Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано при изготовлении электросварных труб для строительства нефтепроводов в сейсмических зонах.
Для производства труб нефтепровода по проекту “Сахалин-2” необходимы горячекатаные листы (штрипсы) толщиной 8-20 мм категории прочности Х65 из низколегированной стали, обладающие следующим комплексом механических свойств (табл.1).
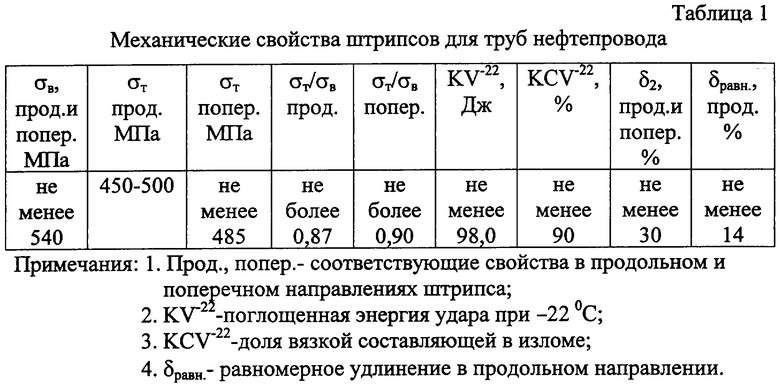
Помимо указанных механических свойств, штрипсы должны удовлетворять требованиям по свариваемости, причем размер зерен микроструктуры N не должен быть крупнее 9-го балла по ASTM E112. За счет этого достигается повышенная устойчивость нефтепровода против разрушения в зонах сейсмической активности и образования магистральных трещин.
Известен способ производства стальных листов, включающий выплавку и непрерывную разливку в слябы низколегированной стали, содержащей по массе, %:
Углерод 0,04-0,10
Кремний 0,01-0,50
Марганец 0,4-1,5
Хром 0,05-1,0
Молибден 0,05-1,0
Ванадий 0,01-0,1
Бор 0,0005-0,005
Алюминий 0,001-0,1
Железо и примеси Остальное
Отлитые слябы нагревают до температуры 1250°С и прокатывают с суммарным обжатием не менее 75%. Прокатанные листы подвергают закалке из аустенитной области и высокотемпературному отпуску [1].
Недостатки известного способа состоят в том, что толстолистовая сталь имеет низкие пластические и вязкостные свойства при отрицательных температурах, неудовлетворительную свариваемость. Это делает невозможным ее применение для изготовления труб нефтепроводов, работающих в сейсмически опасных районах. Кроме того, необходимость проведения термического улучшения (закалки и отпуска) листов после прокатки усложняет и удорожает производство.
Известен также способ производства толстолистовой низколегированной стали, включающий отливку слябов следующего химического состава, мас.%:
Углерод 0,02-0,3
Марганец 0,5-2,5
Алюминий 0,005-0,1
Кремний 0,05-1,0
Ниобий 0,003-0,01
Железо Остальное
Слябы нагревают до температуры 950-1050°С и прокатывают при температуре выше точки Аr3 с суммарным обжатием 50-70%. Прокатанные листы охлаждают на воздухе [2].
При таком способе производства листы имеют недостаточную прочность и пластичность при отношении σт/σв в продольном направлении, превышающем 0,92. Такие листы не удовлетворяют требованиям по свариваемости и непригодны для изготовления труб нефтепроводов для эксплуатации в сейсмически опасных районах.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства штрипсов из низколегированной стали марки 17ГС (по ГОСТ 19281-89) следующего химического состава, мас.%:
Углерод 0,14-0,20
Марганец 1,0-1,4
Кремний 0,4-0,6
Хром не более 0,30
Никель не более 0,30
Медь не более 0,30
Фосфор не более 0,035
Сера не более 0,040
Мышьяк не более 0,08
Азот не более 0,008
Железо Остальное
Слябы нагревают в методической печи до температуры 1220-1280°С, подвергают черновой прокатке в температурном интервале 1050-1180°С до промежуточной толщины 30-40 мм и чистовой прокатке в регламентированном температурном интервале 900-1050°С. Для улучшения механических свойств горячекатаные штрипсы подвергают термической обработке (нормализации, термическому улучшению).
Недостаток известного способа состоит в том, что он не обеспечивает получения непосредственно после горячей прокатки заданного комплекса механических свойств и свариваемости штрипсов. Это приводит к необходимости дополнительного проведения их термического улучшения (закалка+отпуск).
Техническая задача, решаемая изобретением, состоит в улучшении комплекса механических свойств, свариваемости и исключения необходимости проведения термической обработки штрипсов.
Для решения поставленной технической задачи в известном способе производства штрипсов из низколегированной стали, включающем нагрев слябов, их черновую прокатку до промежуточной толщины и чистовую прокатку в регламентированном температурном диапазоне, согласно предложению нагрев слябов производят до температуры 1170-1240°С, а чистовую прокатку проводят в температурном интервале 910-710°С с суммарным относительным обжатием 60-80%.
Возможен вариант выполнения способа, при котором штрипсы прокатывают из низколегированной стали следующего химического состава, мас.%:
Углерод 0,06-0,12
Марганец 1,4-1,7
Кремний 0,20-0,45
Ванадий 0,06-0,10
Ниобий 0,04-0,08
Титан 0,005-0,035
Хром 0,01-0,30
Никель 0,01-0,30
Медь 0,01-0,30
Алюминий 0,02-0,05
Молибден 0,01-0,50
Сера не более 0,006
Фосфор не более 0,015
Бор не более 0,006
Азот не более 0,010
Железо Остальное
при этом 
и 
Сущность изобретения состоит в следующем. Нагрев слябов из низколегированной стали до температуры 1170-1240°С обеспечивает ее аустенитизацию, полное растворение в аустенитной матрице сульфидов, фосфидов, нитридов, легирующих и примесных соединений, карбонитридных упрочняющих частиц. Благодаря этому повышается технологическая пластичность и деформируемость слябов при прокатке до промежуточной толщины. Кроме того, поскольку в процессе прокатки происходит непрерывное падение температуры металла, при указанной температуре нагрева к моменту окончания черновой прокатки температура раската снижается до оптимального уровня, необходимого для проведения низкотемпературной чистовой прокатки.
Последующая чистовая прокатка штрипса в температурном интервале 910-710°С с суммарным относительным обжатием 60-80% обеспечивает необходимую степень измельчения микроструктуры, полное выпадение из твердого раствора карбонитридных упрочняющих частиц, деформационное упрочнение металлической матрицы. В результате микроструктура штрипса после охлаждения представляет собой ферритно-перлитную смесь с равномерными зернами 11-го балла, и механические свойства штрипса в горячекатаном состоянии полностью соответствуют предъявляемым требованиям (табл.1) без дополнительной термической обработки. Трубы нефтепроводов из таких штрипсов хорошо противостоят сейсмическим смещениям участков грунта без разрушения, магистральным трещинам и водородному растрескиванию. Помимо этого, штрипсы из низколегированной стали с такой микроструктурой характеризуются высокой свариваемостью: при испытании на разрыв разрушение образцов происходит не по сварному шву, а по основному металлу.
Использование низколегированной стали предложенного состава при одновременном выполнении заявленных соотношений в ней легирующих элементов и примесей обеспечивает после горячей прокатки по упомянутым режимам стабильное получение заданных механических свойств штрипсов, высокую свариваемость и стойкость против водородного охрупчивания нефтепроводов.
Экспериментально установлено, что увеличение температуры нагрева слябов из низколегированной стали выше 1240°С не улучшает комплекс механических свойств штрипсов, а лишь увеличивает время нагрева и требует дополнительного подстуживания раската перед чистовой прокаткой, что снижает производительность процесса. Снижение этой температуры ниже 1170°С приводит к неполному растворению в аустените карбонитридных упрочняющих частиц, снижению технологической пластичности, переупрочнению стали (σтпрод.>500), снижению пластических и вязкостных свойств штрипсов.
При температуре чистовой прокатки выше 910°С или суммарном обжатии менее 60% не достигается требуемая степень упрочнения штрипса (σв<540 МПа, σтпопер.<485 МПа) и измельчение его микроструктуры (N менее 9-го балла). В результате для обеспечения требуемого комплекса механических свойств необходимо проведение после горячей прокатки термического улучшения штрипсов. Снижение температуры чистовой прокатки ниже 710°С или увеличение суммарной степени деформации более 80% приводит к чрезмерному измельчению микроструктуры, падению δ2, δравн KV-22 и КСV-22 ниже допустимых значений, формированию анизотропии и невыполнению заданных соотношений σт/σв в продольном и поперечном направлениях.
Углерод в низколегированной стали предложенного состава определяет прочность штрипсов. Снижение содержания углерода менее 0,06% приводит к падению их прочности ниже допустимого уровня. Увеличение содержания углерода более 0,12% ухудшает пластические и вязкостные свойства штрипсов и их свариваемость.
Снижение содержания марганца менее 1,4% увеличивает окисленность стали, ухудшает свариваемость штрипсов. Повышение содержания марганца более 1,7% увеличивает отношение предела текучести к временному сопротивлению разрыву σт/σв сверх 0,93, что недопустимо.
При содержании кремния менее 0,20% ухудшается раскисленность стали, снижаются прочностные свойства штрипсов. Увеличение содержания кремния более 0,45% приводит к возрастанию количества силикатных включений, снижает ударную вязкость штрипсов, ухудшает показатель KV-22 и свариваемость стали.
Ванадий измельчает зерно микроструктуры, повышает прочность и вязкость штрипсов, прокатанных по предложенным режимам. При содержании ванадия менее 0,06% штрипсы имеют недостаточную вязкость при отрицательных температурах. Увеличение содержания ванадия сверх 0,10% оказалось нецелесообразным, так как не улучшало свойств штрипсов.
Ниобий в стали при температуре прокатки в чистовой клети от 910-720°С до менее 820°С при суммарном относительном обжатии 60-80% способствует получению ячеистой дислокационной микроструктуры стали, обеспечивающей сочетание прочностных и пластических свойств штрипсов без дополнительной термообработки. При концентрации ниобия менее 0,04% механические свойства штрипсов в горячекатаном состоянии недостаточно высоки. Повышение концентрации более 0,08% не приводит к дальнейшему повышению механических свойств штрипсов, поэтому нецелесообразно.
Титан является сильным карбидообразующим элементом, упрочняющим сталь. При содержании титана менее 0,005% его упрочняющее влияние проявляется недостаточно, штрипсы имеют низкие прочность и вязкость. Увеличение концентрации титана сверх 0,035% не обеспечивает дальнейшего повышения свойств штрипсов, поэтому нецелесообразно.
Хром, никель и медь повышают прочность и коррозионную стойкость штрипсов. При концентрации каждого из них до 0,3% они не оказывают вредного влияния на свариваемость штрипсов при производстве труб, но расширяют возможности использования металлического лома при выплавке, что удешевляет производство штрипсов. При концентрации каждого из этих элементов менее 0,01% их влияние на свойства штрипсов практически не проявляется, поэтому такое снижение нецелесообразно.
Алюминий раскисляет и модифицирует сталь. При концентрации менее 0,02% его воздействие проявляется слабо, что ухудшает механические свойства штрипсов. Увеличение его содержания более 0,05% графитизирует углерод, что также ухудшает качество штрипсов.
Молибден обеспечивает получение горячекатаных штрипсов заданной категории прочности Х65, когда содержание его составляет 0,01-0,10%. Увеличение содержания молибдена сверх 0,50% не ведет к дальнейшему повышению качества штрипсов, а лишь увеличивает расход легирующих, что нецелесообразно. При концентрации молибдена менее 0,01% его благоприятное действие практически не проявляется, механические свойства штрипсов (σв, σт, KV-22, KCV-22) ниже допустимых.
Сталь предложенного состава может содержать в виде примесей не более 0,008% серы, не более 0,015% фосфора и не более 0,010% азота. При указанных предельных концентрациях эти элементы в стали предложенного состава не оказывают заметного негативного воздействия на качество штрипсов, тогда как их удаление из расплава стали существенно повышает затраты на производство и усложняет технологический процесс.
Бор способствует измельчению зерен микроструктуры при черновой горячей прокатке слябов в температурном интервале 1170-1240°С. Однако увеличение содержания бора более 0,006% приводит к увеличению количества неметаллических включений и ухудшению вязкостных свойств штрипсов, что недопустимо.
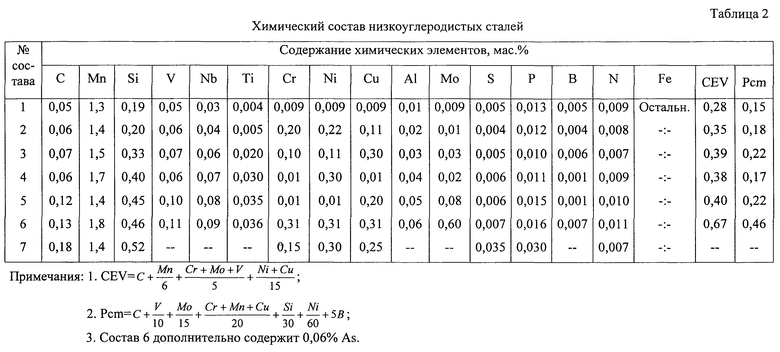
Экспериментально установлено, что если содержание химических элементов удовлетворяет сумме  то необходимый комплекс механических свойств штрипсов достигается при всех возможных комбинациях температурно-деформационных режимов горячей прокатки листов из заявленных диапазонов как для непрервно литых, так и катаных слябов. Снижение рассматриваемой суммы менее 0,35% приводит к тому, что прочностные свойства штрипсов снижаются. Увеличение этой суммы более 0,40% приводит к некоторому снижению вязкостных свойств и доли волокнистой составляющей в изломе при отрицательных температурах. Это снижает качество штрипсов.
то необходимый комплекс механических свойств штрипсов достигается при всех возможных комбинациях температурно-деформационных режимов горячей прокатки листов из заявленных диапазонов как для непрервно литых, так и катаных слябов. Снижение рассматриваемой суммы менее 0,35% приводит к тому, что прочностные свойства штрипсов снижаются. Увеличение этой суммы более 0,40% приводит к некоторому снижению вязкостных свойств и доли волокнистой составляющей в изломе при отрицательных температурах. Это снижает качество штрипсов.
При  как показали экспериментальные исследования, свариваемость штрипсов наилучшая, разрыв образцов со сваркой происходит по основному металлу. Если же
как показали экспериментальные исследования, свариваемость штрипсов наилучшая, разрыв образцов со сваркой происходит по основному металлу. Если же  то свариваемость штрипсов ухудшается из-за общей "перелегированности" стали, хотя механические свойства остаются в заданных пределах.
то свариваемость штрипсов ухудшается из-за общей "перелегированности" стали, хотя механические свойства остаются в заданных пределах.
Примеры реализации способа
В конвертерном производстве производят выплавку и разливку низколегированных сталей различного состава (табл.2).
Слябы толщиной 150 мм загружают в методические печи и нагревают до температуры аустенитизации Тн=1200°С. Разогретые слябы после обжатия в вертикальной клети прокатывают в реверсивной черновой клети дуо 2800 до промежуточной толщины 32 мм. По мере прокатки в черновой клети температуру раскатов снижают до величины Тнп=880°С и затем передают их в чистовую реверсивную клеть кварто 2800. При чистовой прокатке раскаты обжимают в штрипсы конечной толщины 9,5 мм с относительным суммарным обжатием:  Прокатку штрипсов завершают при температуре Ткп=740°С. Прокатанные штрипсы охлаждают на воздухе, обрезают на ширину 1880 мм, проводят испытания механических свойств и свариваемости. Штрипсы, прошедшие испытания, используют для изготовления электросварных труб для нефтепровода.
Прокатку штрипсов завершают при температуре Ткп=740°С. Прокатанные штрипсы охлаждают на воздухе, обрезают на ширину 1880 мм, проводят испытания механических свойств и свариваемости. Штрипсы, прошедшие испытания, используют для изготовления электросварных труб для нефтепровода.
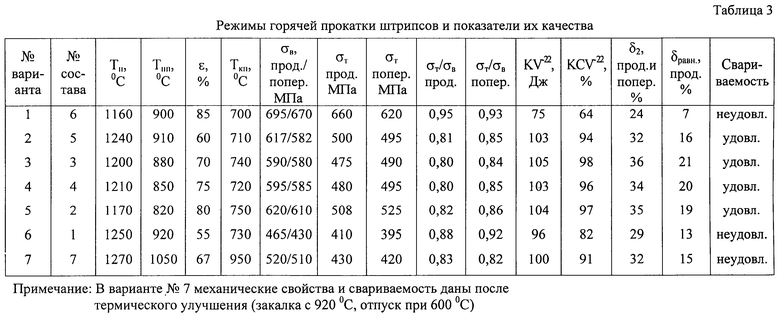
Варианты прокатки штрипсов по различным режимам из сталей различного состава приведены в табл.3.
Из табл.3 следует, что при реализации предложенного способа (варианты №2-5) достигается улучшение комплекса механических свойств и свариваемости при исключении необходимости проведения термической обработки штрипсов. В случае запредельных значений заявленных параметров (варианты №1 и №6) комплекс механических свойств и свариваемость штрипсов ухудшаются. Также более низкие свойства и свариваемость достигаются даже после термического улучшения штрипсов, полученных согласно способу-прототипу (вариант №7).
Технико-экономические преимущества предложенного способа заключаются в том, что нагрев слябов из низколегированной стали до температуры 1170-1240°С, черновая прокатка до промежуточной толщины и последующая чистовая прокатка с суммарным относительным обжатием 60-80% в температурном интервале 910-720°С обеспечивает формирование оптимальной микроструктуры, высокого комплекса механических свойств и свариваемости штрипсов для труб нефтепроводов, работающих в сейсмически опасных регионах. При этом исключается необходимость в дополнительной термической обработке горячекатаных штрипсов. Указанные преимущества достигаются при использовании низколегированной стали предложенного химического состава.
В качестве базового объекта при расчете технико-экономического преимущества предложенного способа принят способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства штрипсов категории прочности Х65 на 25-30%.
Литература
1. Заявка Японии №611-163210, МПК С 21 D 8/00, 1986 г.
2. Заявка Японии №61-223125, МПК С 21 D 8/02, С 22 С 38/54, 1986 г.
3. Матросов Ю.И. и др. Сталь для магистральных газопроводов. М.: Металлургия, 1989 г., с.242-244, 268 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2242525C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2353670C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2358023C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2484147C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255123C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2519720C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2358024C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2008 |
|
RU2375469C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2674188C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2004 |
|
RU2262537C1 |
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано при изготовлении электросварных труб для строительства нефтепроводов в сейсмических зонах. Способ производства штрипсов из низколегированной стали включает нагрев слябов, их черновую прокатку до промежуточной толщины и чистовую прокатку в регламентированном температурном диапазоне. Техническая задача, решаемая изобретением, состоит в улучшении комплекса механических свойств, свариваемости и исключения необходимости проведения термической обработки штрипсов. Для этого нагрев слябов производят до температуры 1170-1240°С, а чистовую прокатку проводят в температурном интервале 910-710°С с суммарным относительным обжатием 60-80%. Возможен вариант выполнения способа, согласно которому штрипсы прокатывают из низколегированной стали, содержащей, мас.%: 0,06-0,12 С; 1,4-1,7 Mn; 0,20-0,45 Si; 0,06-0,10 V; 0,04-0,08 Nb; 0,005-0,035 Ti; 0,01-0,3 Cr; 0,01-0,3 Ni; 0,01-0,3 Cu; 0,02-0,05 Al; 0,01-0,50 Mo; не более 0,006 S; не более 0,015 Р; не более 0,006 В; не более 0,010 N, остальное Fe. При этом должны выполняться соотношения концентраций соответствующих элементов:
C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15=0,35-0,40% и
C+V/10+M/15+(Cr+Mn+Cu)/20+Si/30+Ni/60+5B≤0,22%.
1 з.п. ф-лы, 3 табл.
Углерод 0,06-0,12
Марганец 1,4-1,7
Кремний 0,20-0,45
Ванадий 0,06-0,10
Ниобий 0,04-0,08
Титан 0,005-0,035
Хром 0,01-0,30
Никель 0,01-0,30
Медь 0,01-0,30
Алюминий 0,02-0,05
Молибден 0,01-0,50
Сера Не более 0,006
Фосфор Не более 0,015
Бор Не более 0,006
Азот Не более 0,010
Железо Остальное
при этом 
и 
| МАТРОСОВ Ю.И | |||
| и др | |||
| Сталь для магистральных трубопроводов | |||
| - М.: Металлургия, 1989, с.241-243, 271-273 | |||
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ НИОБИЙВАНАДИЕВОЙ СТАЛИ | 2000 |
|
RU2195504C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2001 |
|
RU2201972C2 |
