Изобретение относится к способу охлаждения и калибровки профиля из пластмассы, причем профиль проводится через несколько перегородок, установленных друг за другом предпочтительно в находящемся под пониженным давлением корпусе, например в резервуаре или ванне, имеющих отверстие, соответствующее профилю, охлаждаемому охлаждающей средой через установленные по периферии вокруг профиля форсунки, например, жидкостью. Кроме того, изобретение относится к устройству для охлаждения и калибровки выполненного из пластмассы профиля, содержащему предпочтительно находящийся под пониженным давлением продольновытянутый корпус, например ванну или резервуар, в котором друг за другом установлено несколько перегородок с отверстием, соответствующим профилю или его наружному контуру, и через которое проводится профиль, а также несколько установленных вдоль пути движения профиля форсунок, подающих на профиль охлаждающую среду, например жидкость.
Для охлаждения и калибровки профиля, поступающего из экструдера или головки экструдера, профиль сначала можно пропустить через вакуумное вытяжное калибрирующее устройство для того, чтобы после этого охладить с помощью охлаждающей жидкости, причем с одновременной калибровкой.
Известны устройства для охлаждения и калибровки с полной ванной и распылительные устройства. При охлаждении в полной ванне профиль подается через резервуар, наполненный водой. При охлаждении в распылительной ванне профиль со всех сторон опрыскивается водой, причем вода подается под абсолютным давлением 2-4 бара через форсунки, которые могут иметь диаметр 1 мм или более. Предпочтительно сами форсунки образованы выполненными в трубах канавками, проходящими вдоль пути движения профиля.
Даже если с помощью охлаждения в распылительной ванне возможно интенсивное равномерное охлаждение профилей, в том числе имеющих поднутрения, тем не менее вследствие высокого потребления воды создаются значительные затруднения. Поэтому в последнее время все чаще применяются способы охлаждения в полной ванне, описанные, например, в ЕР 0659536 B1, DE 29521996 U1 или в публикации DE-Z: Plastverarbeiter 30. Jahrgang, 1979, Nr.6, S.322-328. Разумеется, устройства охлаждения в полной ванне имеют недостаток в том, что при подаче жидкости могут иметь место ударные волны, которые могут привести к нежелательной деформации охлаждаемых и калибрируемых профилей. При вакуумной калибровке дополнительно возникают колебания в пониженном давлении, вследствие чего охлаждаемый и калибруемый в полной ванне профиль может иметь нежелательные изменения геометрии.
Из патента DE 3241005 A1 известны способ и устройство для охлаждения полых профилей, в которых перед началом каждого процесса экструзии с водой транспортировка производится под давлением 2,5-4 бара и сжатым воздухом 4,5-6 бар во внутреннюю часть полого профиля и тем самым с целью охлаждения вода попадает во внутреннюю часть профиля с тонким распылением.
В установке для калибровки прессованных профилей из пластмассы согласно DE 3427277 A1 полые профили проходят через ванну, на участке 4-х углов которой установлены форсунки, через которые охлаждающая жидкость подается на профиль. При этом ванна может быть выполнена как закрытый корпус и вакуумирована с целью исключения нежелательной деформации профиля.
Способы и устройство для охлаждения и калибровки пластмассовых профилей вышеуказанного типа указаны в ЕР 0788869, US 4054148 или в US 4750873.
Из документа US 4530650 известны способ и устройство для охлаждения и калибровки профиля из пластмассы, когда профиль проводят через несколько расположенных друг за другом перегородок в предпочтительно находящемся под давлением корпусе, выполненном в форме резервуара или ванны, имеющих отверстия, соответствующие профилю, и воздействуют охлаждающей средой, содержащей жидкость, через установленные по периферии форсунки.
В основу изобретения положена задача усовершенствовать способ и устройство вышеуказанного типа таким образом, чтобы сохранить те преимущества, которые достигаются охлаждением в распылительной ванне, и в устройстве с полной ванной, и при этом исключить присущие им недостатки.
В соответствии с изобретением для решения данной задачи в основном технологически предложено, чтобы охлаждающая жидкость подводилась под давлением 25≥р≥5 бар в каждой форсунке, имеющей проходное отверстие для среды с d≤0,7 мм. В частности, давление охлаждающей среды, например жидкости, составляет 10 бар или более выше атмосферного давления и диаметр форсунки составляет менее 0,5 мм. С данными параметрами можно осуществлять обильное разбрызгивание на охлаждаемый и калибрируемый профиль, без высокого расхода воды, требующегося обычно в распылительных устройствах. Более того, расход воды в установках одинакового размера даже меньше, чем в технологии с полными ваннами. Так сравнительные измерения показали, что при одинаковых размерах и пропускной способности в установке с технологией с полными ваннами требуется в два раза больше воды по сравнению с охлаждением согласно изобретению. В установке с аналогичными размерами для охлаждения распылением согласно уровню техники, в котором жидкость разбрызгивается под давлением 1-3 бара выше атмосферного давления, получается даже 3-4-х-кратное увеличение расхода воды.
В усовершенствованном варианте выполнения изобретения предлагается, чтобы жидкость разбрызгивалась с помощью форсунок таким образом, чтобы угол распыления α поперечно к продольному направлению профиля составлял 70°≤α≤85°. Благодаря этому обеспечивается, что профиль по периферии обрызгивается в достаточном объеме и равномерно охлаждается. Последнее обеспечивается особенно за счет того, что - в противоположность охлаждению в полной ванне - исключается скапливание воздушных пузырьков на поверхности профиля, которые не позволяют обеспечить необходимый отвод тепла на этих участках. Кроме того, для охлаждения всегда используется свежая вода, что является преимуществом, которое отсутствует при охлаждении в полной ванне. Вместо свежей воды можно использовать также воду, собранную в ванне, которую можно пропустить через контур охлаждения.
Кроме того, для интенсивного равномерного охлаждения предусмотрено, что в зоне каждого угла окружающего профиль четырехугольника установлена, по меньшей мере, одна форсунка и направлена на профиль так, что выходящие от проходных отверстий установленных в углах форсунок нормали пересекаются на участке, через который проходит прямая линия, на которой расположены соответствующие центры установленных друг за другом перегородок.
Кроме того, изобретением предусматривается, что жидкость разбрызгивается тремя форсунками, установленными на прямых линиях, проходящих вертикально вдоль противолежащих сторон профиля, и/или двумя форсунками, расположенными горизонтально по противолежащим сторонам профиля. Разумеется, вертикальное и горизонтальное расположение можно менять и/или вдоль каждой стороны устанавливать, например, три форсунки.
Устройство вышеназванного типа отличается тем, что форсунка имеет раствор с максимальным диаметром d≤0,7 мм и соединена с системой подачи жидкости, в которой жидкость находится под давлением р≥5 бар. В частности, отверстие форсунки имеет максимальный диаметр d≤0,5 мм. Что касается форсунки, то речь идет о бесштифтовом распылителе, при необходимости о щелевом сопле, щель которого расположена поперечно продольной оси профиля.
Сама жидкость подается под давлением р≥10 бар. Кроме того, предусмотрено, что форсунка выполнена так, что расположенный поперек профиля максимальный угол распыления α составляет 70°≤α≤90°, в частности, 75°≤α≤85°, причем полки разбрызгивающего угольника или конуса расположены на граничащих друг с другом поверхностях воображаемого четырехгранного профиля.
В частности, предусмотрено, что установлено по одной форсунке в углу воображаемого прямоугольника, окружающего профиль. Кроме того, в центральной части проходящих вертикально кромок прямоугольника можно предусмотреть еще одну форсунку.
Сами перегородки могут известным образом прилегать в направлении транспортировки профиля к выходящим от противолежащих стенок корпуса опорным планкам, в которые встроены форсунки. Альтернативно есть возможность расположить перегородки между, в частности, цилиндрическими фиксирующими элементами, например пальцевыми цапфами, выходящими от противолежащих стенок корпуса, причем по меньшей мере один из фиксирующих элементов имеет форсунку.
Другие детали, преимущества и признаки изобретения следуют не только из формулы изобретения, в которой можно взять признаки - самостоятельно и/или в комбинации, - но и из описания предпочтительного примера выполнения, показанного на чертеже.
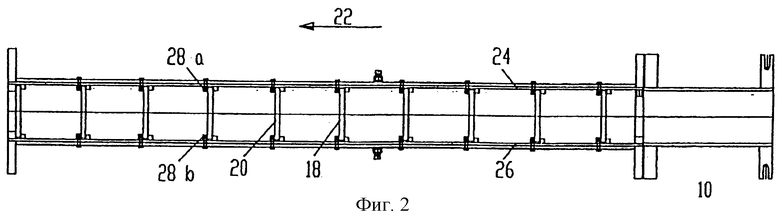
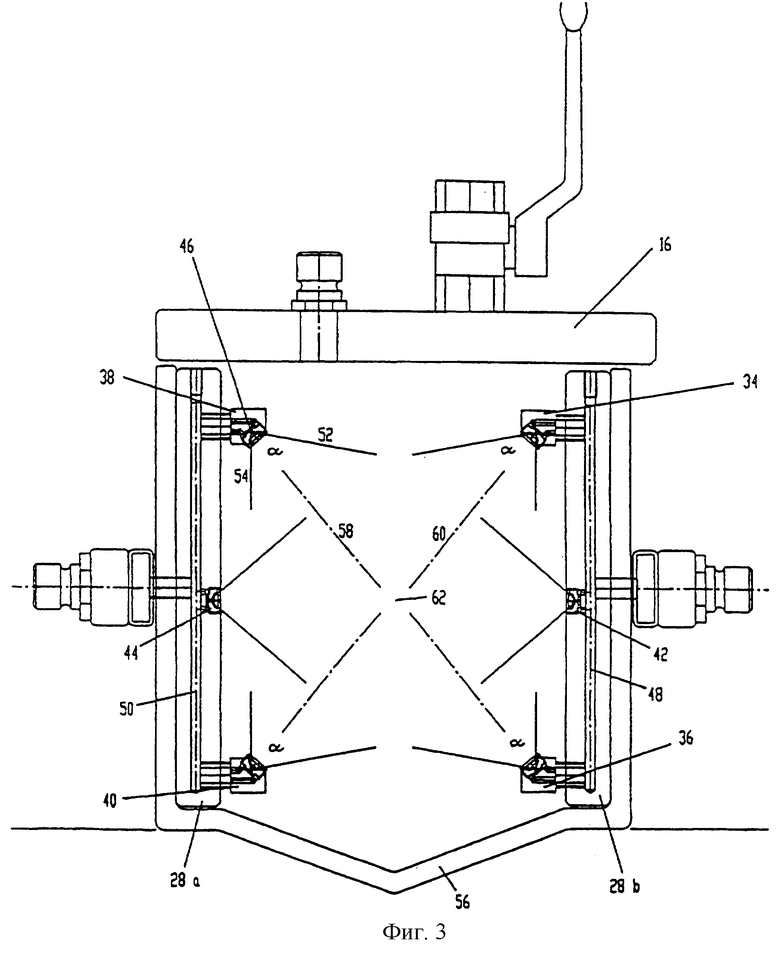
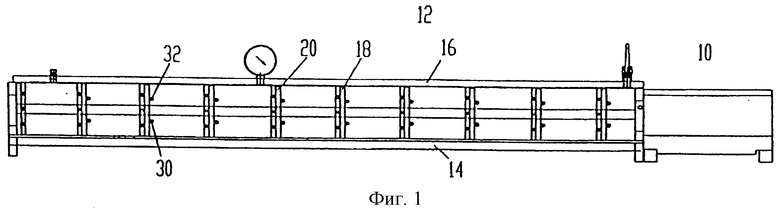
На фиг.1 представлено устройство для охлаждения и калибровки профиля экструзионной установки, вид сбоку; Фиг.2 - устройство согласно фиг.1, вид сверху; Фиг.3 - поперечное сечение устройства на фиг.1 и 2 в увеличенном изображении.
На чертежах показаны части экструзионной установки, с помощью которой изготавливаются состоящие из пластмассы профили необходимой геометрической формы, например полые профили, трубы или другие длинномерные элементы с необходимой геометрической формой поперечного сечения. При этом выходящий из непоказанного на чертеже сопла экструдера пластический профиль может вначале подаваться в сушильное калибрирующее устройство 10, например вакуумное калибрующее устройство, в котором осуществляется вакуумное калибрование посредством техники распыления (устройство 12). Устройство 12 содержит вытянутый корпус, например ванну 14, закрываемую крышкой 16. Внутри ванны 14 установлены с заданным шагом перегородки 18, 20, которые со своей стороны имеют проходные отверстия, геометрическая форма которых соответствует наружному контуру охлаждаемого и калибруемого профиля. При этом можно сослаться на уже известные технические решения. Перегородки 20 установлены, в частности, плавающими, причем перегородки 18, 20 в направлении транспортировки (стрелка 22) профиля прилегают к опорным планкам 28a, 28b, выходящим от противолежащих боковых стенок 24, 26 ванны 14. На противолежащей стороне перегородки 18, 20 предусмотрены пальцеобразные фиксирующие элементы 30, 32. Вместо опорных планок и фиксирующих элементов в стенках 24, 26 можно также выполнить канавки для ввода перегородок.
Для того, чтобы проходящий через камеру 14 профиль интенсивно и равномерно охлаждался в необходимом объеме, профиль нагружается и орошается охлаждающей средой, в частности жидкостью. Для этого в примере выполнения предусмотрено шесть форсунок 34, 36, 38, 40, 42, 44, установленных в одной плоскости, причем плоскость проходит поперечно продольной оси профиля. Разумеется, форсунки 34, 36, 38, 40, 42, 44 можно установить также в смещенных относительно друг друга плоскостях, не выходя за рамки изобретения. Но решающим является то, что форсунки 34, 36, 38, 40, 42, 44 имеют выпускные отверстия, максимальный диаметр которых составляет менее 0,7 мм, в частности менее 0,5 мм. В частности, в форсунках 34, 36, 38, 40, 42, 44 речь идет о бесштифтовых распылителях. Кроме того, в соответствии с изобретением предусмотрено, что жидкость, подаваемая по подводящим линиям 48, 50 в форсунки 34, 36, 38, 40, 42, 44, находится под давлением более чем 5 бар выше атмосферного давления, в частности около 10 бар выше атмосферного давления. Этим обеспечивается то, что жидкость в достаточном количестве тонко распыляется через форсунки 34, 36, 38, 40, 42, 44, причем конус, соответственно угол распыления форсунок 34, 36, 38, 40, 42, 44, рассчитан так, что проходящий через перегородки 18, 20 профиль опрыскивается равномерно по периферии так, что осуществляется равномерное по интенсивности охлаждение даже в поднутрениях, что является преимуществом, не всегда достигаемым, в частности, при охлаждении полной ванной. Кроме того, с помощью распыления обеспечивается то, что воздушные пузырьки не могут скапливаться на стенках подобно способу с полной ванной, что могло бы препятствовать необходимому отводу тепла на данных участках.
Как поясняется на фиг.3 чертежа, соответственно форсунка 34, 36, 38, 40 размещена в углу воображаемого четырехугольника, окружающего профиль. Затем в центральной части продольной кромки воображаемого четырехугольника установлена еще одна форсунка, в примере выполнения форсунка 42 и соответственно 44.
По меньшей мере находящиеся в зоне углов форсунки 34, 36, 38, 40 должны быть выполнены так, чтобы ограниченный полками 52, 54 угол распыления α разбрызгиваемой жидкости был равен, приблизительно, 70-90°, в частности, около 80°. При этом ограничивающие струи разбрызгиваемой жидкости подогнаны к охлаждаемому профилю так, что они проходят вдоль граничащих между собой полок воображаемого четырехгранного профиля.
Кроме того, от форсунок 34, 36, 38, 40 отходят нормали 58, 60, пересекающиеся на линии 62, на которой находятся центры перегородок 18, 20.
Как поясняется на фиг.3 чертежа форсунки 34, 36, 38, 40, 42, 44 отходят от опорных планок 28а, 28b перегородок 18, 20. Соответственно первые выполняют двойную функцию. Разумеется, форсунки могут отходить от особого крепления ванны 14 или быть встроены в пальцевые фиксирующие элементы 30, 32.
Ванна 14 имеет в сечении выполненное V-образным днище 56, которое создает сточный желоб для разбрызганной жидкости. Благодаря этому предотвращается накапливание в ванне 14 такого количества жидкости, что расположенные на стороне днища форсунки 36, 40 оказываются покрытыми ею и больше не могут функционировать.
Если осуществляется вакуумное калибрование, то в ванне и соответственно в баке должно быть давление, уменьшенное на 0,01-0,1 бар.
Изобретение относится к способу охлаждения и калибровки профиля из пластмассы. Профиль проводят через несколько расположенных друг за другом перегородок в находящемся под давлением корпусе. Корпус выполнен в форме резервуара или ванны с отверстиями, соответствующими профилю. На профиль воздействуют охлаждающей средой, содержащей жидкость, через установленные по периферии форсунки. Охлаждающую среду подают под давлением р≥5 бар в форсунку, имеющую проходное отверстие для среды диаметром d≤0,7 мм. Охлаждающую среду разбрызгивают с помощью форсунок таким образом, что создается угол распыления α поперечно продольному направлению профиля, составляющий 70°≤α≤90°. Описано также устройство для осуществления способа. Изобретение обеспечивает интенсивное и равномерное охлаждение профиля без высокого расхода воды. 2 с. и 15 з.п. ф-лы, 3 ил.
| US 4530650 А, 23.07.1985 | |||
| US 4054148 А, 18.10.1977 | |||
| US 4750873 А, 14.06.1988 | |||
| ЕР 0788869 A1, 13.08.1997 | |||
| US 5160476 А, 03.11.1992 | |||
| Устройство для калибрования экструдируемых полых профилей из полимерных материалов | 1970 |
|
SU452952A3 |

