Настоящее изобретение относится к способу нанесения на поверхность и более конкретно на изогнутую или неправильную поверхность съедобного продукта, такого как печенье, вафля или легкая закуска, слоя, содержащего по меньшей мере жир и сахар, и более конкретно слоя шоколада или заменителя шоколада.
При общей тенденции к росту потребности в тонкости, легкости и изысканности, покрытые продукты, сочетающие такой слой, как слой шоколада, со съедобным продуктом, в основном тонкослойной выпечки на основе зерновых, такой как вафли, воздушные палочки или печенье, часто воспринимаются как толстые и тяжелые, или как слишком тривиальные.
Это восприятие обусловлено тем фактом, что традиционные промышленные способы нанесения такого слоя на тонкослойную выпечку на основе зерновых, такое как глазировка сверху, глазировка снизу, окунание или формовка, либо рассчитаны на крупноразмерный и тяжелый продукт, обычно с площадью более 8 см3 и весом свыше 5 г, либо приводят к неравномерному распределению, например, шоколада, и однообразному внешнему виду, обычно малоразмерных продуктов с поверхностными неоднородностями и весом шоколадного покрытия в пределах +/- 8% или более среди изделий. Полученные продукты либо имеют высокую калорийность на порцию, обычно свыше 22 ккал (92,05 кДж) на штуку, либо имеют маленький размер, но могут быть упакованы только насыпом ввиду их неоднородной величины.
Известные промышленные способы наносят шоколад на тонкослойную выпечку на основе зерновых в жидкой форме, в постоянном контакте с поверхностью тонкослойного изделия. Вязкость и предел текучести темперированного шоколада, в сочетании с неограниченным количеством шоколада, присутствующего в такой жидкой массе, приводит к формированию слоя шоколада минимум 0,075 г/см2 (толщиной свыше 0,60 мм), и чаще всего более чем 0,125 г/см2 (толщиной свыше 1,0 мм). Действительно, когда жидкая шоколадная масса находится в контакте с поверхностью тонкослойного изделия, она утолщается, пока ее тяжесть не станет больше, чем сила сцепления.
Попытки уменьшить толщину шоколадного слоя путем сокращения вышерасположенной части потока шоколада привели к дефектным шоколадным покрытиям: наличию пустых пробелов, или большому разбросу по толщине от одного участка тонкослойного изделия к другому, в особенности, когда тонкослойное изделие не имеет гладкой поверхности.
Попытки уменьшить толщину шоколадного слоя путем модификации вязкости шоколада и его предела текучести, в то же время поддерживая температуру, соответствующую темперированию шоколада, и сохраняя содержание эмульгаторов типа PRPG (полирицинолеат полиглицерина) на дозволенном уровне, привели к рецептурам шоколада с пониженным количеством какао-массы, что не отвечает ожиданиям потребителя в отношении вкуса и натурального состава.
Известный альтернативный способ вдувания воздуха на поверхность шоколада приводит к волнистому внешнему виду, что дает продукт, который не является гладким.
Еще один способ, который включает распыление шоколада через форсунки, имеет ряд существенных недостатков, таких как разбрасывание изделий турбулентным потоком воздуха, точечное нанесение, приводящее к неровной поверхности, колебания температуры и давления, наносящие ущерб темперированию.
Распыление шоколада используют только для относительно крупноразмерных изделий - обычно с площадью свыше 30 см2 - с гладкой верхней поверхностью и, предпочтительно, прямоугольной формой, получая обширное покрытие - обычно более 80% - поверхности, подвергаемой распылению. Обычным примером такового является большое бисквитное пирожное с шоколадным покрытием.
Нет сведений о способе распыления шоколада, который позволял бы наносить очень тонкий слой продукта, включающий по меньшей мере жир и сахар, например шоколад или заменитель шоколада, на гладкую поверхность с удовлетворительными результатами в отношении внешнего вида изделия и/или поверхностного блеска, и/или производственной эффективности.
Цель настоящего изобретения состоит в нанесении тонкого слоя на неплоское фигурное печенье на основе зерновых, с удовлетворительным внешним видом, в то же время предпочтительно избегая существенных потерь продукта и фигурного печенья.
Еще одна цель изобретения заключается в том, что указанный тонкий слой шоколада остается блестящим.
По меньшей мере одна из этих целей достигается с помощью способа, изложенного в п.1 формулы изобретения. Пути исполнения этого способа отражены в зависимых пунктах формулы изобретения.
Изобретение будет более понятным из нижеследующего описания с привлечением сопроводительных чертежей, на которых:
Фиг.1а-1с - соответственно вид сбоку (1а), вид спереди (1b) и вид сверху (1с) примерной установки для распыления шоколада по изобретению;
Фиг.2 - схема распыления шоколада форсункой по изобретению;
Фиг.3 - изменение внешнего вида продукта в процессе распыления;
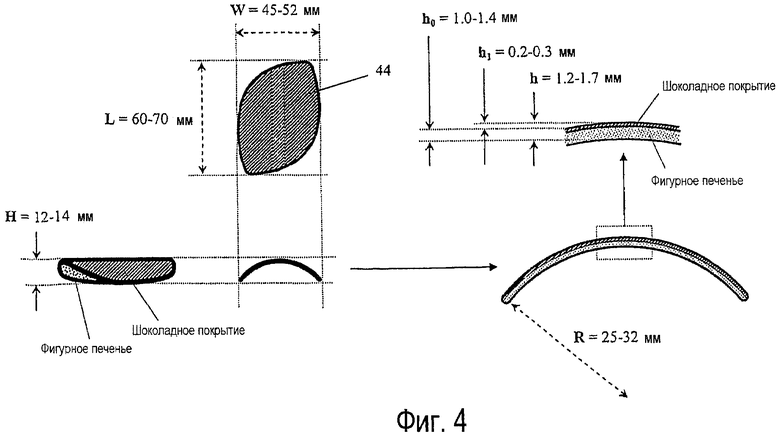
Фиг.4 - примерный вид готового изделия по изобретению;
Фиг.5 - блок-схема установки для приготовления шоколада;
Фиг.6 - схема производственной линии;
Фиг.7 - изменение внешнего вида продукта в процессе нанесения топпинга.
Изобретение описано в отношении фигурного печенья с изогнутой листовидной формой, в общем, изготовляемого, главным образом, из муки, крахмала, сахара, сывороточного порошка и масла, на выпуклую сторону которого распыляют шоколад по меньшей мере в двух стадиях распыления, и предпочтительно в четырех стадиях распыления для получения слоя шоколада, который является тонким, однородным, гладким и, предпочтительно, блестящим.
Способ распыления может быть исполнен на поверхностях любой формы, но более конкретно он ориентирован на неправильные или изогнутые поверхности. Он может быть использован для распыления шоколада, как определено в Европейской Директиве 2000/36/ЕР от 23 июня 2000 года (относительно какао и шоколадных продуктов, предназначенных для потребления людьми), или для распыления заменителя шоколада, а именно продукта, соответствующего указанному определению шоколада, но в котором доля жира частично или полностью замещена жирами, которые не соответствуют определению растительных жиров, приведенному в Приложении II к указанной Директиве, или превышают официально разрешенное процентное содержание этих жиров.
Способ может быть также исполнен с использованием пригодных к распылению композиций, включающих жир и сахар, в такой мере, насколько их вязкость согласуется с условиями распыления через форсунку.
Отсутствие капельных точек, которое проявляется в однородности и гладкости, главным образом, обусловливается расстоянием между распылительными форсунками и продуктами, и в меньшей степени давлением воздуха, используемого для распыления распыляемой композиции, например, шоколада.
Параметрами оптимизации гладкости, укрывистости и однородности шоколадного слоя являются температура зернового фигурного печенья, геометрическими и динамическими характеристиками распылительного сопла.
Снижение потерь оболочки, вызываемых турбулентностью воздушного потока, может быть обеспечено путем регулирования интервала между форсунками и внутренними стенками, расстояния между форсунками и продуктами, и давления распыляющего воздуха. Если существует свободное пространство вокруг продуктов, турбулентности можно избежать.
Хороший показатель темперирования шоколада, который является известным, важен во избежание тусклого внешнего вида (что неприменимо к заменителям шоколада, которые в общем не нуждаются в темперировании), достигается с помощью системы с температурным контролем, короткого времени пути между блоком темперирования и впрыскивающим агрегатом, и производительности темперирования, значительно превосходящей расход шоколада.
Отходы шоколада, обусловленные застыванием внутри системы, сделаны очень малыми с помощью нагреваемого распылительного бокса с двойной рубашкой, на внутренней стенке которого капли шоколада остаются расплавленными и под действием силы тяжести капают вниз в нижний резервуар, где они формируют жидкость, которую откачивают, детемперируют, фильтруют и вновь вводят в цикл на стадии блока темперирования.
Необязательно, на поверхность шоколада для защиты его от царапин и подплавления, и чтобы сделать ее блестящей, наносят очень тонкую пленку покровного средства. Это покрытие наносят с помощью подобной системы распыления, как для шоколада, где покровное средство разбавляют спиртом, распыляют на шоколад во время его кристаллизации, и где спирт удаляется во время оставшегося времени кристаллизации.
Возможно, на продукты наносят дополнительный ингредиент («топпинг»), например измельченные орехи, кусочки пралине или пикантных цукатов, предпочтительно между второй и третьей стадиями распыления шоколада, чтобы сформировать видимый декор - цвет и рельеф кусочков являются четко различимыми, поскольку кусочки покрыты только тонким слоем (например, 0,2 мм) шоколада, прочно закрепленный внутри шоколада, несмотря на размер частиц (от 1 до 3 мм), который превышает (например, более чем в пять раз) толщину шоколадного слоя.
В нижеописанном примере тонкие (толщиной от 1,0 до 1,4 мм) фигурные печенья изогнутой листовидной формы, сделанные, главным образом, из муки, крахмала, сахара, сывороточного порошка и масла, с плотностью между 0,58 и 0,65 г/см3, развернутой поверхностью от 20 до 30 см2, весом от 1,9 до 2,2 г и постоянным радиусом кривизны от 25 до 32 мм, обрызганы шоколадом на своей выпуклой стороне в двух сериях 1 и 2 из двух стадий распыления (3, 4; 5, 6) с совокупным общим циклом распыления от 6 до 42 секунд - предпочтительно от 25 до 30 секунд.
Расстояние D между двумя сериями 1, 2 форсунок выбирают так, что период перемещения составляет от 4 до 40 секунд, предпочтительно свыше 20 секунд.
Фигурные печенья 40 размещены на конвейере 10 из проволочной сетки, который перемещается в направлении стрелки F с постоянной скоростью.
Серии 3 и 4 форсунок разнесены на расстояние d1 так, что время прохода между ними составляет от 1 до 5 секунд, предпочтительно 3 секунды. Расстояние d2 между сериями 4 и 5 форсунок также выбирают так, что время прохода составляет от 1 до 5 секунд, предпочтительно 3 секунды.
Распыление шоколада позволяет нанести очень маленькое количество шоколада (в капельной форме) в контакте только с одним фигурным печеньем.
Высота Н между форсункой и продуктами составляет между 200 мм и 800 мм и предпочтительно между 300 мм и 650 мм. Высота Н, равная 200 мм, достаточна, чтобы коническая распыляемая струя 31 стала, по существу, цилиндрической, что обеспечивает хорошие условия распыления на продукты, поскольку капельки перемещаются, по существу, вертикально, а их скорость уменьшается и, в результате, капельки имеют меньший разброс, чем вблизи форсунки.
Наилучшие результаты получаются с форсунками для жидкости с диаметром канала от 1,5 до 2,0 мм и со сжатым воздухом в конической распыляемой струе с углом α между 12° и 25°, и предпочтительно 18°. Давление распыляющего воздуха составляет между 1,5 и 4 бар (0,15-0,4 МПа), расход распыляющего воздуха составляет от 2 до 10 л/мин для каждой форсунки, и скорость выброса воздуха непосредственно под форсункой составляет между 10 и 50 м/с. Наилучшие результаты получены при давлении воздуха между 1,8 и 3,8 бар (0,18-0,38 МПа), для расхода шоколада между 1,4 и 2,5 г/с на каждой форсунке, предпочтительно между 1,6 и 2,2 г/с. При давлении ниже 1,8 бар (0,18 МПа) шлейф 32 брызг является грубым, а капельки слишком крупные; при давлении свыше 3,2 бар (0,32 МПа) турбулентное движение воздуха в непосредственной близости от фигурных печений становится слишком сильным и проявляет тенденцию сдувать продукты, если они являются легкими, как тонкие печенья.
Полученный слой шоколада является однородным (толщина может быть менее 0,15 мм по всей поверхности), гладким и имеет поверхностную плотность от 0,045 до 0,065 г/см2, предпочтительно 0,053 г/см2. Этот слой шоколада имеет теоретическую толщину от 0,36 до 0,52 мм, предпочтительно 0,43 мм в расчете на плотность шоколада 1,25 г/см3. Он составляет от 33 до 46% от общего веса продукта. Полученный продукт 44 (см. пример на Фиг. 4) имеет общую калорийность от 15 до 18 ккал (62,7-75,24 кДж) для веса от 3,2 до 3,7 г. Поскольку часть шоколада проникает в очень маленькие пустоты в фигурном печенье, дополнительная толщина продукта после нанесения шоколада составляет величину, на 0,10-0,20 мм меньшую, чем сумма толщины фигурного печенья (h0=1,0-1,4 мм) и теоретической толщины шоколадного слоя. В результате, шоколадное покрытие делает продукт на 0,20-0,30 мм толще (h1), чем плоское фигурное печенье, и конечный продукт 44 имеет толщину (h) от 1,2 до 1,7 мм.
Контроль расхода шоколада может быть обеспечен с помощью второго контура сжатого воздуха, при регулировке, независимой от распыляющего воздуха. Этот сжатый воздух давит непосредственно на верхнюю поверхность шоколада в буферном резервуаре. Расход на уровне от 1,4 до 2,5 г/с достигается при давлении воздуха в резервуаре между 1,1 и 3,5 бар (0,11-0,35 МПа), обычно между 1,3 и 2,6 бар (0,13-0,26 МПа) в случае установки, рассчитанной на 6 печений в ряду. Альтернативное техническое решение контроля расхода шоколада состоит в применении объемного насоса или системы дозирования по массовому расходу, смонтированной непосредственно после буферного резервуара.
Как показано на фигуре 3, первая стадия 3 распыления создает на фигурном печенье 41 более 60% покрытия, образованного из круглых пятен с диаметром от 0,5 до 2 мм, каждое из которых соответствует падению капельки весом от 0,04 до 0,6 мг (с диаметром от 0,4 до 1 мм). Приблизительная визуальная оценка показывает, что количество видимых пятен варьирует между 50 и 150 пятен на см2 фигурного печенья.
Вторая стадия 4 дает покрытие от 90% до 100% поверхности фигурного печенья 42, со средней поверхностной плотностью шоколада от 0,02 до 0,03 г/см2, с более однородной поверхностью, чем после первой стадии, но со все еще видимыми колебаниями толщины шоколадного слоя, обычно между 0,15 и 0,30 мм. Тем не менее, это покрытие позволяет насыпать кусочки ореха или фруктов с весьма удовлетворительным сцеплением с шоколадом, так как покрыто уже более 90% поверхности.
Попытки заменить первые две стадии 3 и 4 одной единственной стадией и с такой поверхностной плотностью имеют результатом меньшую степень покрытия фигурного печенья шоколадом, обычно более 70-80%, со слоем шоколада, более толстым, чем 0,35 мм, в некоторых местах. Такие неоднородности на поверхности сделали бы невозможным топпинг из кусочков орехов или фруктов с приемлемым распределением по поверхности, так как пустые участки не смогли бы удержать никакой кусочек. Далее, это будет приводить к конечному слою шоколада, толщина которого составляет более 0,15 мм по всей поверхности фигурного печенья.
Третья 5 и четвертая 6 стадии распыления приводят к 100%-ному покрытию фигурного печенья (позиция 43 после третьей стадии и 44 после четвертой стадии), со слоем шоколада, в среднем увеличивающим толщину продукта на 0,25 мм; эта дополнительная толщина составляет между 0,20 и 0,35 мм в любой точке покрытия. Однородность шоколадного слоя по толщине является гораздо лучшей при четырех стадиях, чем таковая была бы с тремя стадиями и, конечно же, только при двух стадиях.
Более обстоятельный анализ системы показывает, что для получения регулярного покрытия предпочтительно формировать капельки, имеющие маленький размер, а именно с диаметром менее 1 мм (весом 0,6 мг), при среднем диаметре, близком к 0,6 мм (весом 0,15 мг).
Этот размер означает, что количество капелек, осаждающихся на продукт размером от 20 до 30 см2, составляет от 3000 до 30000. Этот маленький размер и огромное количество лучше всего получаются при сочетании величины давления воздуха выше 1,8 бар (0,18 МПа), начального разбавления шоколада между 1 и 5% воздуха, и расхода шоколада, близкого к 2 г/с на каждую форсунку.
Главная причина того, почему четыре стадии предпочтительны для производственной установки, касается также времени обработки. Действительно, коническая распыляемая струя с углом 18° не может однородно покрыть площадь с диаметром более 60 мм при используемом диапазоне давлений. Вследствие воздействия на капельки силы тяжести и сопротивления воздуха, первоначальный конус после высоты падения капель 200 мм превращается в шлейф брызг диаметром от 60 до 100 мм. Поскольку в общем свыше 60% шоколада рассеиваются (вследствие геометрических форм продукта, контакта со стенками и формирования тумана), одна форсунка (свыше 2 г/с) может покрыть одно изделие (1,4 г) минимум за 1,4/(2×40%)=1,7 с, которые означают, что продукт должен оставаться в течение 1,7 с в области длиной 60 мм, то есть перемещаться со скоростью 2 м/мин. Эта скорость не согласуется с условиями промышленного производства, для которого обычные скорости приближаются к 8-12 м/мин, поэтому необходимость распределения распыления предпочтительно на четыре стадии обусловливается продолжительностью обработки каждого фигурного печенья шоколадным «дождем» в течение минимум 1,7 с (реально четыре раза по 0,4 с).
Соблюдением минимального расстояния d1 и d2 в 150 мм (1 с) между двумя последовательными стадиями (3-4 и 5-6) избегают возмущений воздушного потока между двумя конусами и обеспечивают однородность каждой струи, насколько это возможно. Промежуток D с минимальной величиной 600 мм (4 с) между стадиями 1 и 2 создает пустое пространство минимум в 300 мм для необязательного топпинга из орехов или фруктов на продукте. Кроме того, употребление нескольких стадий способствует получению более однородной толщины шоколадного слоя.
Поперечное разнесение форсунок (31, 32....3N+1; 41....4N+1; 51....5N+1, 61....6N+1) в стадии распыления (N представляет собой число дорожек продуктов на конвейере) выбирают так, чтобы это позволяло шлейфам 32, 33, 34, 35, 36, 37 и 38 из капель шоколада соединяться или перекрываться. Например, при величине диаметра D 60 мм промежуток может составлять между 50 мм и 60 мм, что в этом примере согласуется с расстоянием между двумя дорожками продуктов на проволочной сетке 10.
Отсутствие точек обеспечивается сочетанием приемлемого давления воздуха, используемого для распыления шоколада, и минимальной высоты Н между распылительными форсунками и продуктами на проволочной сетке 10. Наилучшие результаты получены с давлением воздуха ниже 4 бар (0,4 МПа), предпочтительно примерно 3,5 бар (0,35 МПа), и высотой Н между 300 и 650 мм, предпочтительно 600 мм. В этих условиях шлейф из капелек шоколада является достаточно тонкодисперсным и имеет надлежащую вертикальную скорость для хорошего осаждения, в то же время не создавая точек на поверхности (Фиг.3). Высота Н не менее 200 мм может быть использована потому, что это расстояние достаточно для превращения конической струи шоколада в шлейф брызг для обеспечения равномерного покрытия; однако при такой малой высоте возрастает опасность сдувания изделий, если они являются легкими, как тонкие печенья.
Устройство для подачи шоколада к форсункам включает (Фиг.5) резервуар 100 для хранения шоколада, буферный резервуар 101 для шоколада, блок 102 темперирования шоколада и распылительный агрегат, включающий два распылительных резервуара 103 и 104, каждый из которых питает один из распылительных блоков 1 и 2, включающих одну или, предпочтительно, две стадии распыления (Фиг.1а-1с).
Поддержание показателя темперирования шоколада от блока темперирования до распылительных форсунок является важным во избежание тусклого внешнего вида продуктов. Это достигается с помощью системы температурного контроля с корпусом, имеющим двойную рубашку для поддержания температуры 30°С +/-1°С, буферным резервуаром с двойной рубашкой при температуре 32°С +/1°С, нагнетательными трубопроводами с двойными рубашками при температуре 32°С +/-1°С, и нагреванием сжатого воздуха до температуры 30°С. Далее, короткое время прохода шоколада между блоком темперирования и распылительной форсункой, обычно менее 20 мин, повышает стабильность системы в плане показателя темперирования и блестящего вида продуктов. Такое короткое время прохода подразумевает, что шоколадная масса, присутствующая в буферном резервуаре, трубопроводах и всем распылительном агрегате, составляет количество, в 3 или более раза меньшее, чем часовой расход. В конце концов, производительность темперирования, превосходящая расход шоколада в 2,5-4 раза, предпочтительно в 3,5-4 раза, способствует поддержанию хорошего показателя темперирования вплоть до распылительных форсунок. Три вышеупомянутых условия (температура, время прохода и производительность темперирования) обеспечивают возможность того, что шоколад, темперированный в буферном резервуаре, так же хорошо темперирован, когда распыляется из форсунок (Фиг.4).
Гладкость и однородность шоколадного слоя улучшаются, когда температура зернового фигурного печенья составляет 27°С +/- 1°С; поэтому необходимо обеспечивать контролируемое охлаждение фигурных печений между выходом из печи и распылительным агрегатом. Еще одной существенной мерой улучшения гладкости поверхности шоколада является отсутствие турбулентности воздуха и отскакивания капелек в участки у кромок печений. Это получается лучше, когда продукты передвигаются скорее на проволочной сетке, чем на конвейере, с пустым пространством “h” минимально 200 мм, и предпочтительно более 300 мм, ниже потока продуктов, и пустым пространством W0 минимум 100 мм, и предпочтительно более 200 мм, с обеих сторон сегмента, образованного форсунками каждого из четырех траверс форсунок (см. Фиг.1а, 1b и 1с).
В конце концов, лучшее покрытие изогнутой поверхности продуктов получается при позиционировании распылительных форсунок не вертикально над каждой дорожкой из печений, а между двумя дорожками печений, как показано на фигуре 1а и 1с, чтобы каждая из N дорожек печений получала шоколад от двух из N+1 распылительных форсунок на каждой стадии. Когда форсунка расположена в точности над дорожкой печений, покрытие оказывается неудовлетворительным на кромках изогнутых печений, которые могут быть наклонены под углом до 40° относительно горизонтальной плоскости, и тем самым присутствует поверхность, которая слишком «касательная», если капельки шоколада поступают в основном из центральной части печенья. Сочетание пустого пространства вокруг потока печений и позиционирования форсунок, смещенного относительно дорожек печений, как описано выше, также вносит вклад в сокращение допустимого уровня, обычно менее 2%, отношения печений, которые сдуваются, перекашиваются или переворачиваются вверх дном во время их прохода вдоль распылительного агрегата.
Например, при N дорожках печений и 4 траверсах из N+1 форсунок, производительность установки составляет свыше 150*N печений в минуту с расходом 1,4 г шоколада на печенье. Фиг.1а-1с показывает установку с N=6. В случае, когда N превышает 10, дорожки печений, расположенные на правой и левой сторонах линии, проявляют тенденцию к меньшему покрытию шоколадом, чем расположенные в центре, так как шлейф капелек подвержен побочным эффектам. Для разрешения этой проблемы число форсунок преимущественно может быть увеличено от N+1 до N+3 или даже N+5, с сохранением такого же интервала между каждой из форсунок, как между каждой из дорожек печений, для обеспечения равномерного распределения шоколада среди N дорожек печений.
Тип шоколада также представляет собой важный фактор. Все сорта шоколада могут быть распылены, но не все дают гладкий и блестящий слой. Общее содержание жира в шоколаде (происходящее от тертых зерен какао, какао-масла, цельного порошкового молока и жиров сливочного масла) преимущественно составляет между 33 и 42%, предпочтительно между 35 и 39%. Меньшие количества жира ведут к менее блестящему покрытию и меньшей стабильности процесса. Увеличенные количества жира ведут к образованию полупрозрачного и менее вкусного шоколадного покрытия: в самом деле, поскольку слой очень тонок, большое количество жира оказывает «разбавляющее» действие на общий цвет и вкус шоколада. Вязкость (измеренная при температуре 40°С, которая не является той температурой, при которой шоколад выходит из форсунки) предпочтительно составляет от 700 до 1300 мПа·с, предпочтительно от 900 до 1100 мПа·с. Эти значения вязкости также действительны для композиций с жиром и сахаром (без какао) и для заменителей шоколада.
Слишком высокая вязкость ведет к снижению расхода шоколада, что не может быть полностью компенсировано более высоким давлением воздуха в резервуаре. Слишком низкая вязкость усиливает колебания расхода среди форсунок вдоль линии.
Предел текучести предпочтительно составляет от 0,5 до 1,5 Па при температуре 40°С. Если это значение составляет менее 0,5 Па при температуре 40°С, шоколад склонен стекать на изогнутую поверхность печенья и образовывать подтеки; кроме того, на печенье могут возникать некоторые полупрозрачные участки.
Если предел текучести составляет свыше 1,5 Па при температуре 40°С, получается поверхность с видом «апельсиновой кожуры», или даже «лунной» поверхности с кратерами, что ухудшает гладкость поверхности.
В той мере, насколько соблюдается вышеупомянутый профиль характеристик шоколада и температуры системы, возможно достижение уровня колебаний расхода среди форсунок, который не превышает, например, +/-4%, и колебаний веса шоколада среди печений, которые не превышают, например, +/-7%.
Здесь представлены две формулы шоколада, один темный и один молочный, которые дают очень хорошие результаты как в плане технологичности, так и в отношении вкуса:
Принимая указанные выше рецептуры темного и молочного шоколада как «реальный диапазон» и заменяя тертые зерна какао, какао-масло и жиры сливочного масла смесью какао-порошка (13-29%), растительного масла (27-38%) и, необязательно, сахара (с подобным количеством общего жира в полученной рецептуре), авторы настоящего изобретения получили рецептуры заменителя шоколада, которые также пригодны для применения в таком распылении. Далее, для таких вариантов употребления могут быть добавлены другие ингредиенты, такие как окрашивающие средства и вкусо-ароматические добавки.
Принимая вышеуказанную рецептуру молочного шоколада как «реальный диапазон» и заменив тертые зерна какао смесью какао-масла (6-18%), молочного порошка (4-15%) и, необязательно, сахара, авторы настоящего изобретения получили рецептуры белого шоколада, которые также пригодны для применения в распылении.
Исходя из этой рецептуры белого шоколада и заменяя какао-масло растительным маслом, и, возможно, сухое молоко сывороточным порошком или лактозой, авторы настоящего изобретения получили рецептуры белого компаунда, которые также пригодны для этого применения в распылении. Далее, для таких вариантов употребления могут быть добавлены другие ингредиенты, такие как окрашивающие средства и вкусо-ароматические добавки.
После распыления шоколадной струи из форсунок отходы шоколада, обусловленные застыванием внутри системы, сделаны очень малыми благодаря корпусу с двойной рубашкой при температуре 30°С +/-1°С, который имеет внутреннюю стенку, на которой капельки шоколада остаются расплавленными и под действием силы тяжести стекают вниз в нижний резервуар, где они образуют жидкость, которую откачивают, детемперируют, фильтруют и вновь вводят в цикл на стадии блока темперирования.
Самые мелкие капельки, которые не достигают внутренней стенки корпуса, могут быть выдуты наружу в виде тумана с помощью вентилятора, смонтированного в дополнение к системе. Капельки втягиваются благодаря возникающему небольшому разрежению и накапливаются на нагретой стенке, на которой они расплавляются, что позволяет регенерировать или без труда выбросить это незначительное количество шоколада.
Профиль кристаллизации шоколадного слоя представляет собой параметр формирования блестящих продуктов. Тонкий слой шоколада очень чувствителен к профилю колебаний температуры; слишком низкая температура - обычно 12°С или менее - нарушает кристаллизацию и создает участки «седины» на поверхности, что свидетельствует о начале выпотевания жира. Наилучшие результаты получены при времени прохода от 8 до 10 минут с профилем температур 18-15-18°С и верхним и нижним радиационным охлаждением. Поскольку относительная влажность не должна превышать 45% во избежание поглощения воды фигурным печеньем, очень малое конвективное охлаждение может быть добавлено для способствования воздушному охлаждению и, возможно, чтобы стимулировать удаление паров спирта в случае применения покровного средства (как описано ниже).
Необязательно, ультратонкую пленку покровного средства наносят на поверхность шоколада для защиты ее от царапин и подплавления и чтобы сделать ее блестящей. Это покрытие наносят с помощью системы распыления, подобной системе распыления для шоколада, но с одиночной стадией распыления и с таким же расположением форсунок, смещенным относительно дорожек изделий. Покровную смесь разбавляют спиртом, распыляют на слой шоколада во время его кристаллизации, и спирт удаляют во время оставшегося периода кристаллизации.
Хороший компромисс между блестящим внешним видом продуктов и отсутствием привкуса от синтетической добавки или спирта получается при использовании покровной смеси из очищенного шеллака, растительного масла и глицерина, разбавленного этанолом до содержания менее 15% (то есть 85% этанола по объему или более), с конечной поверхностной плотностью покровного средства между 0,35 и 0,57 мг/см2, предпочтительно 0,46 мг/см2, что эквивалентно содержанию от 0,29 до 0,44% от общего веса продукта, предпочтительно 0,35%.
Чем ниже степень разбавления, тем лучше покрытие, но недостатком очень низкого разбавления является очень высокий расход спирта, что создает проблемы безопасности и выбросов. Наилучшие результаты получены при разбавлении на уровне между 7 и 10%.
Чтобы получить правильное количество покрытия при таком начальном разбавлении и времени воздействия более 0,35 с (10 м/мин и конус распыления с диаметром 60 мм), расход спирта составляет величину, в 20-30 раз большую, чем общий расход покровного средства, при давлении воздуха в резервуаре между 1,3 и 1,4 бар (0,13-0,14 МПа). В отношении расхода покровного средства производительность установки больше зависит от величины горизонтальной поверхности, покрываемой продуктами; но в общем она составляет менее 50%. Колебания количества покровного средства на продуктах составляют свыше +/-20% среди изделий.
Когда покрытие составляет более 0,35% по весу от конечного продукта, продукт не имеет привкуса синтетической добавки. Спиртовый запах и привкус сводят к минимуму с помощью пропускания в течение не менее 5 мин в туннеле кристаллизации шоколада, в котором равномерная циркуляция осушенного воздуха позволяет испарить большую часть оставшегося спирта до конечного содержания спирта ниже 0,2% от общего веса продукта. Более продолжительное пребывание в туннеле или в статической камере улучшает дальнейшее удаление спирта, но слишком долго подвергает воздействию воздуха непокрытую сторону зернового фигурного печенья, повышая опасность поглощения влаги и ухудшения текстуры продукта до его упаковки.
Отсутствие точечных следов спирта на слое шоколада обеспечивают регулированием давления распыляющего воздуха, расстояния между распылительными форсунками и продуктами и степени кристаллизации шоколада в тот момент, когда печенья проходят под форсунками для нанесения покрытия. Наилучшие результаты получены при давлении 1,6 бар (0,16 МПа), вертикальном расстоянии Н от 90 до 120 мм, при котором распыляемая струя все еще является конической, и интервалом времени от 2 до 3 минут, предпочтительно 2,5 минуты, между распылением шоколада и напылением покрытия, притом, что слой шоколада охлаждается до температуры от 24 до 26°С к моменту нанесения покрытия. При более коротком интервале времени между нанесением шоколада и покрытия поверхность шоколада оказывается более мягкой, гораздо более чувствительной к ударам капелек спирта. Более длительный период времени между обеими стадиями существенно не улучшает гладкости, но имеет тот недостаток, что сокращается время, отведенное на удаление паров спирта перед упаковыванием продуктов. Такие настройки также сводят к минимуму разбрызгивание капелек спирта на конвейер.
Когда форсунки находятся ближе к продуктам (Н менее 90 мм) или когда давление распыления становится более высоким, это разбрызгивание оставляет следы на продуктах, создавая видимые полоски шириной от 2 до 5 мм на каждой боковой кромке поверхности печенья в области, расположенной менее чем в 4 мм от конвейера. Этого также можно избежать, если использовать сетку из металлической проволоки вместо пластмассового плоского конвейера, но очистка проволочной сетки, засоренной покровным средством, в режиме поточной линии затруднительна, тогда как плоский пластмассовый конвейер можно довольно легко счищать в процессе производства.
Если поверхность шоколада недостаточно теплая (с температурой ниже 18°С) в момент нанесения покрытия, разбавленное покровное средство стягивается в маленькие «слезы» шириной от 0,5 до 8 мм; после удаления паров получается продукт с «леопардовым» внешним видом, с перемежающимися блестящими точками и тусклыми зонами. Такое явление также имеет место, если спирт или распыляющий воздух не подогревать или если окружающий воздух является недостаточно теплым и охлаждает капельки спирта, прежде чем они достигнут поверхности шоколада. Это можно предотвратить с помощью камеры, нагретой до температуры между 26°С и 28°С, резервуара для спирта, нагретого до температуры от 29 до 31°С, и распыляющего воздуха, нагретого до температуры свыше 70°С.
Необязательный топпинг, например из кусочков орехов, пралине или цукатов, помещают на продукты, предпочтительно между второй 4 и третьей 5 стадиями распыления шоколада, чтобы сформировать видимый декор - цвет и рельеф кусочков являются четко различимыми, поскольку кусочки покрыты только 0,2 мм шоколада, - прочно закрепленный внутри шоколада, несмотря на размер частиц (обычно от 1 до 3 мм), который более чем в пять раз превышает толщину шоколадного слоя.
Процесс нанесения топпинга может быть исполнен известным путем, например, с использованием системы со шнековыми транспортерами и желобчатым цилиндром для обеспечения стабильного и однородного нанесения. Изменение внешнего вида продукта иллюстрировано на фигуре 7. Нанесение кусочков 471 между второй стадией 4 и третьей стадией 5 на продукт 42 имеет несколько преимуществ. Во-первых, частицы либо втыкаются в расплавленный шоколад (продукт 421) - даже на поверхность, наклоненную под углом 40°, либо падают непосредственно между печеньями и могут быть возвращены в цикл с менее чем 1% кусочков, запачканных шоколадом. Во-вторых, так как слой шоколада на этой стадии все еще очень тонок - обычно от 0,2 до 0,3 мм - он не повреждается падающими кусочками и остается гладким везде вокруг точек падения. В-третьих, кусочки впоследствии покрываются во второй серии распыления шоколада, создавая очень привлекательный внешний вид: в самом деле, полученный слой шоколада очень тонкий - обычно от 0,2 до 0,3 мм - и оставляет цвет и поверхностный рельеф кусочков топпинга видимым сквозь полупрозрачный слой 45 шоколада, чем улучшается как внешний вид, так и вкус, поскольку каждый кусочек прекрасно облит шоколадом. Далее, большинство кусочков 422 (Фиг.7) защищено от воздуха этим очень тонким слоем шоколада 45. Наносимые сверху материалы могут представлять собой орехи, пралине, цукаты и т.д.
Наилучшие результаты получены при степени измельчения наносимого материала на кусочки величиной между 0,5 и 3 мм, предпочтительно между 1 и 2 мм. При более грубом измельчении самые крупные кусочки являются тяжелыми и склонны соскальзывать вниз, когда они попадают на наклонную часть изогнутого печенья. При более тонком диспергировании более обширная площадь поверхности печенья покрывается очень мелкими частицами, что ухудшает внешний вид, так как шоколад уже не выглядит гладким. В зависимости от желательного внешнего вида, вкуса и текстуры вес кусочков на одном изделии составляет между 0,1 и 0,7 г, предпочтительно между 0,2 и 0,5 г, что составляет от 5 до 13% от общего веса продукта. В зависимости от типа кусочков, их количество на одно изделие составляет между 20 и 100. Вес кусочков легко регулируется относительным расходом кусочков орехов или фруктов и скоростью перемещения печений под ними.
Вся установка для производства в промышленном масштабе вышеописанных печений - обычно N=16 дорожек печений, движущихся со скоростью 10 м/мин - скомпонована из (Фиг.6):
1) входного плоского конвейера, размещенного внутри туннеля с радиационным охлаждением (не показан), для транспортирования выпеченных фигурных печений из устройства, которое извлекает таковые из формочек, к установке для распыления шоколада, с охлаждением их при этом до температуры 27°С;
2) конвейера 101 из проволочной сетки, размещенного внутри первого корпуса с двойной рубашкой и проходящего под первой серией 1 из двух траверс из N+3=19 форсунок для распыления шоколада, составляющих первую и вторую стадии распыления шоколада;
3) конвейера 102 из проволочной сетки, проходящего под агрегатом 8 для нанесения верхнего слоя или украшения;
4) конвейера 103 из проволочной сетки, расположенного внутри второго корпуса с двойной рубашкой и проходящего под второй серией 2 из двух траверс из 19 форсунок для распыления шоколада, составляющих третью и четвертую стадии распыления;
5) установки подачи шоколада (Фиг.5), включающей основной буферный резервуар 101, блок 102 темперирования, вторичный буферный резервуар 103, 104, в котором темперированный шоколад выдерживается в течение менее 20 минут, 4 вышеупомянутые траверсы из 19 форсунок каждая, питаемые объединенной системой траверс под давлением, показанной на фигуре 1а-1с;
6) системы полной рециркуляции шоколада, включающей нижний резервуар, принимающий расплавленный распыленный шоколад, фильтр и блок 105 детемперирования, переводящий шоколад обратно в основной буферный резервуар;
7) плоского конвейера, перемещающего продукты при температуре окружающей среды к началу затвердевания шоколада перед нанесением покровного средства, с необязательным охладительным туннелем 111 в течение 2-3 минут;
8) установки 9 для напыления покровного средства, включающей траверсу из 19 распылительных форсунок и размещенный внутри плоский конвейер;
9) плоского конвейера, расположенного внутри второго охладительного туннеля 112 (охлаждение в течение 6-7 минут, или 8-10 минут, когда охладительный туннель 111 и распылительная установка 9 не используются) для кристаллизации шоколада;
10) выходного плоского конвейера, перемещающего продукты на участок упаковки.







Изобретение относится к способу нанесения на поверхность и более конкретно на изогнутую или неправильную поверхность съедобного продукта, такого как печенье, вафля или легкая закуска, слоя, содержащего по меньшей мере жир и сахар, и более конкретно слоя шоколада или заменителя шоколада. Способ включает подачу продукта по меньшей мере в две стадии распыления, причем каждая включает создание по меньшей мере одной форсункой конической струи, имеющей угол α от 12° до 25°, предпочтительно 18°, и вертикальную ось, причем указанная форсунка расположена над продуктом на высоте Н между 200 мм и 800 мм, и предпочтительно между 300 мм и 65,0 мм, так, что при попадании на продукт распыляемая струя становится вертикально ориентированным шлейфом брызг, имеющим, по существу, цилиндрическую форму. Изобретение обеспечивает нанесение тонкого слоя на неплоское фигурное изделие на основе зерновых, с удовлетворительным внешним видом, в то же время предпочтительно избегая существенных потерь продукта и фигурного изделия, при этом указанный тонкий слой остается блестящим. 33 з.п. ф-лы, 7 ил., 1 табл.
1. Способ нанесения слоя композиции, содержащей по меньшей мере жир и сахар, на поверхность съедобного продукта, в котором указанный продукт подвергают по меньшей мере двум стадиям распадения, каждая из которых включает создание по меньшей мере одной форсункой конической струи, имеющей угол α от 12° до 23°, предпочтительно 18°, и вертикальную ось, причем указанная форсунка расположена над продуктом на высоте Н между 200 мм и 800 мм, и предпочтительно между 300 мм и 650 мм, так что при падении на продукт распыляемая струя становится вертикально ориентированным шлейфом брызг, по существу, цилиндрической формы.
2. Способ по п.1, в котором продукт представляет собой шоколад или заменитель шоколада.
3. Способ по п.1,в котором указанный шлейф имеет диаметр между 30 мм и 200 мм и предпочтительно между 60 мм и 100 мм.
4. Способ по п.2, в котором указанный шлейф имеет диаметр между 30 мм и 200 мм и предпочтительно между 60 мм и 100 мм.
5. Способ по любому из пп.1-4, включающий две стадии распыления, разделенные интервалом времени от 1 до 5 с и предпочтительно 3 с.
6. Способ по любому из пп.1-4, включающий две стадии распыления, разделенные интервалом времени от 4 до 40 с и предпочтительно свыше 20 с.
7. Способ по любому из пп.1-4, включающий три стадии распыления.
8. Способ по любому из пп.1-4, включающий четыре стадии распыления.
9. Способ по п.7, включающий две последовательные стадии, разделенные интервалом от 1 до 5 с и предпочтительно 3 с.
10. Способ по п.8, включающий две последовательные стадии, разделенные интервалом от 1 до 5 с и предпочтительно 3 с.
11. Способ по п.7, включающий две последовательные стадии, которые разделены интервалом от 4 до 40 с и предпочтительно свыше 20 с.
12. Способ по п.8, включающий две последовательные стадии, которые разделены интервалом от 4 до 40 с и предпочтительно свыше 20 с.
13. Способ по п.9 или 10, включающий две последовательные стадии, которые разделены интервалом от 4 до 40 с и предпочтительно свыше 20 с.
14. Способ по п.8, в котором:
первая и вторая стадии распыления, с одной стороны, и третья и четвертая стадии распыления, с другой стороны, разделены интервалом времени (d1, d2) от 1 до 5 с, и предпочтительно 3 с,
вторая и третья стадии распыления разделены интервалом времени (D) 4-40 с и предпочтительно свыше 20 с.
15. Способ по п.1, в котором по меньшей мере одна форсунка расположена между двумя дорожками перемещающихся продуктов.
16. Способ по любому из пп.1-4, 9-12, 14, в котором указанную коническую распыляемую струю создают при давлении воздуха между 1,5 и 4 бар (0,15-0,4 МПа) и предпочтительно между 1,8 и 3,8 бар (0,18-0,38 МПа).
17. Способ по п.5, в котором указанную коническую распыляемую струю создают при давлении воздуха между 1,5 и 4 бар (0,15-0,4 МПа) и предпочтительно между 1,8 и 3,8 бар (0,18-0,38 МПа).
18. Способ по п.6, в котором указанную коническую распыляемую струю создают при давлении воздуха между 1,5 и 4 бар (0,15-0,4 МПа) и предпочтительно между 1,8 и 3,8 бар (0,18-0,38 МПа).
19. Способ по п.7, в котором указанную коническую распыляемую струю создают при давлении воздуха между 1,5 и 4 бар (0,15-0,4 МПа) и предпочтительно между 1,8 и 3,8 бар (0,18-0,38 МПа).
20. Способ по п.8, в котором указанную коническую распыляемую струю создают при давлении воздуха между 1,5 и 4 бар (0,15-0,4 МПа) и предпочтительно между 1,8 и 3,8 бар (0,18-0,38 МПа).
21. Способ по п.16, в котором производительность указанной форсунки составляет между 1,4 и 2,5 г/с, предпочтительно между 1,6 и 2,2 г/с.
22. Способ по любому из пп.1-4, 9-12, 14, 17-21, в котором шоколад имеет общее содержание жира между 33% и 42% и предпочтительно между 35% и 39%.
23. Способ по п.22, в котором вязкость шоколада, измеренная при температуре 40°С, составляет от 700 мПа·с до 1300 мПа·с и предпочтительно от 900 мПа·с до 1100 мПа·с.
24. Способ по любому из пп.1-4, 9-12, 14, 17-21, 23, в котором съедобный продукт имеет выпуклую верхнюю поверхность, имеющую радиус кривизны между 25 мм и 32 мм и площадь между 20 см2 и 30 см2.
25. Способ по любому из пп.1-4, 9-12, 14, 17-21, 23, в котором слой шоколада на съедобном продукте имеет толщину от 0,36 мм до 0,52 мм и предпочтительно 0,43 мм.
26. Способ по любому из пп.1-4, 9-12, 14, 17-21, 23, в котором между двумя из указанных стадий распыления выполняют стадию нанесения верхнего слоя или украшения.
27. Способ по любому из пп.1-4, 9-12, 14, 17-21, 33, в котором после стадий распыления шоколада и во время кристаллизации шоколадного слоя выполняют конечную стадию напыления покровного продукта, разбавленного спиртом.
28. Способ по п.27, в котором покровный продукт представляет собой смесь очищенного шеллака, растительного масла и глицерина, разбавленную этанолом до содержания менее чем 15% и предпочтительно между 7% и 10%.
29. Способ по п.27, в котором конечную стадию выполняют с использованием по меньшей мере одной форсунки при вертикальном расстоянии Н′ между 90 мм и 120 мм над поверхностью продуктов.
30. Способ по п.27, в котором конечную стадию выполняют при слое шоколада, охлажденном до температуры между 24°С и 26°С.
31. Способ по п.27, в котором конечную стадию выполняют после интервала времени между 2 и 3 мин после стадий распыления шоколада и предпочтительно спустя 2,5 мин.
32. Способ по п.27, в котором конечную стадию выполняют с использованием по меньшей мере одной форсунки при давлении между 1,4 бар и 2 бар (0,14-0,2 МПа) и предпочтительно 1,6 бар (0,16 МПа).
33. Способ по любому из пп.1-4, 9-12, 14, 17-21, 23, 28-32, в котором съедобный продукт имеет неправильную или изогнутую поверхность.
34. Способ по п.33, в котором съедобный продукт представляет собой фигурное печенье с изогнутой формой.
| WO 03079803 А2, 02.10.2003 | |||
| JP 10215778 А, 18.08.1998 | |||
| Способ нанесения защитного покрытия на гранулированные материалы | 1982 |
|
SU1114457A1 |
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ, ПРЕДСТАВЛЯЮЩАЯ МИКРОЭМУЛЬСИЮ С БИОЛОГИЧЕСКИ АКТИВНЫМ МАКРОМОЛЕКУЛЯРНЫМ МАТЕРИАЛОМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1989 |
|
RU2122403C1 |
| RU 2003117435 А, 10.12.2004. | |||

