Изобретение касается смазочного устройства для нанесения смазочного средства при прокатке, в частности холодной прокатке, прокатываемого материала.
При этом прокатываемый материал представляет собой катаную полосу, которая ведется через межвалковый зазор между двумя вращающимися рабочими валками прокатной клети с целью уменьшения толщины катаной полосы. С помощью смазочного средства уменьшается трение между катаной полосой и рабочими валками в межвалковом зазоре. Для этого смазочное средство с помощью смазочного устройства наносится, например, на рабочий валок или на опорный валок, или перед межвалковым зазором на прокатываемый материал.
Такого рода смазочные устройства чаще всего имеют форсунки для распыления смазочного средства. Расположение форсунок зависит при этом от нескольких параметров. В частности, оно зависит от расстояния между форсунками и поверхностью, на которую должно наноситься смазочное средство. Это расстояние получается, в свою очередь, из технологических требований производства смазочного профиля, а также из требований площади на имеющихся прокатных клетях. Далее, расположение форсунок зависит от угла распыления применяемых форсунок, который влияет на расстояние между форсунками. Комплексная зависимость расположения форсунок от таких параметров затрудняет конструирование смазочного устройства, применяемого для разных прокатных клетей и процессов прокатки или, соответственно, гибко адаптируемого к разным прокатным клетям и процессам прокатки.
Известны разные устройства и способы нанесения смазочного средства при прокатке.
EP 1 142 652 A2 и EP 142 653 A2 раскрывают устройства для охлаждения и/или смазки валков для полосовых станов холодной прокатки, имеющих предназначенные для отдельных валков, установленные на станинах прокатной клети форсуночные балки, в которые по ширине валков встроены распылительные форсунки. Форсуночные балки обладают возможностью смещения посредством образованного сервоцилиндрами линейного привода в направлении их продольной оси поперек направления движения катаной полосы и обладают возможностью наклона вокруг продольной оси посредством привода вращения.
EP 2 465 619 A1 раскрывает устройство и способ нанесения смазочного средства при прокатке металлической катаной полосы, при этом в распылительном устройстве создается смесь из смазочного средства и газа-носителя. Смесь подводится к системе распылительных форсунок и посредством одной общей распыляемой струи наносится на поверхность по меньшей мере одного рабочего валка и/или на поверхность катаной полосы.
CH 686 072 A5 раскрывает распылительное устройство, которое присоединяется к экструдеру и служит для всестороннего охлаждения металлических профилей. Охлаждающие среды под программным управлением выходят из распылительных форсунок в направлении профилей. Расстояние, распределение поперечного сечения и направление распылительных форсунок специально адаптированы к геометрической форме и распределению массы профилей.
EP 0 153 532 A2 раскрывает распылительную балку, в которой закреплены однокомпонентные мембранные форсунки. Охлаждающая среда перемещается в продольном канале первой части балки к соответствующим форсункам, в то время как канал во второй части балки содержит находящуюся под давлением управляющую среду (напр., сжатый воздух), необходимую для приведения в действие форсунок. Каждая форсунка для приведения в действие мембраны имеет электромагнитную катушку, которая активируется через соответствующие разъемы.
В основе изобретения лежит задача, предложить смазочное устройство для нанесения смазочного средства при прокатке прокатываемого материала, которое, в частности, улучшено в отношении возможности адаптации его изготовления к разным прокатным клетям и процессам прокатки.
Задача решается в соответствии с изобретением с помощью признаков п.1 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Из уже цитированной EP 0 153 532 A2 известна принципиальная конструкция смазочного устройства, с помощью которого при помощи среды-носителя наносится смазочное средство: при этом балка, имеющая продольную протяженность, имеет первый канал для подачи смазочного средства, а также второй канал для подачи среды-носителя, при этом первый и второй канал распространяются в продольном направлении внутри балки. Балка имеет поперек своего продольного направления несколько форсунок, которые выпускают смазочное средство при помощи находящейся под давлением среды-носителя. Форсунки соединены каждая с первым и вторым каналом, так что через эти соединения осуществляется снабжение отдельных форсунок смазочным средством из первого канала и подача к форсункам среды-носителя из второго канала.
Предлагаемое изобретением усовершенствование такого смазочного устройства для нанесения смазочного средства при прокатке прокатываемого материала включает в себя экструдированный профиль, имеющий два противолежащих конца профиля, между которыми через экструдированный профиль проходят несколько открытых к двум концам профиля каналов для смазочного средства и по меньшей мере один открытый в двум концам профиля канал для среды-носителя. Далее, смазочное устройство по меньшей мере для одного конца профиля имеет присоединительный блок, который на этом конце профиля соединен с экструдированным профилем, и присоединительные каналы для смазочного средства, которые соединены каждый с одним каналом для смазочного средства экструдированного профиля. Кроме того, смазочное устройство имеет соединенные с экструдированным профилем форсунки, которые соединены каждая с каналом для смазочного средства и выполнены для создания и выпуска смеси смазочного средства со средой-носителем из смазочного средства и среды-носителя. Среда-носитель представляет собой газ, напр., воздух, или жидкость, напр., воду.
При этом экструдированный профиль выполняет одновременно функцию держателя форсунок и системы труб для направления смазочного средства и среды-носителя к форсункам. Такой экструдированный профиль может просто изготавливаться из полуфабриката, произведенного способом экструзии, который уже имеет каналы для среды-носителя и смазочного средства. В частности, длина экструдированного профиля может путем простой нарезки полуфабриката варьируемым образом адаптироваться к протяженности смазываемой области смазки. Издержки конструирования для изготовления смазочного устройства и его адаптации к параметрам прокатных клетей и процессов прокатки уменьшаются по существу за счет позиционирования форсунок, которое может осуществляться гибко путем выполнения (например, путем сверления и/или фрезерования) выемок под форсунки и соединительных проходов между выемками под форсунки и каналами для среды-носителя и смазочного средства. Это предпочтительно уменьшает издержки и стоимость изготовления смазочного устройства и позволяет просто адаптировать это изготовление к разным прокатным клетям и процессам прокатки.
Применение экструдированного профиля, имеющего проходящие через экструдированный профиль каналы для среды-носителя и смазочного средства, кроме того, предпочтительно позволяет избежать подлежащих уплотнению мест уплотнений в продольной протяженности смазочного устройства, которые возникают, например, при модульной конструкции смазочного устройства из отдельных модулей, имеющих отдельные участки проходов для среды-носителя и смазочного средства.
Указанный по меньшей мере один соединенный с экструдированным профилем присоединительный блок, имеющий присоединительные каналы для смазочного средства, предпочтительно позволяет получить гибко адаптируемое к длине экструдированного профиля присоединение смазочного устройства к системе снабжения смазочным средством.
Один из вариантов осуществления изобретения предусматривает, что по меньшей мере один присоединительный блок имеет присоединительный канал для среды-носителя, который соединен с по меньшей мере одним каналом для среды-носителя экструдированного профиля. Этот вариант осуществления изобретения предпочтительно позволяет получить гибко адаптируемое к длине экструдированного профиля присоединение смазочного устройства к системе снабжения средой-носителем.
Другой вариант осуществления изобретения предусматривает, что экструдированный профиль произведен из алюминия или меди, или алюминиевого сплава или медного сплава. Этот вариант осуществления изобретения предпочтительно заметно уменьшает вес смазочного устройства по сравнению с традиционными смазочными устройствами, которые обычно производятся из стали. Благодаря этому смазочное устройство может, в частности, монтироваться и демонтироваться и заменяться вручную, без необходимости применения специального подъемного устройства, такого как кран, что значительно упрощает и сокращает монтаж и демонтаж, а также замену и техническое обслуживание смазочного устройства. Другое преимущество получается из высокой устойчивости к коррозии алюминия, меди и алюминиевых и медных сплавов, в частности при применении в качестве среды-носителя воды. Это важно, так как качество воды в прокатных агрегатах в общем очень сильно колеблется или, соответственно, вода часто очень загрязнена.
Другой вариант осуществления изобретения предусматривает, что каждая форсунка через по меньшей мере один просверленный в экструдированном профиле снаружи тупиковый канал соединена с каналом для смазочного средства экструдированного профиля. При этом каждый тупиковый канал экструдированного профиля закрыт снаружи, например, заглушкой. Этот вариант осуществления изобретения позволяет получить гибкое, адаптированное к соответствующим положениям форсунок соединение форсунок с каналами для смазочного средства экструдированного профиля просверленными снаружи в экструдированном профиле тупиковыми проходами.
Другой вариант осуществления изобретения предусматривает, что каждая форсунка разъемно соединена с экструдированным профилем байонетным затвором или винтовым соединением. Этот вариант осуществления изобретения предпочтительно позволяет получить простой монтаж и демонтаж и замену форсунок, которая в случае применения байонетных затворов для крепления форсунок может осуществляться даже без помощи инструмента.
Другой вариант осуществления изобретения предусматривает, что по меньшей мере один присоединительный блок имеет сегмент для изменения направления смазочного средства, имеющий проходы для смазочного средства, которые соединяют каждый один присоединительный канал для смазочного средства присоединительного блока с одним каналом для смазочного средства экструдированного профиля и изменяют направление смазочного средства. Усовершенствования этого варианта осуществления изобретения предусматривают, что каждый сегмент для изменения направления смазочного средства имеет стопу листов из нескольких уложенных в стопу листов и опционально расположенное на стопе листов уплотнение, при этом листы и опциональное уплотнение имеют вырезы, которые образуют проходы для смазочного средства. Эти варианты осуществления изобретения позволяют изменять направление смазочного средства от присоединительных каналов для смазочного средства присоединительного блока к каналам для смазочного средства экструдированного профиля. При этом присоединительные каналы для смазочного средства могут, например, вестись по задней стороне экструдированного профиля, благодаря чему смазочное устройство может выполняться компактно. Реализация изменения направления смазочного средства через вырезы в уложенных в стопу листах предпочтительна, так как такие листы могут изготавливаться при оптимальной стоимости, точно и гибко, например, лазерной резкой.
Другой вариант осуществления изобретения предусматривает, что каждый канал для смазочного средства экструдированного профиля соединен с расположенным снаружи экструдированного профиля распределительным клапаном. Распределительные клапаны позволяют дозировать потоки смазочного средства к форсункам. Расположение распределительных клапанов вне экструдированного профиля упрощает техническое обслуживание и в необходимом случае замену распределительных клапанов и тем самым упрощает поддержание смазочного устройства в исправном состоянии.
Другой вариант осуществления изобретения предусматривает, что на каждом из двух противолежащих концов экструдированного профиля с экструдированным профилем соединен присоединительный блок, при этом каждый присоединительный блок имеет присоединительные каналы для смазочного средства, которые соединены каждый с одним каналом для смазочного средства экструдированного профиля. Предпочтительно оба присоединительных блока имеют присоединительный канал для среды-носителя, который соединен с каждым каналом для среды-носителя экструдированного профиля. Тем самым экструдированный профиль уплотняется на двух концах профиля и, кроме того, позволяет с двух сторон подводить среду-носитель и смазочное средство.
Другой вариант осуществления изобретения предусматривает раму для защиты форсунок, которая расположена на экструдированном профиле вокруг форсунок и имеет выемки рамы для форсунок. С помощью рамы для защиты форсунок форсунки могут предпочтительно защищаться от повреждений, например, при обрыве катаной полосы или вследствие так называемых недокатов (англ. cobbles).
При предлагаемом изобретением способе изготовления предлагаемого изобретением смазочного устройства изготавливается экструдированный профиль, при этом способом экструзии изготавливается полуфабрикат, имеющий каналы для смазочного средства и указанный по меньшей мере один канал для среды-носителя, и этот полуфабрикат затем нарезается по длине, которая зависит от протяженности смазываемой области смазки. В полуфабрикате выполняются выемки под форсунки для форсунок, и для каждой выемки под форсунку в экструдированном профиле сверлится по меньшей мере один тупиковый канал от наружной поверхности полуфабриката для соединения выемки под форсунку с проходящим через экструдированный профиль каналом для смазочного средства. Этот способ предпочтительно позволяет гибко адаптировать изготовленное смазочное устройство к параметрам прокатной клети и процесса прокатки, как уже указывалось выше.
Вышеописанные свойства, признаки и преимущества этого изобретения, а также способ их достижения становятся яснее и отчетливее понятны в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом показано:
фиг.1: изображение в перспективе смазочного устройства;
фиг.2: изображение в перспективе участка смазочного устройства;
фиг.3: изображение в перспективе сечения участка смазочного устройства;
фиг.4: изображение в перспективе оборванного участка смазочного устройства;
фиг.5: изображение в перспективе сечения конечного участка смазочного устройства;
фиг.6: изображение в перспективе конечного участка смазочного устройства; и
фиг.7: покомпонентное изображение в перспективе присоединительного блока смазочного устройства.
Соответствующие друг другу части на всех фигурах снабжены одинаковыми ссылочными обозначениями.
На фиг.1-7 показаны разные изображения и местные изображения смазочного устройства для нанесения смазочного средства при прокатке прокатываемого материала.
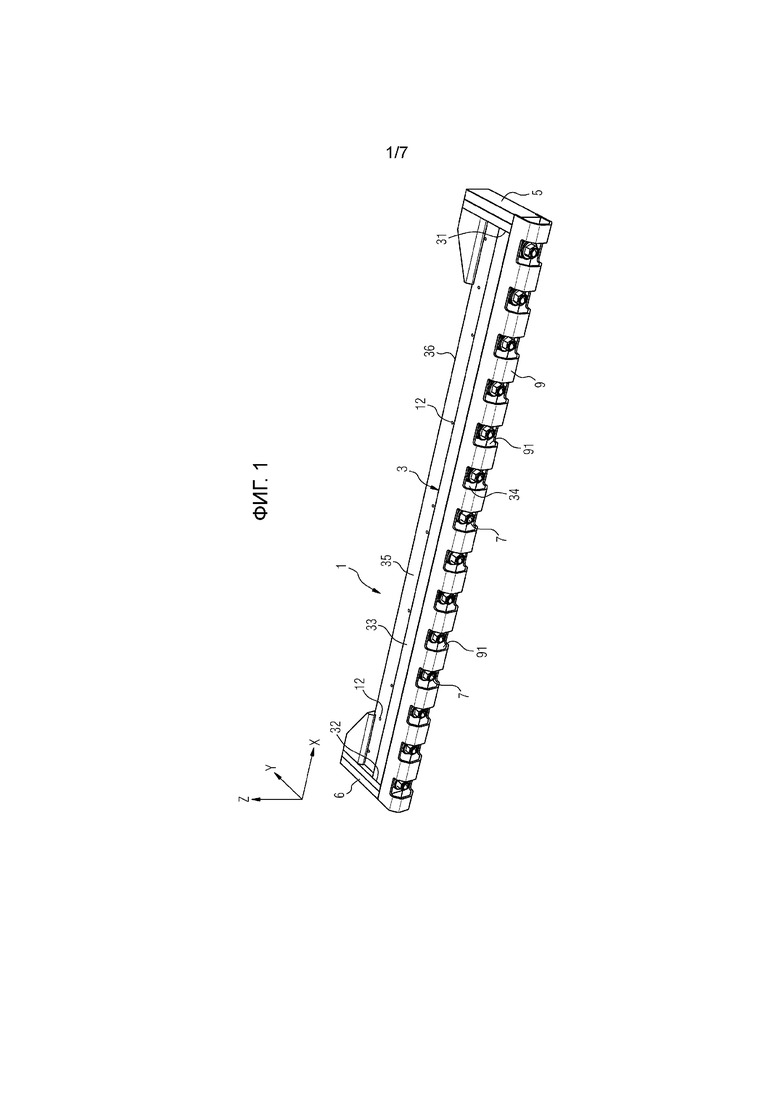
На фиг.1 показано изображение в перспективе всего смазочного устройства 1. Смазочное устройство 1 включает в себя экструдированный профиль 3, два присоединительных блока 5, 6, несколько форсунок 7 и раму 9 для защиты форсунок.
Экструдированный профиль 3 представляет собой продолговатое тело, которое распространяется вдоль своей продольной оси между двумя концами 31, 32 экструдированного профиля 3. Экструдированный профиль 3 имеет передний участок 33, имеющий переднюю сторону 34 экструдированного профиля 3, и задний участок 35, имеющий противолежащую передней стороне 34 заднюю сторону 36 экструдированного профиля 3, при этом передняя сторона 34 и задняя сторона 36 распространяются каждая в продольном направлении экструдированного профиля 3, т.е. параллельно его продольной оси. Передняя сторона 34 обращается к поверхности, на которую наносится смазочное средство.
Первый присоединительный блок 5 расположен на первом конце 31 экструдированного профиля 3, второй присоединительный блок 6 расположен на втором конце 32 экструдированного профиля 3.
Форсунки 7 вставлены рядом друг с другом вдоль прямой, параллельной продольной оси экструдированного профиля 3, в передний участок 33 экструдированного профиля 3 (см. в связи с этим фиг.3-5), при этом они выдаются каждая из экструдированного профиля 3 на передней стороне 34 экструдированного профиля 3.
Рама 9 для защиты форсунок расположена на экструдированном профиле 3, охватывает в виде колпака переднюю сторону 34 экструдированного профиля 3 и распространяется параллельно продольной оси экструдированного профиля 3. Рама 9 для защиты форсунок выполнена в виде профиля, имеющего U-образное поперечное сечение, который имеет выемку 91 рамы для каждой форсунки 7. Рама 9 для защиты форсунок отстоит от передней стороны 34 экструдированного профиля 3 дальше, чем форсунки 7, чтобы защищать форсунки 7 от повреждений.
Для лучшего понимания на каждой из фиг.1-7 изображена отнесенная к экструдированному профилю 3 система декартовых координат, имеющая координаты X, Y, Z, ось X которой параллельна продольной оси экструдированного профиля 3. Ось Y системы координат проходит через переднюю сторону 34 и через заднюю сторону 36 экструдированного профиля 3.
В изображенном на фиг.1-7 примере осуществления передняя сторона 34 и задняя сторона 36 экструдированного профиля 3 выполнены каждая плоской и перпендикулярной направлению оси Y. Далее, концы 31, 32 профиля в этом примере осуществления представляют собой перпендикулярные продольной оси экструдированного профиля 3 поверхности экструдированного профиля 3 и при этом параллельны плоскости YZ системы координат.
На фиг.2-4 показан экструдированный профиль 3, форсунки 7 и рама 9 для защиты форсунок смазочного устройства 1 в деталях. На фиг.2 показано изображение в перспективе экструдированного профиля 3, закрепленных на нем форсунок 7 и рамы 9 для защиты форсунок, при этом рама 9 для защиты форсунок изображена прозрачной. На фиг.3 показано изображение в перспективе участка смазочного устройства 1, имеющее плоскость сечения, параллельную плоскости YZ, которая проходит через форсунку 7. На фиг.4 показано изображение в перспективе участка смазочного устройства 1, который в области форсунки 7 оборван и изображен со множеством разрезов.
Через экструдированный профиль 3 параллельно его продольной оси проходят несколько (в изображенном примере осуществления восемь) каналов 41 для смазочного средства, два канала 42 для среды-носителя и одна выемка 43 для крепления форсунки. Каналы 41 для смазочного средства, каналы 42 для среды-носителя и выемка 43 для крепления форсунки проходят каждый по всей продольной протяженности экструдированного профиля 3 и с каждого из двух концов 31, 32 профиля экструдированного профиля 3 открыты.
Каналы 41 для смазочного средства проходят через задний участок 35 экструдированного профиля 3. Канады 41 для смазочного средства образуют два ряда каналов 41 для смазочного средства (в изображенном примере осуществления два ряда по четыре канала 41 для смазочного средства), причем эти два ряда расположены на разных сторонах средней плоскости M экструдированного профиля 3, и каналы 41 для смазочного средства каждого ряда расположены вдоль параллельной оси Y прямой рядом друг с другом. Средняя плоскость M проходит параллельно плоскости XY системы координат через экструдированный профиль 3 и по меньшей мере приблизительно является плоскостью симметрии экструдированного профиля 3.
Каналы 42 для среды-носителя и выемка 43 для крепления форсунки проходят через передний участок 33 экструдированного профиля 3. При этом каналы 42 для среды-носителя проходят на большем расстоянии от передней стороны 34 экструдированного профиля 3, чем выемка 43 для крепления форсунок, т.е. каналы 42 для среды-носителя проходят между выемкой 43 для крепления форсунок и каналами 41 для смазочного средства через экструдированный профиль 3. Каналы 42 для среды-носителя проходят на разных сторонах средней плоскости M. Выемка 43 для крепления форсунок выполнена симметрично средней плоскости M.
Выемка 43 для крепления форсунок с передней стороны, т.е. в направлении передней стороны 34 экструдированного профиля 3, ограничивается фронтальной стенкой 37, наружная поверхность которой образует переднюю сторону 34 экструдированного профиля 3. С задней стороны, т.е. в направлении задней стороны 36 экструдированного профиля 3, выемка 43 для крепления форсунок ограничивается промежуточной стенкой 38 экструдированного профиля 3, которая отделяет выемку 43 для крепления форсунок от каналов 42 для среды-носителя. Каналы 42 для среды-носителя отделяются друг от друга перегородкой 39, которая проходит от промежуточной стенки 38 к заднему участку 35 экструдированного профиля 3.
Каждая форсунка 7 вставлена в выемку 44, 45, 46 под форсунку в экструдированном профиле 3. Каждая выемка 44, 45, 46 под форсунку состоит из выемки 44 фронтальной стенки во фронтальной стенке 37, выемки 45 промежуточной стенки в промежуточной стенке 38 и выемки 46 перегородки в перегородке 39.
Каждая форсунка 7 выполнена для создания и выпуска смеси смазочного средства со средой-носителем из смазочного средства и среды-носителя. Каждая форсунка 7 имеет корпус 71 форсунки и соединенную с корпусом 71 форсунки головку 72 форсунки.
Корпус 71 форсунки представляет собой по существу цилиндрическое полое тело, которое с одной стороны закрыто дном 73 форсунки и открыто к головке 72 форсунки. Дно 73 форсунки имеет впуск 74 для среды-носителя для ввода среды-носителя в форсунку 7. Далее, корпус 71 форсунки имеет два впуска 75 для смазочного средства для ввода смазочного средства в форсунку 7, при этом впуски 75 для смазочного средства расположены на одинаковом расстоянии от дна 73 форсунки.
Головка 72 форсунки в виде колпака надета на корпус 7 форсунки и имеет форсуночный выпуск 76 для выпуска смеси смазочного средства со средой-носителем.
Каждая форсунка 7 разъемно соединена байонетным затвором 77-80 с экструдированным профилем 3. Байонетный затвор 77-80 включает в себя байонетный буртик 77, опорный буртик 78, зажимную пружину 79 и зажимное кольцо 80. Байонетный буртик 77, опорный буртик 78, зажимная пружина 79 и зажимное кольцо 80 проходят каждый кольцеобразно вокруг оси форсунки 7, которая проходит между дном 73 форсунки и головкой 72 форсунки.
Байонетный буртик 77 является частью корпуса 71 форсунки и расположен между впусками 75 для смазочного средства и головкой 72 форсунки. Байонетный буртик 77 отстоит от остального корпуса 71 форсунки наружу, при этом он имеет два противолежащих сегмента 77.1, 77.2 буртика, которые отстоят наружу дальше, чем лежащие между ними области байонетного буртика 77. Выемка 44 фронтальной стенки имеет ответный байонетному буртику 77 контур, так что байонетный буртик 77 может вестись через выемку 44 фронтальной стенки только в положении с точной посадкой относительно выемки 14 фронтальной стенки.
Опорный буртик 78 является частью форсуночной головки 72 и в виде круглого кольца отстоит от остальной форсуночной головки 72 наружу.
Зажимное кольцо 80 расположено между байонетным буртиком 77 и форсуночной головкой 72 и проходит кольцеобразно вокруг наружной поверхности корпуса 71 форсунки, при этом оно обладает возможностью смещения вдоль оси форсунки относительно корпуса 71 форсунки. Наружный диаметр зажимного кольца 80 больше, чем диаметр выемки 44 фронтальной стенки, так что он не может вестись через выемку 44 фронтальной стенки.
Зажимная пружина 79 расположена между опорным буртиком 78 форсуночной головки 72 и зажимным кольцом 80 и опирается передним концом на опорный буртик 78 и задним концом на зажимное кольцо 80. Зажимная пружина 79 в направлении оси форсунки обладает возможностью упругой деформации и предварительно напряжена, так что она действует на зажимное кольцо 80 с возвратной силой в направлении байонетного буртика 77.
Выемки 45 промежуточной стенки и выемки 46 перегородки выполнены каждая для помещения заднего участка корпуса 71 форсунки 7, при этом каждая выемка 46 перегородки соединяет два канала 42 для среды-носителя со впуском 74 для среды-носителя в дне 73 форсунки 7.
Для крепления форсунки 7 на экструдированном профиле 3 форсунка 7 вставляется с передней стороны 34 в выемку 44, 45, 46 под форсунку, при этом байонетный буртик 77 с точной посадкой ведется через выемку 44 фронтальной стенки. Затем форсунка 7 вращается примерно на 90 градусов вокруг своей оси и отпускается. В результате сегменты 77.1, 77.2 прилегают к задней поверхности фронтальной стенки 37, и зажимное кольцо 80 прилегает к передней поверхности фронтальной стенки 37. Далее, зажимная пружина 79 действует на зажимное кольцо 80 с возвратной силой, которая прижимает зажимное кольцо 80 к фронтальной стенке 37 и при этом закрепляет форсунку 7 в экструдированном профиле 3. Для демонтажа форсунки 7 из экструдированного профиля 3 (например, для смены форсунки 7) форсунка 7 соответственно вращается вокруг своей оси, пока ее байонетный буртик 77 не сможет вестись через выемку 44 фронтальной стенки, и затем форсунка 7 вытягивается из выемки 44, 45, 46 под форсунку. Таким образом байонетный затвор 77-80 предпочтительно позволяет получить разъемный и без инструмента монтаж, демонтаж и замену форсунок 7.
Каждая форсунка 7 через первый тупиковый канал 47 и второй тупиковый канал 48 соединена с проходящим через экструдированный профиль 3 каналом 41 для смазочного средства.
Каждый первый тупиковый канал 47 проходит прямо от задней стороны 36 экструдированного профиля 3 параллельно оси Y между двумя рядами каналов 41 для смазочного средства через задний участок 35 экструдированного профиля 3, через перегородку 39 до промежуточной стенки 38 и заканчивается в промежуточной стенке 38 на высоте впусков 75 для смазочного средства закрепленной в экструдированном профиле 3 форсунки 7, к которой проходит первый тупиковый канал 47.
Каждый второй тупиковый канал 48 проходит снаружи параллельно оси Z через задний участок 35 экструдированного профиля 3 к каналу 41 для смазочного средства и от этого канала 41 для смазочного средства к первому тупиковому каналу 47 и таким образом соединяет канал 41 для смазочного средства с первым тупиковым каналом 47.
Каждая выемка 45 промежуточной стенки имеет кольцевое расширение 49 выемки, которое проходит на высоте впусков 75 для смазочного средства форсунки 7, которая вставлена в выемку 44, 45, 46 под форсунку, имеющую эту выемку 45 промежуточной стенки. То есть расширение 49 выемки 45 промежуточной стенки после вставления форсунки 7 образует кольцевой канал вокруг корпуса 71 этой форсунки 7 на высоте ее впусков 75 для смазочного средства. Проходящий к этой форсунке 7 первый тупиковый канал 47 проходит к расширению 49 выемки и при этом соединяет его через второй тупиковый канал 48 с каналом 41 для смазочного средства.
Образованный расширением 49 выемки кольцевой канал вокруг корпуса 71 форсунки 7 уплотняется двумя уплотнительными кольцами 10, 11, которые введены в наружную поверхность корпуса 71 форсунки 7, проходят вокруг оси форсунки 7 и прилегают к промежуточной стенке 38. При этом первое уплотнительное кольцо 10 находится на меньшем расстоянии от дна 73 форсунки, чем впуски 75 для смазочного средства, и уплотняет кольцевой канал сзади. Второе уплотнительное кольцо 11 находится на большем расстоянии от дна 78 форсунки, чем впуски 75 для смазочного средства, и уплотняет кольцевой канал спереди.
Каждая выемка 46 перегородки выполнена с такой глубиной, что она соединяет два канала 42 для среды-носителя с впуском 74 для среды-носителя форсунки 7, вставленной в соответствующую выемку 44, 45, 46 под форсунку.
Каждый тупиковый канал 47, 48 закрыт снаружи заглушкой 12.
На фиг.4 показано также одно из нескольких винтовых соединений 92, с помощью которых рама 9 для защиты форсунок закреплена на экструдированном профиле 3.
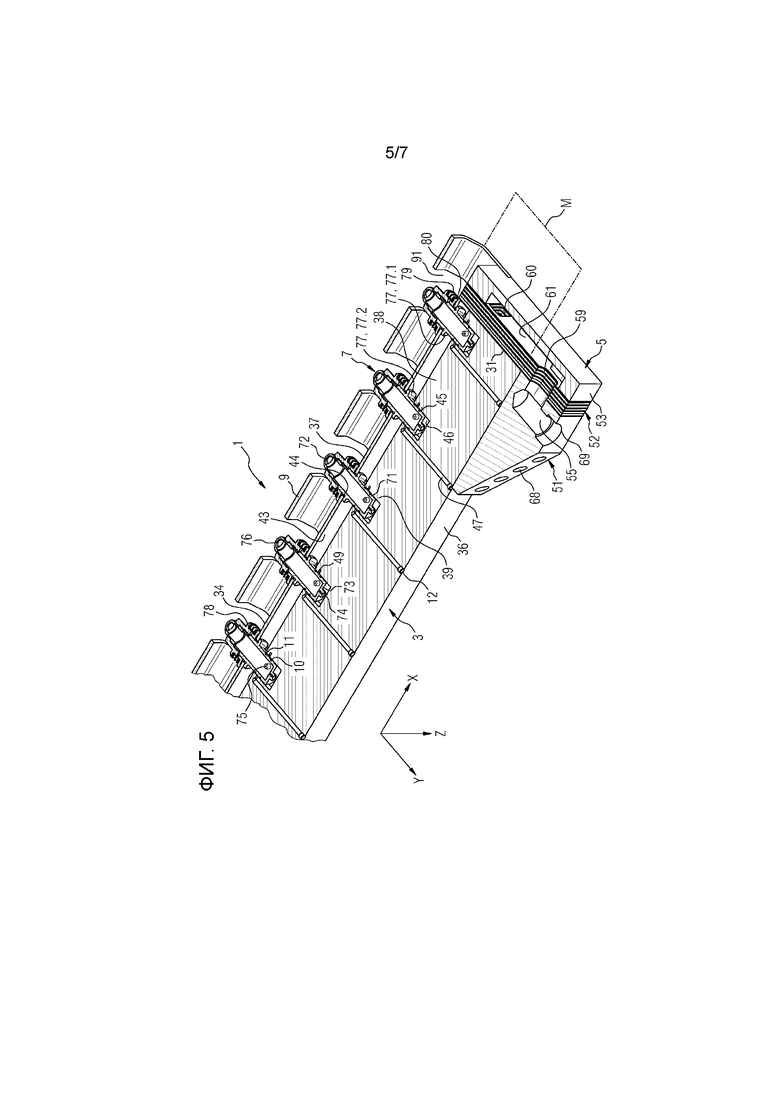
На фиг.5-7 показан первый присоединительный блок 5 и его привязка к экструдированному профилю 3. На фиг.5 показано изображение в перспективе сечения конечного участка смазочного устройства 1, имеющего первый присоединительный блок 5, которое имеет в качестве плоскости сечения среднюю плоскость M. На фиг.6 показано изображение в перспективе первого присоединительного блока 5 и прозрачно изображенные концевые участки экструдированного профиля 3 и рамы 9 для защиты форсунок. На фиг.7 показано покомпонентное изображение в перспективе первого присоединительного блока 5 смазочного устройства 1. Второй присоединительный блок 6 выполнен аналогично первому присоединительному блоку 5. Поэтому далее описывается только первый присоединительный блок 5.
Первый присоединительный блок 5 включает в себя присоединительный сегмент 51, сегмент 52 для изменения направления смазочного средства и сегмент 53 для изменения направления среды-носителя.
Присоединительный сегмент 51 прилегает к задней стороне 36 экструдированного профиля 3 и заканчивается на конце профиля заподлицо с первым концом 31 экструдированного профиля 3. При этом присоединительный сегмент 51 не отстоит в сторону от экструдированного профиля 3, что приводит к компактному варианту осуществления смазочного устройства 1, который, в частности, позволяет получить быстрый монтаж и демонтаж смазочного устройства 1 в группе прокатных клетей. Сегмент 52 для изменения направления смазочного средства прилегает к первому концу 31 экструдированного профиля 3 и к присоединительному сегменту 51. Сегмент 53 для изменения направления среды-носителя прилегает в обращенной от экструдированного профиля 3 стороне сегмента 52 для изменения направления смазочного средства.
Через присоединительный сегмент 51 проходят несколько (в изображенном примере осуществления восемь) присоединительных каналов 54 для смазочного средства и один присоединительный канал 55 для среды-носителя к сегменту 52 для изменения направления смазочного средства. На фиг.5 показан ход присоединительного канала 55 для среды-носителя, на фиг.6 в качестве примера ход двух присоединительных каналов 54 для смазочного средства, на фиг.7 показан ход всех присоединительных каналов 54 для смазочного средства и присоединительного канала 55 для среды-носителя.
В сегменте 52 для изменения направления смазочного средства проходят несколько (в изображенном примере осуществления восемь) проходов 56, 57, 58 для смазочного средства, которые соединяют каждый один присоединительный канал 54 для смазочного средства первого присоединительного блока 5 с одним каналом 41 для смазочного средства экструдированного профиля 3 и изменяют направление смазочного средства от присоединительного канала 54 для смазочного средства к каналу 41 для смазочного средства.
Каждый соединительный проход 56, 57, 58 состоит из продолжения 56 присоединительного канала, которое прямолинейно продолжает присоединительный канал 54 для смазочного средства присоединительного сегмента 51 в сегмент 52 для изменения направления смазочного средства, продолжения 57 канала для смазочного средства, которое прямолинейно продолжает канал 41 для смазочного средства экструдированного профиля 3 в сегмент 52 для изменения направления смазочного средства, и соединительный канал 58 для смазочного средства, который соединяет продолжение 56 присоединительного канала для смазочного средства с продолжением 57 канала для смазочного средства.
Через сегмент 52 для изменения направления смазочного средства проходят также продолжение 59 присоединительного канала для среды-носителя, которое продолжает присоединительный канал 55 для среды-носителя присоединительного сегмента 51 к сегменту 53 для изменения направления среды-носителя, и два продолжения 60 канала для среды-носителя которые продолжают каждое один из двух каналов 42 для среды-носителя экструдированного профиля 3 к сегменту 53 для изменения направления среды-носителя.
В сегменте 53 для изменения направления среды-носителя проходит соединительный канал 61 для среды-носителя, который соединяет продолжение 59 присоединительного канала для среды-носителя с двумя продолжениями 60 канала для среды-носителя и изменяет направление среды-носителя.
Сегмент 52 для изменения направления смазочного средства включает в себя стопу листов из нескольких уложенных в стопу листов 62, 63 и опционально пластинчатое уплотнение 64, которое расположено между стопой листов и экструдированным профилем 3, а также присоединительным элементом 51. Листы 62, 63 и уплотнение 64 имеют каждый вырезы 65-67, которые образуют проходы 56, 57, 58 для смазочного средства, продолжение 59 присоединительного канала для среды-носителя и продолжения 60 каналов для среды-носителя.
Стопа листов образуется соединительными листами 62 и разделительными листами 63, которые чередуются, так что между двумя разделительными листами 63 расположено по одному соединительному листу 62.
Каждый соединительный канал 58 для смазочного средства образуется ровно одним продолговатым соединительным вырезом 65 в соединительном листе 62. Соединенное с соединительным каналом 58 для смазочного средства продолжение 56 присоединительного канала для смазочного средства и соединенное с этим соединительным каналом 58 для смазочного средства продолжение 57 канала для смазочного средства образуются каждое расположенными друг за другом, ответными друг другу вырезами 66 стопы во всех листах 62, 63, которые расположены между уплотнением 64 и образующим соединительный канал 58 для смазочного средства соединительным листом 62, а также в уплотнении 64. Каждый соединительный вырез 65 в соединительном листе 62 полностью покрывается расположенным за соединительном листом 62 разделительным листом 63 и расположенным перед соединительным листом 62 разделительным листом 63, за исключением тех областей, которые лежат за вырезами 66 стопы в этом разделительном листе 63. При этом один лист 62, 63 называется расположенным за другим листом 62, 63, когда он лежит ближе к сегменту 53 для изменения направления среды-носителя. Соответствующее относится к вырезам 65-67.
В изображенном примере осуществления каждый соединительный лист 62 имеет два соединительных выреза 65 и соответственно этому образует с примыкающими разделительными листами 63 два соединительных канала 58 для смазочного средства.
Продолжение 59 присоединительного канала для среды-носителя и продолжения 60 каналов для среды-носителя образуются каждое расположенными друг за другом, ответными друг другу вырезами 67 каналов для среды-носителя во всех листах 62, 63 и уплотнении 64.
За исключением переднего, расположенного непосредственно за уплотнением 64 разделительного листа 63, разделительные листы 63 имеют меньшую толщину, чем соединительные листы 62.
В изображенном примере осуществления присоединительный сегмент 51 имеет для каждого присоединительного канала 54 для смазочного средства присоединительное отверстие 68 для смазочного средства и для присоединительного канала 55 для среды-носителя присоединительное отверстие 69 для среды-носителя для среды-носителя к задней наружной стороне присоединительного сегмента 51. При этом присоединительное отверстие 69 для среды-носителя находится ближе к сегменту 52 для изменения направления смазочного средства, чем присоединительные отверстия 68 для смазочного средства. Далее, задняя наружная сторона присоединительного сегмента 51 в области присоединительных отверстий 68 для смазочного средства скошена относительно задней стороны 36 экструдированного профиля 3, при этом расстояние от них до задней стороны 36 экструдированного профиля 3 по мере удаления от сегмента 52 для изменения направления смазочного средства уменьшается.
Экструдированный профиль 3 произведен, например, из алюминия или меди, или алюминиевого сплава или медного сплава.
Уплотнение 64 произведено, например, из нитрилкаучука или фторкаучука.
Листы 62, 63 произведены, например, из высококачественной стали или алюминиевого сплава.
При изготовлении вышеописанного смазочного устройства 1 экструдированный профиль 3 изготавливается таким образом, что способом экструзии сначала изготавливается полуфабрикат, имеющий каналы 41 для смазочного средства, каналы 42 для среды-носителя и выемку 43 для крепления форсунки. Затем полуфабрикат нарезается по длине, которая зависит от протяженности смазываемой области смазки. В полуфабрикате выполняются выемки под форсунки для форсунок 7, расширения 49 выемок в выемках 45 промежуточной стенки и тупиковые каналы 47, 48, например, в каждом случае путем сверления и/или фрезерования. В завершение тупиковые каналы 47, 48 закрываются заглушками 12.
При изготовлении присоединительных блоков 5, 6 вырезы 65-67 в листах 62, 63 вырезаются, например, лазерной резкой. Листы 62, 63 сегмента 52 для изменения направления смазочного средства склеиваются друг с другом непроницаемо для жидкостей с получением стопы листов и затем соединяются винтовым соединением.
После изготовления экструдированного профиля 3 и присоединительных блоков 5, 6 каждый присоединительный блок 5, 6 крепится на конце 31, 32 экструдированного профиля (например, не изображенными на фигурах 1-7 винтовыми соединениями), форсунки 7 вставляются каждая, как описано выше, в выемку 44, 45, 46 под форсунку экструдированного профиля 3, и на экструдированном профиле 3 винтовыми соединениями 92 крепится рама 9 для защиты форсунок.
При эксплуатации смазочного устройства 1 его передняя сторона 34 обращена к поверхности, на которую должно выпускаться смазочное средство, например, поверхность валка прокатной клети или прокатываемого материала. Через присоединительные отверстия 68 для смазочного средства присоединительных блоков 5, 6 к смазочному устройству 1 подводится смазочное средство, которое через присоединительные блоки 5, 6 и каналы 41 для смазочного средства и тупиковые каналы 47, 48 экструдированного профиля 3 направляется к форсункам 7. Одновременно к смазочному устройству 1 через присоединительные отверстия 69 для среды-носителя присоединительных блоков 5, 6 подводится среда-носитель, которая через присоединительные блоки 5, 6 и каналы 42 для среды-носителя направляется к форсункам 7. Смазочное средство представляет собой, например, прокатное масло. Среда-носитель представляет собой газ, напр., воздух, или жидкость, напр., воду.
Каждая форсунка 7 создает из подведенного к ней смазочного средства и среды-носителя смесь смазочного средства со средой-носителем и выпускает ее через свой форсуночный выпуск 76 в виде распыляемой струи.
Хотя изобретение было более подробно проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Смазочное устройство
3 Экструдированный профиль
5, 6 Присоединительный блок
7 Форсунка
9 Рама для защиты форсунок
10, 11 Уплотнительное кольцо
12 Заглушка
31, 32 Конец профиля
33 Передний участок
34 Передняя сторона
35 Задний участок
36 Задняя сторона
37 Фронтальная стенка
38 Промежуточная стенка
39 Перегородка
41 Канал для смазочного средства
42 Канал для среды-носителя
43 Выемка для крепления форсунки
44 Выемка промежуточной стенки
46 Выемка перегородки
47, 48 Тупиковый канал
49 Расширение выемки
51 Присоединительный сегмент
52 Сегмент для изменения направления смазочного средства
53 Сегмент для изменения направления среды-носителя
54 Присоединительный канал для смазочного средства
55 Присоединительный канал для среды-носителя
56 Продолжение присоединительного канала для смазочного средства
57 Продолжение канала для смазочного средства
58 Соединительный канал для смазочного средства
59 Продолжение присоединительного канала для среды-носителя
60 Продолжение канала для среды-носителя
61 Соединительный канал для среды-носителя
62 Соединительный лист
63 Разделительный лист
64 Уплотнение
65 Соединительный вырез
66 Вырез стопы
67 Вырез присоединительного канала для среды-носителя
68 Присоединительное отверстие для смазочного средства
69 Присоединительное отверстие для среды-носителя
71 Корпус форсунки
72 Головка форсунки
73 Дно форсунки
74 Впуск для среды-носителя
75 Впуск для смазочного средства
76 Форсуночный выпуск
77 Байонетный буртик
77.1, 77.2 Сегмент буртика
78 Опорный буртик
79 Зажимная пружина
80 Зажимное кольцо
91 Выемка рамы
92 Винтовое соединение
M Средняя плоскость
X, Y, Z Декартовы координаты





Изобретение относится к области прокатки. Смазочное устройство (1) включает в себя экструдированный профиль (3), через который проходят каналы (41) для смазочного средства и по меньшей мере один канал (42) для среды-носителя, по меньшей мере один присоединительный блок (5, 6) и форсунки (7). Присоединительный блок (5, 6) соединен с экструдированным профилем (3) и имеет присоединительные каналы (54) для смазочного средства, которые соединены каждый с одним каналом (41) для смазочного средства экструдированного профиля (3). Форсунки (7) соединены с экструдированным профилем (3) и для создания и выпуска смеси смазочного средства со средой-носителем из смазочного средства и среды-носителя. Изобретение обеспечивает возможность адаптации смазочного устройства к разным прокатным клетям и процессам прокатки. 2 н. и 12 з.п ф-лы, 7 ил.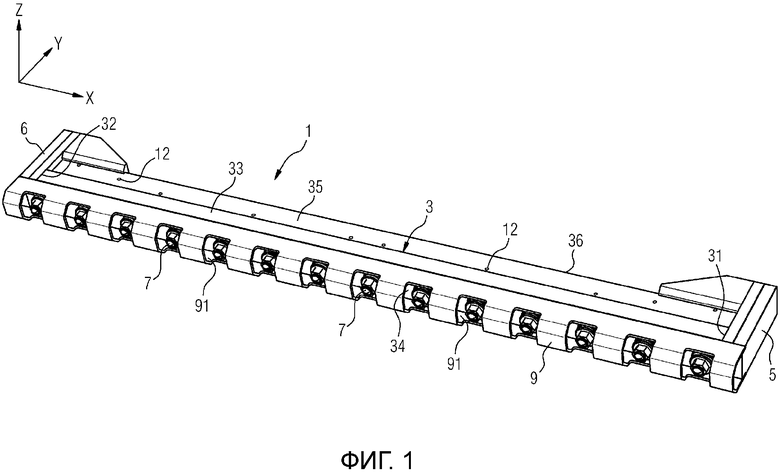
1. Смазочное устройство (1) для нанесения смазочного средства при прокатке прокатываемого материала, содержащее экструдированный профиль (3), имеющий два противолежащих конца (31, 32) профиля, между которыми через экструдированный профиль (3) проходят несколько открытых к двум концам (31, 32) профиля каналов (41) для смазочного средства и по меньшей мере один открытый к двум концам (31, 32) профиля канал (42) для среды-носителя, при этом оно имеет по меньшей мере для одного конца (31, 32) профиля присоединительный блок (5, 6), который соединен на конце (31, 32) профиля с экструдированным профилем (3), и присоединительные каналы (54) для смазочного средства, каждый из которых соединен с каналом (41) для смазочного средства экструдированного профиля (3), и соединенные с экструдированным профилем (3) форсунки (7), каждая из которых соединена с каналом (41) для смазочного средства и по меньшей мере с одним каналом (42) для среды-носителя экструдированного профиля (3) и выполнена с возможностью образования и выпуска смеси смазочного средства со средой-носителем из смазочного средства и среды-носителя.
2. Смазочное устройство (1) по п. 1, отличающееся тем, что по меньшей мере один присоединительный блок (5, 6) имеет присоединительный канал (55) для среды-носителя, который соединен с по меньшей мере одним каналом (42) для среды-носителя экструдированного профиля (3).
3. Смазочное устройство (1) по п. 1 или 2, отличающееся тем, что экструдированный профиль (3) произведен из алюминия или меди или алюминиевого сплава или медного сплава.
4. Смазочное устройство (1) по одному из пп. 1-3, отличающееся тем, что каждая форсунка (7) по меньшей мере через один просверленный снаружи в экструдированном профиле (3) тупиковый канал (47, 48) соединена с каналом (41) для смазочного средства экструдированного профиля (3).
5. Смазочное устройство (1) по п. 4, отличающееся тем, что каждый тупиковый канал (47, 48) экструдированного профиля (3) закрыт снаружи заглушкой (12).
6. Смазочное устройство (1) по одному из пп. 1-5, отличающееся тем, что каждая форсунка (7) разъемно соединена с экструдированным профилем (3) байонетным затвором (77-80) или винтовым соединением.
7. Смазочное устройство (1) по одному из пп. 1-6, отличающееся тем, что по меньшей мере один присоединительный блок (5, 6) имеет сегмент (52) для изменения направления смазочного средства, имеющий присоединительные каналы (56, 57, 58) для смазочного средства, которые соединяют каждый один присоединительный канал (54) для смазочного средства присоединительного блока (5, 6) с каналом (41) для смазочного средства экструдированного профиля (3) и изменяют направление смазочного средства.
8. Смазочное устройство (1) по п. 7, отличающееся тем, что каждый сегмент (52) для изменения направления смазочного средства имеет стопу листов из нескольких уложенных в стопу листов (62, 63), при этом листы (62, 63) имеют вырезы (65, 66), которые образуют проходы (56, 57, 58) для смазочного средства.
9. Смазочное устройство (1) по п. 7, отличающееся тем, что каждый сегмент (52) для изменения направления смазочного средства имеет стопу листов из нескольких уложенных в стопу листов (62, 63) и расположенное на стопе листов уплотнение (64), при этом листы (62, 63) и уплотнение (64) имеют вырезы (65, 66), которые образуют проходы (56, 57, 58) для смазочного средства.
10. Смазочное устройство (1) по одному из пп. 1-9, отличающееся тем, что каждый канал (41) для смазочного средства экструдированного профиля (3) соединен с расположенным снаружи экструдированного профиля (3) распределительным клапаном.
11. Смазочное устройство (1) по одному из пп. 1-10, отличающееся тем, что на каждом из двух противолежащих концов (31, 32) экструдированного профиля (3) с экструдированным профилем (3) соединен присоединительный блок (5, 6), при этом каждый присоединительный блок (5, 6) имеет присоединительные каналы (54) для смазочного средства, которые соединены каждый с одним каналом (41) для смазочного средства экструдированного профиля (3).
12. Смазочное устройство (1) по п. 11, отличающееся тем, что оба присоединительных блока (5, 6) имеют присоединительный канал (55) для среды-носителя, который соединен с каждым каналом для среды-носителя экструдированного профиля (3).
13. Смазочное устройство (1) по одному из пп. 1-12, отличающееся тем, что оно имеет раму (9) для защиты форсунок, расположенную на экструдированном профиле (3) вокруг форсунок (7) и имеющую выемки (91) для форсунок (7).
14. Способ изготовления смазочного устройства (1) по одному из пп. 1-13, включающий изготовление экструдированного профиля(3), при этом
- посредством экструзии изготавливают полуфабрикат, имеющий каналы (41) для смазочного средства и указанный по меньшей мере один канал (42) для среды-носителя,
- полуфабрикат нарезают по длине, которая зависит от протяженности смазываемой области смазки,
- в полуфабрикате выполняют выемки (44, 45, 46) под форсунки для форсунок (7), и
- для каждой выемки (44, 45, 46) под форсунку в экструдированном профиле (3) сверлят по меньшей мере один тупиковый канал (47, 48) от наружной поверхности полуфабриката для соединения выемки (44, 45, 46) под форсунку с проходящим через экструдированный профиль (3) каналом (41) для смазочного средства.
| 0 |
|
SU153532A1 | |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1980 |
|
SU929269A1 |
| Устройство для нагнетания смазки к зоне деформации | 1981 |
|
SU986533A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТАКТИЧЕСКОГО ПОЛИСТИРОЛА | 0 |
|
SU205295A1 |

