Настоящее изобретение относится к способу разделения перемещающихся непараллельных потоков стержнеобразных элементов, особенно для изделий табачной промышленности, и затворному устройству для разделения указанных потоков.
При производстве стержнеобразных изделий табачной промышленности, таких как сигареты или фильтрующие мундштуки, с использованием поточных линий в производственном процессе указанные изделия транспортируются через систему большой протяженности после выхода их из машины для изготовления до их упаковки на упаковочной машине или помещения на склады. Обычно их транспортируют в виде многослойного упорядоченного штабеля. Существует необходимость транспортной обработки потока изделий для доставки их к различным машинам в производственной линии. Сигареты или фильтрующие мундштуки транспортируют на горизонтальных конвейерах. Сигареты могут быть поданы на конвейеры и сняты с конвейеров посредством каналов, расположенных под углами к горизонтальным конвейерам, при этом каналы могут обеспечить соединение различных горизонтальных конвейеров. Стержнеобразные изделия заполняют конвейеры и каналы до такой степени, которая гарантирует наличие надлежащих потоков изделий. Во время перемещения указанных изделий вдоль горизонтального конвейера над нижним слоем или под нижним слоем стержнеобразных элементов в каналах или в процессе изменения направления потока с вертикального на горизонтальное или с горизонтального на вертикальное изделия наружного слоя активного потока катятся вдоль наружного слоя пассивного потока, находящегося в примыкающем канале или на примыкающем конвейере, что обычно вызывает ухудшение качества изделий в примыкающей зоне, которые при дальнейшем процессе производства будут отбракованы и вызовут существенные потери. В настоящее время в табачной промышленности известны разработанные устройства, предназначенные для изменения направления потока массы стержнеобразных изделий. Например, в описании патента Германии № 3530028 представлено устройство для изменения направления потока на 90°, при этом задача устройства состоит в подаче изделий табачной промышленности в наполнительную машину. Устройство снабжено закрывающим элементом, который действует как эластичная мембрана, соединенная с двумя закрывающими элементами, смонтированными с возможностью поворота на двух соседних осях. После того, как возросшее количество изделий скопится в зоне выходного потока в вертикальной плоскости, мембрана будет подвергаться давлению снизу, при этом оттягивание мембраны вызывает открытие закрывающих элементов, что приводит к увеличению объема контейнера над вертикальным каналом. Модификация данного решения, раскрытая в описании заявки № 19938542 на патент Германии, основана на устранении мембраны и замене ее закрывающим элементом, образованным из двух частей, соединенных кинематически, так что внутренние размеры поперечного сечения закрывающего элемента автоматически изменяются при изменениях потока стержнеобразных изделий в устройстве для изменения направления потока стержнеобразных изделий. В описании патента США № 4507040 представлены способ транспортировки и устройство для транспортировки сигарет или стержнеобразных изделий между машиной для изготовления и упаковочной машиной. Маршрут сигарет был описан в деталях, и особенно подробно было описано изменение направления потока с горизонтального на вертикальное и способ управления закрытием выхода в вертикальный канал, при этом назначение канала состоит в направлении сигарет в промежуточный накопитель в определенных случаях, то есть для удаления их из примыкающей зоны, где перекатывание сигарет приводит к ухудшению их качества. Удаленные сигареты заменяют соответствующим количеством изделий, поданных в более дальней секции горизонтального конвейера. В описании патента США № 4795020, который относится к устройству для транспортной обработки стержнеобразных изделий, было представлено решение, в соответствии с которым была предпринята попытка применить движущуюся плиту в способе горизонтального перемещения стержнеобразных изделий, которая отделяет данный поток от вертикального канала. В описании изобретения представлены различные технические решения, относящиеся к исполнению той же плиты, а также средства для приведения плиты в движение. Недостатком решения является риск повреждения стержнеобразных изделий в процессе размещения плиты в горизонтальном положении в канале, заполненном изделиями.
В соответствии с изобретением существенный признак способа разделения потока перемещающегося штабеля стержнеобразных элементов, заполняющих горизонтальный конвейер, в котором перемещение элементов осуществляется принудительно, от потока перемещающегося штабеля стержнеобразных элементов, заполняющих канал, расположенный под углом к конвейеру, в котором перемещение элементов происходит под действием силы тяжести, при этом внутренние размеры проходов в поперечных сечениях горизонтального конвейера и канала, расположенного под углом, обеспечивают одинаковые интенсивности потоков, заключается в удалении стержнеобразных элементов из примыкающей зоны конвейера или канала, в которой стержнеобразные элементы образуют пассивный поток, в зону канала или конвейера, в которой стержнеобразные элементы образуют активный поток. Пространство, занимаемое удаленными элементами, по объему равно объему одной четверти цилиндра с радиусом, который соответствует ширине конвейера или канала, в то время как стенки указанного сектора цилиндра, которые параллельны оси цилиндра, разделяют непараллельные потоки многослойных штабелей стержнеобразных элементов. В том случае, если многослойный штабель стержнеобразных элементов в канале становится пассивным потоком, элементы удаляются из примыкающей зоны в карман над конвейером, образованный подвижными частями верхних стенок конвейера над указанным каналом.
Другим отличительным признаком способа отделения потока перемещающегося штабеля стержнеобразных элементов, заполняющих горизонтальный конвейер, от потока перемещающегося штабеля стержнеобразных элементов, заполняющих канал, расположенный под углом к конвейеру, в котором перемещение элементов осуществляется под действием силы тяжести, при этом внутренние размеры проходов в поперечных сечениях горизонтального конвейера и канала, расположенного под углом, обеспечивают одинаковые интенсивности потоков, заключается в отсечении указанных элементов, находящихся в примыкающей зоне потоков в конвейере или в канале, в которой стержнеобразные элементы образуют пассивный поток, в выемке, форма которой соответствует поперечному сечению конвейера или канала, при этом выемка выполнена в цилиндре, смонтированном с возможностью поворота, поперек оси цилиндра, причем плоскость симметрии выемки совмещена с осью поворота цилиндра и ось цилиндра находится в плоскости симметрии конвейера или канала. Отсечение стержнеобразных элементов осуществляется путем поворота цилиндра.
Указанные варианты способа разделения потоков позволяют устранить ухудшение качества (повреждение) наружного слоя стержнеобразных элементов в пассивном потоке, более того, они создают возможность перемещения стержнеобразных элементов с заданными скоростями. Удаление элементов из пассивного потока в активный поток обеспечивает защиту от повышенного давления в потоке, и этому также способствует использование специального кармана в соответствующем варианте. Удаление элементов из примыкающей зоны не нарушает их ориентации, то есть стержнеобразные элементы расположены параллельно, что представляет собой условие обеспечения массового потока в табачной промышленности. Пространство, образованное после удаления элементов, становится занятым стенкой цилиндра со специально рассчитанными размерами, при этом вдоль данной стенки многослойный штабель элементов может перемещаться без нарушения непрерывности потока.
Сущность затворного устройства согласно изобретению, предназначенного для разделения потоков многослойных штабелей стержнеобразных элементов, расположенного в зоне пересечения горизонтального конвейера, оснащенного движущейся лентой, и канала, расположенного под углом и выполненного с неподвижными стенками, при этом внутренние размеры поперечных сечений проходов конвейера и канала являются одинаковыми, заключается в конструкции поворотного затвора, установленного в зоне пересечения горизонтального конвейера и канала. Затвор имеет форму сектора цилиндра с радиусом, соответствующим ширине горизонтального конвейера и ширине канала, и с высотой, соответствующей длине стержнеобразных элементов, при этом ось поворота затвора представляет собой ось цилиндра и совмещена с линией пересечения плоскости верхней стенки горизонтального конвейера и плоскости боковой стенки канала, расположенного под углом. Большей частью требуется, чтобы затвор образовывал половину цилиндра.
Сущность варианта затворного устройства, предназначенного для разделения потоков многослойных штабелей стержнеобразных элементов, расположенного в зоне пересечения горизонтального конвейера, оснащенного движущейся лентой, и канала, расположенного под некоторым углом и выполненного с неподвижными стенками, при этом внутренние размеры проходов в поперечных сечениях конвейера и канала являются различными, заключается в конструкции поворотного затвора, установленного в зоне пересечения горизонтального конвейера и канала. Затвор имеет форму сектора цилиндра с радиусом, соответствующим ширине канала, и с высотой, соответствующей длине стержнеобразных элементов, при этом ось поворота затвора представляет собой ось цилиндра и совмещена с линией пересечения плоскости нижней стенки горизонтального конвейера и плоскости боковой стенки канала, расположенного под углом. Большей частью требуется, чтобы затвор образовывал четверть цилиндра. Над верхней стенкой горизонтального конвейера имеется карман над каналом, образованный смонтированными с возможностью поворота (шарнирно) частями верхней стенки горизонтального конвейера, которые приводятся в движение за счет давления со стороны стержнеобразных элементов.
Сущность другого варианта затворного устройства, предназначенного для разделения потоков многослойных штабелей стержнеобразных элементов, расположенного в зоне пересечения горизонтального конвейера, оснащенного движущейся лентой, и канала, расположенного под некоторым углом и выполненного с неподвижными стенками, заключается в конструкции поворотного затвора, имеющего форму цилиндра и ось поворота которого находится в плоскости симметрии канала и/или горизонтального конвейера на таком расстоянии от линии пересечения плоскости боковой стенки канала с плоскостью стенки горизонтального конвейера, которое равно радиусу цилиндра или немного превышает радиус цилиндра. Внутри цилиндра, который образует поворотный затвор, имеется сквозная выемка, форма которой соответствует поперечному сечению горизонтального конвейера или канала, и ось поворота расположена в плоскости симметрии выемки.
Преимуществом всех вариантов затвора согласно изобретению является возможность удаления стержнеобразных элементов из примыкающей зоны двух непараллельных потоков без нарушения строго упорядоченных штабелей при используемых скоростях потоков, находящихся в определенном диапазоне скоростей. В то же время боковые стенки затвора обеспечивают отсечение пассивного потока и становятся боковыми стенками для активного потока. После следующего поворота затвора, который приведет к установке затвора в предыдущее положение, хорошо упорядоченные и недеформированные стержнеобразные элементы из пассивного потока соединяются с активным потоком.
Далее изобретение описано со ссылками на прилагаемые чертежи, на которых показано следующее:
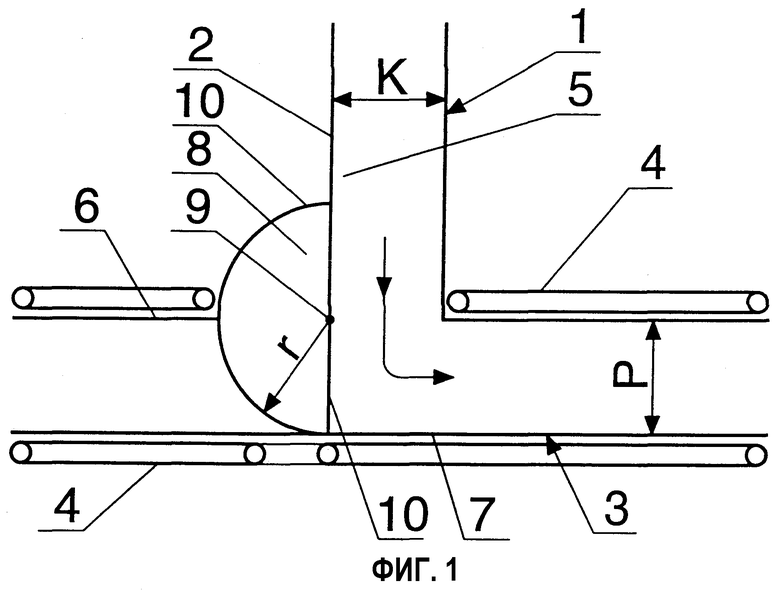
фиг.1 схематично показывает затвор, состоящий из половины цилиндра, в положении, которое обеспечивает возможность изменения направления активного потока, при этом затвор расположен в зоне пересечения горизонтального конвейера и канала с одинаковыми внутренними размерами проходов в поперечных сечениях конвейера и канала;
фиг.2 показывает затвор, показанный на фиг.1, в положении, которое обеспечивает возможность прохода активного потока только вдоль горизонтального конвейера;
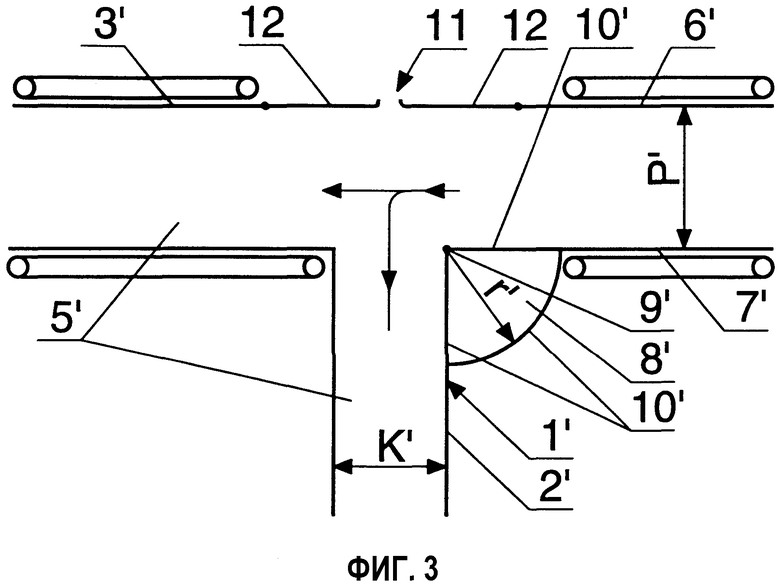
фиг.3 показывает затвор, состоящий из одной четверти цилиндра, в положении, обеспечивающем возможность прохода активного потока вдоль горизонтального конвейера и канала, при этом затвор расположен в зоне пересечения горизонтального конвейера и канала и при этом внутренние размеры проходов в поперечных сечениях конвейера и канала не одинаковы;
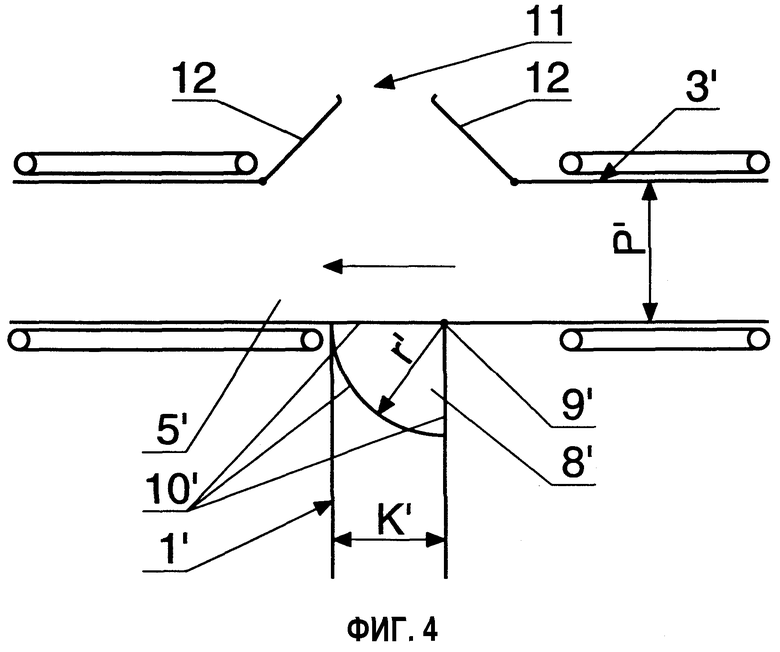
фиг.4 показывает затвор, показанный на фиг.3, в положении, обеспечивающем возможность прохода потока только вдоль горизонтального конвейера;
фиг.5 показывает затвор, состоящий из цилиндра и расположенный рядом с выходом из канала в зону горизонтального конвейера, в открытом положении, обеспечивающем возможность прохода активного потока из канала в зону горизонтального конвейера;
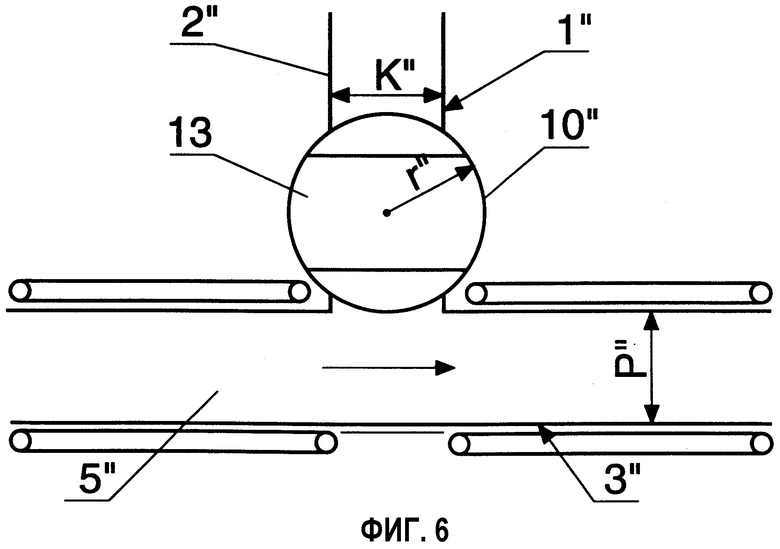
фиг.6 показывает затвор, изображенный на фиг.5, в перекрытом положении, обеспечивающем возможность прохода активного потока только вдоль горизонтального конвейера;
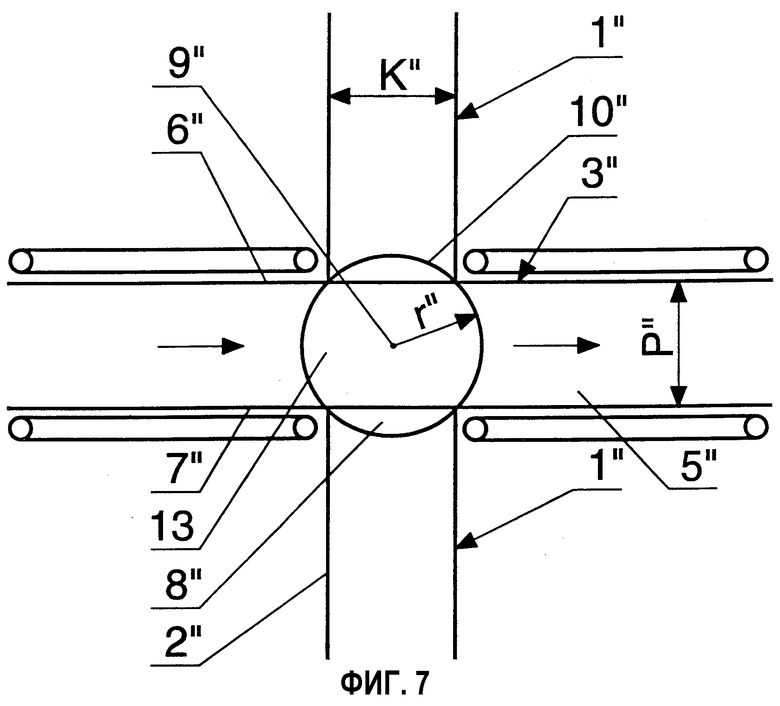
фиг.7 показывает затвор, изображенный на фиг.6, в положении, в котором ось поворота затвора совмещена с линией пересечения плоскости симметрии горизонтального конвейера с плоскостью симметрии канала.
Согласно варианту осуществления изобретения, показанному на фиг.1 и 2, вертикальной канал 1 с шириной К, выполненный с неподвижными боковыми стенками 2, расположен над горизонтальным конвейером 3 с шириной Р, оснащенным движущейся лентой 4, используемой для принудительного перемещения многослойного упорядоченного штабеля 5, который совмещен с плоскостью верхней стенки 6 и плоскостью нижней стенки 7 горизонтального конвейера 3, при этом ширина Р конвейера 3 и ширина К канала 1 одинаковы. В зоне пересечения канала 1 и горизонтального конвейера 3 установлен поворотный затвор, который состоит из половины цилиндра с радиусом r, соответствующим ширине Р горизонтального конвейера, и с высотой, соответствующей длине стержнеобразных элементов в штабеле 5. Ось 9 поворота затвора 8 представляет собой ось цилиндра и совмещена с линией пересечения плоскости верхней стенки 6 горизонтального конвейера 3 с плоскостью боковой стенки 2 канала 1, при этом стенки 10 затвора 8, которые параллельны оси цилиндра, разделяют стержнеобразные элементы из активного и пассивного потоков.
В том случае, когда активный поток штабеля 5 перемещается в канале 1 в правую часть горизонтального конвейера 3, стенка 10 затвора 8 перекрывает (отсекает) левую сторону конвейера 3, и плоская поверхность стенки 10 образует удлинение боковой стенки 2 канала 1. При изменении направления активного потока на горизонтальное поворачиваемый в направлении по часовой стрелке затвор 8 обеспечивает перемещение стержнеобразных элементов из примыкающей зоны канала 1 на горизонтальный конвейер 3 с помощью плоской поверхности стенки 10, что не приводит к увеличению давления в потоке, поскольку в то же время после отвода второй части затвора 8 из зоны конвейера 3 создается пустое пространство, которое может быть занято элементами из канала 1. В то же время круглая стенка 10 затвора 8 отделяет штабель 5 элементов в верхней части канала 1.
В другом варианте осуществления изобретения, показанном на фиг.3 и 4, вертикальный канал 1’ с шириной К’ расположен ниже горизонтального конвейера 3’ с шириной Р’, при этом ширина Р’ конвейера 3’ больше ширины К’ канала 1’. В зоне пересечения горизонтального конвейера 3’ и канала 1’ расположен поворотный затвор 8’, выполненный в виде четверти цилиндра с радиусом r’, соответствующим ширине К’ канала, и с высотой, соответствующей длине стержнеобразных элементов в штабеле 5’. Ось 9’ поворота затвора 8’ представляет собой ось цилиндра и совмещена с линией пересечения плоскости нижней стенки 7’ горизонтального конвейера 3’ с плоскостью боковой стенки 2’ канала 1’. В верхней стенке 6’ горизонтального конвейера 3’ имеется карман 11, образованный двумя подвижными частями 12, смонтированными с возможностью поворота (шарнирно) у верхней стенки 6’. Стенки 10’ затвора 8’, которые параллельны оси цилиндра, разделяют стержнеобразные элементы активного и пассивного потоков.
В том случае, когда активный поток штабеля 5’ перемещается вдоль горизонтального конвейера 3’ и часть потока скапливается в канале 1’, затвор 8’ скрыт, и прямолинейная часть стенки 10’ образует удлинение боковой стенки 2’ канала 1’. Чтобы устранить перемещение [стержнеобразных элементов] в канал 1’ и обеспечить непрерывный проход активного потока на горизонтальном конвейере 3’, путем поворота затвора 8’ в направлении по часовой стрелке обеспечивают перемещение стержнеобразных элементов из примыкающей зоны канала 1’ на горизонтальный конвейер 3’ с помощью прямолинейной части стенки 10’. Давление, которое создается в активном потоке, немедленно снимается благодаря наличию кармана 11, который заполняется из-за давления элементов, смещаемых затвором 8’, при этом объем кармана 11 соответствует объему, занимаемому затвором 8’ в канале 1’.
Данное состояние сохраняется в течение очень короткого времени, поскольку стержнеобразные элементы будут перемещаться из кармана 11 в перемещающийся штабель 5’ до тех пор, пока части 12 не вернутся в положение, в котором они совмещены с плоскостью верхней стенки 6’. В то же время круглая стенка 10’ затвора 8’ отделяет штабель 5’ в канале 1’.
В еще одном варианте осуществления изобретения, показанном на фиг.5 и фиг.6, в зоне пересечения горизонтального конвейера 3’’ и вертикального канала 1’’, расположенного выше конвейера 3’’, установлен поворотный затвор 8’’, которому придана форма цилиндра с радиусом r’’. Ось 9’’ поворота затвора 8’’ расположена в плоскости симметрии канала 1’’ на таком расстоянии от линии пересечения плоскости боковой стенки 2’’ канала 1’’ с плоскостью верхней стенки 6’’ горизонтального конвейера 3’’, которое немного больше радиуса r’’ цилиндра. Внутри цилиндра, который образует поворотный затвор 8’’, имеется сквозная выемка 13, форма и размеры которой соответствуют форме и внутренним размерам поперечного сечения канала 1’’, при этом ось 9’’ поворота затвора 8’’ расположена в плоскости симметрии выемки 13.
В том случае, когда активный поток штабеля 5’’, перемещающегося вдоль канала 1’’, соединяется с активным потоком штабеля 5’’, перемещающегося вдоль горизонтального конвейера 3’’, затвор 8’’ открыт, так что выемка 13 совмещена с каналом 1’’. В случае необходимости отделения активного потока в канале 1’’ от активного потока на горизонтальном конвейере 3’’ затвор 8’’ поворачивают вокруг оси 9’’ на угол 90о. Стержнеобразные элементы отсекаются в выемке 13, и в то же время круглая стенка 10’’ затвора 8’’ отделяет штабель 5’’ в верхней части канала 1’’, с другой стороны эта стенка образует часть верхней стенки 6’’ горизонтального конвейера 3’’, на котором перемещается активный поток.
На фиг.7 показан затвор 8’’, который идентичен затвору по фиг.5 и 6, но ось 9’’ поворота совмещена с линией пересечения плоскости симметрии горизонтального конвейера 3’’ с плоскостью симметрии канала 1’’. В этом случае расстояния между осью 9’’ поворота и линиями пересечения плоскостей боковых стенок 6’’ и 7’’ горизонтального конвейера 3’’ равны радиусу r’’ цилиндра, при этом ширина Р’’ горизонтального конвейера 3’’ равна ширине К’’ канала 1’’.


Изобретение относится к способу разделения перемещающихся непараллельных потоков стержнеобразных элементов, особенно для изделий табачной промышленности, и затворному устройству для разделения указанных потоков. Для разделения потоков многослойных штабелей стержнеобразных элементов стержнеобразные элементы удаляют из примыкающей зоны горизонтального конвейера или канала, расположенного под углом, в которой штабель стержнеобразных элементов образует пассивный поток, в зону канала или горизонтального конвейера, в которой штабель образует активный поток, и объем пространства, занимаемого удаленными элементами, равен объему соответствующего сектора цилиндра с радиусом, соответствующим ширине горизонтального конвейера и/или ширине канала, при этом стенки цилиндра, которые параллельны оси цилиндра, разделяют непараллельные потоки. Указанные элементы также могут быть отсечены в выемке, поперечное сечение которой соответствует форме поперечного сечения горизонтального конвейера или канала и которая образована внутри поворотного цилиндра поперек оси поворота цилиндра, при этом ось поворота цилиндра расположена в плоскости симметрии горизонтального конвейера и/или канала, причем отсечение элементов осуществляют путем поворота цилиндра. Затворное устройство, предназначенное для разделения потоков, состоит из затвора, которому придана форма цилиндра с радиусом или сектора цилиндра, расположенного в зоне пересечения горизонтального конвейера и канала, при этом ось поворота затвора представляет собой ось цилиндра и совмещена с линией пересечения плоскости верхней стенки горизонтального конвейера с плоскостью боковой стенки канала, или с линией пересечения плоскости нижней стенки горизонтального конвейера с плоскостью боковой стенки канала, или ось поворота затвора расположена в плоскости симметрии канала и/или горизонтального конвейера на расстоянии, которое равно радиусу цилиндра или немного превышает радиус цилиндра и которое измеряют от линии пересечения плоскости боковой стенки канала с плоскостью стенки и/или горизонтального конвейера, при этом внутри цилиндра имеется сквозная выемка, форма которой соответствует форме канала и/или горизонтального конвейера, при этом ось поворота затвора расположена в плоскости симметрии выемки. Техническим результатом данной группы изобретений является улучшение качества стержнеобразных элементов при их перемещении и уменьшение выбракованных изделий при дальнейшей обработке. 5 с. и 4 з.п. ф-лы,7 ил.
| US 4795020 A, 03.01.1989 | |||
| US 5217101 A, 08.06.1993 | |||
| US 4023669 A, 17.05.1997 | |||
| Перекладчик-разделитель потока цилиндрических изделий | 1984 |
|
SU1239054A1 |
| Устройство для разделения потока цилиндрических деталей | 1980 |
|
SU899435A1 |

