Изобретение относится к металлургии, конкретнее к технологии изготовления толстолистовой стали, и может быть использовано при горячей прокатке штрипсов категории прочности Х52-Х65 на реверсивных станах.
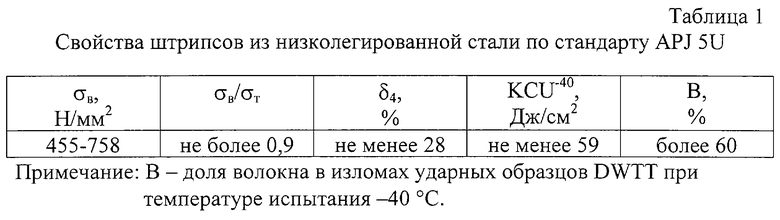
Штрипсы категории прочности Х52-Х65 (горячекатаные листы) для изготовления прямошовных труб магистральных газопроводов должны отвечать следующему комплексу механических свойств (табл.1).
Известен способ производства стальных листов, включающий выплавку и непрерывную разливку в слябы низколегированной стали, содержащей по массе, %:
Углерод - 0,04-0,10
Кремний - 0,01-0,50
Марганец - 0,4-1,5
Хром - 0,05-1,0
Молибден - 0,05-1,0
Ванадий - 0,01-0,1
Бор - 0,0005-0,005
Алюминий - 0,001-0,1
Железо и примеси - Остальное
Отлитые слябы нагревают до температуры 1250oС и прокатывают с суммарным обжатием не менее 75%. Прокатанные листы подвергают закалке из аустенитной области и высокотемпературному отпуску [1].
Недостатки известного способа состоят в том, что толстолистовая сталь имеет низкие пластические и вязкостные свойства при отрицательных температурах. Это ухудшает качество листов. Кроме того, необходимость проведения термического улучшения (закалки и отпуска) листов после прокатки усложняет и удорожает производство.
Известен также способ производства толстолистовой низколегированной стали, включающий отливку слябов следующего химического состава, мас.%:
Углерод - 0,02-0,3
Марганец - 0,5-2,5
Алюминий - 0,005-0,1
Кремний - 0,05-1,0
Ниобий - 0,003-0,01
Железо - Остальное
Слябы нагревают до температуры 950-1050oС и прокатывают при температуре выше точки Аr3 с суммарным обжатием 50-70%. Прокатанные листы охлаждают на воздухе [2].
При таком способе производства листы имеют недостаточную прочность и пластичность, что ухудшает их качество.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства штрипсов из низколегированной стали марки 09Г2ФБ. Способ включает непрерывную отливку слябов, их нагрев до температуры 1180oС, многопроходную реверсивную прокатку в черновой клети, после которой раскаты имеют температуру не ниже 1050oС, последующую многопроходную реверсивную прокатку, которую завершают при температуре 900-1000oС. Прокатанные листы охлаждают на воздухе. Для повышения механических свойств горячекатаные листы подвергают термической обработке - закалке с отпуском [3] - прототип.
Недостатки известного способа состоят в том, что штрипсы из низколегированной стали имеют недостаточные вязкостные свойства, низкую пластичность, доля вязкой составляющей в изломе не превышает 50%. В результате штрипсы имеют низкое качество. Кроме того, дополнительная термическая обработка усложняет и удорожает производство штрипсов.
Техническая задача, решаемая изобретением, состоит в улучшении качества штрипсов и исключении необходимости их термической обработки.
Поставленная техническая задача решается тем, что в известном способе производства штрипсов из низколегированной стали, включающем отливку слябов, их нагрев, многопроходную реверсивную прокатку в черновой клети, затем в чистовой клети, согласно предложению, нагрев слябов осуществляют до температуры 1150-1200oС, прокатку в чистовой клети ведут с суммарным обжатием не менее 70% и завершают при температуре не выше 820oС, причем перед прокаткой в чистовой клети раскат подстуживают до температуры 920-980oС. Кроме того, прокатку в черновой клети ведут с обжатием за проход не менее 8%, а слябы отливают из стали, имеющей следующий химический состав, мас.%:
Углерод - 0,003-0,14
Кремний - 0,15-0,70
Марганец - 0,50-1,65
Хром - Не более 0,3
Никель - Не более 0,3
Медь - Не более 0,3
Алюминий - 0,02-0,05
Титан - 0,005-0,03
Ванадий - 0,02-0,14
Ниобий - 0,015-0,060
Молибден - Не более 0,15
Кальций - 0,0003-0,05
Железо - Остальное
Сущность изобретения состоит в следующем. При нагреве литых слябов до температуры 1150-1200oС происходит аустенитизация низколегированной стали, растворение дисперсных карбонитридных упрочняющих частиц. Многопроходная прокатка в черновой клети с обжатием раската по толщине за проход не менее 8% обеспечивает разрушение литой структуры, подавляет разнобалльность аустенитных зерен.
Подстуживание раската перед прокаткой в чистовой клети до температуры 920-960oС обеспечивает завершение рекристаллизации деформированных зерен аустенита и в то же время позволяет замедлить рост зерен аустенита в паузах между проходами при прокатке в чистовой клети. Последующая многопроходная прокатка в чистовой клети с суммарным обжатием по толщине не менее 70% в температурном интервале от 920-980 oС до 820oС позволяет "проработать" микроструктуру штрипса на всю толщину, устранить осевую рыхлость и осевые трещины в литом слябе, сформировать равномерную мелкозернистую перлитную микроструктуру, обладающую повышенными вязкостными и прочностными свойствами. Использование для отливки слябов низколегированной стали предложенного состава при обеспечении заданной прочности позволяет повысить показатель относительного удлинения штрипсов до величины 32-38% и вязкостные свойства при отрицательных температурах. За счет этого достигается улучшение качества штрипсов и исключается необходимость проведения дополнительной термической обработки.
Экспериментально установлено, что повышение температуры нагрева сляба более 1200oС приводит к чрезмерному росту зерен аустенита, а также требует увеличения продолжительности задержки раската для его охлаждения до температуры начала прокатки в чистовой клети. Это ухудшает равномерность микроструктуры и свойства штрипсов. Снижение температуры нагрева менее 1200oС не обеспечивает полного растворения упрочняющих дисперсных карбонитридных частиц, что ухудшает гомогенность микроструктуры и механические свойства стали.
При обжатии за проход в черновой клети менее 8% вследствие неравномерности деформации по толщине листа формируется неравномерная зеренная структура, что способствует сохранению осевой рыхлости, ухудшает качество штрипсов.
Если температура, до которой подстуживают раскат перед чистовой группой, превышает 980oС, то не достигается необходимый уровень прочности в прокатанных штрипсах. Снижение этой температуры ниже 920oС вызывает анизотропию механических свойств горячекатаного штрипса, что недопустимо.
При суммарном обжатии в чистовых проходах менее 70% и завершении прокатки при температуре выше 820oС не достигается оптимальная степень измельчения зерен микроструктуры и механическая проработка стали на всю толщину штрипса. Это ведет к снижению прочностных и вязкостных свойств.
Углерод в низколегированной стали предложенного состава определяет ее прочность. Снижение содержания углерода менее 0,003% приводит к падению ее прочности ниже допустимого уровня. Увеличение содержания углерода более 0,14% ухудшает пластические и вязкостные свойства штрипсов, приводит к их неравномерности из-за ликвации.
При содержании кремния менее 0,15% ухудшается раскисленность стали, снижается прочность штрипсов. Увеличение содержания кремния более 0,70% приводит к возрастанию количества силикатных включений, снижает ударную вязкость штрипсов.
Снижение содержания марганца менее 0,50% увеличивает окисленность стали, ухудшает качество штрипсов. Повышение содержания марганца более 1,65% увеличивает отношение предела текучести к временному сопротивлению разрыву, что недопустимо.
Хром, никель и медь повышают прочность и коррозионную стойкость штрипсов. Являясь примесными элементами, при концентрации каждого из них до 0,3% они не оказывают вредного влияния на свариваемость штрипсов при производстве труб, но расширяют возможности использования металлического лома при выплавке, что удешевляет производство штрипсов.
Алюминий раскисляет и модифицирует сталь. При концентрации менее 0,02% его воздействие проявляется слабо, что ухудшает механические свойства штрипсов. Увеличение его содержания более 0,05% графитизирует углерод, что также ухудшает качество штрипсов.
Ванадий измельчает зерно микроструктуры, повышает прочность и вязкость штрипсов, прокатанных по предложенным режимам. При содержании ванадия менее 0,02% штрипсы имеют недостаточную вязкость при отрицательных температурах. Увеличение содержания ванадия сверх 0,14% оказалось нецелесообразным, так как не улучшало свойств штрипсов.
Ниобий в стали при температуре прокатки в чистовой клети от 920-980oС до менее 820oС, при суммарном обжатии не менее 70% способствует получению ячеистой дислокационной микроструктуры стали, обеспечивающей сочетание прочностных и пластических свойств штрипсов без дополнительной термообработки. При концентрации ниобия менее 0,015% механические свойства штрипсов в горячекатаном состоянии недостаточно высоки. Повышение концентрации более 0,060% не приводит к дальнейшему повышению механических свойств штрипсов, поэтому нецелесообразно.
Молибден обеспечивает получение горячекатаных штрипсов заданной категории прочности в диапазоне от Х52 (когда молибден не используется) до Х65 (когда содержание его составляет 0,15%). Увеличение содержания молибдена сверх 0,15% не ведет к дальнейшему повышению качества штрипсов, а лишь увеличивает расход легирующих, что нецелесообразно.
Кальций оказывает модифицирующее действие, связывает серу в тугоплавкое соединение, что позволяет повысить качество штрипсов. При концентрации кальция менее 0,0003% его положительное воздействие не проявляется. Увеличение содержания кальция сверх 0,05% приводит к росту неметаллических включений, снижению пластичности и ударной вязкости штрипсов.
Следует также отметить, что сталь предложенного состава может содержать в виде примесей не более 0,018% фосфора, не более 0,007% серы и не более 0,010% азота. При указанных предельных концентрациях эти элементы в стали предложенного состава не оказывают заметного негативного воздействия на качество штрипсов, тогда как их удаление из расплава стали существенно повышает затраты на производство и усложняет технологический процесс.
Примеры реализации способа
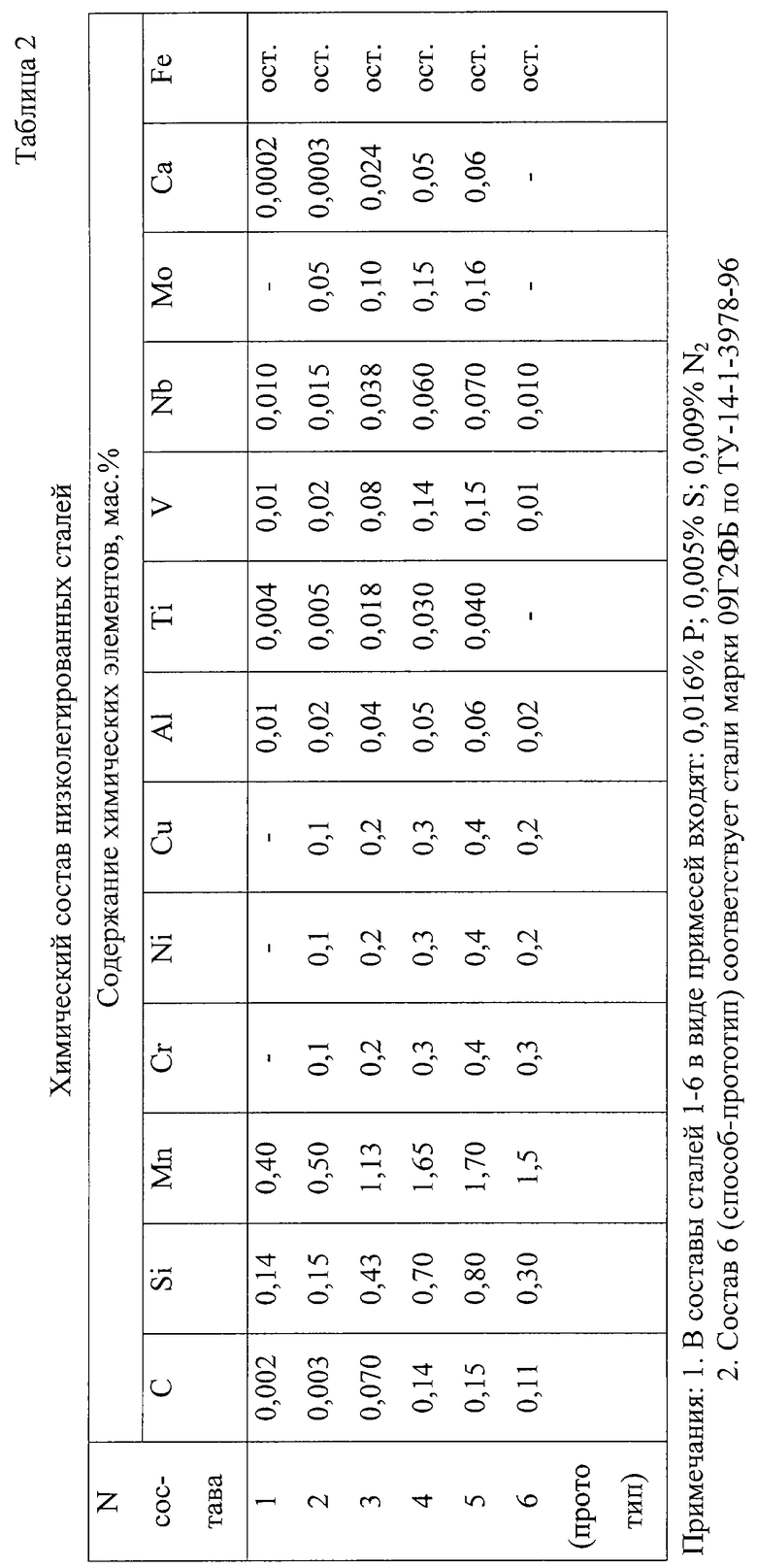
В электродуговой печи емкостью 100 т производят выплавку низколегированных сталей различного состава (табл. 1).
Выплавленные стали составов 1-6 разливают на вертикальной МНЛЗ в слябы сечением 200х1350 мм, которые охлаждают в термостате.
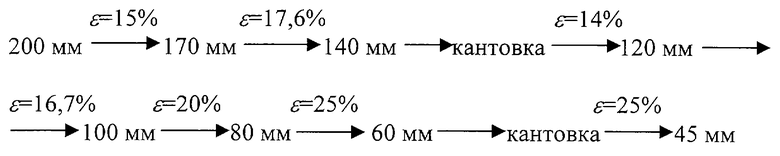
Готовые слябы нагревают в методической печи до температуры Тн=1175oС и прокатывают в черновой клети кварто толстолистового реверсивного стана 2800 за 7 проходов (с разбивкой ширины) в раскат толщиной 45 мм с обжатием за проход по толщине ε, превышающем 8% по схеме, приведенной в конце описания.
После 7-го прохода раскаты толщиной 45 мм с температурой 990oС подстуживают до температуры Tч = 950oС и задают в чистовую реверсивную клеть кварто, где раскаты обжимают за 5 проходов в штрипсы толщиной 12,0 мм с суммарным обжатием εΣ, составляющим:
В завершающем 5-м проходе температура штрипса составляет Ткп=800oС.
Прокатанные штрипсы охлаждают на воздухе, обрезают на ширину 2262 мм и проводят испытания механических свойств.
Варианты прокатки штрипсов по различным режимам из сталей различного состава приведены в табл.2.
Как следует из табл. 2 и 3, при реализации предложенного способа (варианты 2-4) достигается повышение качества штрипсов. В горячекатаном состоянии их свойства соответствуют стандарту APJ 5U для категорий прочности Х52-Х65, поэтому дополнительная термическая обработка (закалка + отпуск) не требуется.
В случаях запредельных значений заявленных параметров (варианты 1 и 5) и при реализации способа-прототипа штрипсы по своим качественным показателям не соответствуют требованиям стандарта. Механические свойства штрипсов могут быть несколько улучшены после дополнительной термической обработки.
Технико-экономические преимущества предложенного способа заключаются в том, что горячая прокатка штрипсов по предложенным оптимальным режимам из стали предложенного состава обеспечивают формирование требуемого повышенного комплекса механических свойств, за счет чего достигается улучшение качества штрипсов. Кроме того, повышенный комплекс механических свойств горячекатаных штрипсов исключает необходимость их дополнительной термической обработки.
В качестве базового объекта при определении технико-экономических преимуществ предложенного способа принят способ-прототип.
Использование предложенного способа производства штрипсов из низколегированной стали повысит уровень рентабельности их получения на 10-18%
Источники информации
1. Заявка Японии 61-163210, МПК С 21 D 8/00, 1986.
2. Заявка Японии 61-223125, МПК С 21 D 8/02, С 22 С 38/54, 1986.
3. Ю. И. Матросов и др. Сталь для магистральных газопроводов. - М.: Металлургия, 1989, с.241-243, 271-273 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2353670C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2241769C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2358024C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2353441C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255123C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2242524C1 |
| Способ производства низколегированного толстолистового проката с повышенной огнестойкостью на реверсивном стане | 2022 |
|
RU2799194C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ СТАЛЕЙ С КАРБОНИТРИДНЫМ УПРОЧНЕНИЕМ | 2001 |
|
RU2195505C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2008 |
|
RU2375469C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2484147C1 |

Изобретение относится к металлургии, конкретнее к технологии изготовления толстолистовой стали, и может быть использовано при горячей прокатке штрипсов категории прочности Х52-Х65 на реверсивных станах. Технический результат состоит в улучшении качества штрипсов и исключении необходимости их термической обработки. Способ включает отливку слябов, их нагрев, многопроходную реверсивную прокатку вначале в черновой, затем в чистовой клети. Нагрев слябов осуществляют до температуры 1150-1200oС, прокатку в чистовой клети ведут с суммарным обжатием не менее 70% и завершают при температуре не выше 820oС, причем перед прокаткой в чистовой клети раскат подстуживают до температуры 920-980oС. Кроме того, прокатку в черновой клети ведут с обжатием за проход не менее 8%, а слябы отливают из стали, содержащей по массе, %: 0,003-0,14 углерода, 0,15-0,70 кремния, 0,50-1,65 марганца, не более 0,3 хрома, не более 0,3 никеля, не более 0,3 меди, 0,02-0,05 алюминия, 0,005-0,03 титана, 0,02-0,14 ванадия, 0,015-0,060 ниобия, не более 0,15 молибдена, 0,0003-0,05 кальция, остальное - железо и примеси. 2 з.п. ф-лы, 3 табл.
Углерод - 0,003 - 0,14
Кремний - 0,15 - 0,70
Марганец - 0,50 - 1,65
Хром - Не более 0,3
Никель - Не более 0,3
Медь - Не более 0,3
Алюминий - 0,02 - 0,05
Титан - 0,005 - 0,03
Ванадий - 0,02 - 0,14
Ниобий - 0,015 - 0,060
Молибден - Не более 0,15
Кальций - 0,0003 - 0,05
Железо - Остальноео
| МАТРОСОВ Ю.И | |||
| и др | |||
| Сталь для магистральных газопроводов | |||
| - М.: Металлургия, с.241-243, 271-273 | |||
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ С РЕГЛАМЕНТИРОВАННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1986 |
|
SU1412319A1 |
| СВАРИВАЕМАЯ ВЫСОКОПРОЧНАЯ КОНСТРУКЦИОННАЯ СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ КОРРОЗИОННО-СТОЙКИХ ТРУБ И ЕМКОСТЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2102521C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1995 |
|
RU2086318C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062793C1 |
| СПОСОБ ПРОИЗВОДСТВА КАТАНЫХ ЗАГОТОВОК | 2000 |
|
RU2156313C1 |
