Настоящее изобретение касается литейных форм машины формования стеклянной посуды и более конкретно литейных форм для заготовок и/или литейных форм для дутья машины с индивидуальными секциями и способа их охлаждения.
Предпосылки и цели создания изобретения
В отрасли производства стеклянных сосудов в настоящее время широко используется так называемая машина с индивидуальными секциями или ИС. Такие машины включают в себя множество отдельных или индивидуальных производственных секций, каждая из которых имеет большое количество рабочих механизмов для преобразования одной или больше загрузок или порций расплавленного стекла в полые стеклянные сосуды и перемещение сосудов через последовательные пункты секции машины. Каждая секция машины включает в себя одну или более литейных форм для заготовок, в которых порция стекла первоначально формуется посредством операции дутья или прессования, один или больше рычагов переворачивания для перемещения заготовок в литейные формы для дутья, в которых сосуды выдувают в окончательную форму, захваты для перемещения сформованных сосудов на неподвижную плиту и механизм выгрузки для перемещения формованных сосудов с неподвижной плиты на конвейер. Патент США 4362544 включает в себя описание процессов формования стеклянной посуды способом “дутья и дутья” и “прессования и дутья” и раскрывает электропневматическую машину с индивидуальными секциями, приспособленную для использования в любом процессе.
Обычно литейные формы для заготовок и дутья машины формования стеклянной посуды охлаждают, направляя воздух на детали литейной формы или через них. Это приводит к повышению температуры и уровня шумов в окружающей среде. Кроме того, производительность ограничивается способностью воздуха отводить тепло от деталей литейной формы в управляемом процессе, а стабильность процесса и качество сосудов определяется сложностью управления температурой воздуха и скоростью потока. В патентах США 3887350 и 4142884 предложено, например, направлять текучую среду типа воды по проходам в секциях литейной формы, чтобы улучшить отвод тепла. Однако отвод тепла охлаждением жидкостью может быть слишком быстрым и неуправляемым, по меньшей мере, в некоторых областях литейной формы, так что должны быть предприняты операции для замедления теплопередачи от внутренней или формующей поверхности секции литейной формы к внешней периферии, в которой расположены проходы для жидкостного охлаждения. В технике предложены различные способы для такого управления отводом тепла посредством охлаждения жидкостью, но они не вполне удовлетворительны.
Материал литейной формы для производства качественной стеклянной посуды должен иметь следующие характеристики: хорошую износостойкость, хорошую стойкость к растрескиванию во время термического цикла, хорошие механические свойства, хорошие свойства освобождения стекла, легкость обработки, ремонтопригодность и экономическую выполнимость. В качестве материала для литейной формы рекомендуется ковкий чугун, представляющий собой чугун, в котором свободный микроструктурный графит находится в форме сфер, с целью производства литейных форм для стеклянной посуды, для которой требуется уменьшенная теплопроводность (по сравнению с серым чугуном, например). Типичными примерами стеклянной посуды, в которых ковкий чугун использован в качестве материала литейной формы, являются небольшие сосуды, которые требуют незначительного отвода тепла от оборудования литейной формы типа косметических и фармацевтических флаконов. Однако ковкий чугун не используют в производстве больших стеклянных изделий из-за его пониженной теплопередачи и плохой сопротивляемости термическим циклам. Для производства стеклянной посуды был предложен нирезист (жаростойкий высоконикелевый ковкий чугун). Увеличенное содержание никеля в нирезисте способствует улучшению свойств освобождения стекла. Однако стандартный нирезист не обладает требуемой теплопроводностью и сопротивлением растрескиванию при термических циклах.
Основной целью настоящего изобретения является создание литейной формы для формования стеклянной посуды и способа охлаждения такой литейной формы, которые улучшали бы стабильность управления температурой на формующей поверхности литейной формы. Другой целью настоящего изобретения является создание литейной формы и способа ее охлаждения, при котором температуру поверхности литейной формы можно было бы регулировать и динамически управлять ею во время операции формования стеклянной посуды.
Еще одной целью настоящего изобретения является создание литейной формы и способа ее охлаждения, при котором обеспечивались бы более равномерные температура и управление температурой как в периферийном, так и в осевом направлениях формующей поверхности литейной формы, что позволило бы получить характеристики теплопередачи системы охлаждения литейной формы, позволяющие достигнуть эффективного формования стекла.
Еще одной целью настоящего изобретения является создание способа охлаждения литейной формы, который отличался бы уменьшением коррозии в охлаждающих проходах и увеличением срока службы всей системы литейной формы и охлаждения.
Следующей целью изобретения является обеспечение материала для конструирования литейной формы для стеклянной посуды, включая как литейную формую для заготовки, так и литейную формую для дутья, который обладал бы перечисленными выше желательными свойствами литейной формы.
Краткое изложение сущности изобретения
Литейная форма для формования стеклянной посуды в соответствии с предпочтительными вариантами осуществления изобретения включает в себя, по меньшей мере, один корпус проводящей тепло конструкции, имеющий центральную часть с поверхностью формования для придания определенной формы расплавленному стеклу и периферийную часть, разнесенную в радиальном направлении наружу отцентральной части. Через периферийную часть литейной формы идет по меньшей мере один проход, и по проходу направляется жидкий хладагент для отвода тепла через корпус от формующей поверхности. В теле литейной формы выполнено по меньшей мере одно отверстие, идущее в корпус и расположенное в радиальном направлении между проходом для хладагента и формующей поверхностью, для замедления теплопередачи от поверхности к охлаждающей жидкости в проходе. Литейная форма предпочтительно представляет собой разъемную форму, имеющую пару частей литейной формы с идентичным размещением проходов и отверстий. Литейной формой может быть либо форма для заготовки, либо форма для дутья.
В вариантах осуществления изобретения отверстия имеют глубину проникновения в корпус либо частично, либо полностью через весь корпус в соответствии с конфигурацией формующей поверхности и другими производственными параметрами для управления теплопередачей от поверхности формования к проходам для хладагента. Отверстия могут быть полностью или частично заполнены материалом для дополнительного регулирования теплопередачи от поверхности формования к проходам для хладагента. В теле литейной формы, имеющем множество проходов для хладагента и множество отверстий, характеристики теплопередачи могут регулироваться по окружности корпуса литейной формы, например, посредством частичного заполнения каждого второго прохода. Таким образом, характеристики теплопередачи тела литейной формы могут быть приспособлены в радиальном, осевом направлении и по окружности литейной формы с целью получения желательной теплопередачи и температурных характеристик поверхности формования.
На корпусе литейной формы можно располагать торцевые крышки для управления потоком хладагента при большом числе ходов по проходам для хладагента в корпусе литейной формы. В предпочтительных вариантах осуществления изобретения одна из торцевых крышек содержит впускное отверстие для текучей среды, и выпускное отверстие для текучей среды, и каналы для направления текучей среды к проходам литейной формы. Другая торцевая крышка содержит каналы для направления текучей среды от конца одного прохода для хладагента к концу соседнего прохода. В раскрытых вариантах осуществления изобретения охлаждающая жидкость делает четыре хода через корпус литейной формы перед возвратом к сборнику текучей среды. Количество ходов через корпус литейной формы можно изменять в сторону увеличения и уменьшения в зависимости от размера литейной формы, количества подлежащего отводу тепла и т.д. Также ожидается, что количество ходов хладагента с целью охлаждения литейной формы для заготовки будет меньше, чем в случае литейной формы для дутья.
В соответствии с еще одним вариантом осуществления настоящего изобретения охлаждающая жидкость (хладагент) представляет собой воду, предпочтительно смешанную с текучей теплопередающей средой типа пропиленгликоля. В качестве других пригодных текучих теплопередающих сред могут быть названы теплопередающие среды на основе кремния, синтетические органические текучие среды или текучие среды на основе гликолевого ингибитора. Система управления жидким хладагентом предпочтительно включает средство для обнаружения и управления составом хладагента (например, концентрацией пропиленгликоля), температурой хладагента и скоростью потока хладагента и электронный контроллер для управления составом, температурой и/или скоростью потока с целью достижения оптимального управления охлаждением и температурой на формующих поверхностях литейной формы. Таким образом, температуру поверхности литейной формы можно динамически регулировать и управлять ею.
В соответствии с еще одним вариантом настоящего изобретения, который можно использовать или отдельно, или более предпочтительно в сочетании с другими вариантами изобретения, корпус или части корпуса литейной формы сконструированы из аустенитного нирезиста. Такой ковкий чугун предпочтительно представляет собой нирезист типа D, соответствующий ASTM (американское общество по испытанию материалов)-А439-84, но модифицированный так, чтобы он имел увеличенное содержание кремния и молибдена. В настоящее время используют чугун типа D2-C. Содержание кремния предпочтительно более 3,0% и более предпочтительно 4,20%±0,20%. Содержание молибдена предпочтительно превышает 0,5% и более предпочтительно составляет 0,70±0,10%. (Все процентные содержания состава в этом применении приведены в весовом отношении). Увеличенное содержание кремния уменьшает теплопроводность материала литейной формы. Увеличенное содержание молибдена улучшает сопротивление растрескиванию при термическом цикле. Увеличенное содержание никеля, характерное для нирезистных материалов, улучшает свойства освобождения стекла. Структура литейной формы из нирезиста в соответствии с этим аспектом изобретения также характеризуется желаемой степенью износа и других механических свойств, легкостью обработки и достаточной ремонтопригодностью, а также благоприятными экономическими показателями. Материал нирезист обеспечивает также более устойчивую микроструктуру, чем серый чугун, например, до температуры 1400°F (760°C).
Способ охлаждения литейной формы для машины формования стеклянной посуды в соответствии с еще одним аспектом настоящего изобретения состоит в обеспечении корпуса литейной формы теплопроводящей конструкцией, имеющей поверхность формования, по меньшей мере один проход для хладагента, идущий в осевом направлении через корпус, и по меньшей мере одно отверстие, которое проходит по меньшей мере через часть корпуса. Отверстие расположено в радиальном направлении между проходами для хладагента и поверхностью формования литейной формы. Жидкий хладагент циркулирует по проходам. Управление теплопередачей от формующей поверхности хладагенту частично осуществляется посредством управления диаметром и глубиной отверстия и дополнительно по меньшей мере посредством частичного заполнения отверстия с целью изменения характеристик теплопередачи сквозь отверстие. В предпочтительных вариантах осуществления изобретения управление производится по меньшей мере одним и предпочтительно всеми элементами из числа состава, температуры и скорости потока жидкого хладагента.
Краткое описание чертежей
Изобретение, вместе с его дополнительными целями, особенностями и преимуществами, будет лучше понятым из нижеприведенного описания, прилагаемой формулы изобретения и сопровождающих чертежей, на которых:
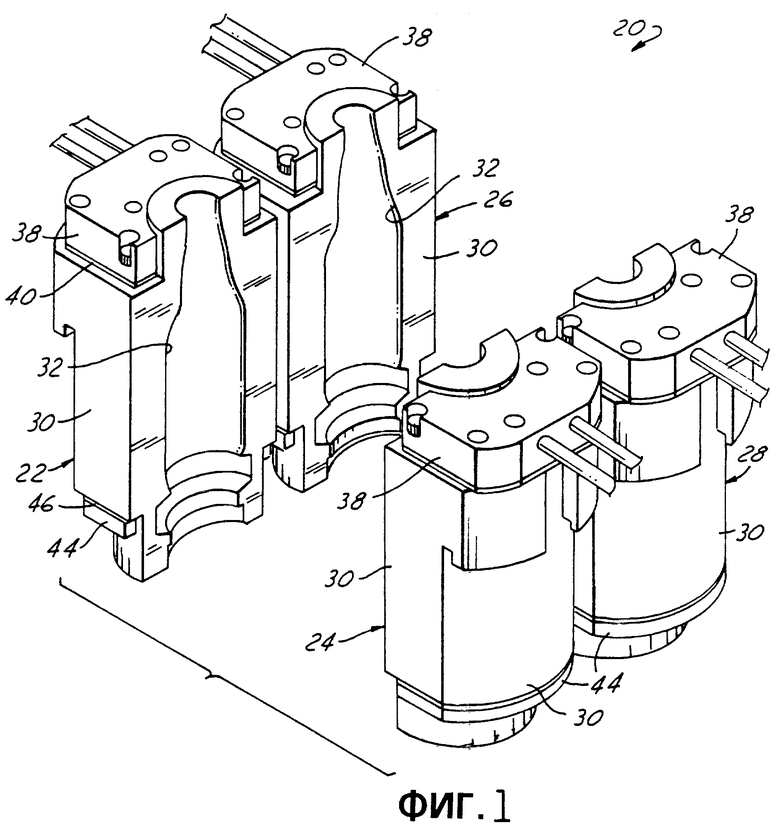
фиг.1 изображает схематически в перспективе пару частей охлаждаемых жидкостью разъемных литейных форм в соответствии с одним предпочтительным вариантом осуществления изобретения;
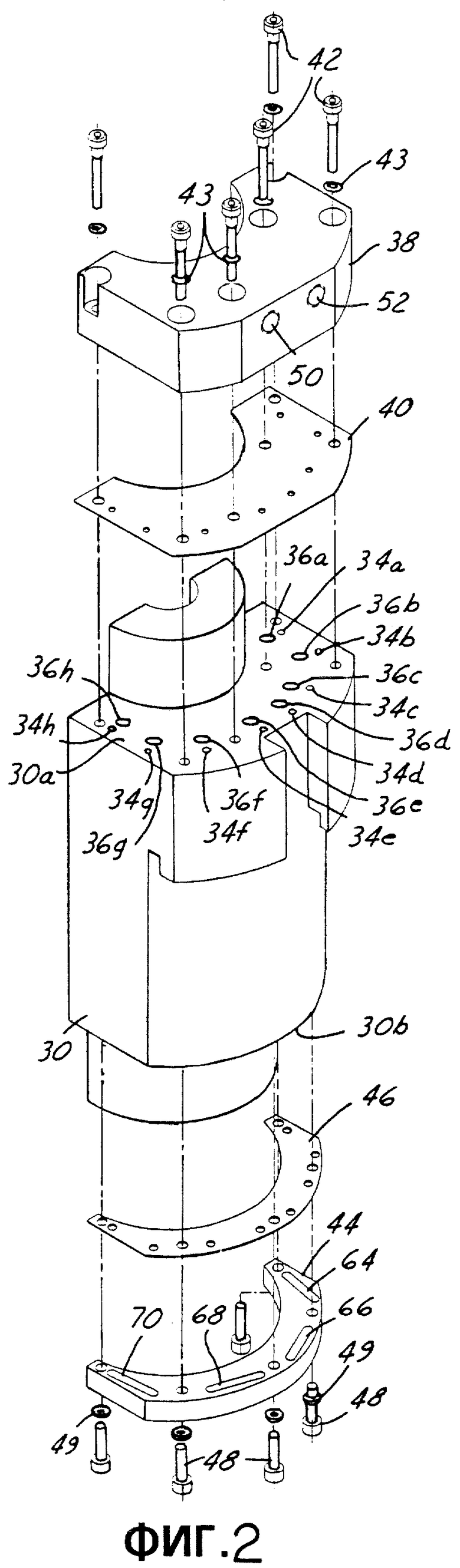
фиг.2 - в перспективе в разобранном виде одну из частей показанных на фиг.1 разъемных литейных форм;
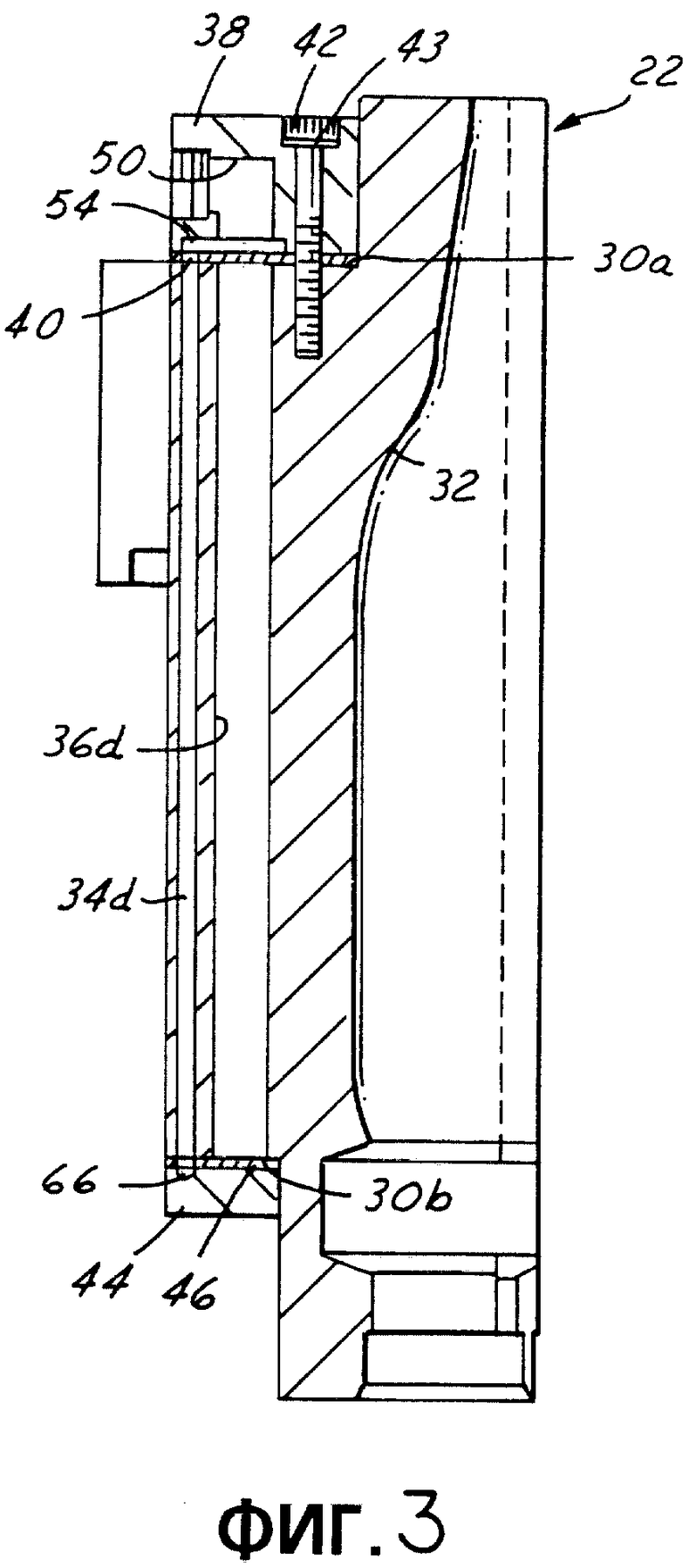
фиг.3 - в разрезе одну из частей показанной на фиг.1 разъемной литейной формы;
фиг.4 - вид сверху в плане верхней торцевой крышки в показанной на фиг.1-3 части литейной формы;
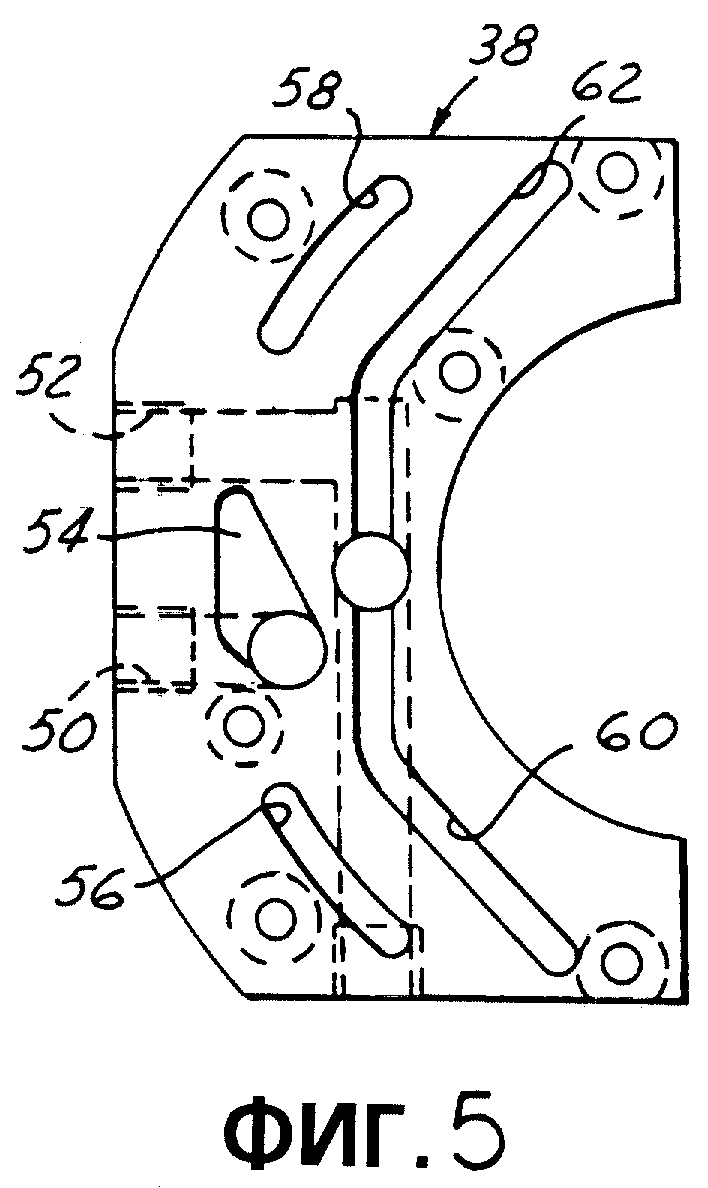
фиг.5 - вид снизу в плане верхней торцевой крышки, показанной на фиг.4;
фиг.6 - вид сверху в плане нижней торцевой крышки в показанной на фиг.1-3 части литейной формы;
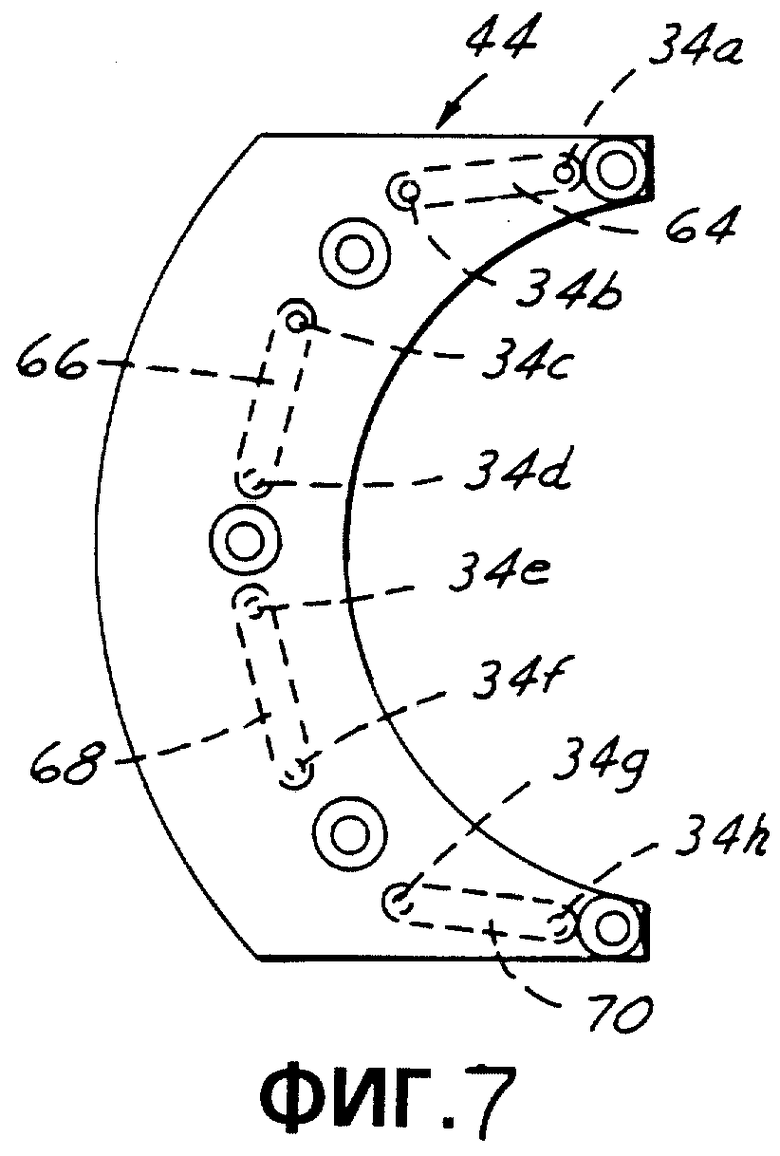
Фиг.7 - вид снизу в плане показанной на фиг.6 нижней торцевой крышки;
фиг.8-12 - аналогичные показанному на фиг.3 виды, но иллюстрирующие видоизмененные варианты осуществления изобретения;
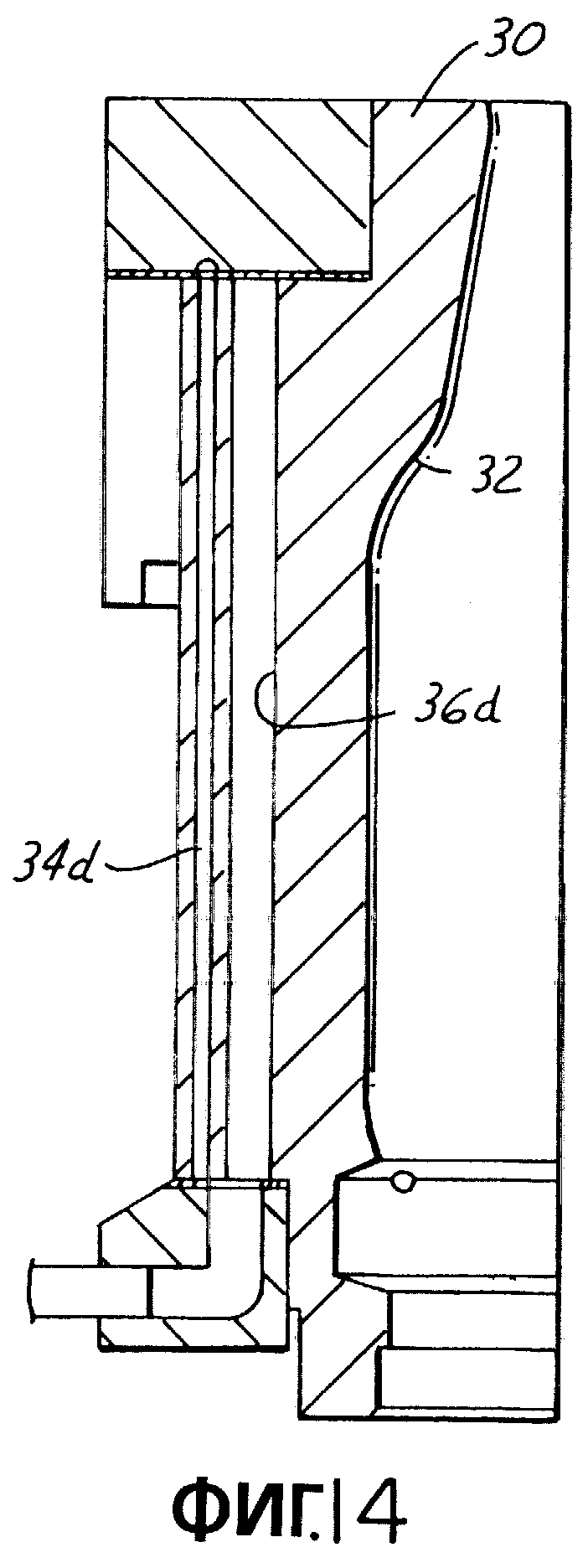
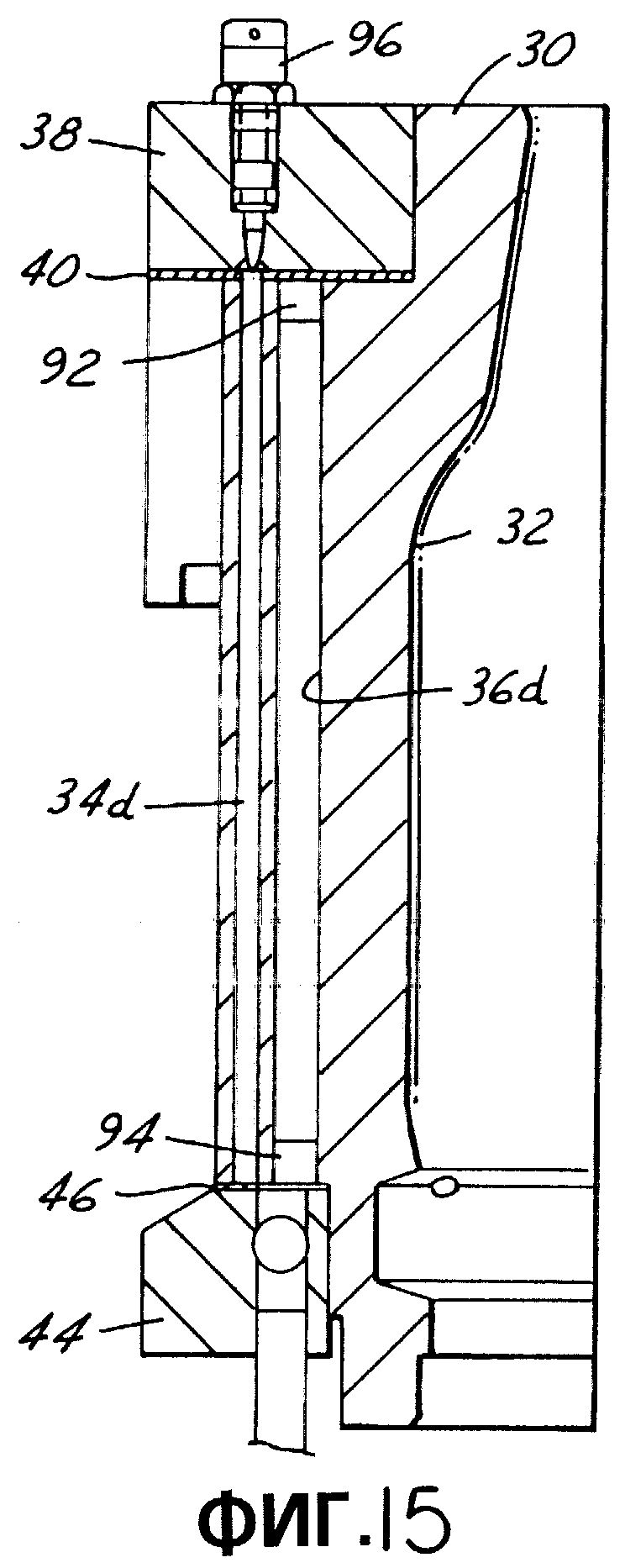
фиг.13-15 - аналогичные показанному на фиг.3 виды, но иллюстрирующие другие измененные варианты осуществления изобретения;
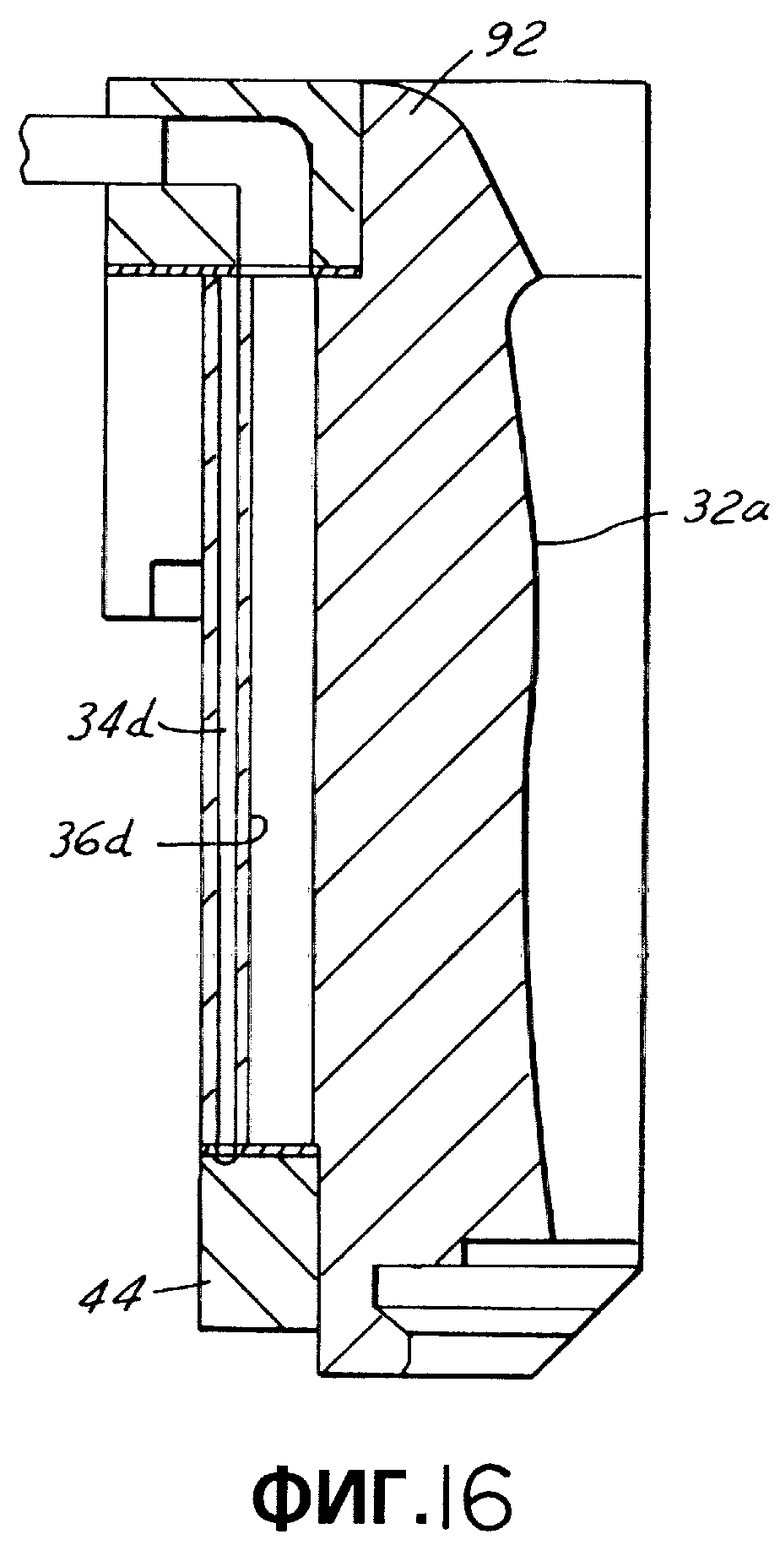
фиг.16 - аналогичный показанному на фиг.3 вид, но иллюстрирующий воплощение изобретения в связи с литейной формой для заготовки стеклянной посуды в отличие от литейных форм для дутья, показанных на фиг.3 и 8-15;
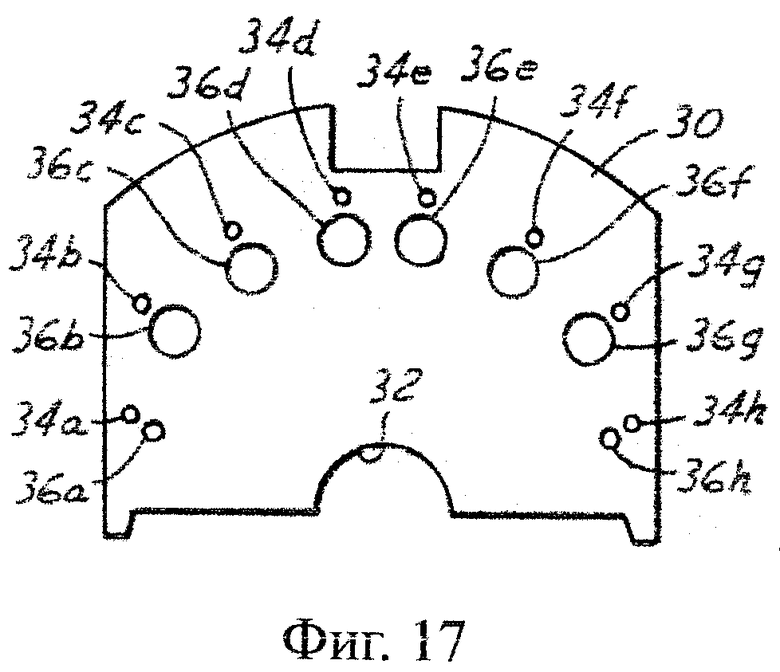
фиг.17 - вид сверху корпуса литейной формы в показанном на фиг.2 и 3 варианте осуществления;
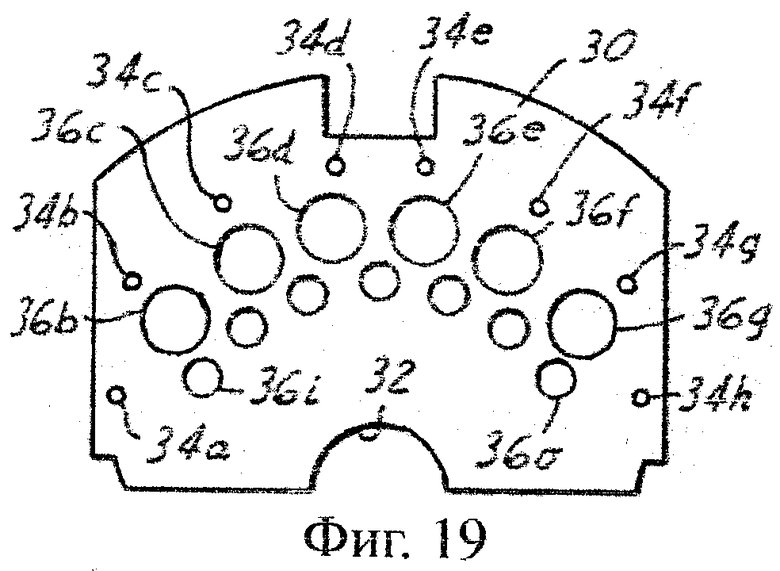
фиг.18-20 - виды сверху в плане подобные изображенному на фиг.11, но иллюстрирующие соответственные измененные варианты осуществления;
фиг.21 - функциональную блок-схему системы управления охлаждающей средой в соответствии с предпочтительным вариантом осуществления изобретения.
Подробное описание предпочтительных вариантов осуществления
Фиг.1 иллюстрирует узел 20 литейной формы, содержащий первую пару частей 22, 24 разъемной литейной формы и вторую пару частей 26, 28 разъемной литейной формы. Показанные части 22-28 литейной формы составляют литейные формы для дутья в машине с двойной ИС. Однако изобретение в равной степени совместно с охлаждением литейных форм для заготовок (фиг.16) и совместно с другими типами машины ИС или роторных машин, например одиночных, тройных и счетверенных машин. Каждая часть 22-28 литейных форм состоит из корпуса литейной формы и противолежащих торцевых крышек. Часть 22 литейной формы будет подробно описана в связи с фиг.2-1 и 17; следует понимать, что часть 26 литейной формы идентична части 22 литейной формы, а части 24, 28 литейной формы являются зеркальными отображениями части 22 литейной формы.
Часть 22 литейной формы включает корпус 30 литейной формы, имеющий центральный участок с формующей поверхностью 32, которая вместе с соответствующей поверхностью, противолежащей части 24 литейной формы, образует поверхность, согласно которой расплавленное стекло принимает форму при операции прессования или дутья. Таким образом, расплавленное стекло соприкасается с поверхностью 32, передавая тепловую энергию, которая должна рассеиваться, от поверхности 32 в корпус 30. Корпус 30 литейной формы также включает периферийный участок, разнесенный в радиальном направлении наружу от центрального участка, в котором расположена формующая поверхность 32. Через периферийный участок корпуса 30 литейной формы идут в осевом направлении множество проходов в виде рассредоточенных по окружности параллельных рядов. В иллюстрируемом варианте осуществления имеются восемь таких проходов 34 а-34h, которые разнесены по углу друг от друга. Угловой интервал между проходами 34а-34h может иметь приблизительно равные приращения, но обычно имеет неравные приращения из-за несимметричностей корпуса литейной формы. Каждый проход 34а-34h на фиг.3 и 17 имеет цилиндрический профиль и постоянный диаметр по всей его длине и является полностью открытым от верхней поверхности корпуса 30а литейной формы до нижней поверхности корпуса 30b литейной формы. В радиальном направлении внутрь от каждого прохода 34а-34h расположено соответствующее отверстие 36а-36h. В показанном на фиг.1-3 и 11 варианте осуществления отверстия З6а-36h проходят в осевом направлении через весь корпус 30 от поверхности 30а до поверхности 30b и соответственно расположены в радиальном отношении внутрь от соответствующих проходов 34а-34h.
В соответствии с другим аспектом настоящего изобретения корпус 30 литейной формы предпочтительно конструируют из нирезиста. Нирезист представляет собой жаростойкий ковкий чугун с шаровидным графитом, который имеет высокое содержание никеля, обычно превышающее 18%, и более предпочтительно превышающее 21%. Предпочтительным составом является состав нирезиста типа D2-C, соответствующий ASTM-A439-84, но измененный с целью получения увеличенного содержания кремния и молибдена. Нижеприведенная таблица иллюстрирует химический состав этого предпочтительного материала:
Таблица 1
Химический состав
Этот материал имеет низкую теплопроводность, хорошую коррозионную стойкость, хорошую обрабатываемость и экономичность и хорошие свойства освобождения стекла у поверхности литейной формы. Увеличенное содержание кремния уменьшает теплопроводность, в то время как увеличенное содержание молибдена противодействует растрескиванию в результате термического цикла.
Поверхности 30а, 30b параллельны друг другу, образованы соответственными параллельными выступами корпуса 30 литейной формы. Верхняя торцевая крышка 38 и промежуточная прокладка 40 расположены на поверхности 30а и прикреплены к корпусу 30 литейной формы множеством винтов 42 и пружинных шайб 43. Нижняя торцевая крышка 44 и промежуточная прокладка 46 прикреплены к поверхности 30b соответствующим множеством винтов 48 и пружинных шайб 49. (Отверстия под винты на фиг.11 не показаны, чтобы придать большее значение взаимосвязи между проходами 34а-34h и отверстиями 36а-36h). Верхняя торцевая крышка 38 (фиг.3-5) дугообразная и имеет идущие в радиальном направлении впускное отверстие 50 и выпускное отверстие 52. Впускное отверстие 50 открыто в имеющую треугольную форму полость 54 на нижней стороне крышки 38. На нижней стороне крышки 38 имеется пара разнесенных по углу дугообразных или хордообразных каналов 56, 58, а вторая пара каналов 60, 62 образована на нижней стороне крышки 38 для сообщения с выпускным отверстием 52. Разнесенные по углу концы каналов 62 и 58, полость 54 и каналы 56, 60 лежат над разнесенными по углу концами проходов 34а-34h для хладагента в узле корпуса литейной формы, как показано на фиг.4. Нижняя торцевая крышка 44 (фиг.3 и 6-7) точно также имеет дугообразную форму, причем ее верхняя поверхность прилегает через прокладку 46 к поверхности 30b корпуса литейной формы. На верхней поверхности нижней торцевой крышки 44 образованы четыре дугообразных или хордообразных канала 64, 66, 68, 70. При сборке разнесенные по углу концы этих каналов лежат под разнесенными по углу концами проходов для хладагента 34а-34h литейной формы, как лучше видно на фиг.7. Следует отметить, что на фиг.4 и 7 эти каналы в торцевых крышках более широкие, чем проходы в корпусе литейной формы. Это компенсирует незначительное несовпадение из-за изменения допусков или дифференциального теплового расширения.
При эксплуатации впускное отверстие 50 верхней торцевой крышки 38 соединено с источником охлаждающей жидкости под давлением, а выпускное отверстие 52 соединено с линией возврата хладагента. Таким образом, хладагент направляется от впускного отверстия 50 и впускной полости 54 вниз (в ориентации фиг.3) по проходам 34d и 34е к нижней торцевой крышке 44, от торцевой крышки 44 вверх по проходам 34с и 34f, далее от торцевой крышки 38 вниз по проходам 34b и 34g, а затем от торцевой крышки 44 вверх по проходам 34а, 34h и по каналам 60, 62 торцевой крышки к выпускному отверстию 52. Таким образом, охлаждающая жидкость делает в сумме четыре хода через корпус литейной формы перед возвратом в сборник. Количество ходов можно приспосабливать в соответствии с изобретением, чтобы достигнуть желаемого перепада температур на границе раздела литейной формы и хладагента, используя известные подходящие методы компьютерного моделирования. Отверстия 36а-36h замедляют теплопередачу от формующей поверхности 32 к проходам 34а-34h хладагента и таким образом управляют общей скоростью теплопередачи от стекла к хладагенту. В показанном на фиг.3 и 11 варианте осуществления изобретения проходы 36а-36h идут через весь корпус литейной формы с постоянным диаметром и по существу с равными угловыми интервалами. Верхние и нижние концы нескольких проходов 36а-36h блокированы прокладками 40, 46, как лучше видно на фиг.3. Таким образом, отверстия 36а-36h образуют закрытые воздушные карманы с более низкими свойствами теплопередачи, чем металл литейной формы, и таким образом частично служат для замедления и управления процесса теплопередачи к проходам для хладагента посредством прерывания пути теплопередачи. (На фиг.11 отверстия 3ба, 36h показаны имеющими меньший диаметр из-за необходимости размещения отверстий для крепления торцевой крышки, как лучше видно на фиг.4-7).
Количество и расположение отверстий 36а-36h выбирают в соответствии с требуемыми характеристикам теплопередачи. Например, фиг.18 иллюстрирует вариант, в котором отверстия 36b, 36g заменены несколькими более мелкими отверстиями, расположенными между проходами 34b, 34g для хладагента и формующей поверхностью 32. Фиг.19 иллюстрирует использование дополнительных отверстий 34i-34о между проходами 34а-34h для хладагента и формующей поверхностью 32 для дополнительного ограничения теплопередачи от поверхности формования к проходам для хладагента. Таким образом, хотя обычно отверстия 34а-34h (и 34i-34о) расположены в радиальном отношении между проходами для хладагента и формующей поверхностью литейной формы, точное положение и размер этих отверстий, а также количество отверстий приспосабливают к конкретному применению для получения желательных характеристик теплопередачи.
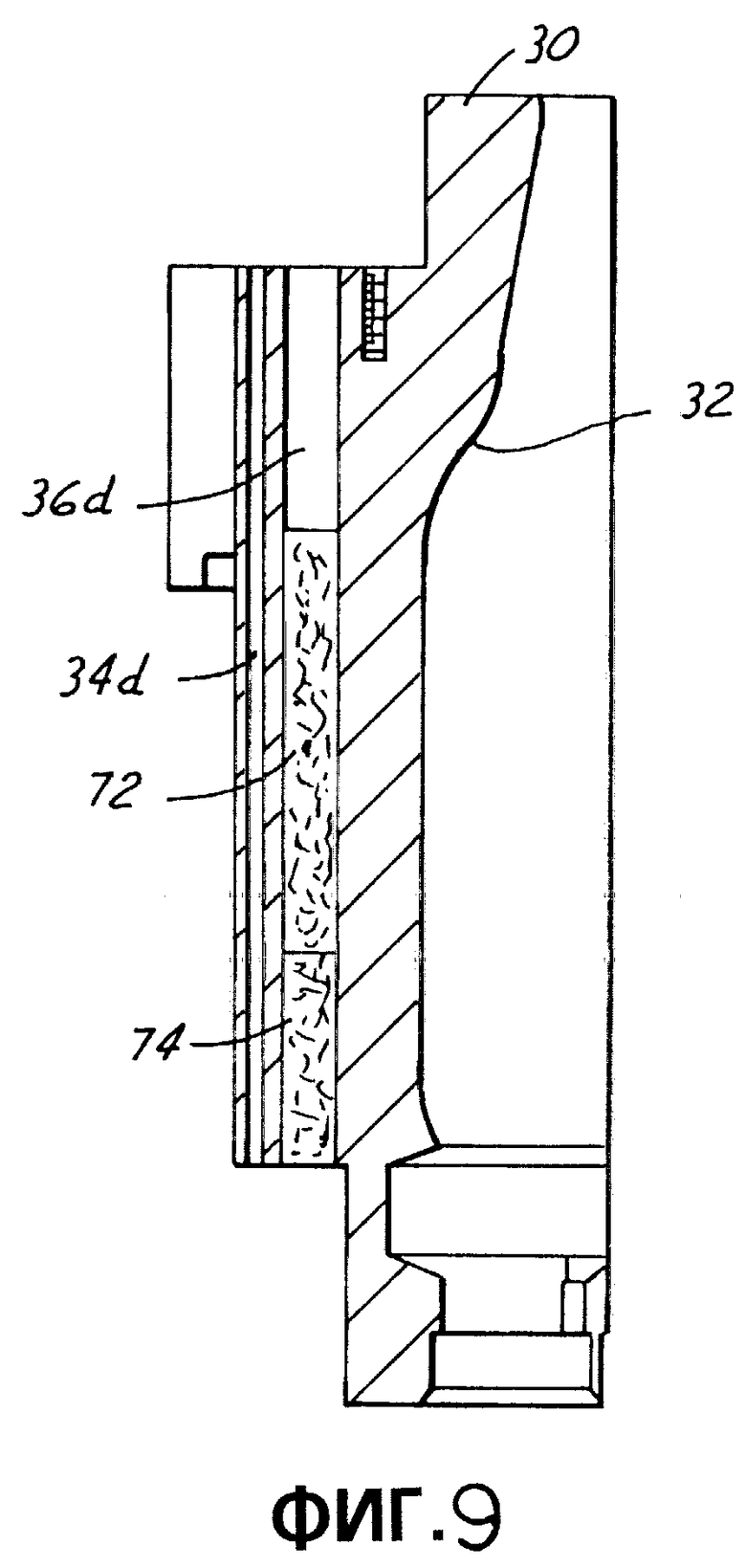
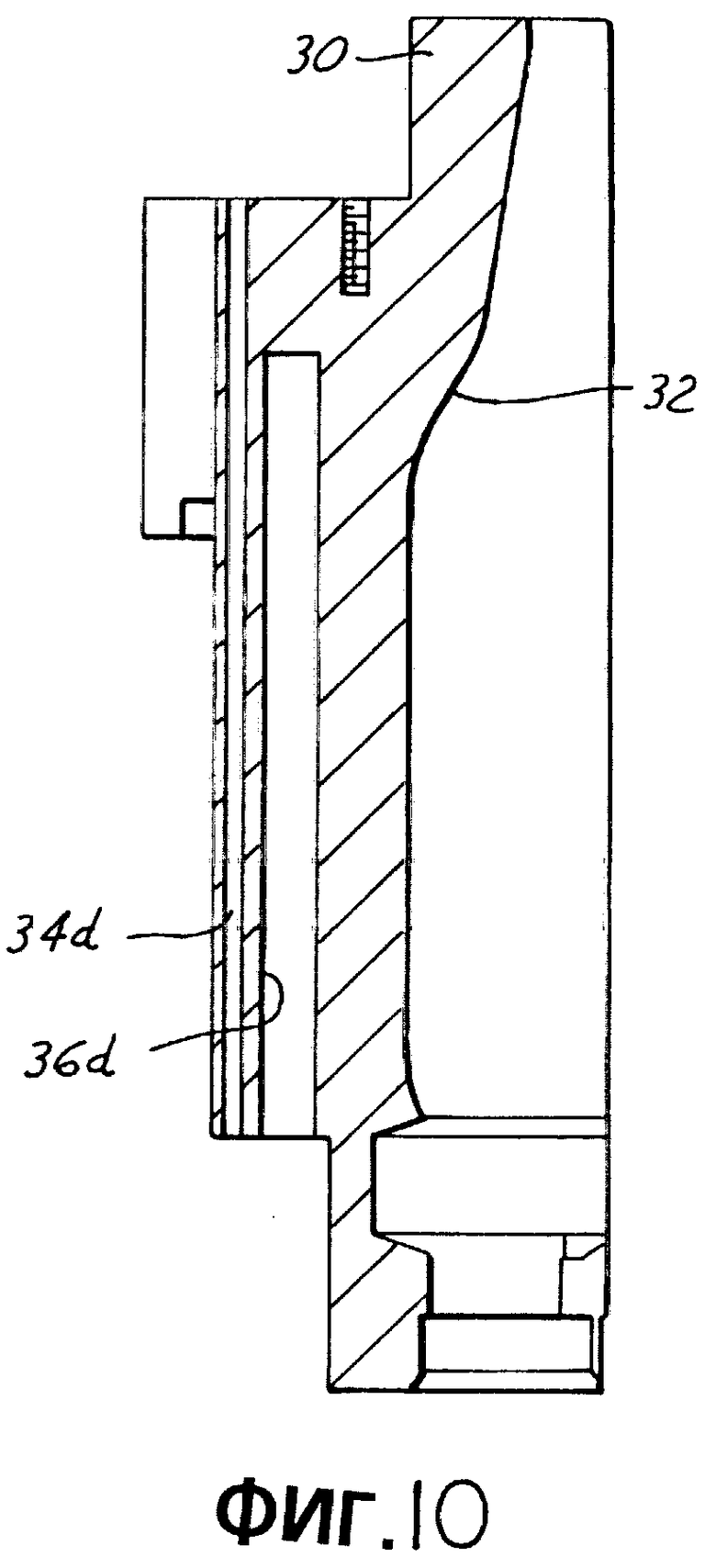
Отверстия 36а-36h (и 36i-36о) показаны в виде имеющих одинаковый диаметр по всей их длине, что облегчает производство. Согласно другому варианту изобретения, показанному на фиг.8-12, эти отверстия для дополнительного управления теплопередачей могут иметь различные характеристики теплопередачи по их осевой длине через литейную форму. Например, фиг.8 иллюстрирует видоизменение показанного на фиг.3 варианта осуществления, в котором отверстие 36d частично заполнено материалом 70, характеристики теплопередачи которого отличаются от характеристик воздуха. Например, материал 70 может состоять из песка, который эффективно образует наполнитель или пробку в отверстии 36d. Эта пробка из материала 70 показана расположенной примерно на середине длины участка корпуса в зоне поверхности 32 формования сосуда и таким образом проводит больше тепла к проходу 34d для хладагента от среднего участка поверхности формования сосуда, чем если бы оно осуществлялось от верхнего и нижнего участков поверхности формования сосуда. Соответствующие заполнители или пробки 70 можно располагать в других отверстиях 30а-30с и 30е-30h или можно располагать, например, в альтернативных отверстиях. Фиг.9 иллюстрирует изменение, в котором отверстие 36d содержит первую пробку 72 из материала, смежную со средним участком поверхности формования сосуда, и вторую пробку 74, соседнюю с нижним участком поверхности формования сосуда у конца сосуда. Таким образом, скорость теплоотвода от нижнего и среднего участков поверхности формования сосуда в модификации фиг.9 отличается от скорости теплоотвода у верхнего участка поверхности формования сосуда и отличаются друг от друга. Фиг.10 и 20 иллюстрируют видоизменение, в котором отверстия 36а-36h проходят только по части осевой длины корпуса литейной формы. В этой модификации тепло будет быстрее отводиться из области формования горловины сосуда, чем из области формования заплечика и корпуса сосуда формующей поверхности литейной формы. Модификацию литейной формы согласно фиг.10 и 20 можно использовать с целью обеспечения пространства для крепления торцевой крышки по существу без влияния на работу. Обычно предпочитают, чтобы характеристики теплопередачи по окружности были однородными.
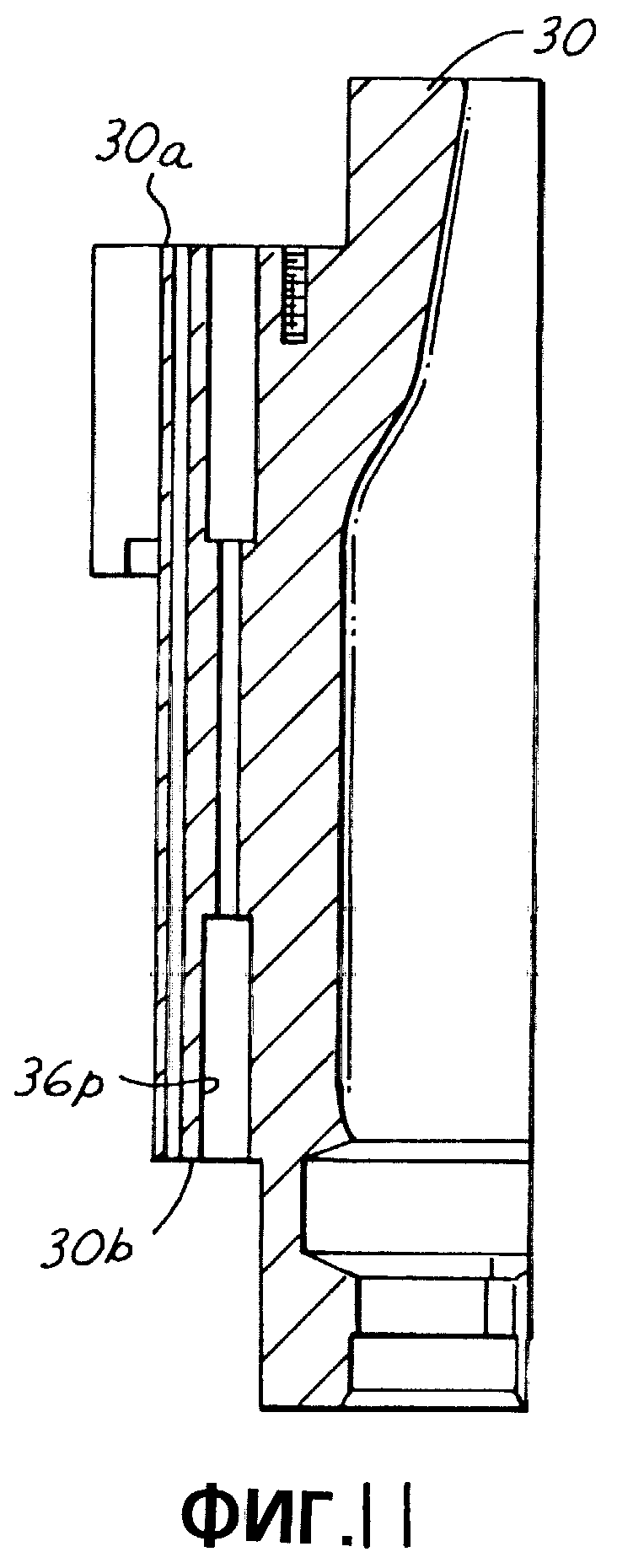
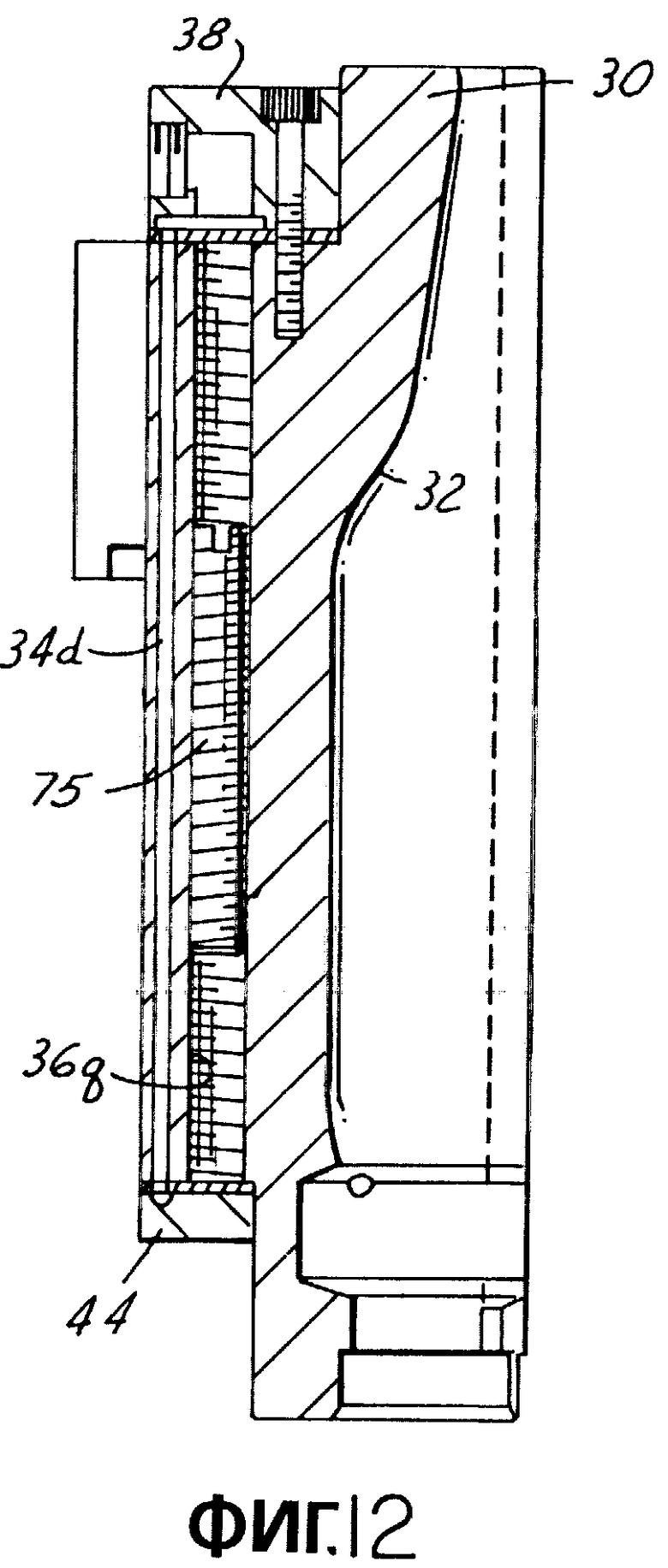
Как отмечено выше, все до сих пор описываемые варианты осуществления имеют отверстия 36а и т.д. цилиндрического профиля и постоянного диаметра. Однако рассматриваются другие конфигурации проходов. Например, фиг.11 иллюстрирует корпус 30 литейной формы, в котором отверстие 36р образовано дифференциальным сверлением, имеющим концевые участки большего диаметра и центральный участок меньшего диаметра. Участок меньшего диаметра может простираться на большую длину, чем показано на фиг.11, и на самом деле может проходить либо до верхней, либо до нижней поверхности 30а, 30b. Таким образом, показанный на фиг.11 вариант осуществления обеспечивает большую теплопроводность в центральной части литейной формы, например, как в показанном на фиг.8 варианте осуществления, но без использования дополнительных материалов. Фиг.12 иллюстрирует другую модификацию, в которой отверстие 36q имеет внутреннюю резьбу, в которую входит пробка 75 с наружной резьбой. И здесь пробка 75 может иметь любую требуемую длину, и можно изменять ее расположение внутри отверстия 36q. Показанный на фиг.12 вариант осуществления имеет преимущество, состоящее в возможности регулирования на производственной площадке.
Короче говоря, принципы настоящего изобретения обеспечивают возможность регулирования характеристик теплопередачи литейной формы с целью приспосабливания к любым желательным эксплуатационным условиям или ситуациям. Блокирующие тепло отверстия можно располагать между поверхностью литейной формы и каждым проходом для хладагента, или между поверхностью литейной формы и некоторыми проходами для хладагента. Характеристики теплопередачи блокирующих отверстий можно приспосабливать по оси и по окружности корпуса литейной формы, чтобы достигать любых требуемых свойств дифференцированного охлаждения. Фиг.13-15 иллюстрируют варианты осуществления изобретения, в которых хладагент вводится и выводится в различных местоположениях. На фиг.13 хладагент вводится и выводится в радиальном направлении у верхнего конца корпуса литейной формы, как на фиг.1-3. На фиг.14 хладагент вводится и выводится в радиальном направлении у нижнего конца корпуса литейной формы, в то время как на фиг.15 хладагент вводится и выводится в осевом направлении у нижнего конца корпуса литейной формы. Можно, конечно, понять, что в соответствии с принципами настоящего изобретения хладагент можно вводить, например, у верхнего конца корпуса литейной формы и выводить у нижнего конца корпуса литейной формы. Фиг.16 иллюстрирует применение настоящего изобретения в связи с литейной формой 92 для заготовки стеклянных изделий. Принципы остаются такими же, как в вышеприведенных описаниях относительно литейных форм для дутья, хотя обычно отводится меньшее количество тепла от литейной формы для заготовок из-за потребности поддержания повышенной температуры у стеклянной заготовки, и, следовательно, в связи с литейной формой для заготовок обычно обеспечивают меньшее количество проходов для хладагента и блокирующих тепло отверстий.
Фиг.15 иллюстрирует две дополнительные модификации согласно изобретению. Пара пробок 92, 94 закрывает соответственные концы отверстия 36d в корпусе 30 литейной формы. При использовании корпусов литейных форм, которые являются достаточно пористыми, чтобы хладагент мог течь из прохода 34d к отверстию 36d, пробки 92, 94 предотвращают контакт пара хладагента с прокладками 40, 46. На крышке 38 посредством резьбы закреплена пара игл 96 регулирования потока (показана только одна). Каждая регулировочная игла имеет кончик иглы, который вводится в канал прохождения текучей среды в крышке 38. Таким образом, иглы 96 обеспечивают регулирование сопротивления потоку текучей среды у каждой части литейной формы.
Фиг.21 иллюстрирует систему 80 циркуляции охлаждающей жидкости в соответствии с одним предпочтительным вариантом осуществления изобретения. Хладагент в предпочтительным варианте осуществления изобретения представляет смесь пропиленгликоля и воды. Эта смесь помогает предотвращать коррозию, уменьшает теплопередачу от корпусов литейных форм, смазывает насос и помогает уменьшать двухфазное кипение в проходах для хладагента литейной формы. Можно использовать другие хладагенты и смеси хладагентов, как предписывается окружающей средой и другими факторами. Управление относительным процентным содержанием пропиленгликоля и воды осуществляется блоком 82 управления составом хладагента по сигналам электронного контроллера 84. Аналогично этому, имеется блок 86 управления температурой хладагента для считывания температуры хладагента и для нагрева или охлаждения хладагента в соответствии с требованием под управлением контроллера 84. Блок 88 управления скоростью потока хладагента включает в себя насос с регулируемым выходом и соответствующее средство для измерения скорости потока (и давления, если требуется). Хладагент можно подавать из блока 88 ко всем соединенным параллельно частям литейной формы или можно подавать через индивидуально управляемые клапаны 90 к индивидуальным частям литейной формы. Клапанами 90 управляет электронный контроллер 84. Контроллер 84 получает информацию о составе хладагента из блока 82, температуре хладагента из блока 86 и скорости потока (и давления) хладагента из блока 88 и обеспечивает соответствующие управляющие сигналы составом, температурой и скоростью потока. Контроллер 84 также обеспечивает соответствующие сигналы на индивидуальные клапаны 90, что позволяет управлять потоком хладагента по отдельности на литейные формы. При любом данном применении один или более из числа блоков 82, 86, 88 и 90 управления можно при желании удалить.
Таким образом, здесь раскрыты литейная форма и способ охлаждения литейной формы для использования в системе формования стеклянных изделий, которые полностью удовлетворяют всем поставленным целям и задачам. В частности, обеспечены отверстия в корпусе литейной формы при количестве, местоположении, глубине и содержании, необходимые для управления теплопередачей между поверхностью литейной формы и хладагентом. Эта особенность позволяет конструировать литейные формы для конкретного управления температурой и характеристик теплопередачи. Далее, управление составом, температурой и/или скоростью потока хладагента обеспечивает динамическое управление температурой поверхности литейной формы. Уменьшается коррозия литейной формы и увеличивается срок службы. Раскрыты несколько модификаций и изменений. Хотя изобретение раскрыто в виде особенно полезного в связи с машинами, имеющими индивидуальные секции, изобретение можно легко использовать в связи с другими типами машин формования стеклянной посуды типа роторных машин. Специалисты в данной области техники предлагают другие модификации и изменения, которые не выходят за рамки сущности в объеме прилагаемой формулы изобретения.







Изобретение относится к машинам для формования стеклянной посуды, изобретение позволит повысить стабильность управления температурой на формующей поверхности литейной формы. Литейная форма для формования стеклянной посуды включает, по меньшей мере, один корпус с выполненной за одно целое с ним теплопроводящей системой, имеющий центральный участок с поверхностью формования для придания формы расплавленному стеклу и продольной осью по оси литейной формы и периферийный участок, разнесенный радиально наружу относительно центрального участка, множество проходов для хладагента, расположенных в периферийном участке параллельно оси литейной формы и друг другу по окружности с промежутками друг относительно друга, предназначенных для приема хладагента и отвода тепла от корпуса и от поверхности формования посредством теплопередачи, и множество цилиндрических отверстий в теле корпуса, расположенных параллельно оси литейной формы, друг другу и проходам для хладагента. Каждый проход имеет вход с одного по направлению оси торца корпуса литейной формы и выход с другого по направлению оси торца корпуса литейной формы с возможностью обеспечения циркуляции хладагента по указанным проходам. Каждое из отверстий проходит, по меньшей мере, от одного из расположенных по направлению оси торцов корпуса литейной формы. Отверстия расположены в радиальном направлении между, по меньшей мере, некоторыми из проходов для хладагента и поверхностью формования с обеспечением теплопередачи от этой поверхности к хладагенту в проходах для хладагента. 3 н. и 25 з.п.ф-лы. 21 ил., 1 табл.
(а) обеспечивают наличие корпуса (30 или 92) литейной формы теплопроводящей конструкции, имеющего поверхность (32 или 32а) формования, по меньшей мере, один проход (34а-34h, 58-70) для хладагента, проходящий через корпус, и, по меньшей мере, одно отверстие (36а-36q), которое проходит, по меньшей мере, частично через корпус, и
(b) обеспечивают циркуляцию хладагента через упомянутый проход (34а-34h, 58-70), отличающийся тем, что на этапе (а) обеспечивают расположение упомянутого отверстия в радиальном направлении между проходом и поверхностью формования.
| US 3887350 A, 03.06.1975 | |||
| ЭНДОПРОТЕЗ ГЛАЗНОГО ЯБЛОКА | 2006 |
|
RU2321376C1 |
| 0 |
|
SU400774A1 | |
| УСТРОЙСТВО КЛАПАНА ДЛЯ ТЕПЛООБМЕННИКА, СИСТЕМА ОТОПЛЕНИЯ И СПОСОБ УПРАВЛЕНИЯ СИСТЕМОЙ ОТОПЛЕНИЯ | 2015 |
|
RU2658500C1 |
| КОМБИНИРОВАННЫЙ ИМПЛАНТАТ ДЛЯ ФОРМИРОВАНИЯ ОПОРНО-ДВИГАТЕЛЬНОЙ КУЛЬТИ ГЛАЗА | 1998 |
|
RU2143869C1 |
| US 4142884 A, 06.03.1979 | |||
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |

