает использование той же необработанной отливки, что и стандартный сальник, но также предусматривает наличие специальных особенностей сальника, если таковые выбраны пользователем в области 183 фиг.10 или в области 535 фиг.23. Этот тип сальника используется, когда анализатор совместимости рекомендует тип сальника 1 или 12 (см. фиг.11, 212), и пользователь выбирает одну или несколько из специальных особенностей сальника.
Третий тип исходного материала представляет собой литую заготовку или прутковый прокат. Изготовление этого сальника производится с самого начала. Каждый этап и размер выполняется по заказу для применения. Этот сальник создается, когда анализатор совместимости рекомендует тип сальника, отличный от 1 или 12, или когда нужно использовать особую конструкцию сальника. Фигурные вырезы уменьшают толщину сальника уплотнения в области прорезей или отверстий под болты сальника, чтобы соответствовать длинам выхода коротких болтов/шпилек и малому расстоянию до первого упора от торца сальниковой коробки.
Проектировочный центр создает спецификацию, в которой сводятся данные, используемые для расчета размеров для модифицированного/специального заказного уплотнения. Пример такой спецификации приведен на фиг.26. Фиг.26 содержит результаты анализатора совместимости в области 600, основание для модификации в области 601, размеры, подлежащие изменению, в области 602, стандартные размеры в области 603 и модифицированные размеры в области 604. Область 606 отображает тип сальника, и область 607 отображает тип муфты. В области 605 показаны трудности, возникшие при проектировании. Области 610 отображают примечания по проверке, определенные из анализатора совместимости. В области 611 показаны примечания по модификации “N”, определенные анализатором совместимости. Области 608 и 609 отображают примечания, генерируемые анализатором совместимости.
Если на этапе 552 выясняется, что сальник следует изготавливать путем модификации обработанного сальника, то осуществляется переход к этапу 554. На этапе 554 система обращается к спецификации (фиг.26), чтобы определить какой из размеров надлежит модифицировать. Ниже приведены примеры некоторых модификаций, производимых на стандартном сальнике. Этот пример имеет иллюстративный характер, и на основании выбранной/рекомендованной модели уплотнения могут вноситься изменения.
Если участок 505С на фиг.26 содержит значение в столбце 600, то система вычисляет три размера, подлежащих изменению. В качестве размеров L1 и L3 используются стандартные размеры L1 и L3 из областей 254 и 263 фиг.12 и к ним прибавляется отрицательное значение из 505С. Отрицательное значение вычитается из стандартного размера L2 (фиг.12, область 253).
Если участок 508С содержит значение в столбце 600, то размер “S” заменяется размером “S” из области 624 таблицы на фиг.27, которое соответствует размеру болтового соединения насоса.
Если участок 509С содержит значение в столбце 600, то появляется графическое представление ВД специальной прорези. Размер ВД прорези вычисляется следующим образом.
Окружность размещения болтов - (размер болтового соединения + зазор прорези), где размер окружности размещения болтов и болтового соединения берутся из областей 191 и 189 фиг.10, а зазор прорези - из области 625 фиг.27.
Если участок 511С содержит значение в столбце 600, то появляется графическое представление кожуха с фигурным вырезом и производятся следующие расчеты.
Окружность размещения болтов - (зазор кожуха шестигранной гаечной головки + 0,010 дюйма [2,54·10-4 м]) = ВД специального кожуха.
Размер окружности размещения болтов берется из фиг.10, область 191, и размер зазора кожуха шестигранной гаечной головки - из фиг.27, область 623. Если разность между ВД специального кожуха и внутренним упором снаружи (фиг.12, область 279) больше нуля, то используются шестигранная гайка больших размеров и значение ВД специального кожуха. Если эта разность меньше нуля, то ВД шестигранной гайки кожуха равен:
окружность размещения болтов - (максимальная ширина шестигранной гайки через углы + 0,010 дюйма [2,54·10-4 м]).
Размер окружности размещения болтов берется из фиг.10, область 191, а максимальная ширина шестигранной гайки через углы - из фиг.27, область 620. Если разность между ВД шестигранной гайки кожуха и внутренним упором снаружи (фиг.12, область 279) больше нуля, то используются шестигранная гайка и значение ВД шестигранной гайки кожуха. Если эта разность меньше нуля, то ВД винта с головкой кожуха равна:
окружность размещения болтов - (диаметр головки винта с головкой + 0,010 дюйма [2,54·10-4 м] ), где окружность размещения болтов берется из фиг.10, область 191, а диаметр головки винта с головкой - из фиг.27, область 622.
Если разность между ВД винта с головкой кожуха и внутренним упором снаружи (фиг.12, область 279) больше нуля, то используются винт с головкой с углублением и значение ВД винта с головкой кожуха. Если эта разность меньше нуля, то печатается “*” и отрицательное значение из поля ВД винта с головкой кожуха.
Если участок 516С содержит значение в столбце 600, то модифицированный размер D3 вычисляется следующим образом: [НД сальника + (значение 516С - 0,250 дюйма [0.0064 м])], где значение НД сальника берется из области 260 фиг.12.
После вычисления всех этих изменений осуществляется переход к этапу 555, на котором система извлекает детальные чертежи, после чего осуществляется переход к этапу 556.
На этапе 556 создается распечатка по специальной конструкции сальника с размерами с использованием стандартных графических представлений “А” (фиг.25, область 590 и 591 в зависимости от материала). На этапе 569 производится объединение стандартного чертежа компонента и детальных чертежей, которые определяются из вышеприведенных расчетов (этап 554), а также полные чертежи уплотнения с детальными чертежами (фиг.25, область 590 или 591 в зависимости от материала) с размерами и без них извлекаются для использования в выходных формах.
На этапе 570 созданные чертежи компонентов и детальные чертежи объединяются для получения производственных распечаток для каждой стадии производственного процесса, показывая различные виды каждого компонента, которые станочник изучает для изготовления детали.
Если на этапе 552 выясняется, что используется литая заготовка или прутковый прокат, то осуществляется переход к этапу 553. На этапе 553 вычисляются размеры специального сальника. Ниже приведен пример распространенного специального сальника, который можно создать с использованием этого способа. В этот процесс можно вносить изменения, чтобы он соответствовал любым специальным конструкциям сальника.
В этом примере проектируется сальник 9, выполненный из пруткового проката или отливки. Поскольку элемент создается с самого начала, вычисляется каждый размер. Каждый размер вычисляется по отдельности на основании сочетания насос/процесс, чтобы гарантировать, что уплотнение в точности соответствует применению. Размеры вычисляются следующим образом:
Размер D3: окружности размещения болтов + зазор кожуха шестигранной головки = D3, где значение окружности размещения болтов берется из области 191 фиг.10, а значение зазора кожуха шестигранной головки - из области 623 фиг.27.
Значение ВД прорези: окружности размещения болтов - (размер болтового соединения + зазор прорези) = ВД прорези, где значение окружности размещения болтов берется из области 191 фиг.10, а значение зазора прорези - из области 625 фиг.27.
Размер НД прокладки отверстия, обработанного разверткой, вычисляется в соответствии со значением “N” задаваемого ВД. Если поле “N” задаваемого ВД имеет значение, то задаваемый ВД + поверхность прокладки = НД прокладки отверстия, обработанного разверткой, где значение задаваемого ВД берется из области 196 фиг.10, а значение поверхности прокладки - из области 626 фиг.27. Если значение “N” задаваемого ВД пусто или НП, то значение “С” расточки коробки + поверхность прокладки = НД прокладки отверстия, обработанного разверткой, где значение расточки коробки берется из области 184 фиг.10, а значение поверхности прокладки - из области 626 фиг.27.
Затем следует проверка размера НД прокладки отверстия, обработанного разверткой, посредством вычисления: ВД прорези - (НД имеющейся прокладки -0,050 дюйма [-1,27·10-3 м]), где значение ВД прорези берется из области 272 фиг.12, а НД имеющейся прокладки - из области 274 фиг.12. Если результат положительный, то используется вычисленный выше размер НД прокладки отверстия, обработанного разверткой. Если результат отрицательный, то ВД прорези будет равен НД прокладки отверстия, обработанного разверткой. Затем производится следующее вычисление:
ВД имеющейся прорези - (задаваемый БД, если имеет значение, или расточка, если задаваемый ВД имеет значение НП или пустое значение)/2, где значение ВД имеющейся прорези берется из области 272 фиг.12, значение задаваемого ВД - из области 196 фиг.10, а значение расточки коробки - из области 184 фиг.10. Для размеров уплотнения 1,000-2,500 дюйма [0,0254 м - 0,0635 м], если результат меньше 0,105 дюйма [0,0027м], НД прокладки отверстия, обработанного разверткой, заменяется “*”, результатом этого вычисления и Прокл./Сторона. Для размеров уплотнения 1,000 - 2,500 дюйма [0,0254-0.0635 м], если результат больше или равен 0,105 дюйма [0,0027 м], используется значение ВД имеющейся прорези. Для размеров уплотнения 2,501-5,000 дюймов [0,06352-0,127 м], если результат меньше 0.170 дюйма [0,0043 м], НД прокладки отверстия, обработанного разверткой, заменяется “*”, результатом этого вычисления и Прокл./Сторона. Для размеров уплотнения 2,501-5,000 дюйма [0,06352 - 0.127 м], если результат больше или равен 0,170 дюйма [0,0043 м], используется значение ВД имеющейся прорези.
Ширину прорези/отверстия, размер “S”, получают из фиг.27, область 624.
Размеры L1, L2 и L3 определяют следующим образом.
Если участок 505С имеет значение в столбце 600 фиг.26, эти размеры вычисляются следующим образом.
Размер L1 = наружная длина (фиг.12, область 254) + Специальный 505С.
Размер L2 = внутренняя длина (фиг.12, область 253) - Специальный 505С.
Размер L3 = длина сальника стрежня (из фиг.12 область 261) + Специальный 505С.
Если участок 505С не имеет значения в столбце 600, то используются стандартный размер L1 из фиг.12, область 254, и стандартный размер L2 из фиг.12, область 253, и в качестве размера L3 используется длина сальника стержня из фиг.12, области 264.
Значение модифицированного кожуха вычисляется из:
окружности размещения болтов - максимальная ширина шестиугольной гаечной головки через углы - НД кожуха стержня, где значение окружностей размещения болтов берется из области 191 фиг.10, значение максимальной ширины шестиугольной гаечной головки через углы - из области 620 фиг.27, и значение НД кожуха стержня - из области 276 фиг.12. Если результат положителен, то отображается графическое предстваление кожуха с фигурным вырезом и производятся следующие вычисления:
окружность размещения болтов - (зазор кожуха шестигранной гаечной головки +0,010 дюйма [2,54·10-4 м]) = ВД кожуха, где значение окружности размещения болтов берется из области 191 фиг.10, и значение зазора кожуха шестигранной гаечной головки - из области 623 фиг.27.
Вычисляется разность между ВД кожуха и внутренним упором снаружи (из фиг.12, область 279). Если эта разность больше нуля, печатается “шестигранная гайка больших размеров” и значение ВД кожуха. В противном случае, если результат меньше нуля, то:
Окружность размещения болтов - (ширина шестигранной гайки через углы + 0,010 дюйма [2,54·10-4 м]) = ВД кожуха шестигранной гайки, где значение окружности размещения болтов берется из области 191 фиг.10, и значение ширины шестигранной гайки через углы берется из области 620 фиг.27. Затем вычисляется разность между ВД кожуха шестигранной гайки и внутренним упором снаружи (из фиг.12, область 279). Если результат больше нуля, то печатается “шестигранная гайка” и значение ВД кожуха шестигранной гайки. В противном случае, если результат меньше нуля, то:
Окружность размещения болтов - (диаметр головки винта с головкой +0,010 дюйма [2,54·10-4 м]) = ВД кожуха винта с головкой, где значение окружности размещения болтов берется из области 191 фиг.10, а значение диаметра головки винта с головкой - из области 622 фиг.27. Затем вычисляется разность между ВД кожуха винта с головкой и внутренним упором снаружи (фиг.12, область 279). Если эта разность больше нуля, то печатается “винт с головкой с углублением” и значение ВД кожуха винта с головкой. В противном случае, если результат меньше нуля, то печатается “*” и отрицательное значение из ВД кожуха винта с головкой.
Затем следует проверка размера D3. Если участок 516С имеет значение в столбце 600 фиг.26, вычисленный выше новый НД сальника сравнивается с максимальным НД сальника из фиг.10, область 195. Если новый “D3” НД сальника больше, то размер D3 заменяется звездочкой и отрицательным значением.
Если участок 504С имеет значение в столбце 600 фиг.26, то над стандартными размерами L1, L2 и L3 производятся следующие изменения:
Размер L1 = наружная длина (из фиг.12, область 254) – Специальный 504С;
Размер L2 = внутренняя длина (из фиг.12, область 253) + Специальный 504С; и
Размер L3 = длина сальника стержня (из фиг.12, область 264) – Специальный 504С.
Размер D2 имеет минимальное значение, взятое из стандартной схемы для сочетания модель/размер. Максимальное значение может оставаться пустым. Минимальная информация по болтовому соединению может оставаться пустой.
После вычисления всех размеров осуществляется переход к этапу 555 на фиг.24. На этапе 555 извлекаются чертежи пруткового проката, что указано на фиг.25. На основании типа сальника, рекомендованного посредством анализа совместимости или выбранного пользователем, графическое представление “А” сальника берется из области 591 либо 592 фиг.25. Если тип сальника 9, то графическое представление “А” сальника берется из области 591. Если имеет место любой другой тип сальника, то графическое представление “А” сальника берет соответствующий номер сальника из области 592. Специальные детальные чертежи могут быть показаны на основании расчетов на этапе 533.
На этапе 556 размеры, вычисленные на этапе 553, и чертежи, полученные на этапе 555, могут быть объединены в распечатке специальной конструкции сальника до того, как детали будут изготовлены в производственном центре. Распечатки по изготовлению компонентов могут затем сохраняться электронными средствами.
На этапе 569 чертежи сальника из литой заготовки или пруткового проката и специальные детальные чертежи определяются из вышеприведенных вычислений (этап 555) и объединяются. Чертежи уплотнения совместно со специальными детальными чертежами берутся из фиг.25, область 591, чертежи “С”, “D” и “F”, если рекомендованный или выбранный тип сальника является типом сальника 9, или область 592, чертежи “Специальный С”, “Специальный D” и “Специальный F”, если любой другой тип сальника рекомендован анализатором совместимости или выбран пользователем. Чертежи могут быть с размерами и без них для использования каждой из различных выходных форм, которые обсуждались выше.
На этапе 570 создается чертеж каждого компонента и специальные детальные чертежи объединяются с целью получения производственных распечаток для каждой стадии производственного процесса, показывая различные виды каждого компонента, которые станочник изучает для изготовления детали. Пример производственной распечатки показан на фиг.28.
Если на этапе 522 выясняется, что надлежит использовать необработанную отливку сальника, то осуществляется переход к этапу 571. На этапе 571 вычисляются размеры выбранных специальных особенностей сальника. Соотношение размеров берется из стандартных таблиц размеров для стандартного уплотнения. Затем осуществляется переход к этапу 555, на котором производится выбор стандартных чертежей сальника таким же образом, что и на этапе 567. На этапе 556 создается проектировочная распечатка с использованием вычисленных размеров и выбранных графических представлений для технологического обзора перед тем, как детали будут изготовлены в производственном центре. Производственные распечатки компонентов затем сохраняются электронными средствами. Этапы 569 и 570 осуществляются таким же образом, как описано выше.
Если результатом этапа 551 является изготовление муфты особой конструкции, то осуществляется переход к этапу 557. На этапе 557 каждый размер муфты вычисляется отдельно, исходя из размеров насоса, чтобы гарантировать точное соответствие применению. Могут применяться различные особые конструкции муфты. Например, это прямая муфта с нестандартным ВД, муфта с крюком, ступенчатая муфта, выход муфты, специальные конструкции муфты, муфты с особым ВД, муфты с дополнительно ввернутыми стопорными винтами. Стандартные размеры муфты хранятся как часть профиля размеров уплотнения в файле типов уплотнения.
Пример некоторых размеров муфты, используемых в одном или нескольких распространенных типах муфты, приведен на фиг.29. Другие, не показанные, размеры также могут быть включены в профиль размеров уплотнения и используются для других типов муфты. На фиг.29 большой НД муфты находится в области 630. НД уплотнительного кольца № 1 муфты находится в области 631. ВД муфты находится в области 632. ВД ступеньки вращающейся головки муфты находится в области 634. Малый НД муфты находится в области 633. НД уплотнительного кольца № 2 муфты находится в области 635. НД пружинящего стопорного кольца муфты находится в области 636. НД перекачивающей особенности муфты находится в области 637. Разрез перекачивающей особенности муфты находится в области 638.
Если анализатор совместимости рекомендовал тип муфты 2 (фиг.11, область 213), то осуществляются следующие этапы. Тип муфты 2 является распространенным типом муфты, создаваемым в случае использования нестандартного размера вала или муфты. Для этого типа муфты вычисляются два размера, чтобы соответствовать размеру вала/муфты, которые вычисляются следующим образом.
Размер 1: если размер вала/муфты меньше 2,250 дюйма [0,0572 м], берется размер вала/муфты + 0,002 дюйма [5,08·10-5 м]. Если размер вала/муфты больше или равен 2,250 дюйма [0,0572 м], то берется размер вала/муфты +0,003 дюйма [7,62·10-5 м].
Размер 2 вычисляется вычитанием размера уплотнения из размера 1 с последующим прибавлением НД уплотнительного кольца № 1 муфты (из фиг.29, область 631).
Если анализатор совместимости рекомендовал тип муфты 3 или 4 (фиг.11, область 213) или если пользователь выбрал тип 3 или 4, то проектировочный центр вычисляет размеры следующим образом. Типы муфты 3 и 4 аналогичны типу муфты 2. В них используется два размера, вычисленных исходя из типа муфты 2, и вычисляется третий размер.
Размер 3: если размер вала/муфты меньше 2,250 дюйма [0,0572 м], берется размер вала/муфты + 0,002 дюйма [5,08·10-5 м]. Если размер вала/муфты больше или равен 2,250 дюйма [0,0572 м], то берется размер вала/муфты + 0,003 дюйма [7,62·10-5 м]. Расчет других типов муфт можно осуществлять таким же образом.
После расчета размеров осуществляется переход к этапу 558. На этапе 558 производится выбор чертежей муфты, хранящихся в файле типов уплотнения, таким же образом, как и в случае чертежей сальника.
На этапе 559 размеры, полученные на этапе 557, и чертежи, выбранные на этапе 558, объединяются с целью создания распечатки по конструкции муфты, которые поступают на рассмотрение инженеру перед тем, как детали будут изготовлены в производственном центре. Производственные распечатки компонентов сохраняются электронными средствами. Этапы 569 и 570 осуществляются таким же образом, как было описано выше.
Если результатом этапа 551 является изготовление специальных компонентов, например, держателей неподвижного торца, торцов, запорных колец и вспомогательных пластин, используемых в механическом уплотнении или совместно с ним, то осуществляется переход к этапу 560. На этапе 560 производится расчет размеров, аналогичный тому, что производится на этапах 553 и 554 применительно к сальникам и на этапе 557 применительно к муфтам. На этапе 561 производится выбор графических представлений таким же образом, как на этапах 558 (для муфт) и 555 (для сальников). На этапе 562 создаются распечатки по конструкции специальных компонентов с размерами, которые поступают на рассмотрение инженеру перед тем, как детали будут изготовлены в производственном центре. Производственные распечатки компонентов сохраняются электронными средствами. Этапы 569 и 570 осуществляются таким же образом, как было описано выше.
Примером компонента уплотнения, который может быть разработан проектировочным центром, является особая конструкция торца уплотнения.
Некоторые промышленные применения, например нефтепереработка, нефтехимия и энергетика, предусматривают использование особого компенсатора торца уплотнения, чтобы соответствовать факторам низкого удельного веса, высокого давления пара и условиям повышенного значения давление/обороты. Система может производить расчеты геометрии компенсатора и конструкции специальных торцов уплотнения (с держателями и без них), чтобы соответствовать применению.
Если на этапе 549 выясняется, что надлежит проектировать вспомогательное изделие, то осуществляется переход к этапу 563. На этапе 563 система вычисляет размеры вспомогательного изделия, а на этапе 564 система выбирает соответствующее графическое представление. На этапе 565 создаются две распечатки по конструкциям: одна - для внутреннего пользования, показывающая информацию по заказчику, информацию по насосу и уплотнению, а другая - для внешнего пользования, т.е. для отправки поставщику с целью изготовления вспомогательного продукта, который невозможно изготовить своими силами. Эта распечатка может содержать только графическое представление с размерами и не включать в себя информацию, которой производитель не желает делиться с третьими лицами. Пример каждой распечатки показан на фиг.31 и 32. На фиг.31 представлена распечатка для внутреннего пользования. На фиг.32 представлена распечатка для внешнего пользования.
Если рекомендован или выбран пользователем горловинный вкладыш (сплошной или разъемной конструкции), то проектировочный центр автоматически вычисляет размеры и чертит производственную распечатку вкладыша с тем, чтобы этот заказной элемент можно было изготовить без помощи отдела проектирования/разработки. Типы вкладыша (без различных зазоров вала) могут быть предоставлены, чтобы удовлетворять условиям эксплуатации и требованиям расхода. Ниже приведен один пример горловинного вкладыша, который может быть спроектирован в проектировочном центре. Длина вкладыша, канавка под уплотнительное кольцо, зазор НД и зазор ВД определяются заранее на основании размера уплотнения. Информация по размерам, хранящаяся в файле данных насоса, может извлекаться для обеспечения разработанных конструкций в зависимости от применения. Например, уплотнение размером менее 2,215 дюйма [0,0563 м] имеет длину 0,427 дюйма [0,0108 м], канавку под уплотнительное кольцо 0,156 дюйма [0,0040 м], зазор НД 0,010 дюйма [2,54·10-4 м] и зазор ВД 0,012 дюйма [3,05·10-4 м]. Фактические производственные размеры вычисляются следующим образом.
Размер А = (длина - канавка под уплотнительное кольцо) / 2 + канавка под уплотнительное кольцо
Размер В = размер уплотнения + зазор ВД
Размер С = расточка насоса - зазор НД
Размер D = расточка - 0,226 дюйма [0,0057 м]
Этапы 569 и 570 осуществляются так же, как обсуждалось выше. Номер специальной детали может быть создан для каждого модифицированного/заказного (нестандартного) компонента и вспомогательного изделия. Номер детали создается для ссылки на насос, которому она соответствует. Приведем пример номера детали. Первые три цифры отражают тип компонента или вспомогательного изделия. Например, 100 = сальники, 400 = муфты и 160 = горловинные вкладыши. Следующие четыре цифры это номер модели уплотнения. Например, 3000, 3001, 3200, 3220. Следующие четыре цифры выделяют регистрационный номер насоса. Последняя цифра является буквенным кодом, отражающим требуемый материал. Например, сальник, созданный в соответствии с насосом № 1594, из сплава 20 для модели уплотнения 3220 имел бы номер детали 1003220194А. Система нумерации детали проектировочного центра пригодна для всех элементов (стандартных, специальных и т.д.) и полностью интегрирована в систему для обеспечения эффективно интегрированного компьютеризованного интерфейса между спецификатором уплотнений, анализатором совместимости, проектировочным центром, производственным центром, генератором предложений, приобретением и вводом/обработкой заявки.
Проектировочный центр выдает предложение по квоте, что указано на этапе 80 фиг.3В, в порядке реакции на вышеописанный процесс выбора уплотнения. Предложение по квоте может генерироваться в нескольких различных формах, в зависимости от использования. В общем случае, предложение по квоте включает в себя информацию для пользователя и заказчика, обеспечивающую полное решение по уплотнению.
Каждая из фиг.30А и 30В представляет собой вид части иллюстративного стандартного предложения, автоматически генерируемого системой. Каждый из изображенных блоков подробно рассматривается ниже.
Идентификационный номер квоты - это уникальный номер, автоматически присваиваемый каждой генерируемой квоте. Этот номер квоты действует как ссылочный номер электронного извлечения для всех квот, образующих исторический файл. Информация для связи с заказчиком, например имя, адрес, номер телефона и факса, может отображаться с использованием информации, хранящейся в файле информации по заказчикам. Может отображаться фирменный знак дистрибьютора или производителя, хранящийся в файле информации по заказчикам, обеспечивая приспособленные под заказчика выходные формы для производителя/посредника. Также может отображаться информация для связи с производителем или дистрибьютором, например имя, адрес, номера телефона и факса.
Раздел спецификации на оборудование отображает информацию по насосу, основанную на модели насоса, выбранной пользователем. Раздел спецификаций по эксплуатации отображает первичную рабочую жидкость и любую вторичную или иную рабочую жидкость, выбранную пользователем, совместно с условиями эксплуатации, сообщенными пользователем. Раздел информации по уплотнению сообщает номер детали выбранного или рекомендованного уплотнения совместно с описанием и особенностями сальника уплотнения. Раздел конструкции уплотнения сообщает материалы конструкции для рекомендованного или выбранного механического уплотнения.
Раздел информации по размерам уплотнения включает в себя информацию по размерам для уплотнения в системе графического представления шаблона. В зависимости от выбранной пользователем стратегии модификации, система может отображать графические представления уплотнения с размерами. Если рекомендовано стандартное уплотнение или пользователь выбрал модифицировать оборудование, то могут отображаться стандартные чертежи с размерами, поступающие от проектировочного центра. Если рекомендовано модифицированное уплотнение, то система может отображать чертежи модифицированного или заказного уплотнения, включающие в себя детальные чертежи с размерами.
Раздел спецификаций разработки включает в себя примечания, генерированные в процессе анализа совместимости, которые показаны на фиг.11, области 214 и 215, в зависимости от стратегии модификации и типа уплотнения, выбранного/рекомендованного для выбранного насоса, например, примечания по модификации оборудования и проверке.
Раздел внешних средств управления показывает графическое представление схем API и схемы нагрева и охлаждения, хранящихся в файле рабочих жидкостей, которые выбирает пользователь или рекомендует система, и которые показаны на фиг.18, области 480-486.
Раздел рабочих жидкостей отображает примечания, связанные с выбранной рабочей жидкостью, хранящиеся в файле рабочих жидкостей (фиг.18, область 495), который снабжает пользователя полезной информацией по рабочей жидкости.
Раздел дополнительной информации выдает пользователю предупреждения, например, когда температура, концентрация, вязкость, обороты вала, давление в коробке и т.д. не введены пользователем или, если система определяет, что введенное значение превышает установленные пределы для уплотнения или материалов конструкции, выбранных или рекомендованных системой. Такие ограничения для каждой модели уплотнения хранятся в файле типов уплотнения. Система может также анализировать давление/обороты, сравнивая давление в коробке, размер уплотнения и обороты вала, с целью определить, приемлем ли показатель давление/обороты для применения. Если пользователь не предоставил давление в коробке, то система автоматически вычисляет его на основании предоставленных давления всасывания и давления на выходе.
Эта система также может предоставлять заказчику альтернативное уплотнение, в случае превышения ограничений по первоначально выбранным или рекомендованным уплотнению или материалам. Система также может предписать пользователю проконсультироваться на фабрике для получения дополнительной информации прежде, чем заказывать рекомендованное уплотнение, когда типы уплотнения, предложенные данным производителем, могут не соответствовать данному применению.
Раздел информации по заказу предоставляет информацию по ценам на механические уплотнения, оптимальные особенности, включенные в состав уплотнения и дополнительные изделия совместно с номерами деталей, описанием и прайс-листом, включающим в себя соответствующие скидки, полученные из базы данных по заказчикам. Пользователь также может менять количество каждого элемента. Ссылочный номер также обеспечивает связь с файлом данных по насосам для идентификации используемого насоса/оборудования. Номер версии базы данных и номер версии может также быть помещен на форме выдержки для отслеживания.
Теперь пользователь имеет информацию по квотированию, позволяющую фабрике использовать электронную обработку заказа. Можно использовать другую выходную форму, позволяющую пользователю получать предложение по квоте, в которую включена вышеперечисленная информация за исключением информации по ценам. Предложение может быть полезным, например, для файлов поддержки и разработки, чтобы снабжать пользователя полезной информацией без предоставления информации по ценам, которая может устареть.
Спецификации на материалы и инженерные чертежи могут быть распечатаны или отображены, как показано на фиг.33. Спецификация на материалы - это определение детализации для применения. Этот лист включает в себя информацию по насосу, рабочей жидкости, условиям эксплуатации, выбранному уплотнению, его материалам конструкции, детальные чертежи и т.д. Существует два варианта спецификации на материалы. Первый вариант может быть предусмотрен, например, для посредников и пользователей. Этот вариант сообщает информацию, касающуюся уплотнения, насоса и условий эксплуатации, но не содержит размеров насоса. Второй вариант содержит информацию из первого варианта и размеры насоса. Этот вариант можно использовать, например, для внутренних целей.
Лист спецификации на материалы делится на области, каждая из которых детализирует один аспект применения. Верхний левый угол страницы включает в себя реестр материалов конструкции уплотнения. Этот реестр сообщает любому заказчику информацию по каждому элементу посредством описания, наименования материала и номера детали для проверки материалов заказанного уплотнения, во избежание неправильного применения уплотнения и последующего повторного заказа.
Вид спереди сальника и таблица информации по болтовому соединению включена, чтобы сообщать заказчику размеры, обеспечивающие соответствие сальника уплотнения болтовому соединению насоса. Этот вид помогает пользователю предотвратить неправильную установку уплотнения и замедлить особенности, например, промывочные каналы, каналы охлаждения и спуска и т.д. для надлежащего оборудования системой трубопроводов и установки.
Вид сбоку уплотнения обеспечивает реальное представление конструкции уплотнения с размерами, по которому можно проверить, что уплотнение соответствует оборудованию, и четко идентифицировать каждую деталь по номеру, который фигурирует в таблице материалов конструкции, для проверки материалов конструкции. Специальная детализация, приведенная в правом столбце, например выходы вала/муфты, детализация по задаваемым значениям, детализация по ВД прорези, детализация по модифицированному кожуху и т.д., обеспечивают ясную иллюстрацию каждой детали с размерами для проверки соответствия уплотнения оборудованию. Модификации оборудования, примечания и проверки оборудования дают заказчику дополнительные консультации по оборудованию, чтобы он мог убедиться в его надлежащем соответствии уплотнению.
Дополнительные примечания могут предоставляться, чтобы консультировать заказчика по любому применению в отношении факторов, которые не были учтены в процессе выбора/ рекомендации уплотнения и построения квотирования, чтобы гарантировать оптимальный срок службы уплотнения.
Раздел информации по заказчику отображает такую информацию, как имя заказчика, адрес, номера телефона и факса для проверки правильности идентификации заказчика.
Раздел условий эксплуатации отображает рабочую жидкость и факторы, используемые в процессе выбора/ рекомендации и квотирования в целях проверки, во избежание неправильного применения уплотнения. Раздел характеристик химикатов снабжает заказчика информацией, касающейся безопасности и поддержания условий системы, которые обеспечивают максимальный срок службы уплотнения. Раздел внешних средств управления дает рекомендации по схемам трубопроводных систем, которые управляют внешними условиями, в которых находится уплотнение, чтобы добиться максимального срока службы уплотнения.
Раздел информации по уплотнению сообщает заказчику номер квотирования и полную кодировку деталей уплотнения совместно с идентификацией деталей специальных компонентов для дальнейшего повторного заказа или для проверки исходных данных, предоставленных для построения исходного квотирования и для записей заказчика. Раздел информации по оборудованию предоставляет идентификацию оборудования по производителю, модели, структуре/группе совместно с типом расточки, типом оборудования и ярлыком оборудования заказчика, который подтверждает правильность оборудования, используемого для выбора уплотнения, и для записей заказчика. При использовании двойных уплотнений идентифицируется барьерная жидкость, чтобы заказчик мог проверить и убедиться в правильной работе уплотнительной системы.
Раздел легенды можно использовать для отображения фирменного знака производителя и информации для связи, например номера телефона, факса и электронной почты.
В качестве необязательного варианта форма заказа может быть распечатана, что изображено на фиг.34. Форма заказа, изображенная на фиг.34, автоматически генерируется системой выбора уплотнения, позволяя пользователю заказывать уплотнение непосредственно от производителя. Эта форма содержит информацию, используемую отделом снабжения для обработки заказа. Эту форму можно отправлять по факсу или передавать по электронной почте непосредственно производителю или дистрибьютору для электронной обработки заказа. Графические представления, размеры, примечания или предупреждения могут быть исключены из этой формы. Информационный раздел “выписать...” формы квоты отображает местожительство конкретного заказчика, адрес и номер квотирования для процедуры выписывания счета-фактуры и для отправки платежей по фактуре. Раздел “отправить...” отображает местожительство/адрес, чтобы гарантировать правильную доставку и получение уплотнения, во избежание дорогостоящих задержек. Основная часть квотирования отображает номер заказа на приобретение и способ отправки, чтобы гарантировать правильную обработку заявки, выписывания счета-фактуры и доставку уплотнения. Квотированные элементы отображаются посредством количеств, номеров деталей и описаний совместно с расценками и временными рамками доставки. Другие особенности уплотнения и подробности конструкции предусматривают описание специальных особенностей и материалов основных деталей для пояснения кода детали уплотнения. Дистрибьюторская информация может включать в себя адрес, другую информацию для связи и фирменный знак.
Форму проверки размеров, изображенную на фиг.35, можно использовать для проверки размеров насоса и подтверждения того, что насос не был ранее модифицирован. Пользователь может также использовать эту форму для подтверждения того, что уплотнение соответствует насосу/оборудованию. Для специальных конструкций насоса и т.п. форма выступает в качестве формы согласования, в которой от пользователя может требоваться подписать форму в подтверждение того, что информация в форме правильна и что пользователь согласен, что уплотнение соответствует профилированному оборудованию, и принимает конструкцию уплотнения для ввода/уплотнения заказа. Другой вариант использования этой формы в том, что она позволяет производителю добавлять профили нового оборудования в базу данных по насосам, поскольку она содержит информацию по профилям оборудования.
Эту форму можно использовать для обучения персонала по эксплуатации, позволяя каждому снимать и анализировать размеры насоса/оборудования и проверять, насколько уплотнение соответствует насосу. Затем пользователь может визуально проверить размеры насоса, чтобы подтвердить, что уплотнение соответствует ему, например, с использованием специальных экранов помощи. Если пользователь меняет или добавляет размер, анализатор совместимости может быть запущен повторно, и на основании новой информации может быть создана обновленная, уточненная квота. Форма проверки размеров может предписать пользователю завершить проверку и допускает электронную передачу производителю совместно с формой заказа при размещении заказа, гарантируя отсутствие ошибок и исключая необходимость в диалоге. Как и в случае спецификации на материалы, эта форма может иметь два варианта. Один вариант может включать в себя размеры оборудования и предназначаться, например, для пользователей OEM и для внутреннего пользования. Другой вариант может не включать в себя размеры оборудования и предназначаться, например, для использования посредниками и конечными потребителями, когда производитель не желает раскрывать информацию по размерам, составляющую его собственность. В обоих вариантах пользователю, в зависимости от профиля оборудования, может понадобиться подтвердить размеры оборудования путем замеров на оборудовании, внесения размеров в спецификацию и проверки того, что уплотнение соответствует оборудованию. Когда размеры в базе данных вызывают сомнение или отсутствуют, пользователю предлагается проверить или снять размеры и вставить слово “проверено” под каждым размером, который не хранится в профиле оборудования. Эта информация активируется путем использования примечаний по проверке, генерируемых анализатором совместимости и помещаемых в области 214 и 215 фиг.11.
От пользователя также может потребоваться проверить размеры в зависимости типа размеров, выбранного в области 230 фиг.11. Если система выбрала тип А, никакой проверки не требуется. Если система выбрала тип В, то может потребоваться проверить один размер, например, с использованием экрана помощи. Если выбран тип С или D, то размеры проверяются и сообщаются производителю. Этот процесс позволяет обновлять информацию по оборудованию, хранящуюся в файле данных по насосам.
Форма проверки размеров делится на разделы. Каждый раздел содержит конкретную информацию, относящуюся к каждой области применения.
Раздел информации по квоте отображает номер квотирования и дату его построения. Код детали уплотнения и выбранные/рекомендованные особенности показаны посредством номеров типов совместно с выбранным/рекомендованным типом сальника и муфты. Раздел информации по заказчику отображает имя заказчика, его местожительство, адрес и номера для связи. Раздел информации по посреднику отображает имя посредника, его местожительство, адрес и номера для связи.
Раздел детализации оборудования отображает идентификацию оборудования по производителю, модели, структуре/группе, типу расточки, типу муфты и размерам насоса.
Раздел условий эксплуатации предоставляет идентификацию и характеристики рабочей жидкости, а именно температуру, удельный вес, вязкость, концентрацию, процентное содержание частиц твердого вещества и т.д. и прочие условия эксплуатации, относящиеся к конструкции оборудования, например обороты вала, давление в коробке, давление всасывания и давление на выходе.
Раздел информации по оборудованию предоставляет пояснения по возможной модификации оборудования с целью получения правильной конструкции оборудования и способа получения правильных размеров оборудования.
Чертеж оборудования обеспечивает вид в разрезе с линиями размеров для уверенной визуальной идентификации размеров разработки конструкции любой модели уплотнения и соответствует разделу анализа по размерам оборудования. Раздел чертежа уплотнения обеспечивает вид в разрезе с линиями размеров и обозначениями размеров, которые соответствуют каждому размеру в разделе размеров уплотнения. Раздел специальной детализации отображает детализацию специальных конструкций с размерами, которые соответствуют размерам оборудования, предоставленным в форме проверки размеров.
Второй комплект чертежей уплотнения отображает вид спереди конструкции сальника и любых особенностей с размерами для проверки того, что уплотнение соответствует оборудованию по размерам, показанным в разделе размеров оборудования. Второй комплект чертежей оборудования обеспечивает вид спереди оборудования с ориентацией на схему размещения болтов оборудования. Раздел болтового соединения отображает минимальную окружность размещения болтов по размеру шпильки/болта и ширину прорези, которая позволяет пользователю анализировать соответствие с существующими размерами болтового соединения, предоставленными ниже.
Раздел размеров уплотнения отображает размеры уплотнения для выбранной модели уплотнения и позволяет пользователю произвести визуальный/инженерный анализ в отношении размеров имеющегося оборудования. Имеется ряд кнопок/экранов помощи, позволяющих любому пользователю идентифицировать, получать и анализировать данные с использованием научных методологий. Раздел размеров оборудования отображает размеры, хранящиеся в файле данных по насосам или введенные пользователем согласно режиму “Добавление насоса” для оборудования, и указывает размеры, подлежащие проверке.
Графические представления, отображаемые в этой форме, непосредственно соответствуют модели уплотнения, типу сальника, типу муфты и типу оборудования на основании профиля оборудования и результатов анализатора совместимости, хранящихся в файле базы данных по насосам.
В сводке по заводской стандартизации, изображенной на фиг.36, хранится информация для отдельного заказчика. Эта сводка сводится из квот, генерированных для конкретного заказчика. Эту информацию можно сортировать разными способами, например по номеру квоты, номеру детали уплотнения, производителя насоса или ярлыку оборудования. Эта форма отслеживает, сколько и каких типов уплотнений используется на заводе заказчика. Она также позволяет пользователю стандартизировать материалы конструкции, в то же время позволяя объединять конструкции уплотнения, подлежащего приобретению. Эту форму пользователь и заказчик также может использовать в качестве инструмента поиска для извлечения любой квоты или выходных форм для заводского применения.
Сводка по заводской стандартизации отображает столбцы относящихся к делу данных таких, например, как имя заказчика, идентификационный номер квоты и идентификационный номер насосной системы, ярлык оборудования или серийный номер, название производителя насоса, модель и структура/группа, размер насоса, тип расточки, обороты вала, номер модели уплотнения, размер уплотнения, код детали уплотнения совместно со специальными особенностями и т.д. Эти данные позволяют пользователю проверять данные, сопряженные с дублированием существующего уплотнения и оборудования, которое объединяет номер моделей уплотнения, используемых на заводе. Пользователь может сортировать эту информацию, например, по производителю насоса, номеру квоты, номеру детали уплотнения и номеру ярлыка оборудования. Эта возможность сортировки дает возможность отображать совокупности одинаковых насосов/оборудования или уплотнений по номеру детали, предоставляя пользователю системы возможность оптимизировать использование стандартизованных конструкций уплотнения для идентичных единиц оборудования.
Пользователь может распечатывать спецификации на материалы, квотирования и сводку из того, что отображается в данный момент. Эта возможность обеспечивает выходные формы для физических записей файла или использование заводской поддержкой или инженерным персоналом для проверки или размещения нового заказа на приобретение или когда в том месте нет компьютерных систем. Система также позволяет пользователю выбирать нового заказчика путем выбора иконки “Выбор нового заказчика”. Эта возможность позволяет производителю или посреднику отображать новую форму заводской стандартизации для любого другого заказчика в системе. Сводка по истории поддержки уплотнения также может предоставляться для анализа срока службы уплотнения для данного применения.
Описав различные выходные формы, выдаваемые проектировочным центром, обратимся вновь к фиг.3В, согласно которой на этапе 81 отделение ввода заказа экспортирует квоту в бухгалтерский блок для обработки. Фрагменты квоты также могут направляться в производственный центр (этап 82) для производства. На этапе 82 фиг.3В производственный центр использует графические представления и размеры, созданные проектировочным центром, для изготовления элемента.
Фиг.37 представляет собой логическую блок-схему, описывающую процесс, осуществляемый производственным центром системы. На этапе 649 производится определение, являются ли компоненты, подлежащие изготовлению, деталями уплотнения или вспомогательными изделиями. Если выясняется, что надлежит производить компоненты уплотнения, то осуществляется переход к этапу 650. На этапе 650 производится определение типа компонента уплотнения, подлежащего изготовлению. Если выясняется, что надлежит производить стандартные компоненты, осуществляется переход к этапу 651.
На этапе 651 производственные операции извлекаются из файла типов уплотнения и помещаются в последовательном порядке, в котором отделение производства планирует работу. Например, чтобы произвести сальник типа 1 для данной модели уплотнения, нужны четыре операции “ЧПУ” (обозначаемые здесь как ОП).
1-я ОП: первая операция - токарная обработка (на токарном центре/станке с ЧПУ).
2-я ОП: вторая операция - токарная обработка (на токарном центре/станке с ЧПУ).
3-я ОП: третья операция - фрезеровка (на фрезеровочном центре с ЧПУ).
4-я ОП: четвертая операция - фрезеровка (на фрезеровочном центре с ЧПУ).
Последовательность этапов производства определена заранее для каждой(го) модели/компонента и хранится в системе.
На этапе 652 создаются производственные распечатки с размерами, извлекаемыми из проектировочного центра. Каждый этап помещается в производственную распечатку в последовательном порядке, чтобы помогать станочнику производить элемент.
Распечатки могут представлять собой фрагменты или копии распечаток, создаваемых проектировочным центром. Например, чертеж стандартного сальника в проектировочном центре отображает сальник в двух различных видах, тогда как производственный центр показывает шесть видов, привязанных к производственным операциям, осуществляемым на каждом этапе. Если изготавливается муфта, то в производственном центре отображается тот же вид, который поступает из проектировочного центра. По причине простоты чертежа, используемого при производстве муфты, предусмотрены только две токарные операции и ни одной фрезеровочной операции с ЧПУ.
После создания производственных распечаток на этапе 653 из файла типов уплотнения выбираются хранящиеся там номера программ изготовления, которые перечисляются в распечатках рядом с каждой производственной операцией.
Стандартные шаблонные программы ЧПУ хранятся в файле типов уплотнения для каждого этапа производственного процесса. Стандартные размеры компонентов либо генерируются проектировочным центром, либо извлекаются из файла типов уплотнения и вставляются в шаблонную программу ЧПУ совместно с номером программы, присваиваемым на каждом этапе производственного процесса. После того как программы изготовления выбраны и помещены в распечатку, на этапе 654 производится выбор используемых материалов. При изготовлении стандартных компонентов используется либо отливка, либо “тюбинг”, либо “прутковый прокат”.
При изготовлении стандартного сальника или муфты номер литой детали сохраняется в файле типов уплотнения и помещается в производственную распечатку. Если стандартный компонент надлежит производить из тюбинга, то в файле перечисляются ВД, НД и длина тюбинга совместно с номером детали, на основании чего станочник знает, сколько материала надлежит отрезать и отпилить от стандартной длины. Эта информация также помещается в производственную распечатку.
В производственных распечатках также перечислены номера инструментов, номера крепежа, установочная информация и количество проходов каждой программы. Эта информация хранится в файлах типов уплотнения совместно с программами. В этом файле также хранятся цифровые фотографии гнезд для станочных инструментов и установок крепежа для станков с ЧПУ. Станочник может использовать эти фотографии в качестве визуальной ссылки для подтверждения правильности установки инструментов и крепежа.
Все стандартные компоненты можно производить из отливок, необработанного пруткового или тюбингового проката или других материалов. Информация по этим материалам может храниться в базе данных типов уплотнения или в реестре или в другой базе данных. Система сравнивает ВД, НД и длину изготовляемой детали сначала с отливками, затем с прутковыми и тюбинговыми материалами, чтобы определить, имеется ли материал на складе. Если соответствие не найдено, может производиться сравнение размеров изготовляемых деталей с информацией, хранящейся в базе данных по различным поставщикам, относящейся к размерам стандартного необработанного тюбингового или пруткового проката, с целью выбрать правильный материал и генерировать заказ на приобретение материала, возможно, без вмешательства человека.
Производственные распечатки, укомплектованные номерами программ изготовления, информацией планирования, установочной информацией и количествами проходов, можно экспортировать на главный компьютер (этап 681) для извлечения отделом автоматического планирования.
На этапе 682, в зависимости от приоритетов отдела планирования, компьютер принимает решение по производственным приоритетам на основании дат отправки, дат получения заказа и т.п. В зависимости от приоритета создаются производственные распечатки и программы изготовления загружаются непосредственно и автоматически в станки с ЧПУ для изготовления (этап 683).
Если результатом этапа 650 является модификация стандартного сальника, то осуществляется переход к этапу 655. На этапе 655 информация по модификации берется из проектировочного центра и определяется последовательность этапов производства. На этапе 656 создается производственная распечатка, детализирующая только модификацию. На этапе 657 производится выбор программ ЧПУ для каждой модификации, и номер программы заносится в распечатку. На этапе 658 из реестра выбирается обработанная отливка, подлежащая модификации, проверяется склад и, при необходимости, создается заказ на приобретение. На этапе 681 программы ЧПУ экспортируются на главный компьютер для использования в процессе производства. На этапе 682 осуществляется планирование производства, а на этапе 683 программа загружает в станки с ЧПУ для изготовления.
Если на этапе 650 выясняется, что надлежит изготовить специальный сальник, то осуществляется переход к этапу 659. На этапе 659 определяются операции и последовательность этапов производства. На этапе 660 создаются производственные распечатки с использованием графических представлений и размеров, созданных проектировочным центром. На этапе 661 производится определение материала для изготовления сальника. Если решено, что можно использовать необработанную отливку, то осуществляется переход к этапу 662. На этапе 662 производится выбор шаблонной программы ЧПУ для специального сальника. Каждой модели уплотнения соответствует отдельная шаблонная программа, хранящаяся в файле типов уплотнения. Размеры, вычисленные проектировочным центром, вводятся в программу. На этапе 663 производится выбор необработанной отливки или, если на складе нет необработанной отливки, делается заказ на приобретение. На этапе 681 программа ЧПУ экспортируется на главный компьютер. На этапе 682 изготовление элемента вносится в производственный план, и на этапе 683 программа загружается в станок с ЧПУ для изготовления.
Если на этапе 661 выясняется, что надлежит использовать литую заготовку, то осуществляется переход к этапу 684. На этапе 684 производится выбор шаблонных программ для процесса производства, и в шаблоны вставляются размеры из проектировочного центра. На этапе 685 производится выбор номера литой заготовки, подлежащей использованию, проверяется уровень запасов и, при необходимости, создается заказ на приобретение. Этапы 681, 682 и 683 осуществляются таким же образом, как было описано выше.
Если на этапе 661 выясняется, что надлежит использовать прутковый или тюбинговый прокат, то осуществляется переход к этапу 664. На этапе 664 производится выбор шаблонных программ для производства и размеры из проектировочного центра вставляются в шаблоны.
На этапе 665 производится выбор материала, проверка уровня запасов и может создаваться заказ на приобретение. Этапы 681, 682 и 683 осуществляются таким же образом, как было описано выше.
Если на этапе 650 выясняется, что надлежит изготавливать специальную муфту, то осуществляется переход к этапу 666. На этапе 666 производится определение и планирование производственных операций. На этапе 667 создается производственная распечатка с использованием графических представлений из проектировочного центра, показывающая этапы производственного процесса. На этапе 668 производится определение, можно ли использовать литую муфту. Если на этапе 668 принимается решение, что литую муфту можно использовать, то осуществляется переход к этапу 669. На этапе 669 производится выбор шаблонных программ для производства и размеры из проектировочного центра вставляются в шаблоны. На этапе 670 производится выбор номера отливки и, если уровни запасов низкие, то создается заказ на приобретение. Далее следуют этапы 681, 682 и 683, которые осуществляются таким же образом, как было описано выше.
Если на этапе 668 выясняется, что муфту надлежит изготавливать из необработанного проката, то осуществляется переход к этапу 671. На этапе 671 производится выбор шаблонных программ для производства и размеры из проектировочного центра вставляются в шаблоны. На этапе 672 определяется размер запаса, проверяется реестр и материалы могут заказываться. Этапы 681-683 осуществляются таким же образом, как было описано выше.
Если на этапе 650 выясняется, что надлежит производить компонент специального уплотнения или деталь уплотнения составного типа, то осуществляется переход к этапу 673. На этапе 673 производится определение и планирование производственных операций. На этапе 674 создается производственная распечатка с использованием графических представлений, созданных проектировочным центром. На этапе 675 производится выбор шаблонных программ для производства и размеры, вычисленные проектировочным центром, вставляются в шаблоны. На этапе 676 производится выбор материала, проверка запаса и могут создаваться заказы на приобретение. Этапы 681, 682 и 683 осуществляются таким же образом, как было описано выше.
Если на этапе 649 выясняется, что необходимо производить вспомогательное изделие, то осуществляется переход к этапу 677. На этапе 677 производится определение и планирование операций. На этапе 678 создаются производственные распечатки с использованием графических представлений из проектировочного центра. На этапе 679 производится выбор шаблонных программ для каждой операции и номера этих программ вносятся в производственные распечатки. На этапе 680 производится выбор материала, проверка склада и, при необходимости, создаются заказы на приобретение. Этапы 681-683 осуществляются таким же образом, как было описано выше.
Эта система может также быть снабжена особенностями пропаганды/рекламы и послепродажного обслуживания. Например, пользователю системы могут быть представлены особенности уплотнений картриджной конструкции и составных уплотнений и сравнительный анализ этих двух типов уплотнений. Система может представить особенности стационарно подпружиненных картриджных уплотнений в совокупности со сравнительной информацией по вращающимся и неподвижным конструкциям металлических сильфонов.
Система может выдавать графические представления одинарных и двойных стационарно подпружиненных картриджных уплотнений с указаниями точек протечки, условиями, причинами и способами доводки в случаях возникновения проблем при установке уплотнения на оборудование. Кроме того, графические представления деталей уплотнения могут отображаться совместно с идентифицированными условиями для деталей и анализом отказов с указанием причин отказа и способами доводки деталей после разборки уплотнения. Система может сообщать порядок и процедуры возврата уплотнений на фабрику для замены на другие уплотнения или для их ремонта в фабричных условиях. Формы включают в себя информацию по замене уплотнений для ремонта и анализ отказов, которая согласована с требованиями управляющего агентства. Пользователь системы может представлять инструкции по установке для любой модели уплотнения совместно со схемами трубопроводов для особенностей уплотнения. Система может представлять формы данных по применению, подлежащие отправке на фабрику, когда рабочая жидкость не найдена в базе данных. Такая форма позволяет пользователю собирать данные для выбора, квотирования и проектирования механического уплотнения. Система может представлять словарь терминов, используемых в системе для различных технических терминов, используемых в области уплотнений и посредством технических связей, применяемых в области механических уплотнений.
Такая система может быть реализована в виде компьютерного устройства посредством аппаратного или программного обеспечения или их сочетания. Например, компьютерная система может заключать в себе память (например, дискету, компакт-диск или жесткий диск), которая содержит компьютерную программу или структуру данных для обеспечения общего предназначения компьютера, команды и данные для выполнения функций различных аспектов системы.
Например, компьютерная система, посредством которой может использоваться настоящее изобретение, может включать в себя устройство указания, устройство буквенно-цифрового ввода, дисплей, процессор, память и запоминающее устройство со съемным носителем, все это соединенное посредством коммуникационной шины. Следует понимать, что эта система является всего лишь иллюстративной, и что настоящее изобретение не ограничивается использованием системы этой конкретной конфигурации, и что возможны другие конфигурации.
Устройство указания может представлять собой, например, джойстик, трекбол или мышь. Устройство буквенно-цифрового ввода может включать в себя клавиатуру, которая позволяет пользователю осуществлять ввод в систему текстовой, числовой или иной информации, связанной с нажатием клавиш. Устройство указания совместно с устройством буквенно-цифрового ввода можно именовать устройством ввода, которое может включать в себя другие средства, с помощью которых пользователь может вводить данные, например устройство ввода речевых команд. Дисплей может представлять собой экран ЭЛТ (электронно-лучевой трубки) или аналогичное устройство, которое позволяет пользователю визуализовать взаимодействие с компьютерной системой, и включает в себя контроллер дисплея для перевода информации из коммуникационной шины в управляющую информацию для управления дисплеем. Процессор может представлять собой компьютер общего назначения. Память может состоять из запоминающих устройств, таких как жесткие диски или приводы оптических дисков, ОЗУ (оперативное запоминающее устройство), ПЗУ (постоянное запоминающее устройство) или иные запоминающие устройства или их сочетание. Запоминающее устройство со съемным носителем может представлять собой привод zip-диска, привод CD-ROM, стример или дисковод. Запоминающее устройство со съемным носителем обычно используется для загрузки, резервирования или обновления операционной системы компьютерной системы и для загрузки программного приложения и данных, включающих в себя программное обеспечение и данные для выбора уплотнения.
Для создания этой системы можно использовать некоторые средства компьютерного программирования, включая языки программирования общего назначения и программы для создания баз данных. Согласно одному варианту реализации, система, представленная на фиг.2, реализуется с использованием файлов сценария, создаваемых с использованием программного приложения File Marker Pro, запускаемого из-под операционной системы Windows95. Базы данных реализуются с использованием файлов сценария базы данных, и выполнение различных модулей также реализуется в виде сценариев для доступа к этим файлам данных. Следует понимать, что настоящее изобретение не ограничивается отдельным языком программирования компьютера или отдельной системой программирования базы данных или операционной системой. Следует также понимать, что базы данных можно задавать в виде одного файла данных, например файла электронной таблицы, сценария базы данных, или можно генерировать в виде нескольких компьютерных файлов.
Программное обеспечение выбора уплотнения, включающее в себя компьютерные программы, реализующие аспекты системы, может храниться на съемном носителе информации, считываемом компьютером, например, CD-ROMe, ленте или дискете. Программное обеспечение можно скопировать в неизменном виде с носителя информации в компьютерную систему (например, на жесткий диск), чтобы сохранить съемный носитель информации для резервного копирования. В ходе использования программного обеспечения выбора уплотнения, программное обеспечение, в общем случае, частично хранится в оперативной памяти и выполняется на процессоре. При запуске моделирующего программного обеспечения на компьютерной системе пользователь обычно дает команды и вводит данные посредством устройства ввода.
Теперь, когда описан вариант реализации изобретения, специалистам в данной области должно быть очевидно, что вышеизложенное является всего лишь иллюстрацией, но не ограничением, и представлено только в качестве примера. Специалисту очевидно, что объем настоящего изобретения охватывает многочисленные модификации и другие варианты реализации. Следует понимать, что вышеизложенное является всего лишь примером системы для выбора механических уплотнений. Настоящее изобретение можно также использовать для обеспечения выбора подшипников, уплотнительных колец, средств сцепления, деталей насоса, лабиринтных уплотнений и кромочных самоподжимных уплотнений. Следует также понимать, что, хотя изобретение было описано применительно к заданной совокупности возможных уплотнений, систему можно расширить, включив в нее конструкции уплотнения, конструкции сальника и муфты и конструкции вспомогательных изделий, которые можно разрабатывать. Соответственно, настоящее изобретение не ограничено отдельной совокупностью уплотнений, насосов, оборудования или иных деталей, относящихся к подобным системам. Эти и иные модификации находятся в пределах объема настоящего изобретения, который представлен нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СРАВНЕНИЯ И ВЫБОРА УСТРОЙСТВ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ | 2002 |
|
RU2325692C2 |
| ПРОИЗВОДСТВЕННЫЕ БАЗЫ, СПОСОБЫ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СЕМЯН | 2011 |
|
RU2592381C2 |
| СПОСОБ КОНФИГУРИРОВАНИЯ И/ИЛИ ОСНАЩЕНИЯ САЛОНА ТРАНСПОРТНОГО СРЕДСТВА, В ЧАСТНОСТИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2011 |
|
RU2594043C2 |
| ПЕРЕВОДЧЕСКИЙ СЕРВИС НА БАЗЕ ЭЛЕКТРОННОГО СООБЩЕСТВА | 2015 |
|
RU2604984C1 |
| ПРОГНОЗИРОВАНИЕ РАБОТЫ ЗАДВИЖКИ НА ОСНОВАНИИ ЛАБОРАТОРНЫХ ИСПЫТАНИЙ | 2014 |
|
RU2681989C2 |
| СПОСОБ И СИСТЕМЫ ДЛЯ СОЕДИНЕНИЯ СТЕКЛОВОЛОКОННОЙ ТРУБЫ | 2012 |
|
RU2625393C2 |
| Система для предоставления консультаций экспертов в режиме реального времени | 2019 |
|
RU2726259C1 |
| СПОСОБ КОНФИГУРИРОВАНИЯ И/ИЛИ ОСНАЩЕНИЯ САЛОНА ТРАНСПОРТНОГО СРЕДСТВА, В ЧАСТНОСТИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2011 |
|
RU2591833C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ОПТИМИЗАЦИИ КОРМА ДЛЯ ДОМАШНИХ ЖИВОТНЫХ | 2001 |
|
RU2269158C2 |
| ВЫЧИСЛИТЕЛЬНАЯ СИСТЕМА И СПОСОБ ФОРМИРОВАНИЯ АНАЛИТИЧЕСКИХ ДАННЫХ, ОТНОСЯЩИЕСЯ К СПОСОБУ ОБРАБОТКИ ПРОЕКТНЫХ ПРЕДЛОЖЕНИЙ И ЗАЯВОК | 2003 |
|
RU2329538C2 |
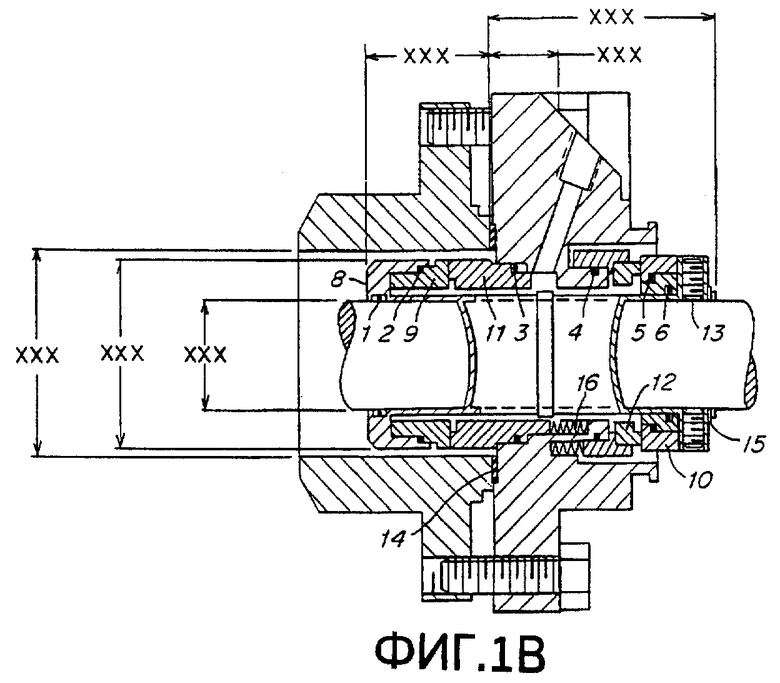
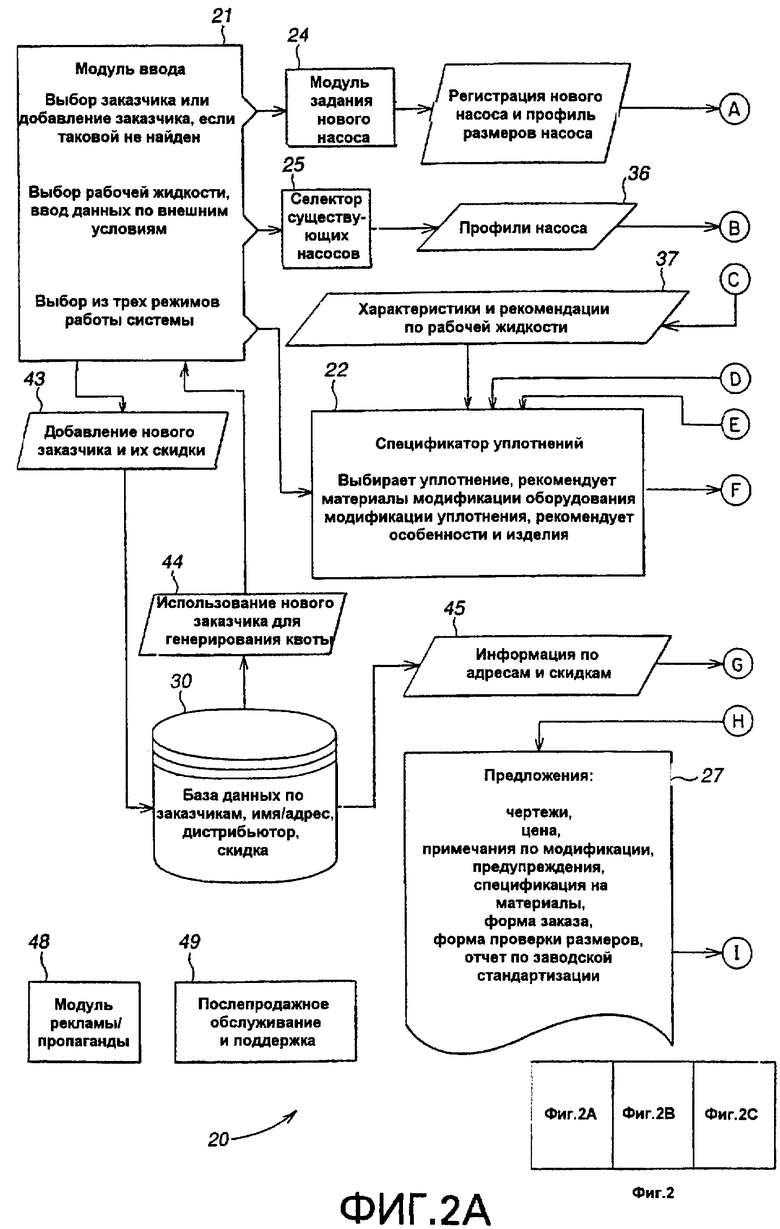
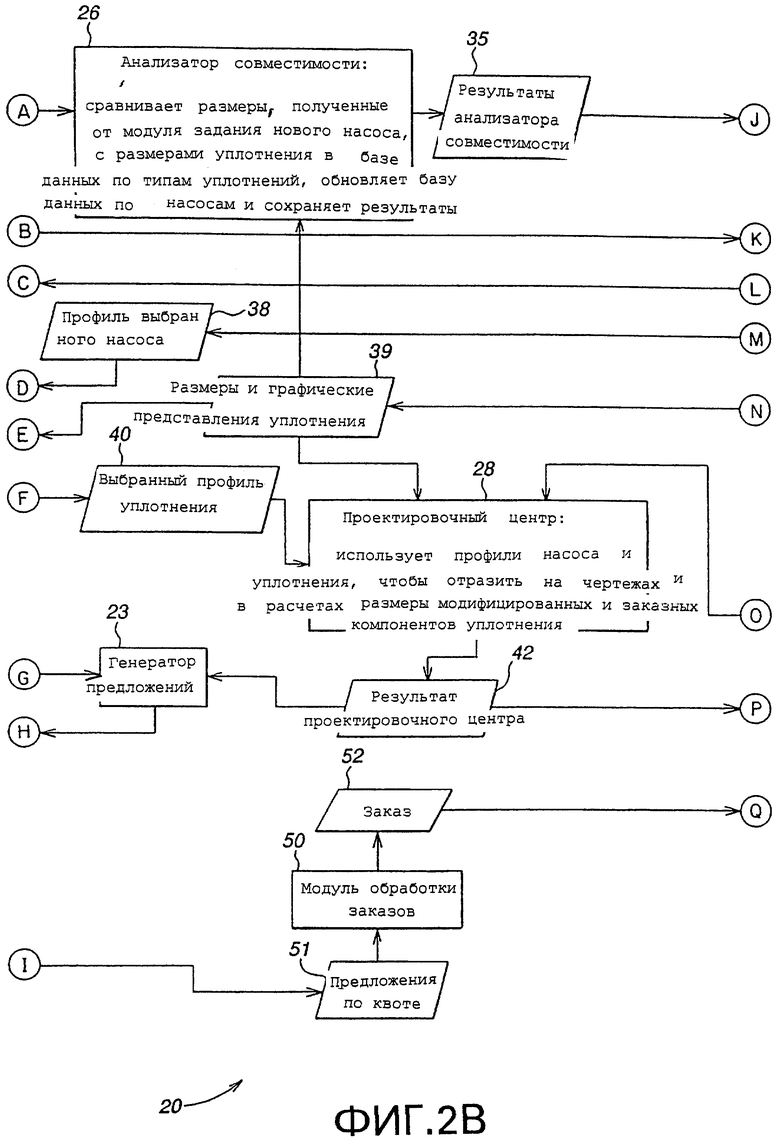
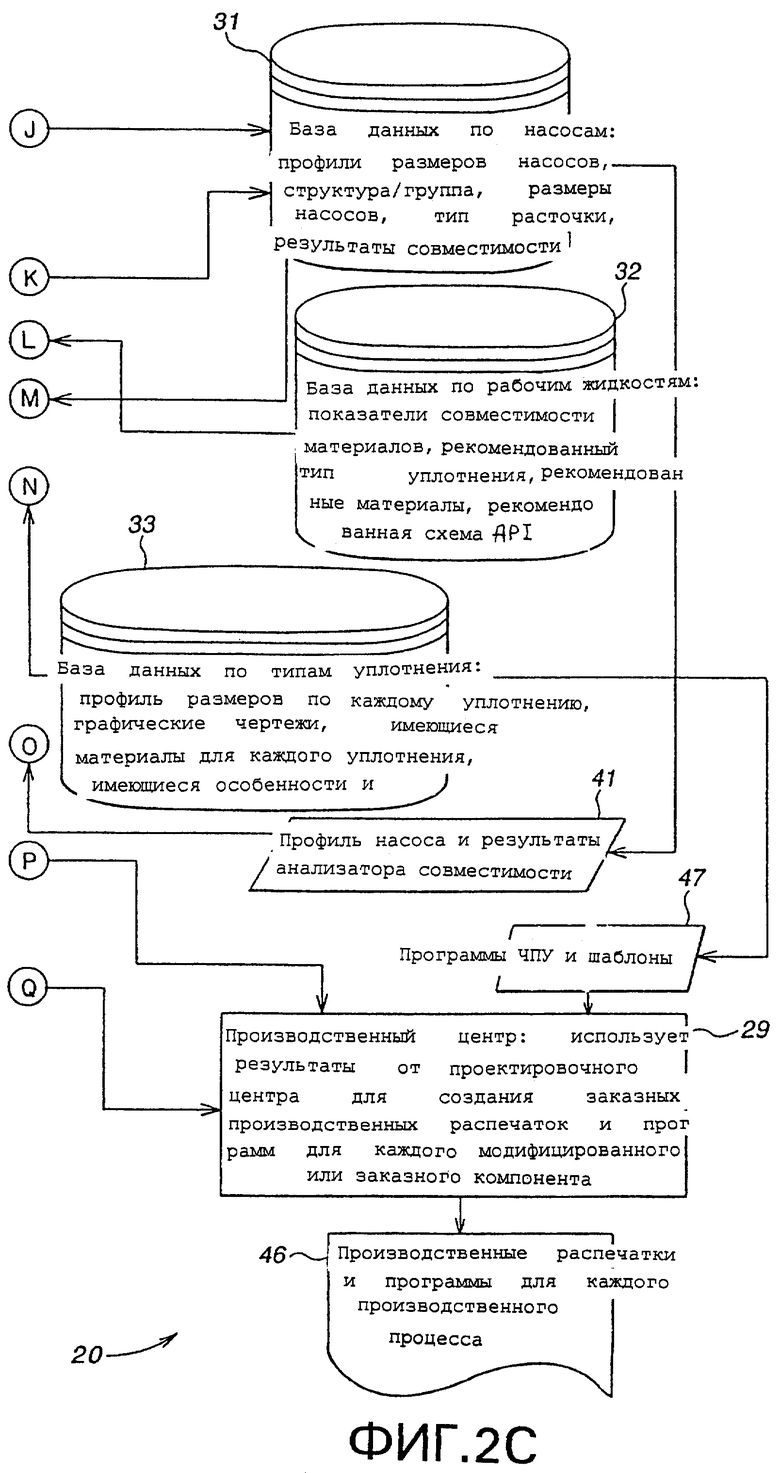
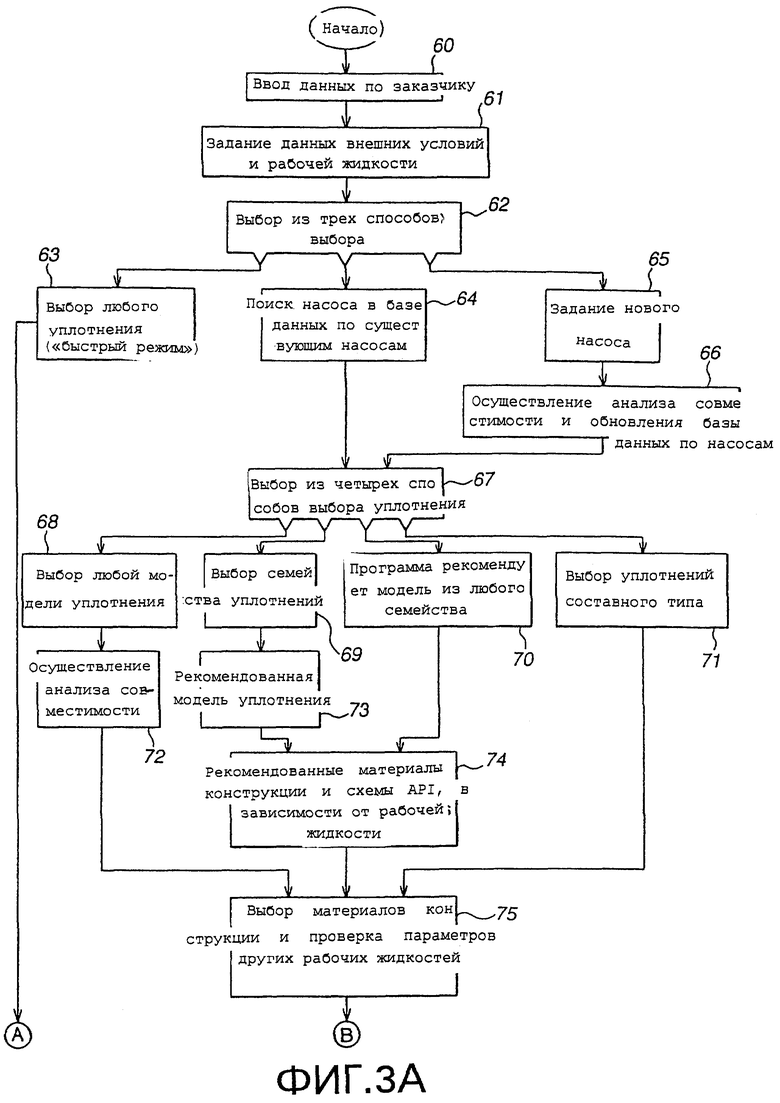
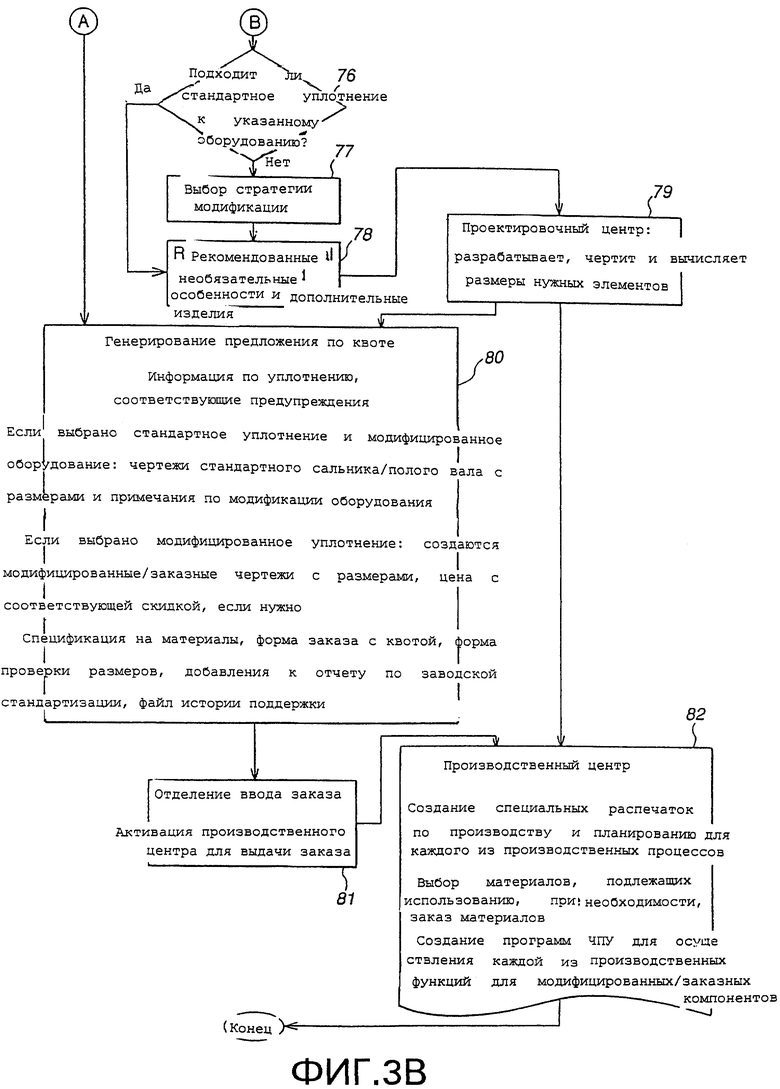
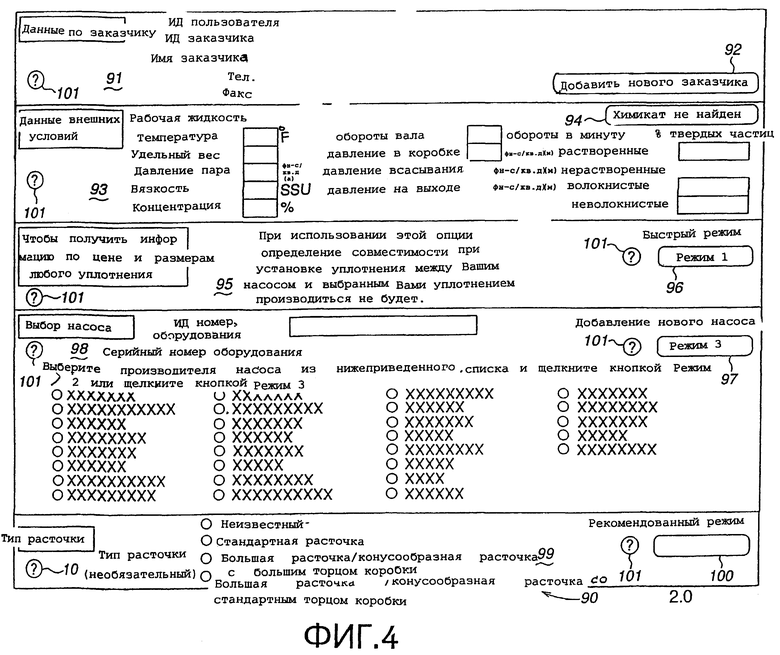
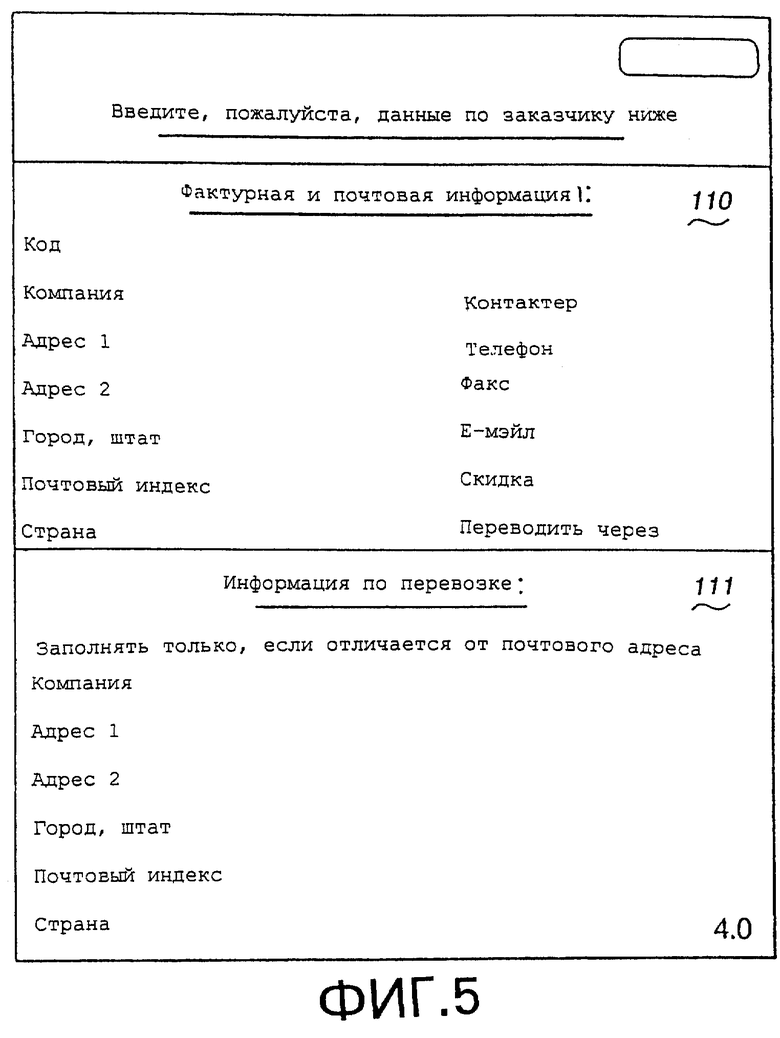
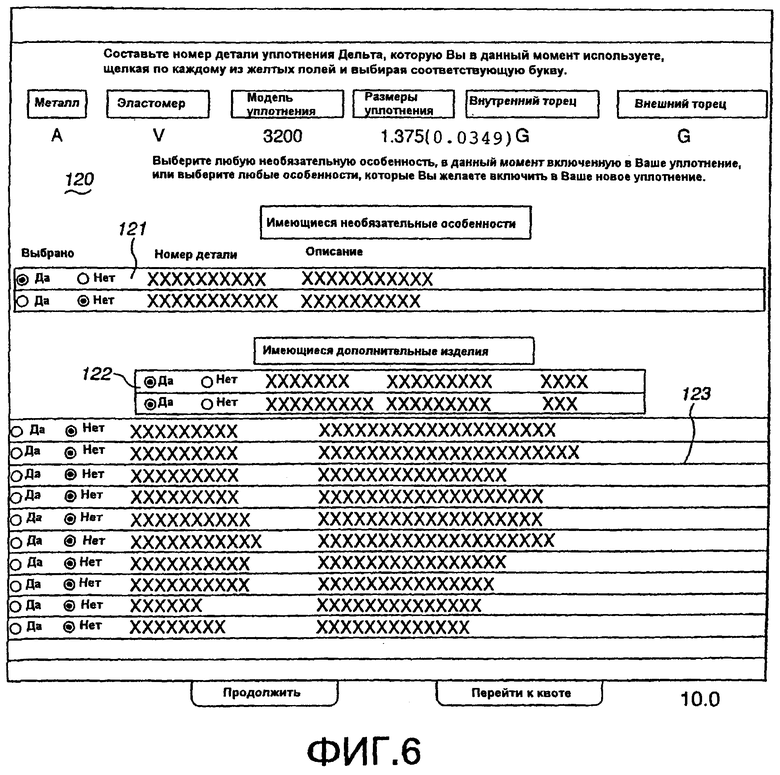
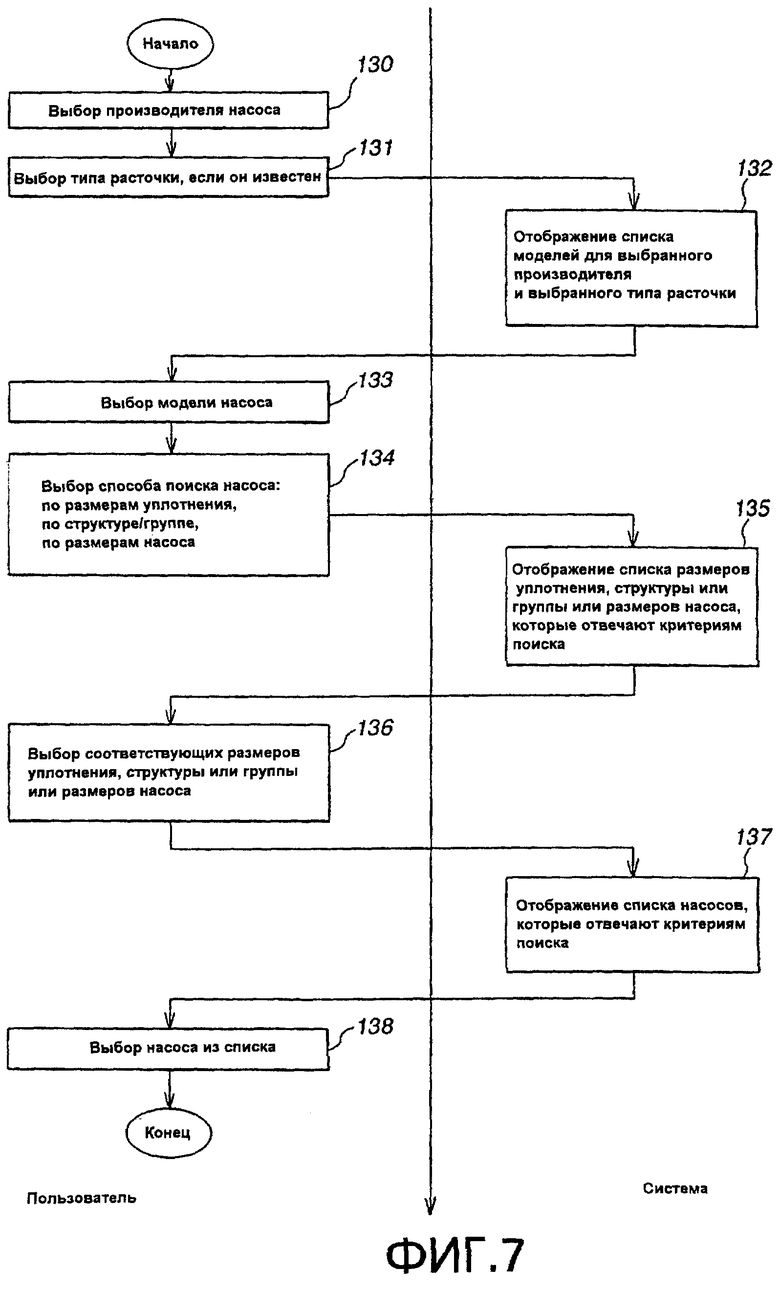
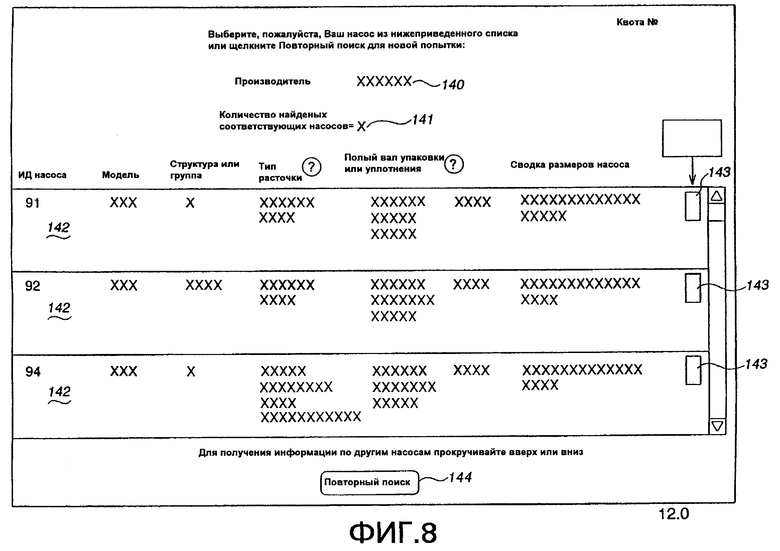
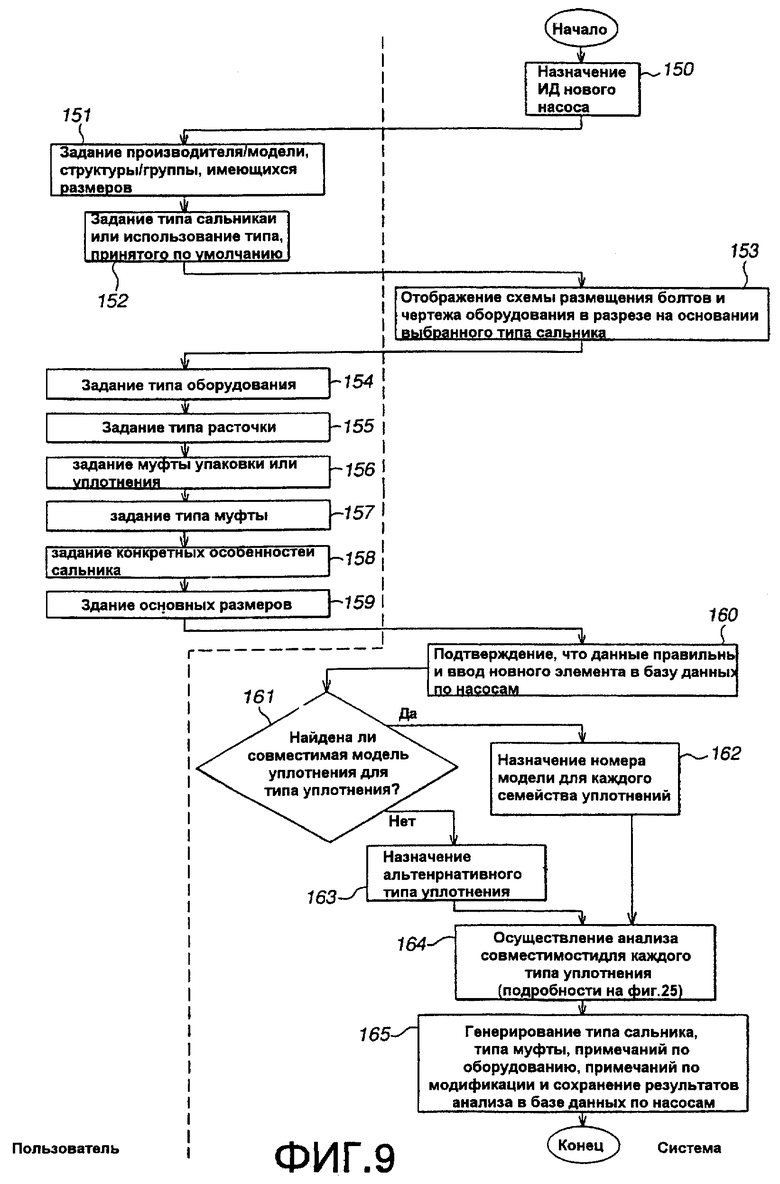
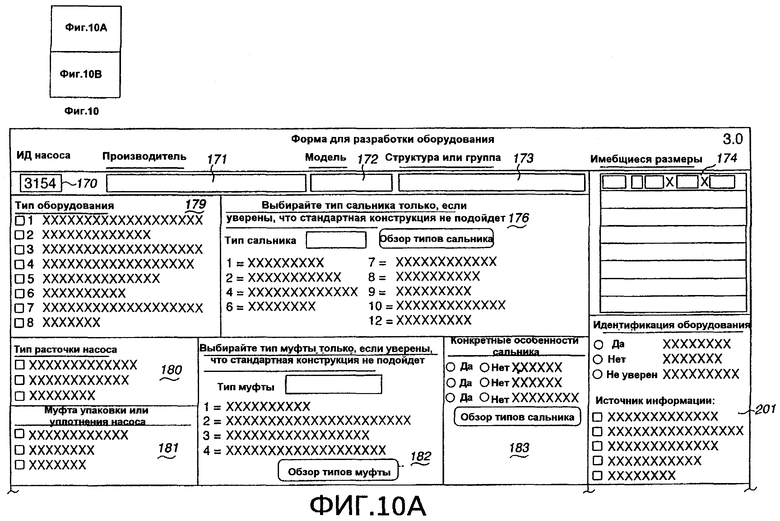
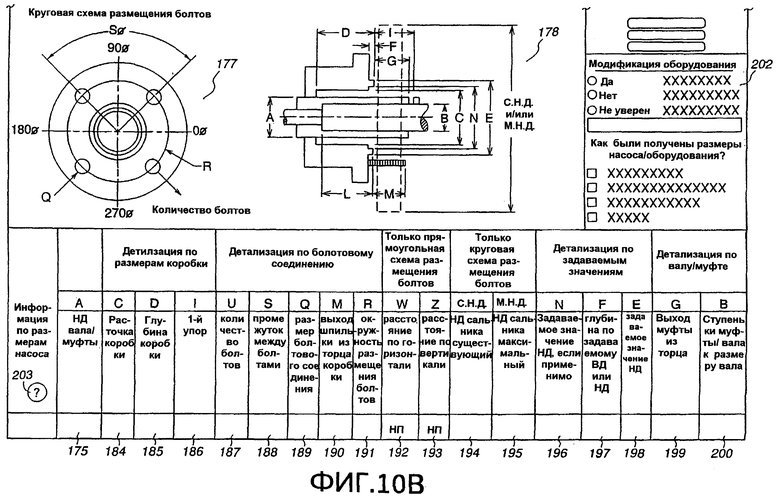
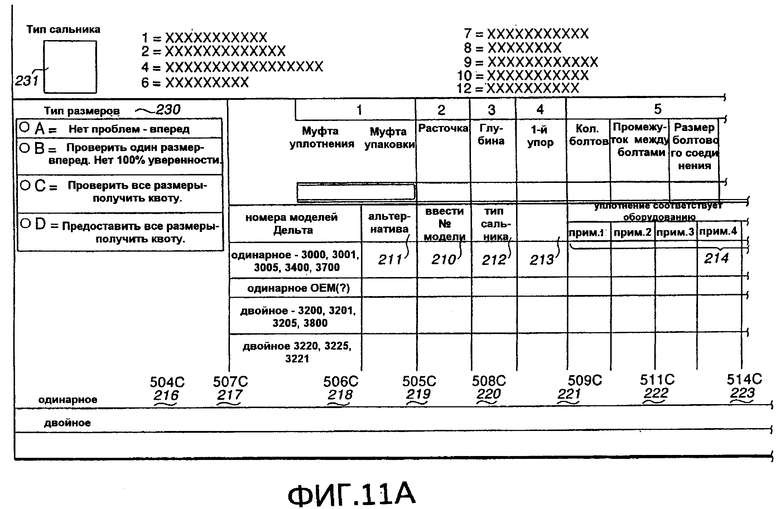
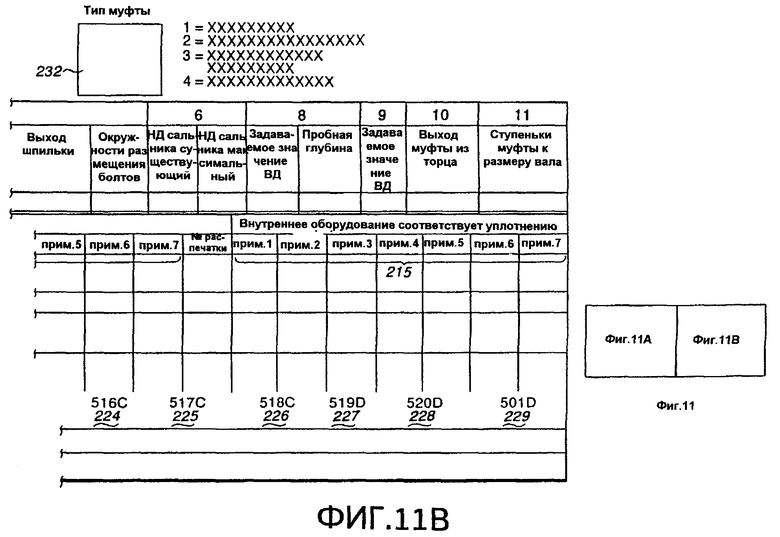
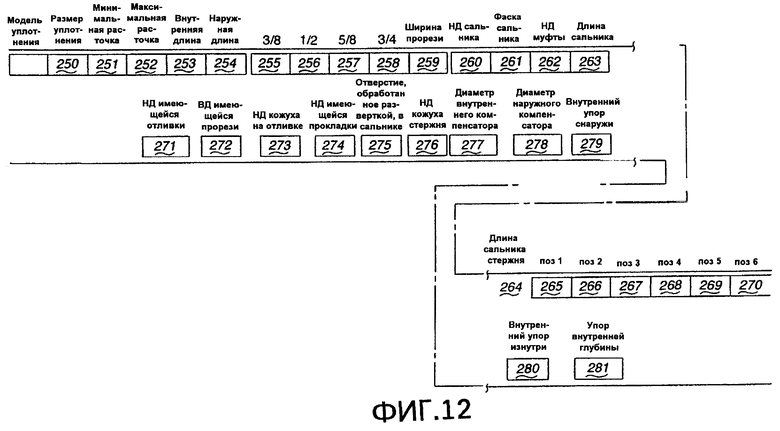
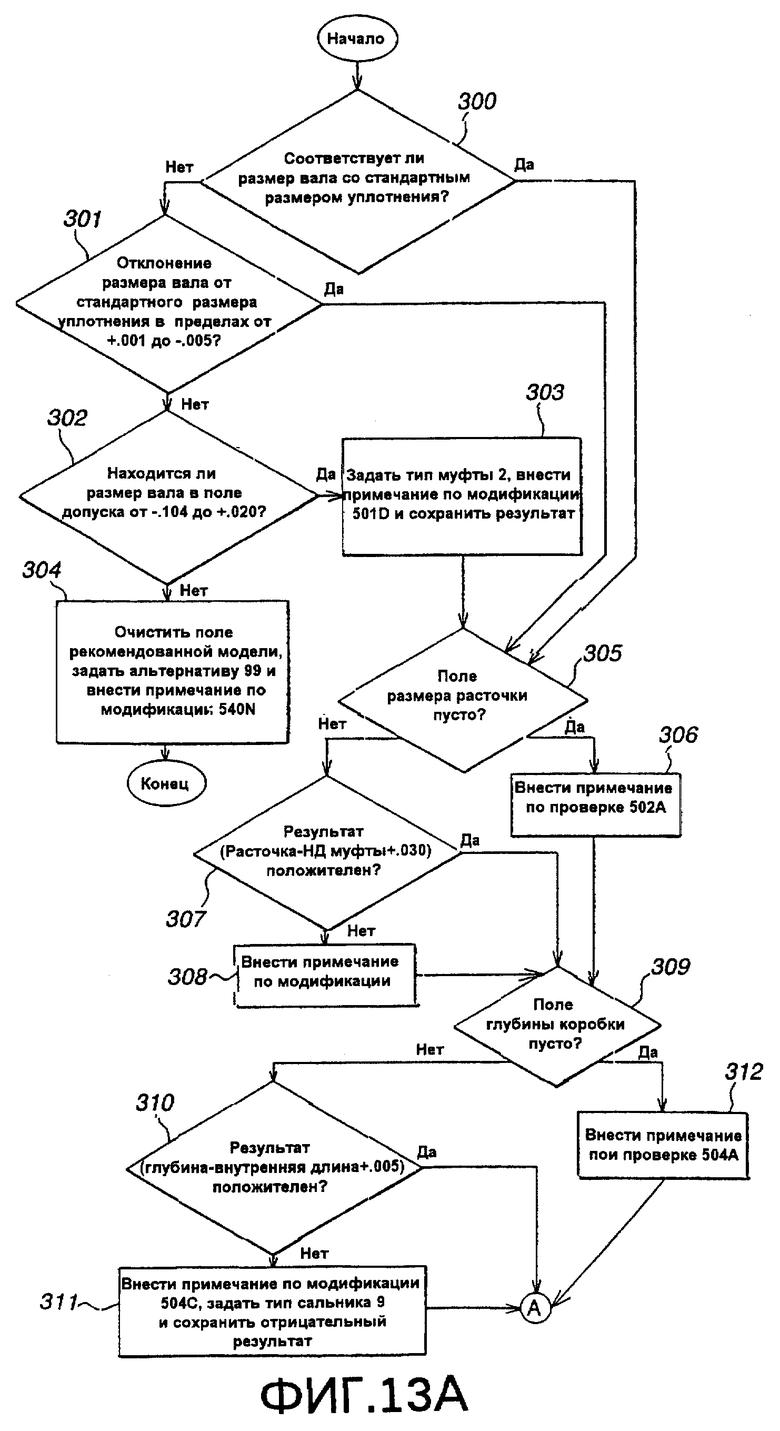
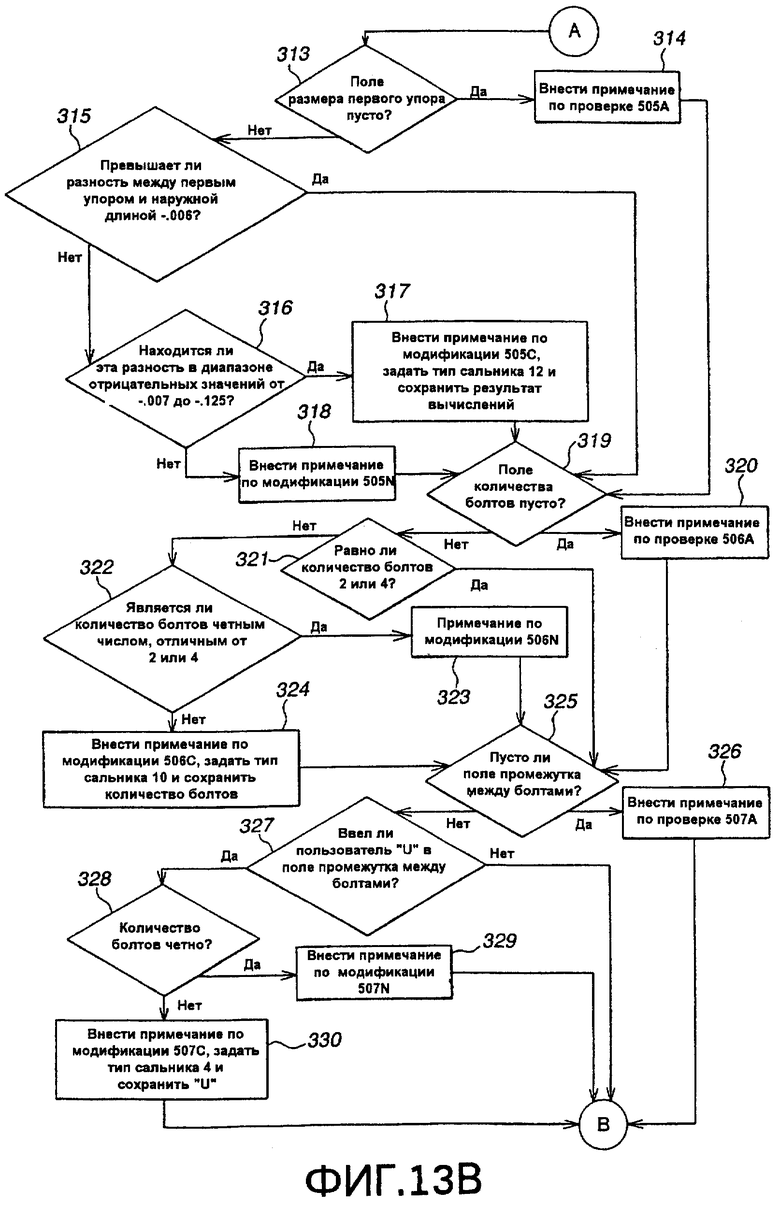
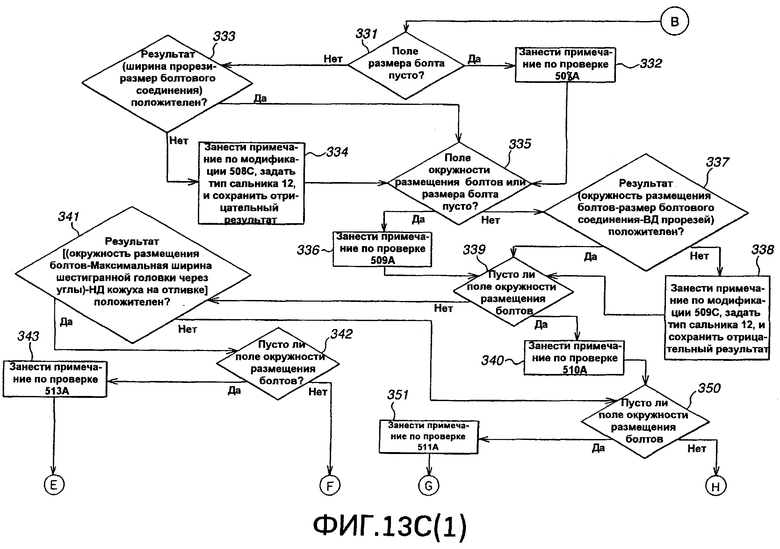
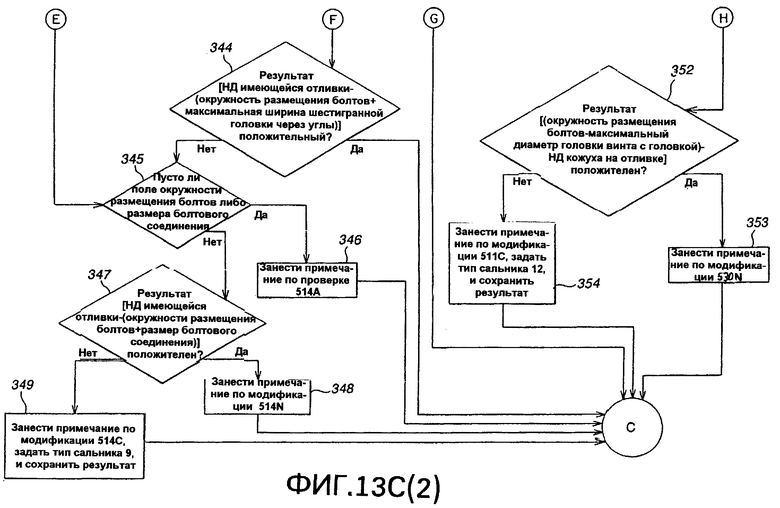
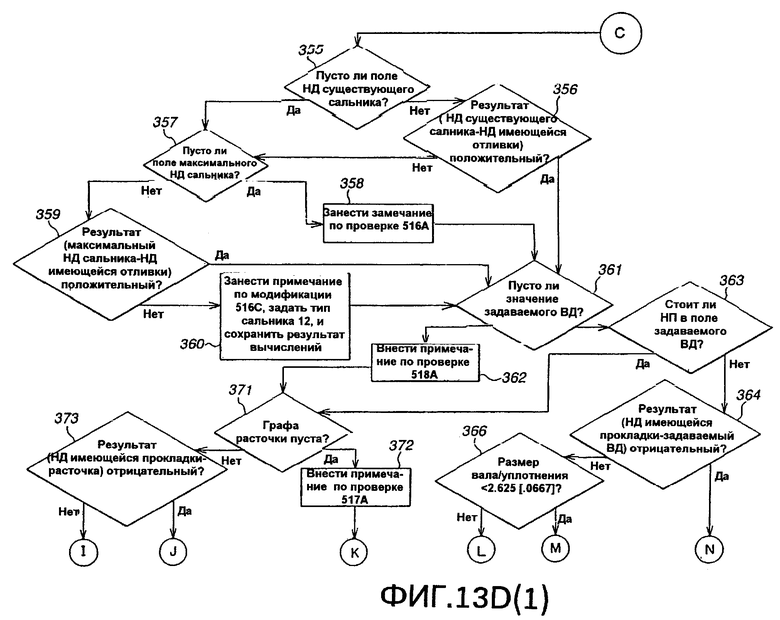
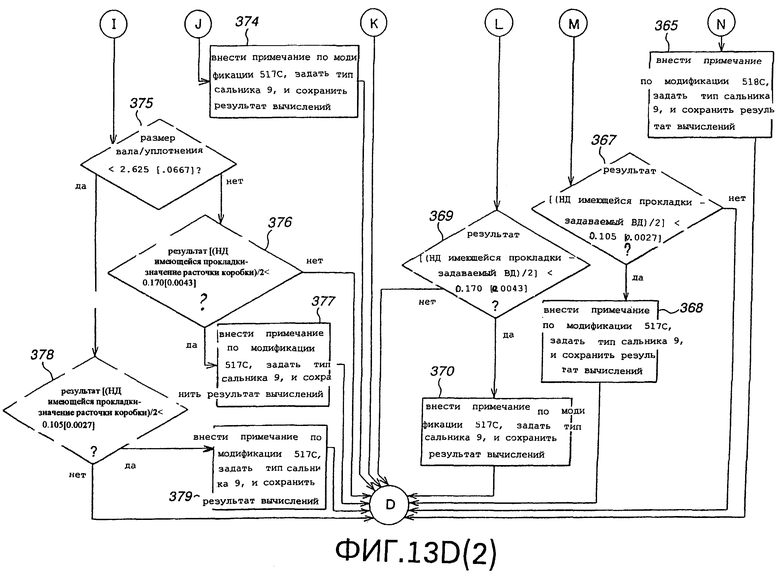
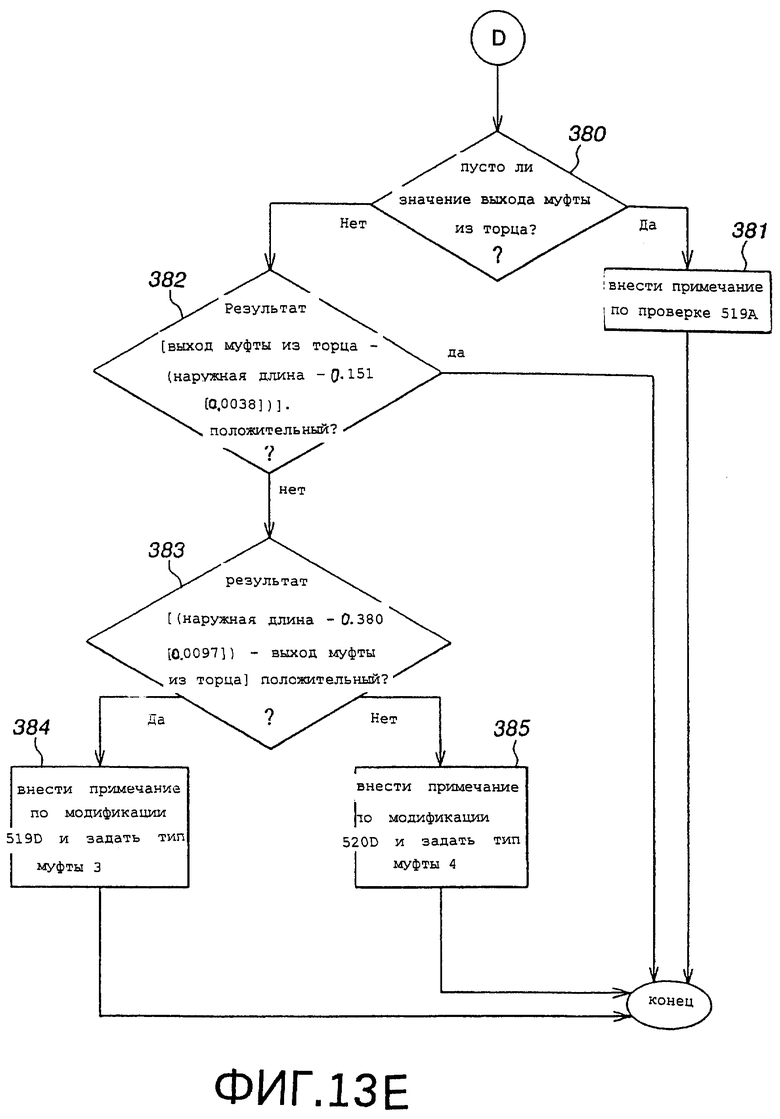
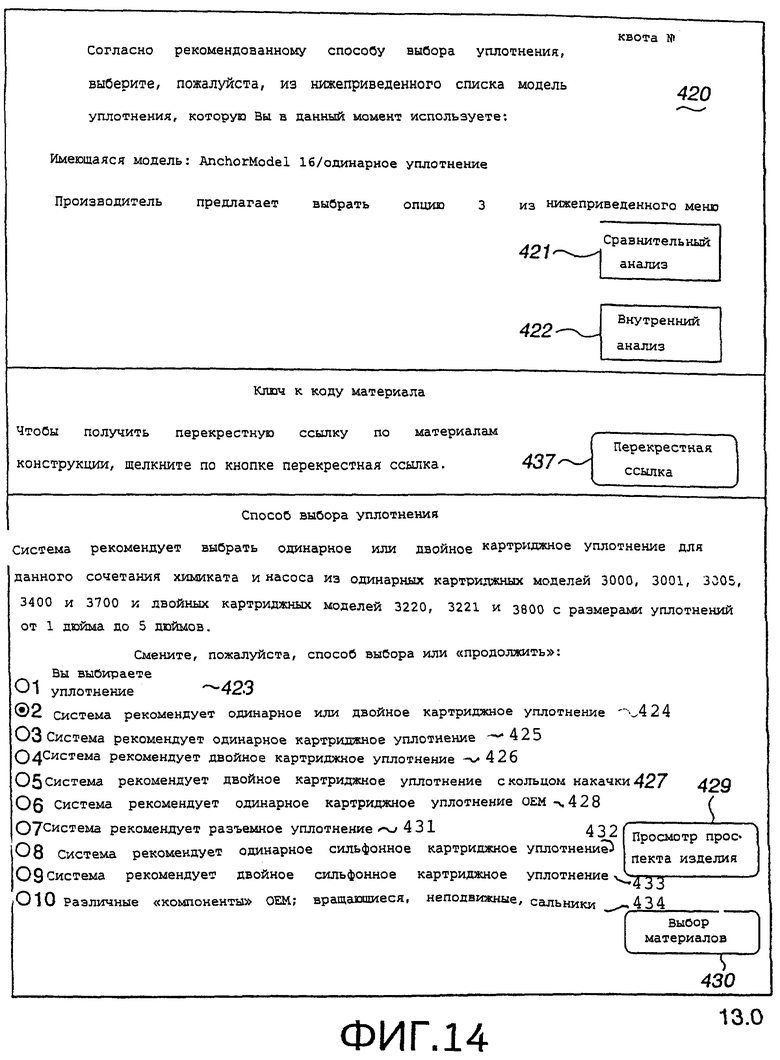
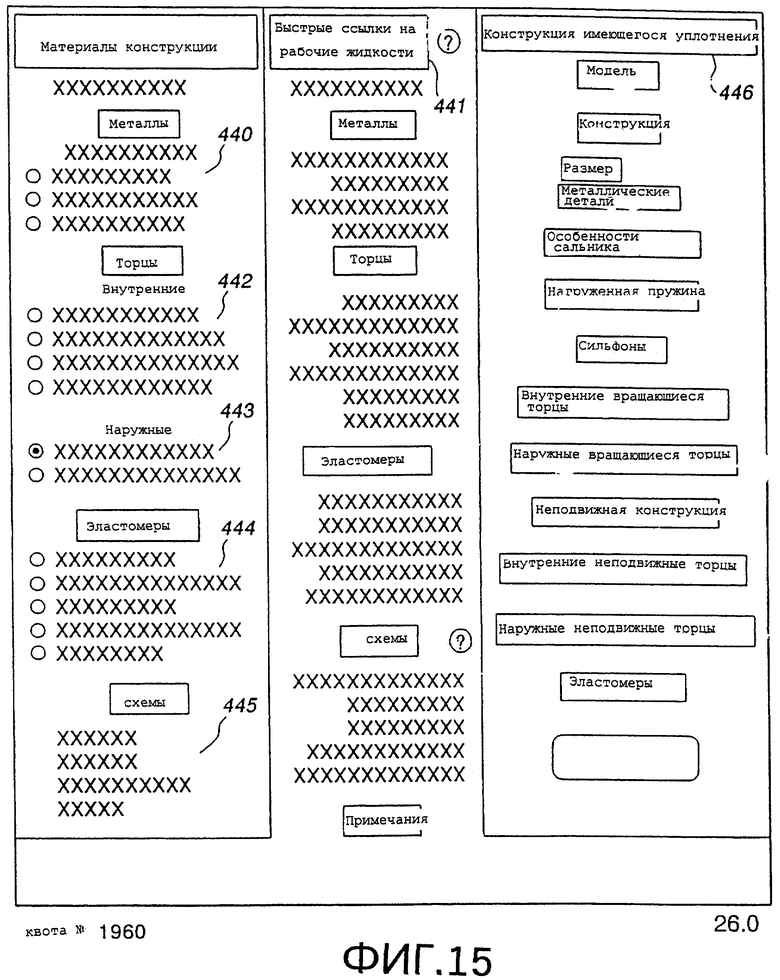
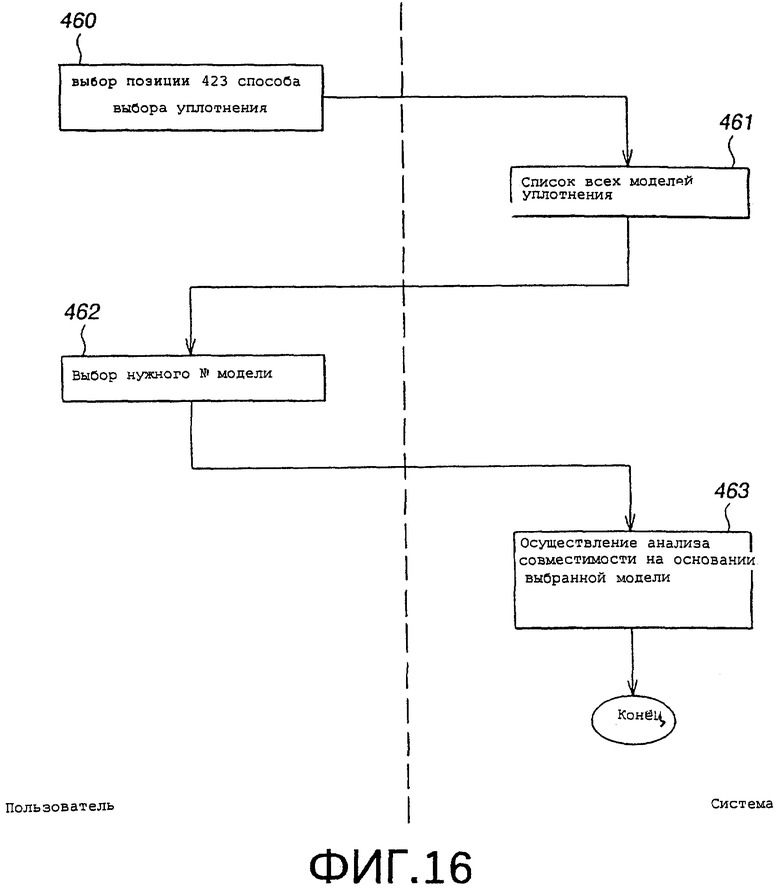
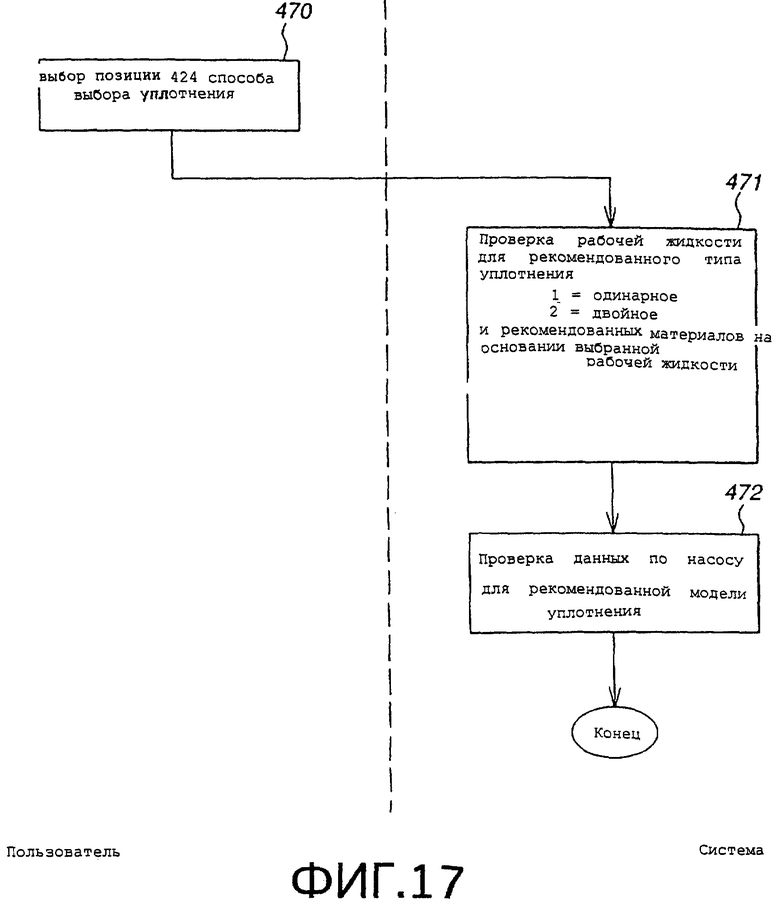
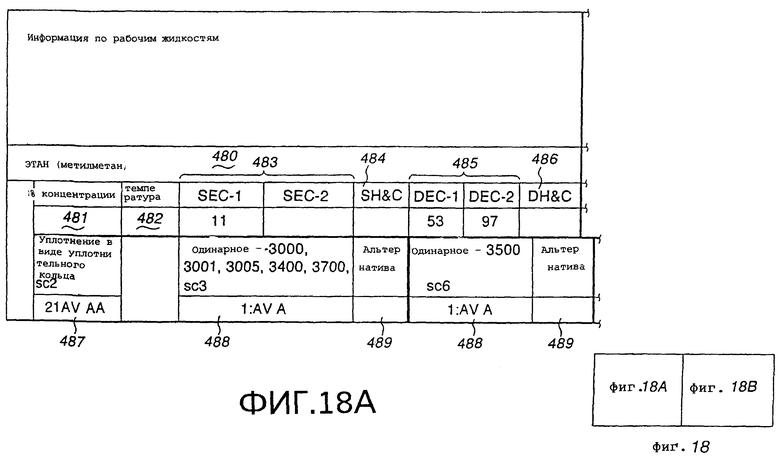
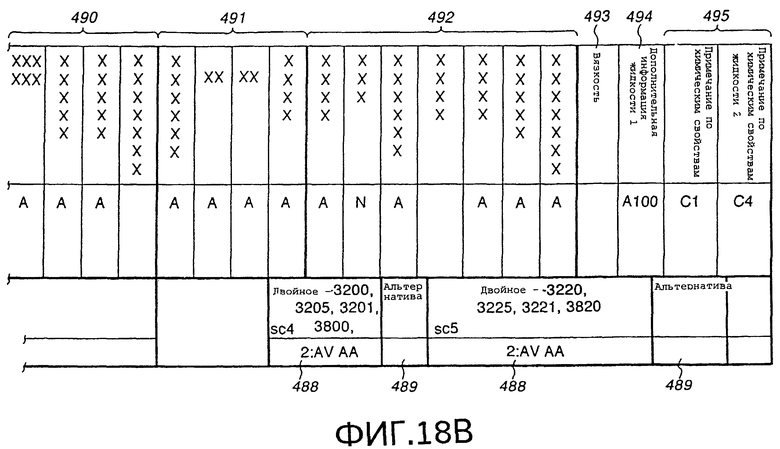
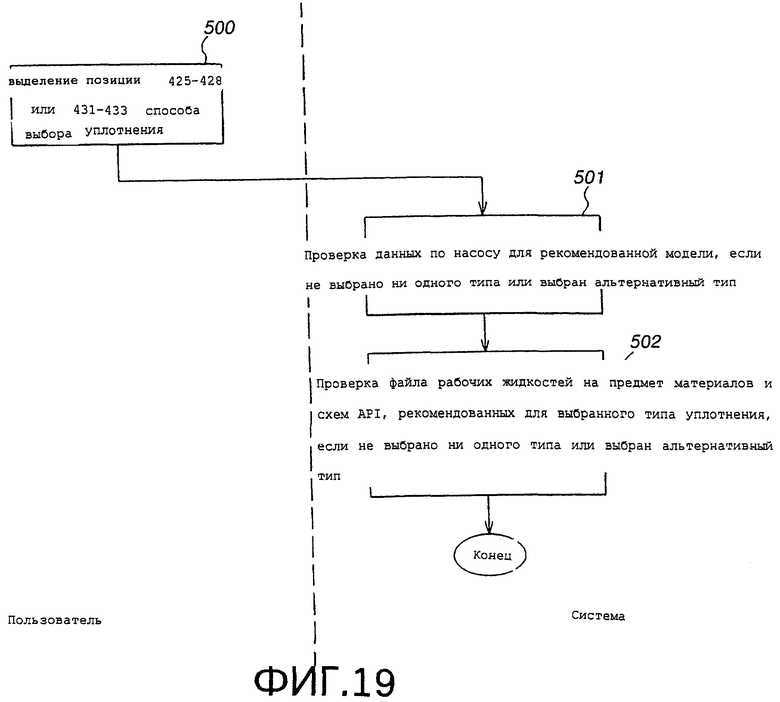
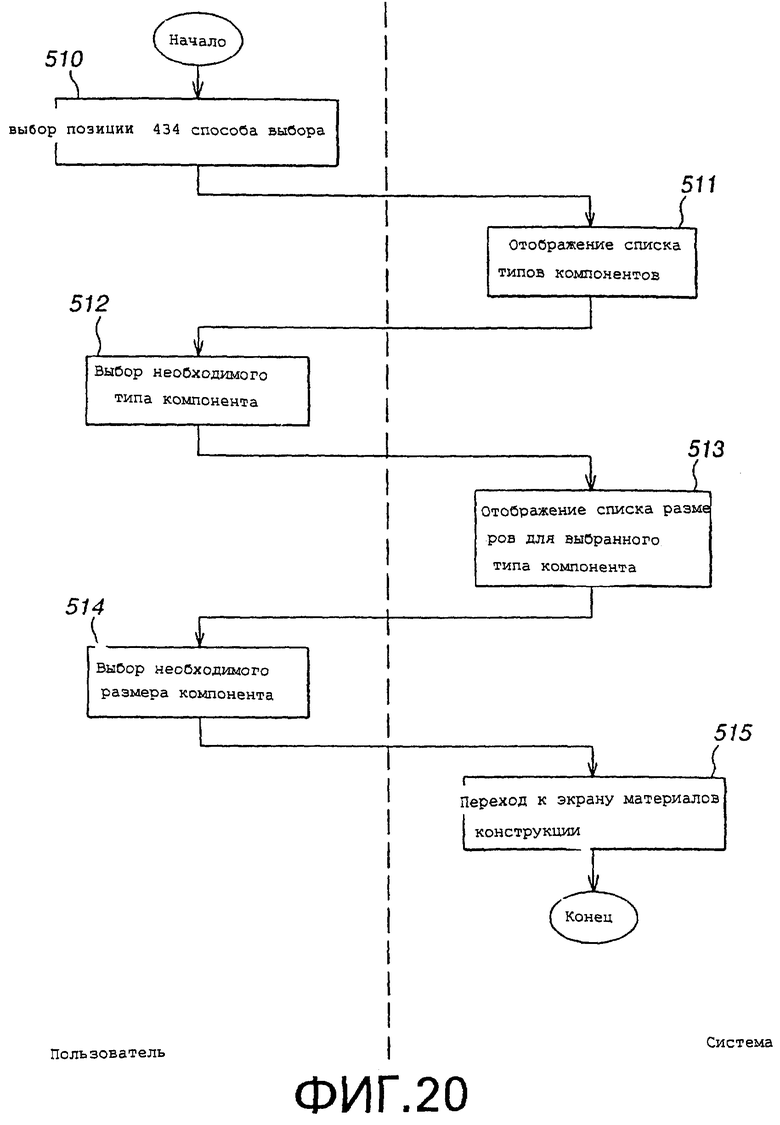
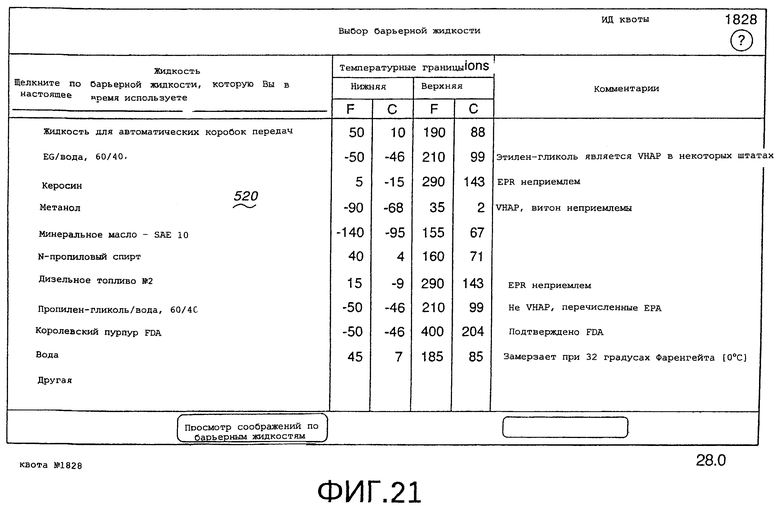
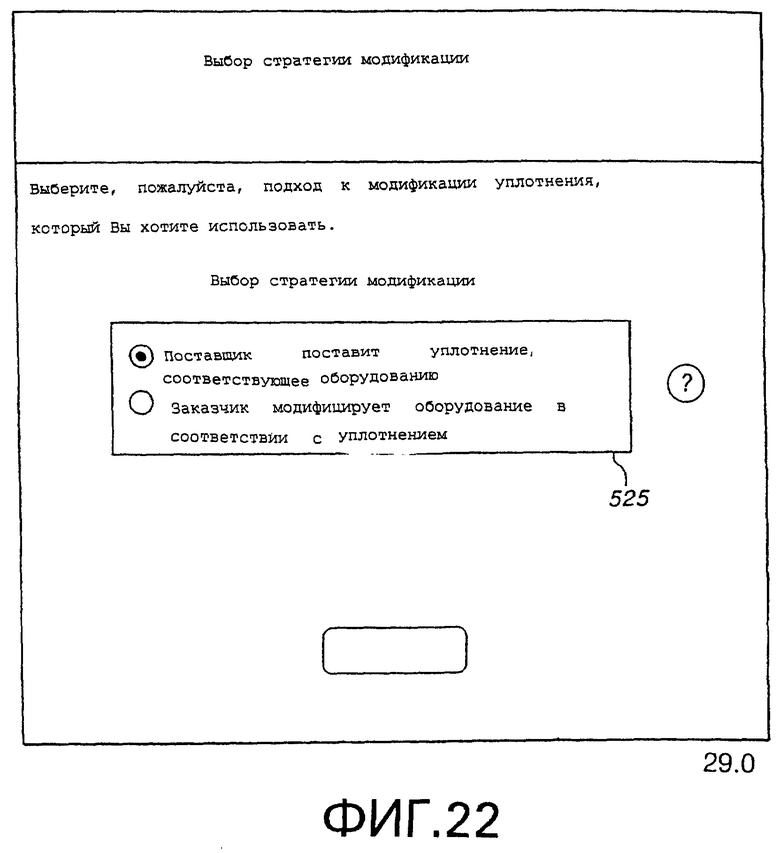
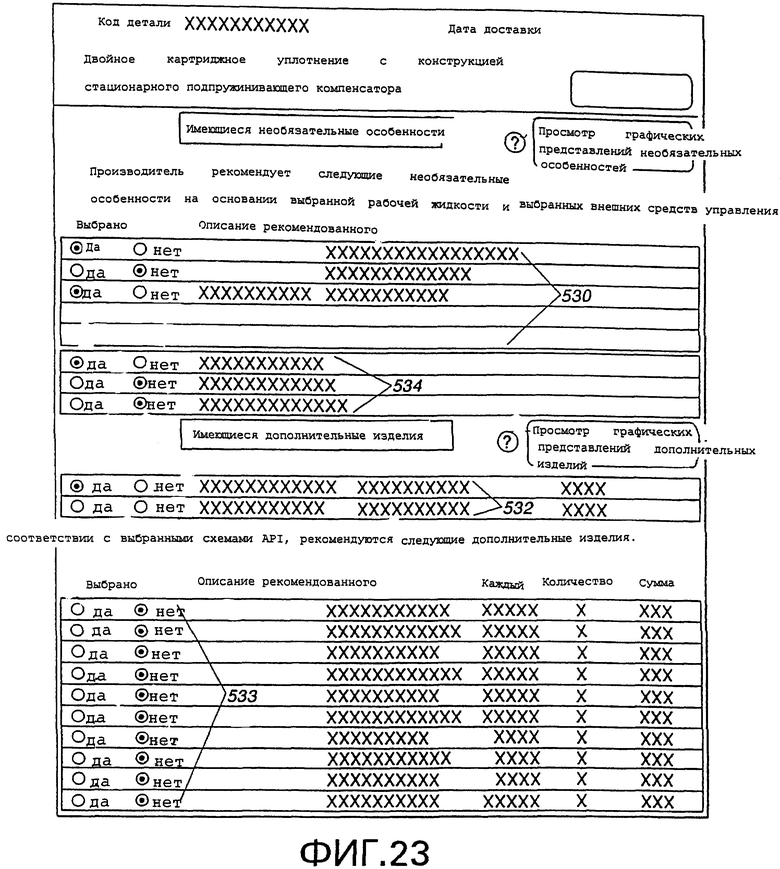
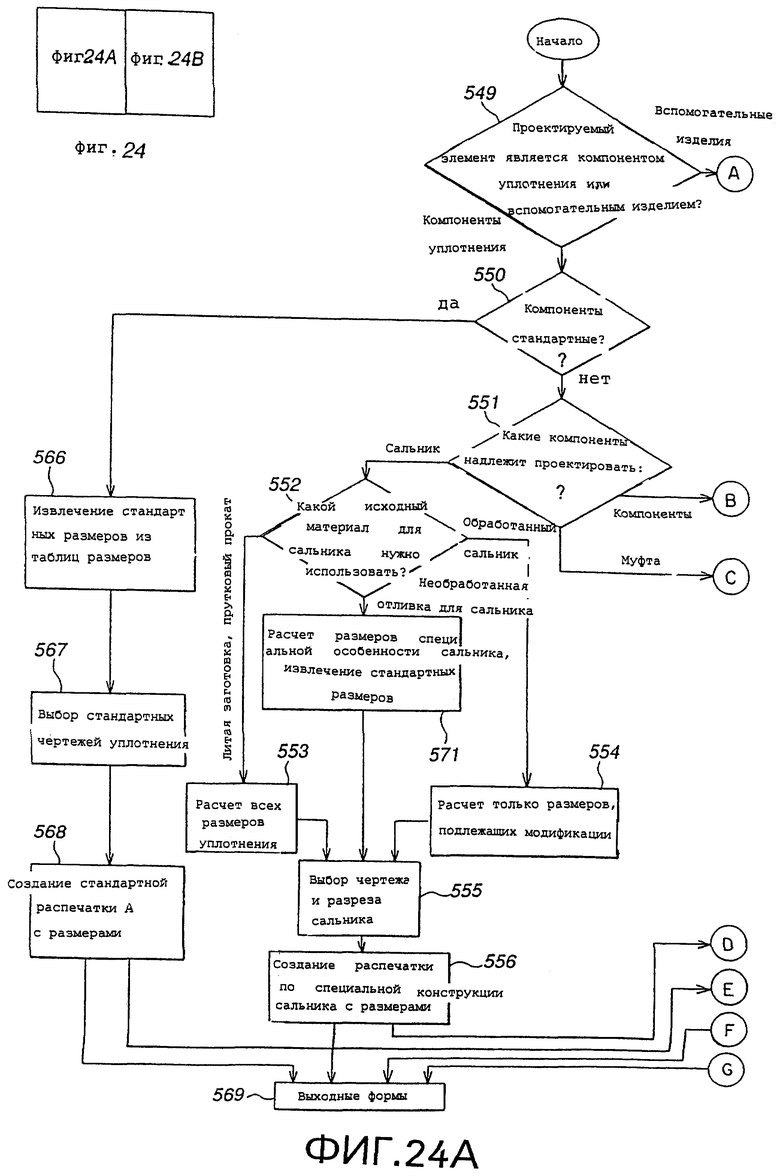
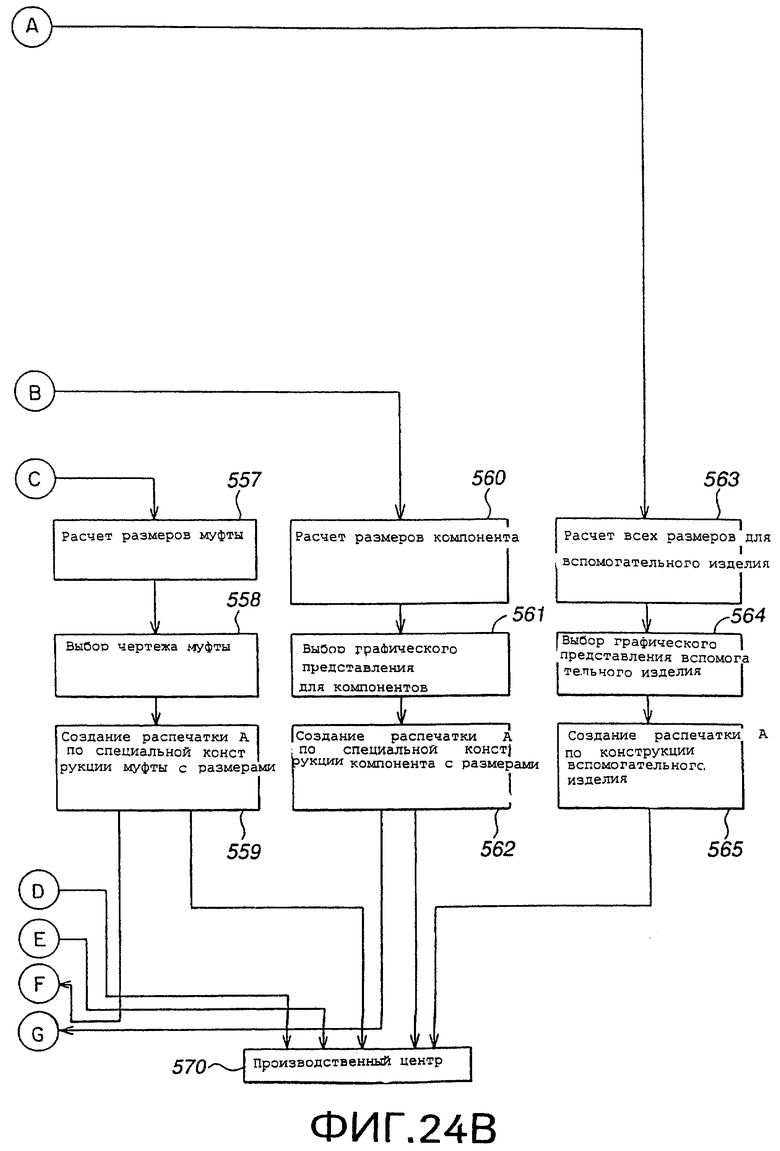
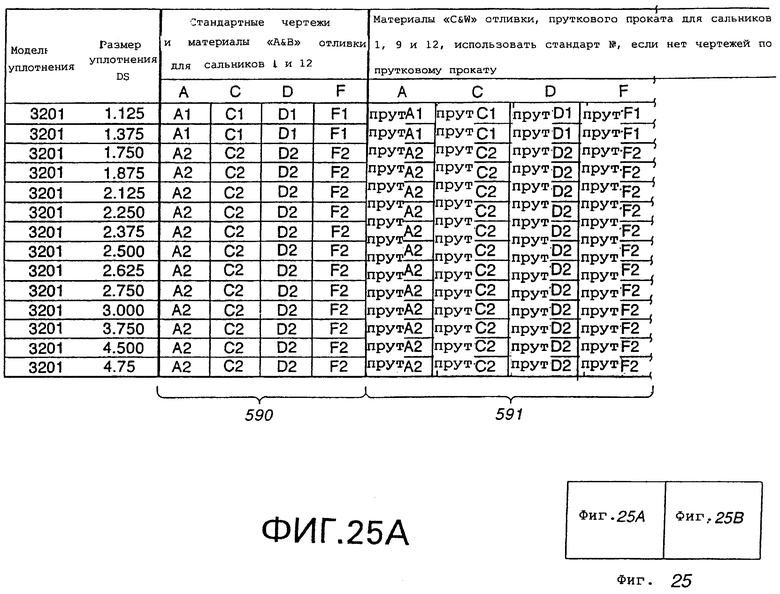
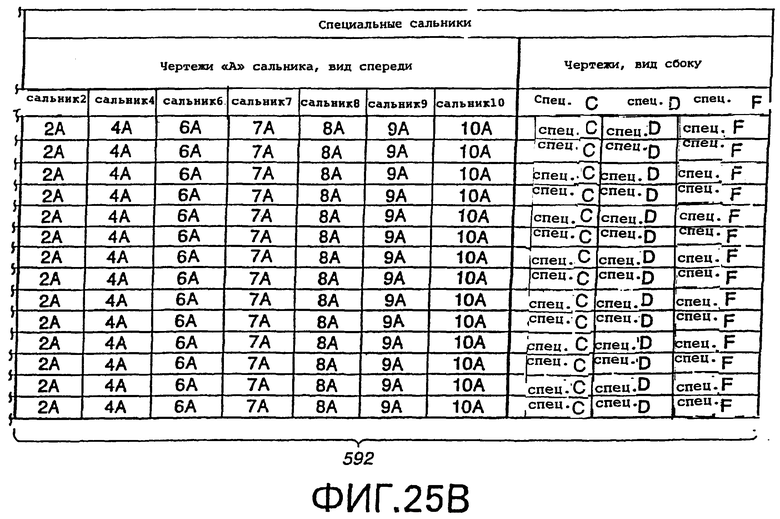
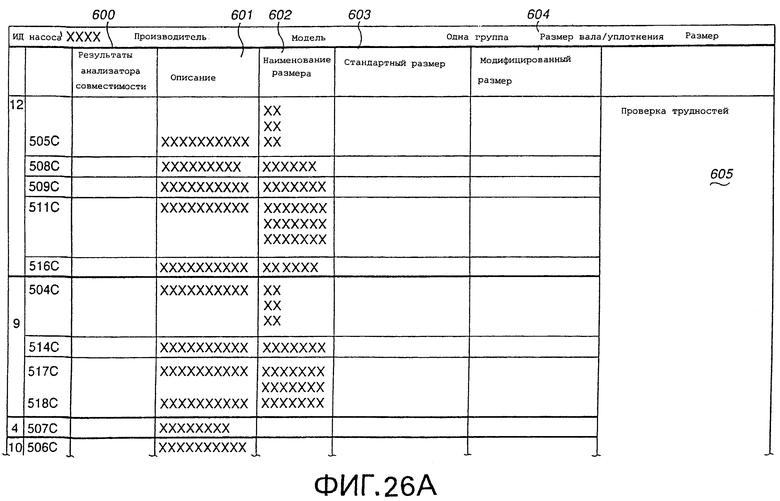
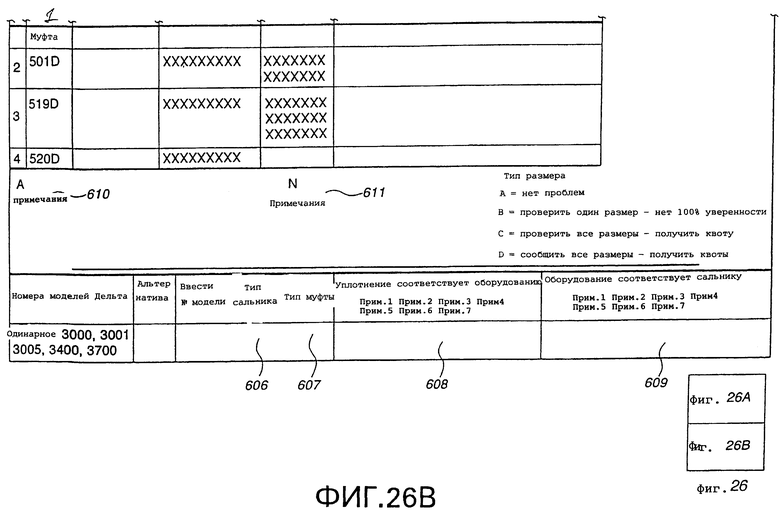
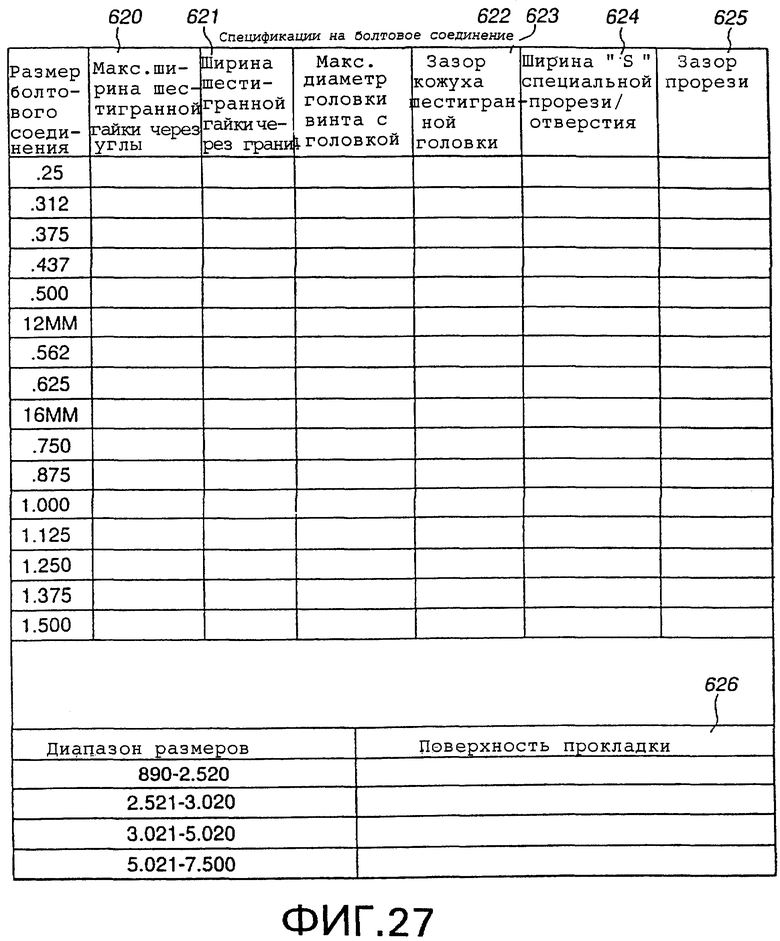
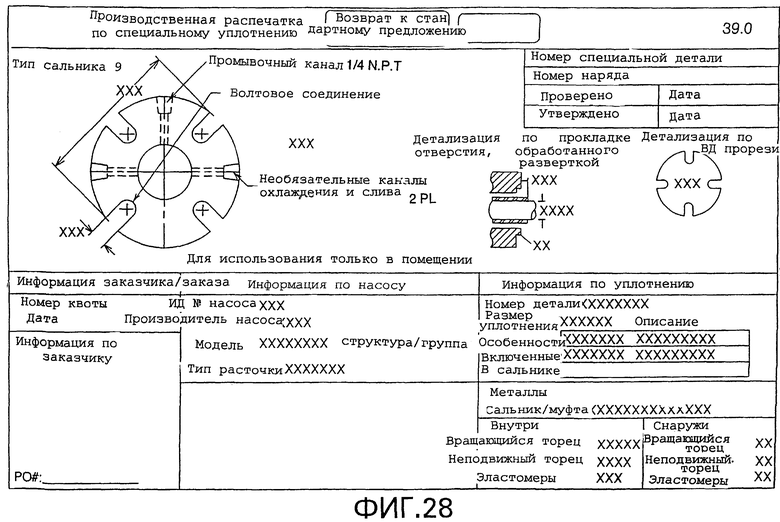
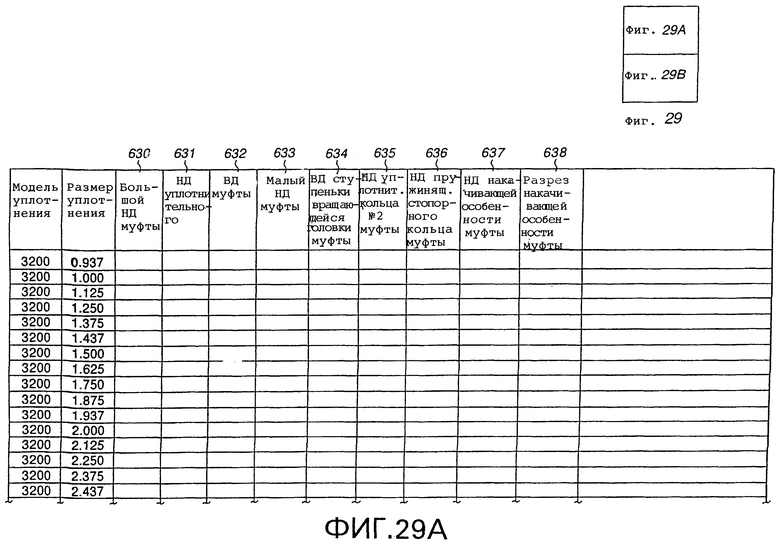
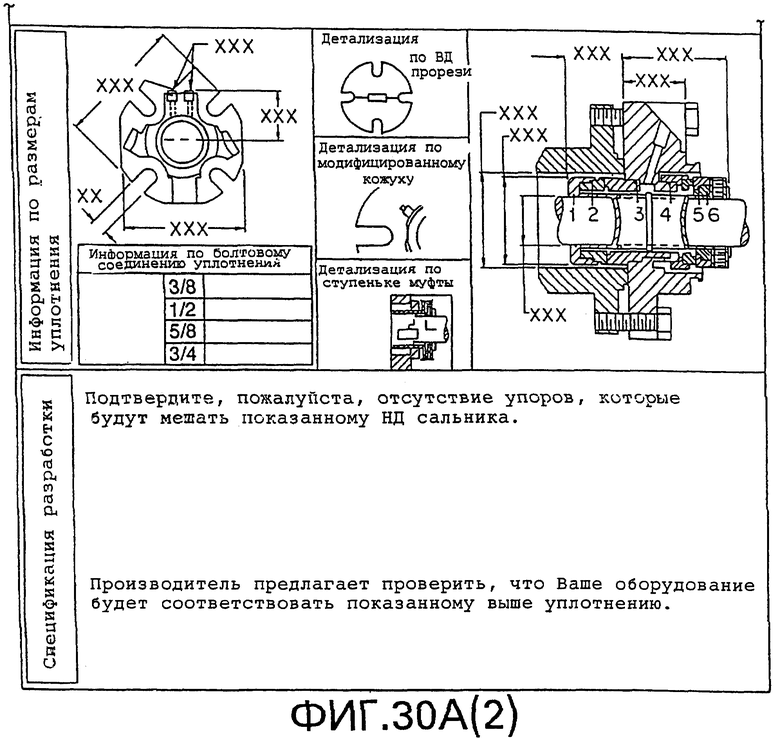
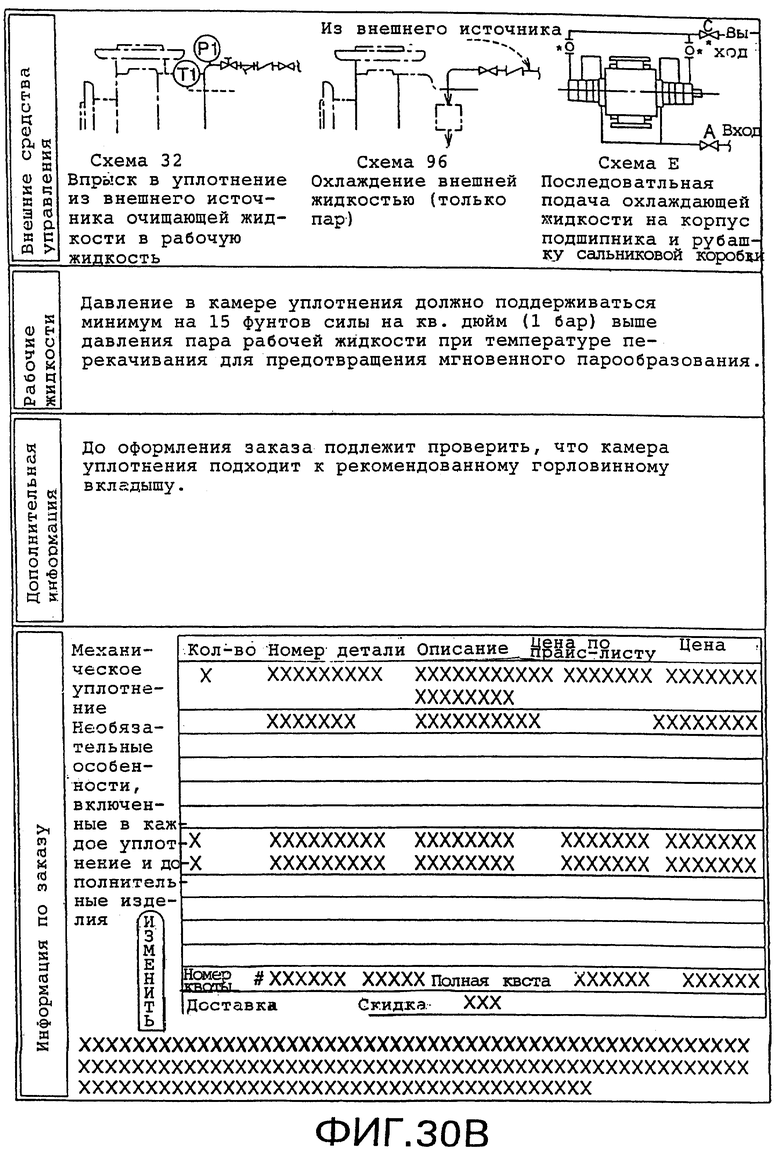
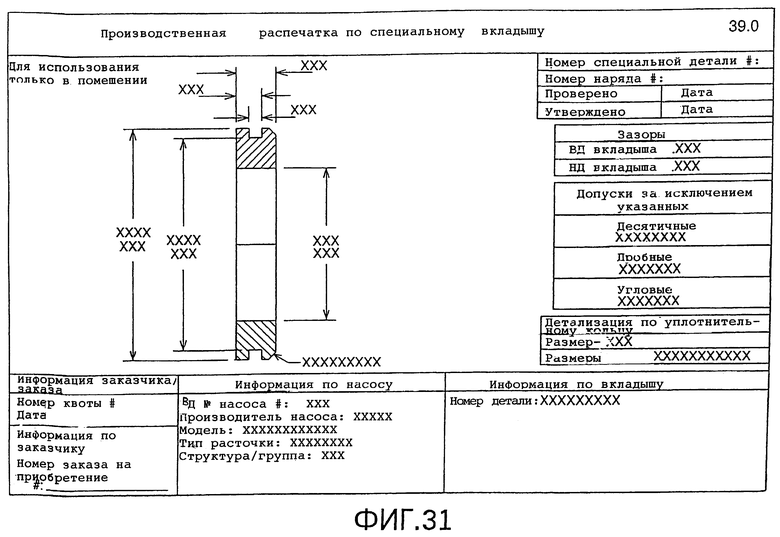
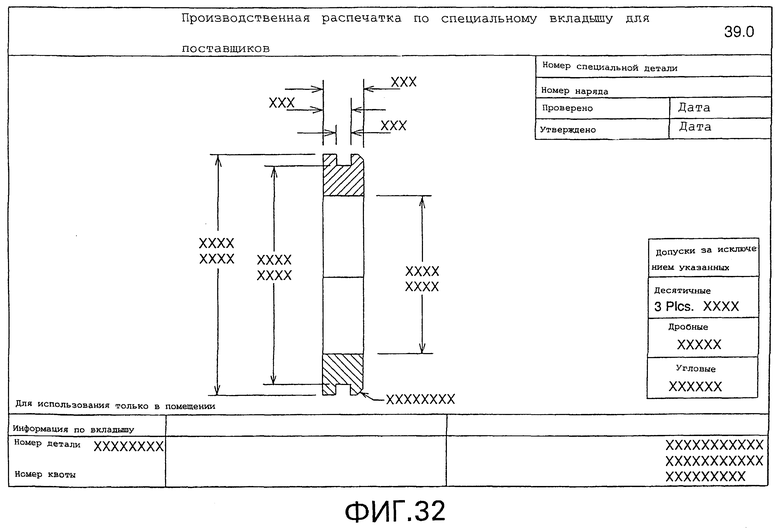
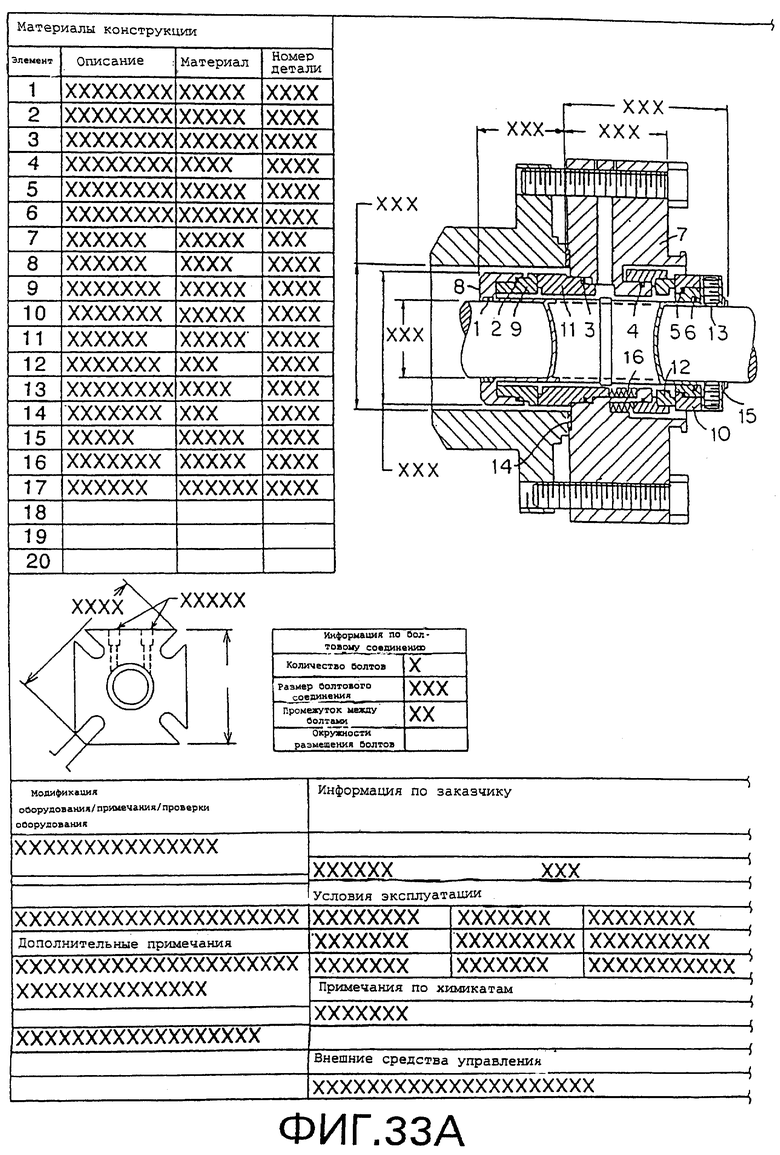
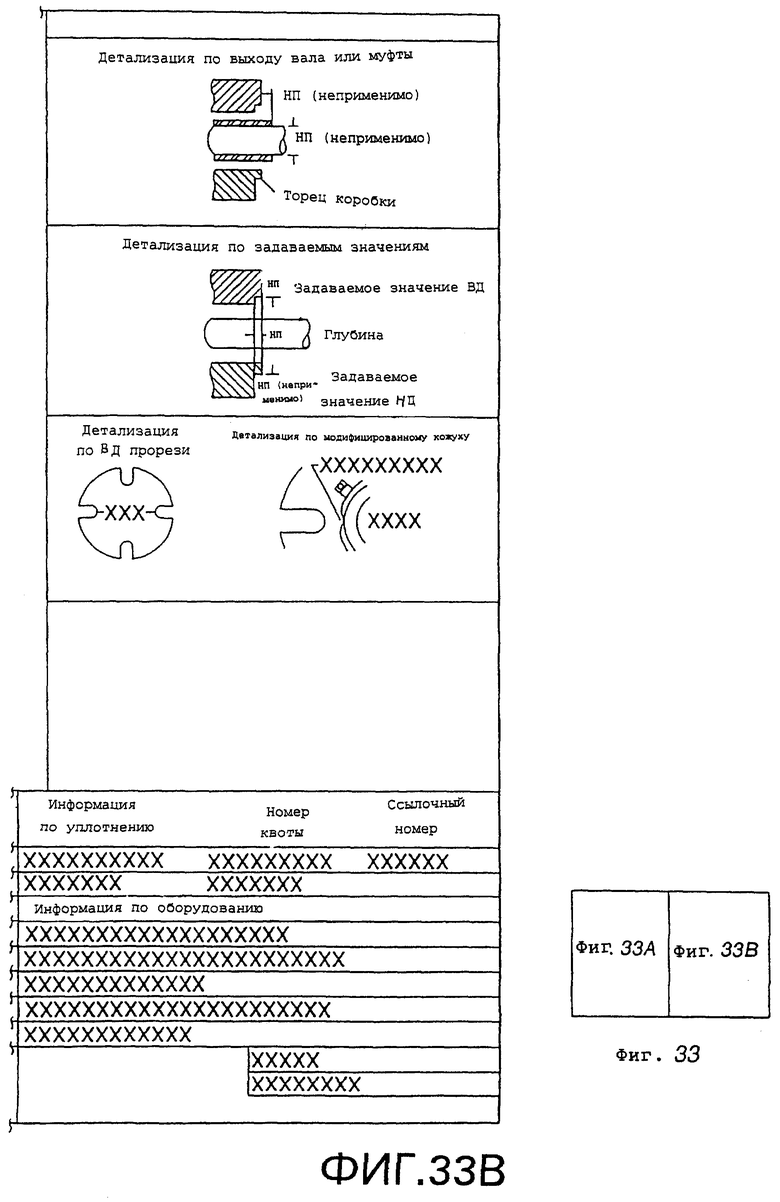
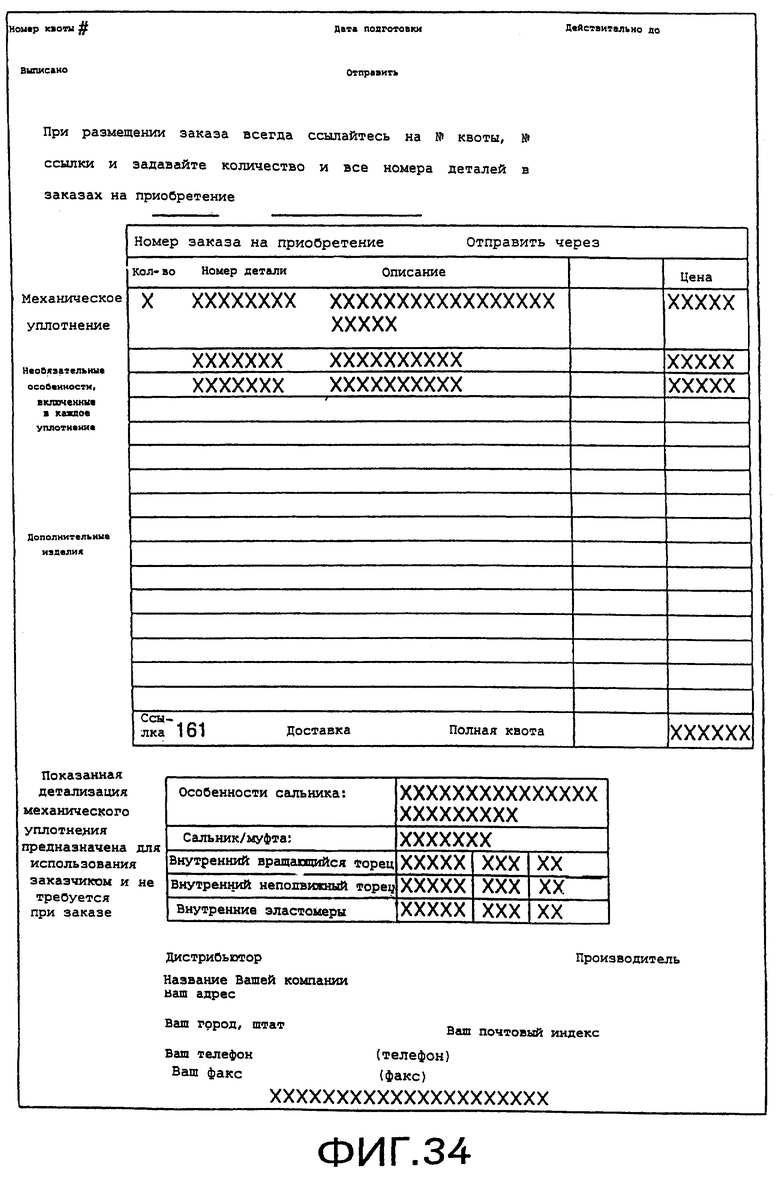
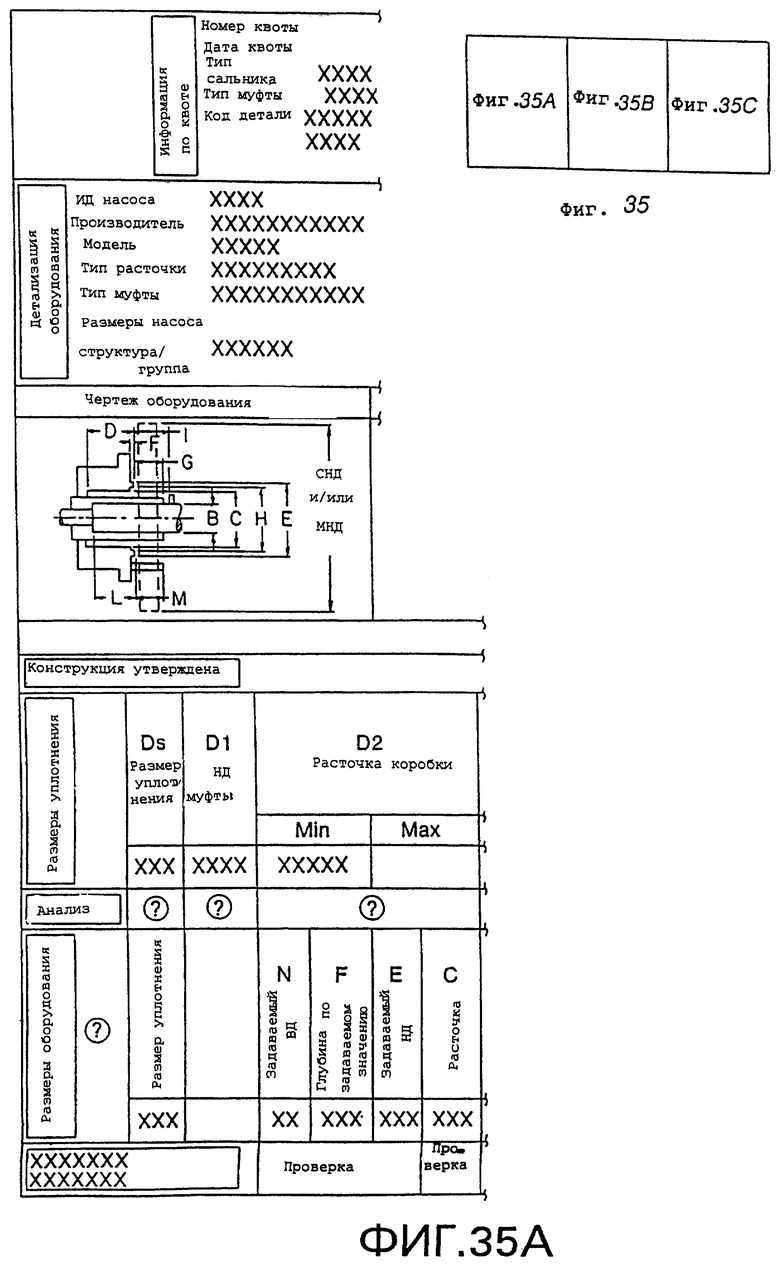
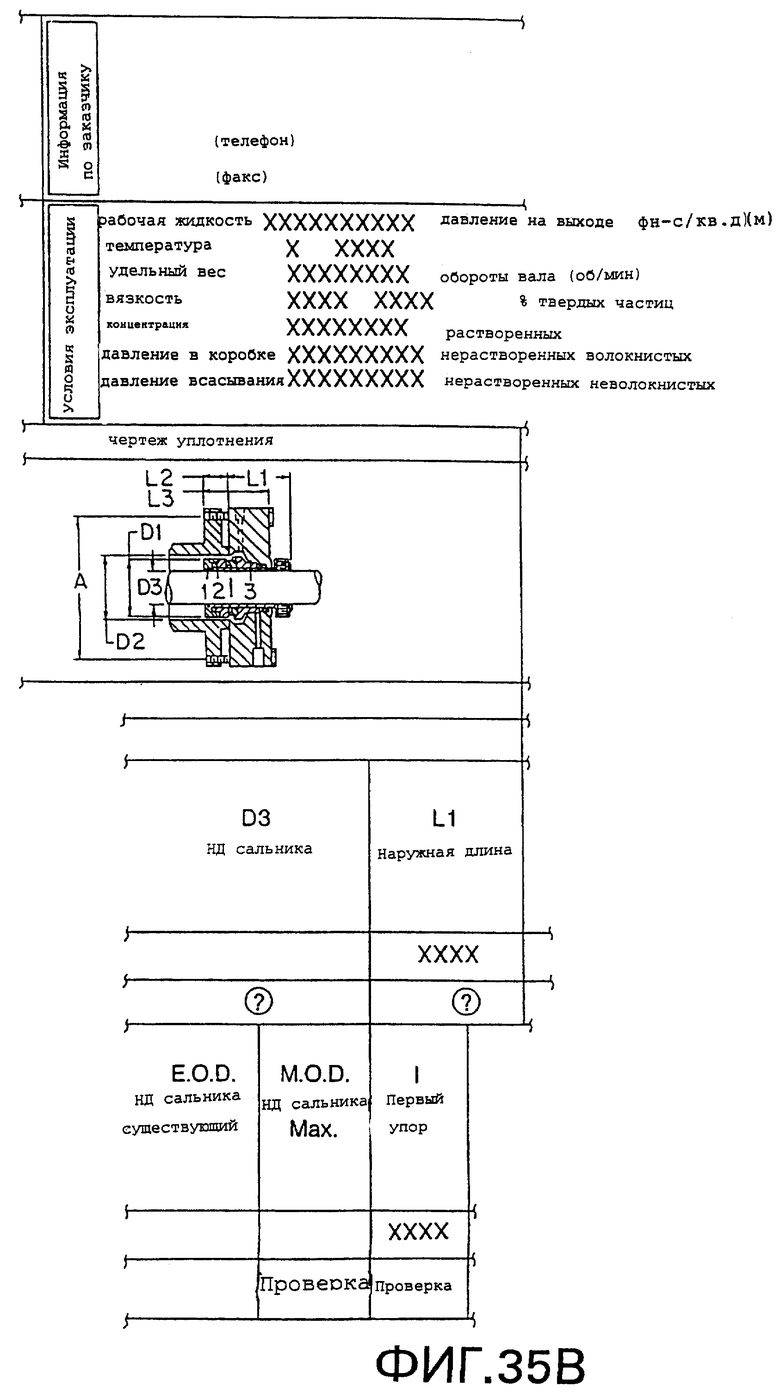
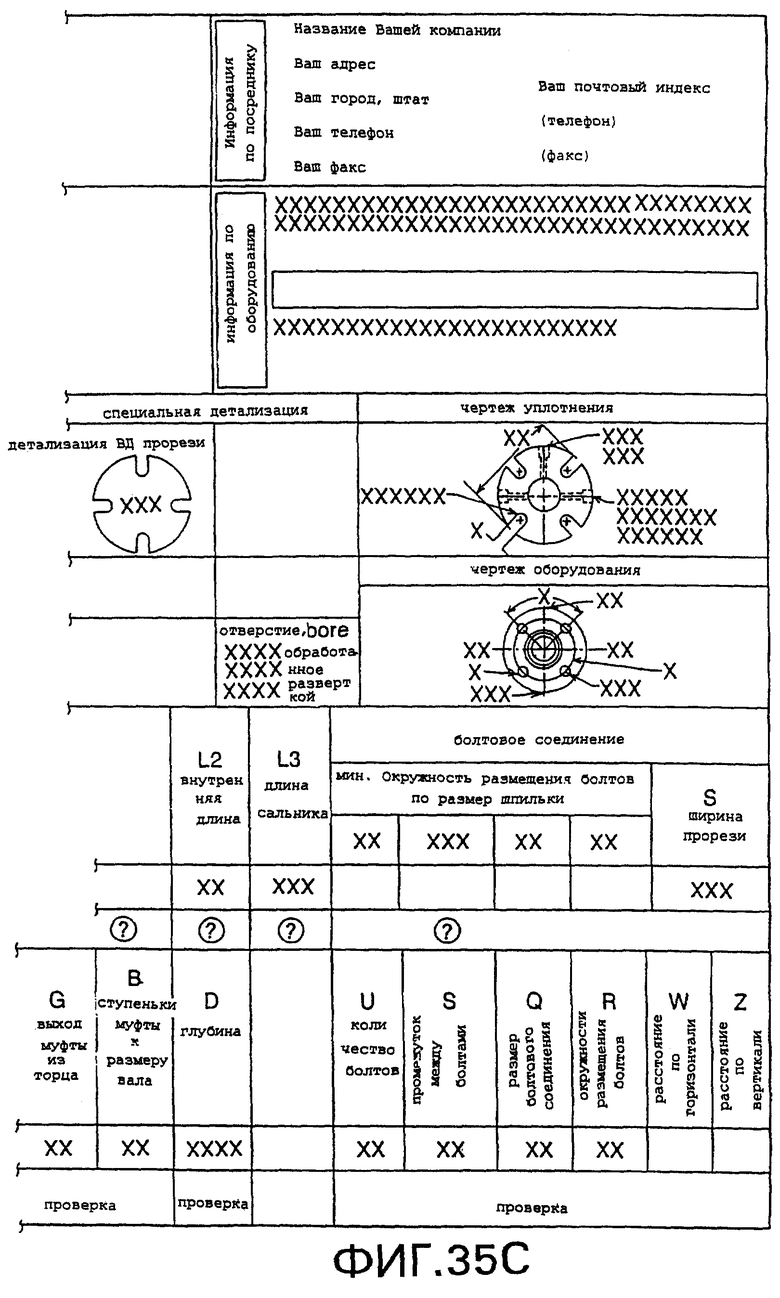
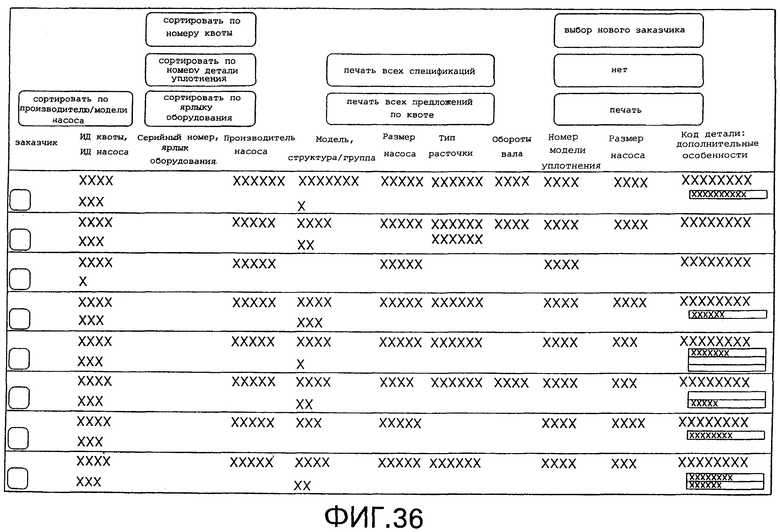
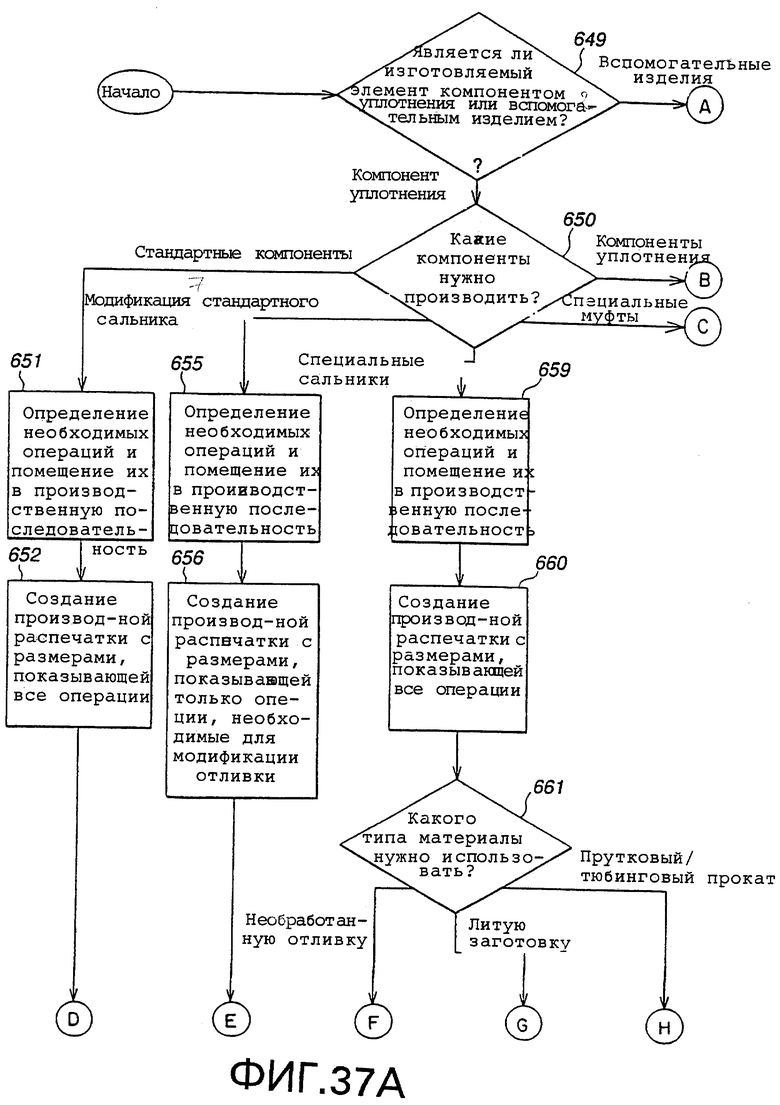
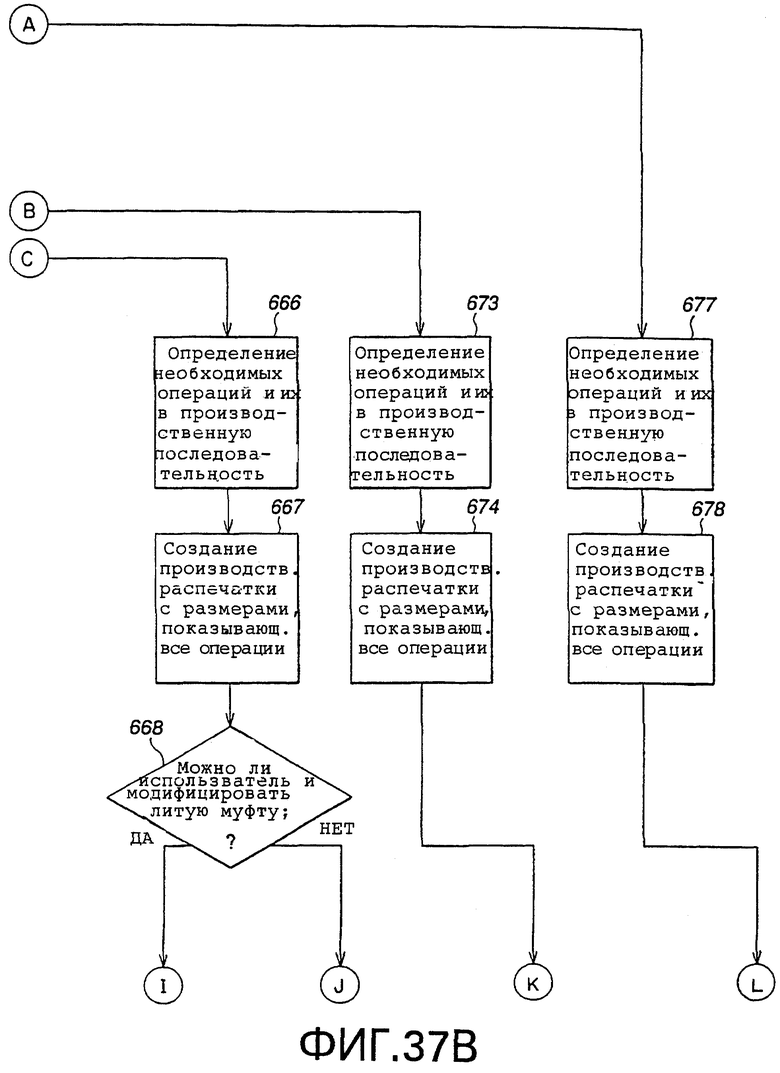
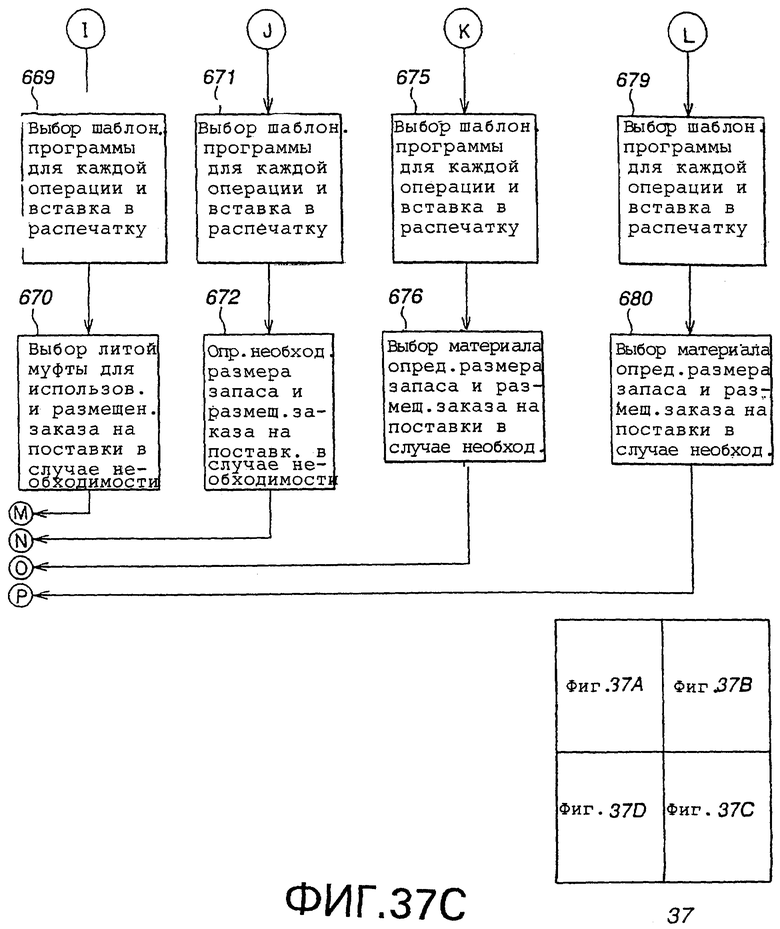
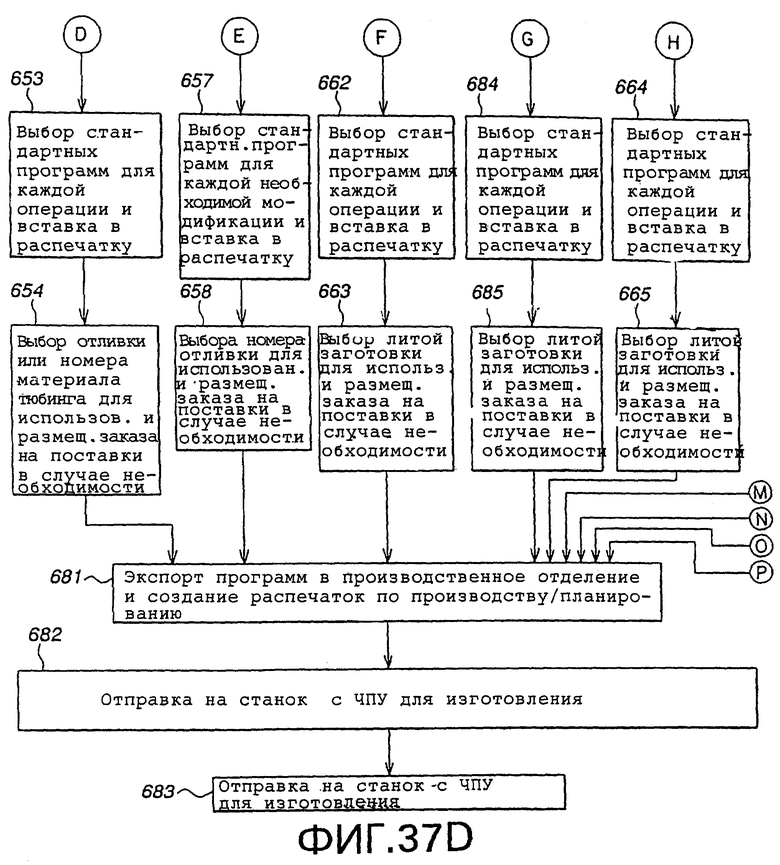
Изобретение относится к автоматизированным системам обеспечения выбора механических уплотнений для оборудования. Технический результат заключается в повышении надежности. Устройство содержит базу данных по профилям оборудования, базу данных по профилям уплотнения и анализатор совместимости, который обеспечивает сравнение одного профиля уплотнения, находящегося в базе данных по профилям уплотнения, с характеристикой единицы оборудования для определения модификации, которая позволяет привести единицу оборудования в соответствие с уплотнением, заданным одним профилем уплотнения. 12 з.п. ф-лы, 40 ил.
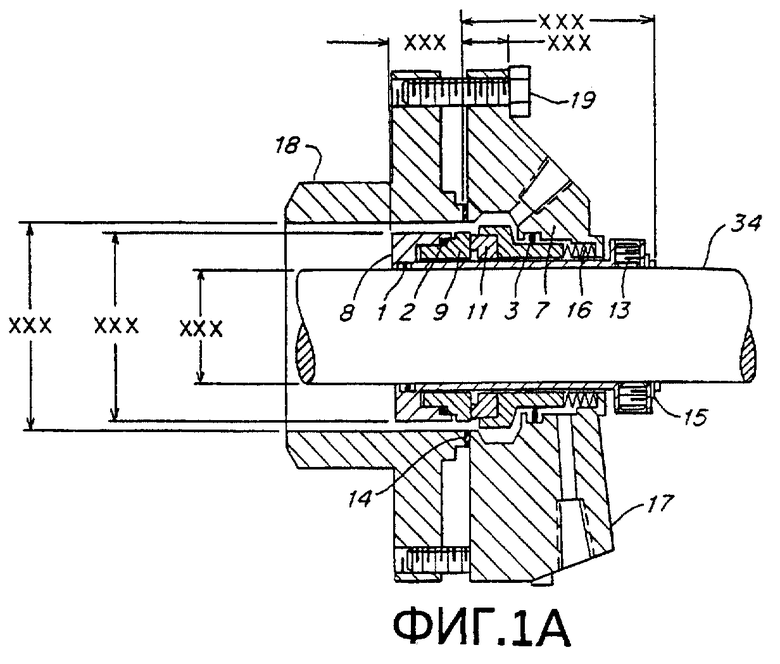
| УСТРОЙСТВО ДИАГНОСТИРОВАНИЯ СОСТОЯНИЯ ОБЪЕКТА, ИМЕЮЩЕГО ЭЛЕКТРОННУЮ СИСТЕМУ МОНИТОРИНГА ФУНКЦИОНАЛЬНЫХ ПАРАМЕТРОВ | 1994 |
|
RU2050016C1 |
| МИКРОПРОЦЕССОРНАЯ СИСТЕМА УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 1991 |
|
RU2012035C1 |
| US 5319541 А, 07.06.1994 | |||
| US 5297054 A, 22.03.1994. | |||

