Объектом изобретения является устройство подачи для подачи однослойного потока стержнеобразных изделий табачной промышленности.
Изделия табачной промышленности и полуготовые изделия, такие как готовые сигареты, сигариллы, табачные стержни, фильтрующие стержни, направляются между рабочими станциями и временно хранятся в различных контейнерах хранения внутри таких станций. В широко используемых машинах требуется, чтобы стержнеобразные изделия подавались в виде однослойного потока на барабанном конвейере или ленточном конвейере, к которому стержнеобразные изделия подаются из контейнера хранения. К весьма важным требованиям, предъявляемым производителями табачных изделий, относится необходимость адаптации таких конвейеров и питающих их контейнеров хранения к широкому диапазону выпускаемой продукции, а также необходимость учета большой вариативности коэффициента трения оберточного материала изделий, который имеет большое влияние на смещение изделий относительно друг друга в контейнере хранения и на эффективность заполнения канавок конвейера. Производственная практика показывает, что эффективность устройства, содержащего подающее устройство, контейнер хранения и барабанный конвейер, имеющий канавки, или ленточный конвейер, имеющий канавки, зависит от поддержания постоянного уровня изделий в контейнере хранения. Слишком высокий уровень заполнения контейнера создает слишком большие давления между изделиями и может препятствовать заполнению канавок конвейера или может привести к повреждению изделий. Слишком низкий уровень заполнения связан с риском, что не все канавки будут заполнены, а также может вызвать нарушения потока в контейнере хранения, что обычно приводит к повреждению изделий.
Из уровня техники известны устройства, формирующие однослойный поток стержнеобразных изделий, транспортируемых в канавках конвейера. В патенте DE 404241 C раскрыто устройство, содержащее контейнер хранения стержнеобразных изделий, промежуточный накопитель и барабанный конвейер, в канавках которого формируется однослойный поток изделий. Барабанный конвейер подает поток стержнеобразных изделий в приемное устройство. В патенте US 4020973 A раскрыто устройство, формирующее однослойный поток стержнеобразных изделий, содержащее контейнер хранения стержнеобразных изделий, нижняя часть которого образована опорной поверхностью барабанного конвейера и опорной поверхностью ленточного конвейера, подающего стержнеобразные изделия по направлению к барабанному конвейеру. Устройства, работающие сходным образом, раскрыты в заявке DE 102004024587 A1 и в патенте ЕР 0594208 В1.
Из документа GB 1584551 A известны устройство и способ для подачи однослойного потока стержнеобразных изделий табачной промышленности, в которых поток стержнеобразных изделий в виде стопки перемещается элеватором наверх к верхнему конвейеру. Указанный конвейер переносит поток стержнеобразных изделий в виде стопки к соединению, от которого изделия могут проходить либо вниз через лоток в промежуточный накопитель или в резервуар с реверсивным конвейером.
Объектом изобретения является устройство подачи для подачи однослойного потока стержнеобразных изделий табачной промышленности, содержащее первый канал подачи, выполненный с возможностью перемещения стержнеобразных изделий в виде массового потока, второй канал подачи, имеющий нижний конвейер, выполненный с возможностью перемещения стержнеобразных изделий в виде массового потока, при этом второй канал подачи соединен по потоку с первым каналом подачи, контейнер хранения, выполненный с возможностью заполнения стержнеобразными изделиями, соединенный по потоку со вторым каналом подачи, отводящий конвейер, имеющий опорную поверхность, содержащую канавки, и выполненный с возможностью приема стержнеобразных изделий из контейнера хранения и перемещения стержнеобразных изделий в виде однослойного потока стержнеобразных изделий, отличающееся тем, что нижняя часть контейнера хранения образована нижним конвейером второго канала подачи и опорной поверхностью отводящего конвейера, и тем, что второй канал подачи имеет верхний приводной элемент для массового потока, имеющий опорную поверхность, расположенную, по меньшей мере частично, со схождением к опорной поверхности нижнего конвейера второго канала подачи в направлении от первого канала подачи к контейнеру хранения.
Предпочтительно устройство согласно изобретению отличается тем, что ширина входа второго канала подачи на соединении первого канала подачи и второго канала подачи равна или больше ширины первого канала подачи.
Предпочтительно устройство согласно изобретению отличается тем, что ширина входного отверстия контейнера хранения больше ширины входа второго канала подачи или ширины выхода второго канала подачи.
Предпочтительно устройство согласно изобретению отличается тем, что верхний приводной элемент представляет собой верхний конвейер, имеющий два ролика, опорная поверхность которых расположена под углом а к нижнему конвейеру в диапазоне от 0° до 5°, так что ширина выхода меньше или равна ширине входа канала подачи.
Предпочтительно устройство согласно изобретению отличается тем, что верхний приводной элемент представляет собой ролик.
Предпочтительно устройство согласно изобретению отличается тем, что отводящий конвейер представляет собой барабанный конвейер.
Предпочтительно устройство согласно изобретению отличается тем, что отводящий конвейер представляет собой ленточный или цепной конвейер.
Предпочтительно устройство согласно изобретению отличается тем, что опорная поверхность верхнего приводного элемента выполнена с возможностью перемещения со скоростью, равной скорости нижнего конвейера.
Предпочтительно устройство согласно изобретению отличается тем, что устройство имеет третий канал подачи, соединенный по потоку с первым каналом подачи, при этом первый канал подачи и/или третий канал подачи выполнен с возможностью перемещения стержнеобразных изделий под действием силы тяжести.
Предпочтительно устройство согласно изобретению отличается тем, что первый канал подачи и/или третий канал подачи выполнены с возможностью перемещения стержнеобразных изделий посредством конвейера.
Предпочтительно устройство согласно изобретению отличается тем, что соединение третьего канала подачи и первого канала подачи имеет ролик, периферийная поверхность которого образует стенку для массового потока.
Предпочтительно устройство согласно изобретению отличается тем, что ролик на стороне контейнера хранения выполнен с возможностью изменения положения в поперечном направлении ко второму каналу подачи.
Предпочтительно устройство согласно изобретению отличается тем, что первый канал подачи и/или третий канал подачи имеет гибкий элемент, расположенный на стенке этого канала.
Предпочтительно устройство согласно изобретению отличается тем, что на верхнем приводном элементе на стороне контейнера хранения расположен покрывающий элемент.
Предпочтительно устройство согласно изобретению отличается тем, что имеет датчик, выполненный с возможностью измерения уровня заполнения контейнера хранения стержнеобразными изделиями и расположенный в верхней части контейнера хранения.
Предпочтительно устройство согласно изобретению отличается тем, что контейнер хранения имеет гибкую стенку, выполненную с возможностью адаптации своей формы к форме верхнего слоя стержнеобразных изделий, собранных в контейнере хранения.
Предпочтительно устройство согласно изобретению отличается тем, что имеет контроллер для управления уровнем заполнения контейнера хранения, регулировки скорости массового потока во втором канале подачи в зависимости от уровня заполнения и от скорости отводящего конвейера, и для определения зависимостей между указанными скоростями.
В устройстве подачи согласно изобретению в ходе производства можно поддерживать постоянный уровень заполнения стержнеобразными изделиями в контейнере хранения независимо от коэффициента трения оберточного материала подаваемых стержнеобразных изделий по отношению к такому материалу. Устройство согласно изобретению позволяет изменять уровень заполнения контейнера хранения, так что в результате можно заполнять канавки выходного контейнера независимо от веса изделия и независимо от коэффициента трения оберточного материала. Эксперименты показали, что также и в случае стержнеобразных изделий без оберточного материала, характеризующихся очень высоким коэффициентом трения, может быть достигнута высокая степень заполнения канавок выходного конвейера. Кроме того, становится возможным полное опорожнение контейнера хранения стержнеобразных изделий с помощью заполненного устройства подачи, то есть без необходимости опорожнения каналов устройства подачи.
Объект изобретения подробно показан в предпочтительном варианте осуществления на чертежах, на которых:
фиг. 1 иллюстрирует устройство подачи на виде спереди в варианте с барабанным конвейером,
фиг. 2 иллюстрирует устройство подачи на виде спереди в варианте с барабанным конвейером;
фиг. 3 иллюстрирует устройство подачи на виде спереди в варианте с ленточным конвейером и гибкой стенкой, стабилизирующей верхний слой стержнеобразных изделий в контейнере хранения;
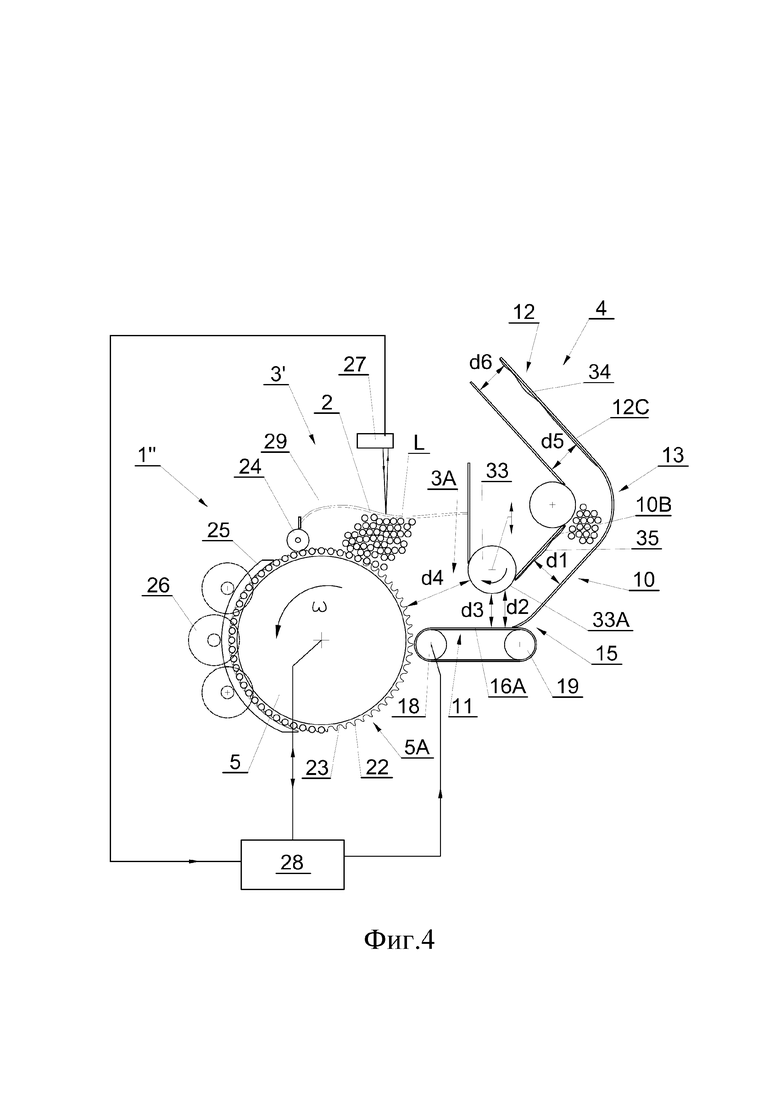
фиг. 4 иллюстрирует устройство подачи на виде спереди в варианте с барабанным конвейером и верхним приводным элементом в виде ролика;
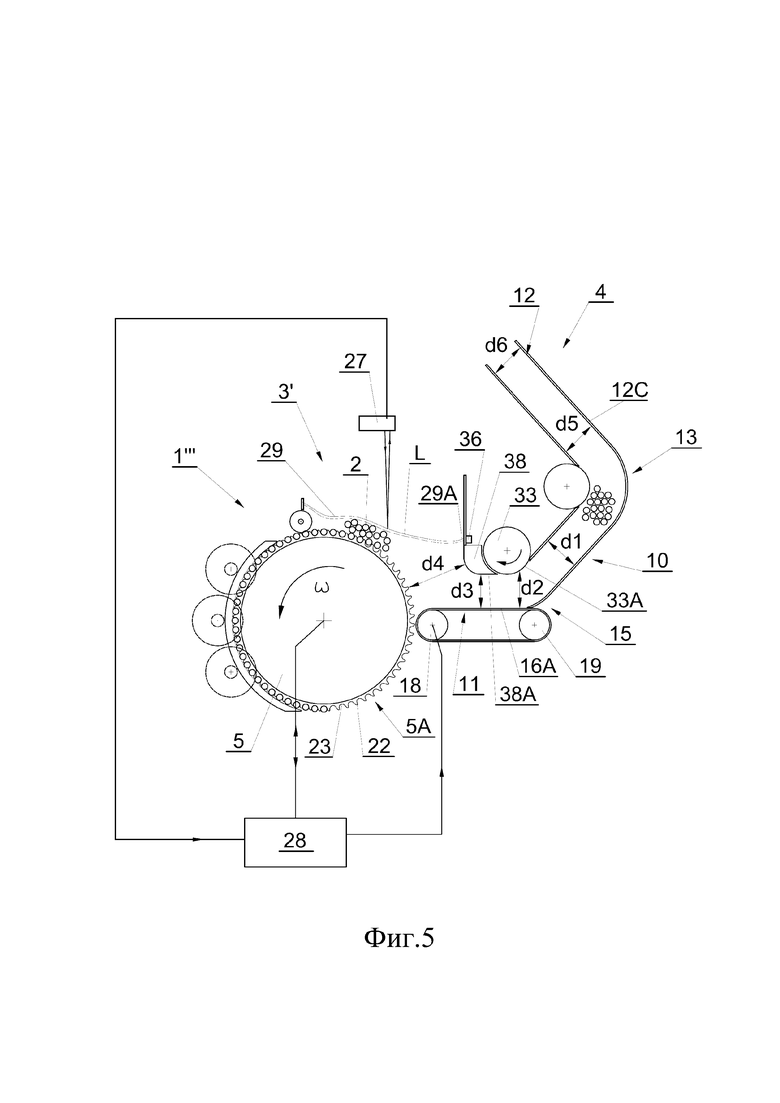
фиг. 5 иллюстрирует устройство подачи на виде спереди в варианте с барабанным конвейером, верхним приводным элементом в виде ролика и покрывающим элементом.
В варианте осуществления изобретения, показанном на фиг. 1 и фиг. 2, устройство 1 для подачи однослойного потока стержнеобразных изделий 2 табачной промышленности содержит контейнер 3 хранения, подающее устройство 4 и барабанный конвейер 5 с осью вращения X. В контейнере 3 хранения и в подающем устройстве 4 показано лишь определенное количество стержнеобразных изделий 2. Контейнер 3 хранения имеет две боковые стенки 6, 7 (передняя и задняя стенки, параллельные плоскости чертежа, не показаны на чертеже). Подающее устройство 4 расположено на стороне первой стенки 6, при этом выход 8 подающего устройства 4 направлен к барабанному конвейеру 5. Подающее устройство 4 образовано первым каналом 10 подачи, вторым каналом 11 подачи и третьим каналом 12 подачи, при этом выход 8 является одновременно выходом второго канала 11 подачи. Последовательно соединенные по потоку третий канал 12 подачи, первый канал 10 подачи и второй канал 11 подачи выполнены с возможностью подачи стержнеобразных изделий 2 в виде массового потока MF, то есть многослойного потока стержнеобразных изделий 2, при этом первый канал 10 подачи и третий канал 12 подачи выполнены с возможностью подачи стержнеобразных изделий под действием силы тяжести, причем во втором канале 11 подачи поток стержнеобразных изделий 2 вызван конвейерами 16, 17 от входа 9 второго канала 11 подачи к выходу 8. Выход 8 расположен на стороне под контейнером 3 хранения и соединен с входным отверстием 3А контейнера 3 хранения. Первый канал 10 подачи может быть расположен вертикально или же отклоняться от вертикали как показано на фиг. 1. Соединение 13 первого канала 10 подачи и третьего канала 12 подачи имеет форму дуги и содержит ролик 14, боковая поверхность 14А которого образует внутреннюю стенку дугообразного соединения 13, тогда как дугообразная стенка 13А также образует наружную стенку соединения 13. Ролик 14 установлен с возможностью вращения, не имеет привода и вращается под действием массового потока MF стержнеобразных изделий 2, при этом применение ролика 14 способствует потоку, поскольку стержнеобразные изделия 2 не трутся о неподвижную стенку, что уменьшает давления между стержнеобразными изделиями 2 в массовом потоке MF на внутренней части соединения 13. В случае стержнеобразных изделий 2 с высоким коэффициентом трения оберточного материала относительно стенок канала подачи и относительно того же материала предпочтительно может быть применен ролик, который имеет привод и будет способствовать массовому потоку. Кроме того, третий канал 12 подачи имеет вибрационный элемент 12 В, установленный на стенке 12А, например пневматический вибрационный элемент, способствующий перемещению стержнеобразных изделий 2 вдоль третьего канала 12 подачи. В показанном варианте в первый канал 10 подачи осуществляется подача из третьего канала 12 подачи, подача в который осуществляется из не показанного источника. Подача в первый канал 10 подачи может осуществляться любым другим способом, например, посредством конвейера, расположенного горизонтально, при этом на соединении такого конвейера и первого канала 10 подачи может быть расположен промежуточный накопитель. Соединение 15 первого канала 10 подачи и второго канала 11 подачи выполнено дугообразным, причем дуговидный концевой элемент 10В стенки 10А образует внешнюю стенку соединения 15. Второй канал 11 подачи имеет два конвейера, нижний конвейер 16 и верхний конвейер 17, которые образуют приводные элементы для массового потока MF. Нижний конвейер 16 расположен по существу горизонтально, при этом он может быть расположен под углом к горизонтальной поверхности. Один из роликов 18, 19 нижнего конвейера 16 может быть приводным роликом, при этом для простоты приводной механизм не показан на чертеже. Верхний конвейер 17 расположен под углом а к нижнему конвейеру 16, при этом угол а между опорной поверхностью 17А ленты 17В и опорной поверхностью 16А ленты 16 В находится в диапазоне от 0° до 5°, предпочтительно угол а, для которого достигается надлежащая работа устройства 1 подачи для различных стержнеобразных изделий 2, составляет 3°. Для получения подходящего угла наклона можно регулировать положение каждого из роликов 20, 21 в направлении вверх-вниз, отмеченном стрелками, или только одного из них. Один из роликов 20, 21 может быть приводным роликом, при этом приводной механизм является общим для конвейеров 16, 17 для синхронизации движения обоих конвейеров и получения одинаковых скоростей для обоих конвейеров 16, 17. Для настройки угла а можно отрегулировать положение роликов 20, 21 на дуге, например, если ролик 21 является приводным роликом, то положение ролика 20 может быть отрегулировано на дуге так, чтобы центр дуги был расположен на оси вращения ролика 21. Во втором канале 11 подачи расстояние между опорной поверхностью 16А ленты 16В и опорной поверхностью 17А ленты 17В на стороне первого канала 10 подачи отличается от расстояния между этими лентами на выходе 8 второго канала 11 подачи. Ширина d2 входа второго канала 11 подачи на стороне первого канала 10 подачи сходна с шириной dl первого канала 10 подачи. Нижний конвейер 16 и верхний конвейер 17 расположены со схождением в направлении от первого канала 10 подачи к контейнеру 3 хранения, так что ширина d3 выхода второго канала 11 подачи на стороне выхода 8 меньше ширины d2 входа. Можно получить такое соотношение между ширинами каналов 10 и 11, что d3<d2>d1 или d3<d2=d1. Ширина d4 входного отверстия 3А контейнера 3 хранения, то есть расстояние между опорной поверхностью 5А барабанного конвейера 5 и опорной поверхностью 17А приводного элемента 17, а именно между вершинами выступов 22 между канавками 23 на барабанном конвейере 5 и опорной поверхностью 17А ленты 17В, больше ширины d2 входа и ширины d3 выхода второго канала 11 подачи, а также ширины dl первого канала 10 подачи. В результате достигается высвобождение стержнеобразных изделий 2 в контейнере 3 хранения, что облегчает заполнение последовательных канавок 23 на барабанном конвейере 5. Третий канал 12 подачи может иметь любую ширину d5, при этом с учетом плавности работы подающего устройства 4 предпочтительно ширина d5 третьего канала 12 подачи равна ширине d1 первого канала 10 подачи, так что может быть достигнут устойчивый поток в подающем устройстве 4. Ширина d6 третьего канала 12 подачи может быть равна или меньше ширины d5. Если ширина d5 немного меньше ширины d1, достигается предпочтительный эффект, заключающийся в высвобожденном массовом потоке MF и локальном уменьшении давлений между стержнеобразными изделиями 2 в массовом потоке MF. Уменьшение давлений между стержнеобразными изделиями 2 позволяет устранить зазоры, которые могут возникать в массовом потоке MF и которые нарушают непрерывность слоев стержнеобразных изделий; после устранения зазоров расположение стержнеобразных изделий 2 в массовом потоке становится похожим на шестиугольное расположение, то есть на сотовую структуру. В случае стержнеобразных изделий с низким коэффициентом трения оберточного материала предпочтительно ширина каналов подачи уменьшается от входа подающего устройства 4 непосредственно к выходу 8, так что d6>d5>d2>d3.
В ходе вращательного движения барабанного конвейера 5 заполняются все канавки 23. Контейнер 3 хранения имеет толкающий ролик 24, выполненный с возможностью толкания избыточного потока стержнеобразных изделий 2 так, чтобы эти изделия не сдавливались. Стержнеобразные изделия 2 перемещаются в виде однослойного потока SF в канавках 23 на опорной поверхности 5А барабанного конвейера 5. В показанном варианте барабанный конвейер 5 имеет кожух 25 и дисковые ножи 26, выполненные с возможностью разрезания стержнеобразных изделий 2 на более короткие секции, при этом дисковые ножи 26 расположены в прорезях в кожухе 25.
Контейнер 3 хранения имеет датчик 27, выполненный с возможностью измерения уровня заполнения контейнера 3 хранения, например, оптический или ультразвуковой датчик. Пунктирной линией L отмечен пример заполнения контейнера 3 хранения, то есть линия, проведенная по касательной к самым верхним стержнеобразным изделиям 2, находящимся в контейнере 3 хранения. Устройство 1 подачи имеет систему 28 управления, получающую сигнал скорости вращения барабанного конвейера 5, скорости v массового потока во втором канале 11 подачи, по существу соответствующей скорости конвейеров 16, 17, и уровня L заполнения контейнера 3 хранения. Система 28 управления управляет скоростью вращения барабанного конвейера 5 и скоростью нижнего 16 и верхнего конвейеров 17 в зависимости от необходимости в стержнеобразных изделиях 2 в приемном устройстве (не показано).
В течение работы устройства 1 подачи стержнеобразные изделия 2 перемещаются в виде массового потока MF через третий канал 12 подачи, затем через первый канал 10 подачи, при этом по существу поддерживается постоянной ширина массового потока MF. Стержнеобразные изделия 2 текут во второй канал 11 подачи, причем арочная форма соединения 15 способствует формированию одинакового количества слоев стержнеобразных изделий 2 во втором канале 11 подачи без зазоров между стержнеобразными изделиями 2. Ширина массового потока MF во втором канале подачи уменьшается, так что происходит сжатие стержнеобразных изделий 2. Стержнеобразные изделия 2 текут в контейнер 3 хранения и в ходе вращения барабанного конвейера 5 падают в канавки 23 этого конвейера. В соответствии с емкостью приемного устройства для приема однослойного потока SF, барабанный конвейер 5 имеет определенную скорость вращения, и стержнеобразные изделия 2 во втором канале 11 подачи подающего устройства 4 имеют определенную скорость v массового потока MF, при этом определяется математическое соотношение между скоростью v второго канала 11 подачи и скоростью со вращения барабанного конвейера 5. Сжатие, оказываемое на стержнеобразные изделия, стабилизирует эффективность подачи стержнеобразных изделий 2 из подающего устройства 4, то есть не происходит смещения стержнеобразных изделий 2 относительно друг друга, и скорость массового потока является той же, что и скорость конвейеров 16, 17, что очень важно в случае стержнеобразных изделий, оберточный материал которых имеет низкий коэффициент трения. Однако, с учетом возможности того, что не все канавки 23 заполнены, и неизбежных отклонений от номинальной эффективности подачи стержнеобразных изделий 2 подающим устройством 4, уровень L заполнения контейнера 3 хранения может изменяться. На отклонение от номинальной эффективности могут влиять коэффициент трения оберточного материала, дефекты формы изделия, масса изделия и переменные давления, происходящие от колонны изделий перед вторым каналом подачи и после него. Система 28 управления позволяет управлять определенным уровнем L заполнения и поддерживать его как ожидаемый уровень, регулировать скорость барабанного конвейера 5 и конвейеров 16, 17 в подающем устройстве 4; в случае уменьшения уровня заполнения L ниже ожидаемого уровня, скорость v будет временно увеличена в соответствии с фактической скоростью вращения ω барабанного конвейера 5, а если требуется повторить увеличение скорости v, то необходимо изменить математическое соотношение между скоростями ω и v. В случае увеличения уровня L заполнения выше ожидаемого уровня, скорость v будет временно уменьшена в соответствии с фактической скоростью вращения ω барабанного конвейера 5, а если требуется повторить увеличение скорости v, то необходимо изменить математическое соотношение между скоростями ω и v. Ожидаемым уровнем L заполнения является, например, такой уровень, при котором достигается максимальное заполнение канавок 23 барабанного конвейера 5, или такой уровень, при котором стержнеобразные изделия 2 подвергаются минимальному повреждению. Система 28 управления может остановить подающее устройство 4, если количество стержнеобразных изделий 2 в контейнере 3 достигает максимального уровня (на фиг. 2 показан пример максимального уровня L заполнения). Если количество стержнеобразных изделий падает до нуля, устройство, принимающее стержнеобразные изделия 2, может быть остановлено. Панель управления оператора должна позволять настройку минимального и максимального уровня в контейнере хранения, а также ожидаемого уровня заполнения контейнера хранения и, кроме того, коэффициента пропорциональности скорости v подачи относительно скорости со вращения.
Устройство 1 подачи позволяет полностью опорожнить контейнер 3 хранения без необходимости опорожнения подающего устройства 4. В показанном варианте подающее устройство 4 имеет три канала 10, 11, 12 подачи, при этом ширина сформированного потока уменьшается на выходе второго канала 11 подачи. После остановки нижнего конвейера 16 и верхнего конвейера 17 второго канала 11 подачи (например, вручную) массовый поток MF в подающем устройстве 4 останавливается, в течение работы барабанного конвейера 5 контейнер 3 хранения будет полностью освобожден от стержнеобразных изделий 2, поскольку невозможно, чтобы при примененном сжатии стержнеобразные изделия 2 автоматически выходили из второго канала 11 подачи.
Устройство Г подачи во втором варианте осуществления, показанном на фиг. 3, содержит контейнер 3' хранения, имеющий гибкую стенку 29, служащую в качестве элемента, стабилизирующего верхний слой стержнеобразных изделий 2, собранных в контейнере 3 хранения. Гибкая стенка 29, например, металлическая сетка, выполнена с возможностью адаптации своей формы к форме верхнего слоя стержнеобразных изделий 2 в контейнере 3 хранения, причем гибкая стенка 29 принимает форму самого верхнего слоя стержнеобразных изделий 2. Гибкая стенка 29 защищает стержнеобразные изделия 2 от свободного перемещения в направлении слева-направо в плоскости чертежа и от случайного пересечения изделий 2, приводящего к нарушению работы устройства. Концевой элемент 29А гибкой стенки 29 может быть закреплен на любой высоте посредством крепежного элемента 36 или же положение концевого элемента 29А может быть обусловлено количеством стержнеобразных изделий 2, собранных в контейнере 3 хранения, то есть в соответствии с уровнем L заполнения. Концевой элемент 29А гибкой стенки 29 может быть закреплен посредством пружины снаружи области контейнера 3 хранения. Гибкая стенка 29 может занимать положение непосредственно рядом с опорной поверхностью 5А, 30А для минимального количества стержнеобразных изделий 2 в контейнере 3 хранения. С увеличением количества стержнеобразных изделий 2 в контейнере 3 хранения гибкая стенка 29 занимает все более высокое положение, вплоть до максимального положения, определяемого максимальным количеством стержнеобразных изделий 2, которые могут быть собраны в контейнере 3 хранения. Если контейнер 3 хранения опорожняется от стержнеобразных изделий 2, гибкая стенка 29 может соприкасаться с опорной поверхностью 5А, 30А. В показанном варианте ниже стенки 6 контейнера 3 хранения расположен покрывающий элемент 37, являющийся продолжением стенки 6 и отделяющий стержнеобразные изделия 2 в контейнере 3 хранения от верхнего конвейера 17. За счет применения покрывающего элемента 37 работа верхнего конвейера 17 не влияет на перемещение стержнеобразных изделий 2 в контейнере 3 хранения, в частности, поскольку в этой области стержнеобразные изделия 2 могут перемещаться вниз в направлении входного отверстия 3а. В этом случае ширина d4 входного отверстия 3А измеряется от опорной поверхности 30А конвейера 30 к покрывающему элементу 37. Подающее устройство 4 имеет дополнительные конвейеры. Первый канал подачи имеет конвейер 40, расположенный между соединением 13 и соединением 15. Третий канал 12 подачи имеет конвейер 41, расположенный над соединением 13. Подающее устройство 4 может иметь только один из конвейеров 40, 41, также могут быть использованы конвейеры на обеих сторонах каналов 10, 12, сходно со вторым каналом 11 подачи. Подающее устройство Г имеет ленточный конвейер 30, имеющий опорную поверхность 30А, имеющую канавки 31. Ленточный конвейер 30 может быть заменен цепным конвейером.
Устройство 1'' подачи в третьем варианте осуществления, показанном на фиг. 4, содержит контейнер 3' хранения как во втором варианте осуществления и барабанный конвейер 5 как в первом варианте осуществления, а также подающее устройство 4', второй канал 12 подачи которого имеет нижний конвейер 16 и верхний приводной элемент для массового потока MF в виде ролика 33. Нижний фрагмент периферийной поверхности 33А на стороне массового потока на соединении 15 расположен со схождением к ленте нижнего конвейера 16, в области соединения 15 массовый поток MF имеет ширину d2 по отношению к нижнему конвейеру 16, и наименьшая ширина массового потока MF определяется шириной d3. В подающем устройстве 4 ширина d6 третьего канала 12 подачи в начале этого канала меньше ширины d5 перед соединением 13, при этом третий канал 12 подачи имеет гибкий элемент 34 рядом со стенкой 12С, задача которого состоит в оказании легкого давления на стержнеобразные изделия 2. Как результат, давления между стержнеобразными изделиями уменьшаются, легче устранять зазоры и формировать слои массового потока. Сходным образом, первый канал 10 подачи имеет гибкий элемент 35 рядом со стенкой 10В, выполняющий ту же функцию, что и гибкий элемент 34.
В варианте устройства 1''', показанном на фиг. 5, ниже стенки 6 рядом с роликом 33 расположен покрывающий элемент 38, отделяющий стержнеобразные изделия 2 в контейнере хранения от ролика 33. Нижняя поверхность 38А образует верхнюю стенку второго канала 11 подачи, при этом ширина d3 второго канала 11 подачи под покрывающим элементом 38 меньше ширины d2 входа на стороне первого канала 10 подачи. Положение покрывающего элемента 38 может быть отрегулировано в вертикальном направлении. На фиг. 5 показан очень низкий уровень L заполнения, который может быть ожидаемым уровнем заполнения в случае стержнеобразных изделий с относительно большой массой. Гибкая стенка 29 расположена вблизи опорной поверхности 5А барабанного конвейера 5, например, на расстоянии двух диаметров стержнеобразных изделий 2.
Предпочтительно, согласно изобретению, в контейнере 3 хранения отсутствуют другие конвейеры или направляющие конструкции, которые могли бы влиять на направление потока стержнеобразных изделий внутри контейнера 3 хранения. Можно сказать, что контейнер 3 хранения пуст внутри. Массовый поток внутри контейнера 3 хранения обусловлен естественный расположением под влиянием начальных условий, то есть способа ввода массового потока MF в контейнер 3 хранения, силы тяжести, действия гибкой стенки 29 и перемещения опорной поверхности 5А, 30А выходного конвейера. Начальные условия и параметры, при которых массовый поток вводится в контейнер хранения, то есть в виде бокового потока через второй канал 11 подачи, имеющий верхний приводной элемент 17 и нижний конвейер 16, позволяют удалить другие элементы, влияющие на поток, из внутренней части контейнера хранения.
При этом такое взаимное расположение гибкой стенки 29 и канала 11 подачи, что области их действия находятся в контакте, но не перекрываются, позволяет оптимально использовать весь объем контейнера 3 хранения для хранения стержнеобразных изделий и, как результат, лучшего использования объема, уменьшить размеры устройства или повысить его эффективность.



Объектом изобретения является устройство подачи для подачи однослойного потока стержнеобразных изделий (2) табачной промышленности, содержащее первый канал (10) подачи, выполненный с возможностью перемещения стержнеобразных изделий (2) в виде массового потока (MF); второй канал (11) подачи, имеющий нижний конвейер (16), выполненный с возможностью перемещения стержнеобразных изделий (2) в виде массового потока (MF), при этом второй канал (11) подачи соединен по потоку с первым каналом (10) подачи; контейнер (3) хранения, выполненный с возможностью заполнения стержнеобразными изделиями (2) и соединенный по потоку со вторым каналом (11) подачи; отводящий конвейер (5, 30), имеющий опорную поверхность (5А, 30А), содержащую канавки (23, 31), выполненный с возможностью приема стержнеобразных изделий (2) из контейнера (3) хранения и перемещения стержнеобразных изделий (2) в виде однослойного потока (SF) стержнеобразных изделий (2), отличающееся тем, что нижняя часть контейнера (3) хранения образована нижним конвейером (16) второго канала (11) подачи и опорной поверхностью (5А, 30А) отводящего конвейера (5, 30), и тем, что второй канал (11) подачи имеет верхний приводной элемент (17, 33) для массового потока (MF), содержащий опорную поверхность (17А, 33А), по меньшей мере частично расположенную со схождением к опорной поверхности (16А) нижнего конвейера (16) второго канала (11) подачи в направлении от первого канала (10) подачи к контейнеру (3) хранения. 16 з.п. ф-лы, 5 ил.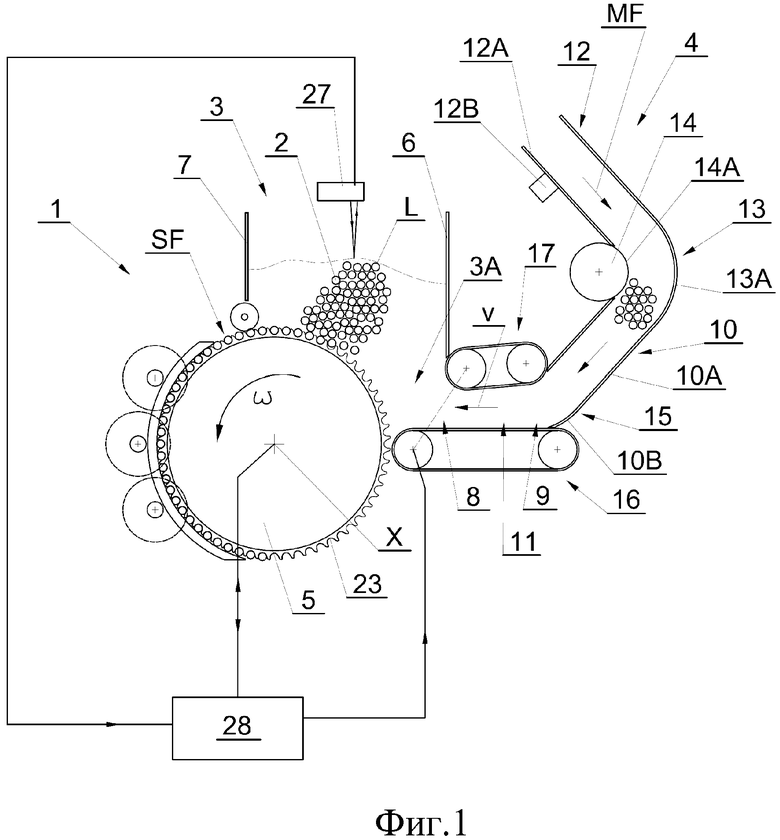
1. Устройство подачи для подачи однослойного потока стержнеобразных изделий (2) табачной промышленности, содержащее
первый канал (10) подачи, выполненный с возможностью перемещения стержнеобразных изделий (2) в виде массового потока (MF);
второй канал (11) подачи, имеющий нижний конвейер (16), выполненный с возможностью перемещения стержнеобразных изделий (2) в виде массового потока (MF), при этом второй канал (11) подачи соединен по потоку с первым каналом (10) подачи;
контейнер (3) хранения, выполненный с возможностью заполнения стержнеобразными изделиями (2) и соединенный по потоку со вторым каналом (11) подачи;
отводящий конвейер (5, 30), имеющий опорную поверхность (5А, 30А), содержащую канавки (23, 31), выполненный с возможностью приема стержнеобразных изделий (2) из контейнера (3) хранения и перемещения стержнеобразных изделий (2) в виде однослойного потока (SF) стержнеобразных изделий (2);
отличающееся тем, что
нижняя часть контейнера (3) хранения образована нижним конвейером (16) второго канала (11) подачи и опорной поверхностью (5А, 30А) отводящего конвейера (5, 30);
второй канал (11) подачи имеет верхний приводной элемент (17, 33) для массового потока (MF), содержащий опорную поверхность (17А, 33А), по меньшей мере частично расположенную со схождением к опорной поверхности (16А) нижнего конвейера (16) второго канала (11) подачи в направлении от первого канала (10) подачи к контейнеру (3) хранения.
2. Устройство по п. 1, отличающееся тем, что ширина (d2) входа второго канала (11) подачи на соединении (15) первого канала (10) подачи и второго канала (11) подачи равна или больше ширины (d1) первого канала подачи (10).
3. Устройство по п. 1 или 2, отличающееся тем, что ширина (d4) входного отверстия (3А) контейнера (3) хранения больше ширины (d2) входа второго канала (11) подачи или ширины (d3) выхода второго канала (11) подачи.
4. Устройство по любому из пп. 1-3, отличающееся тем, что верхний приводной элемент представляет собой верхний конвейер (17), имеющий два ролика (20, 21), опорная поверхность (17А) которых расположена под углом (α) к нижнему конвейеру (16) в диапазоне от 0° до 5°, так что ширина (d3) выхода меньше или равна ширине (d2) входа канала (11) подачи.
5. Устройство по любому из пп. 1-3, отличающееся тем, что верхний приводной элемент представляет собой ролик (33).
6. Устройство по любому из пп. 1-5, отличающееся тем, что отводящий конвейер (5) представляет собой барабанный конвейер (5).
7. Устройство по любому из пп. 1-5, отличающееся тем, что отводящий конвейер (30) представляет собой ленточный или цепной конвейер.
8. Устройство по любому из пп. 1-7, отличающееся тем, что опорная поверхность (17А, 33А) верхнего приводного элемента (17, 33) выполнена с возможностью перемещения со скоростью, равной скорости нижнего конвейера (16).
9. Устройство по любому из пп. 1-8, отличающееся тем, что устройство имеет третий канал (12) подачи, соединенный по потоку с первым каналом (10) подачи, при этом первый канал (10) подачи и/или третий канал (12) подачи выполнен с возможностью перемещения стержнеобразных изделий (2) под действием силы тяжести.
10. Устройство по п. 9, отличающееся тем, что первый канал (10) подачи и/или третий канал (12) подачи выполнены с возможностью перемещения стержнеобразных изделий (2) посредством конвейера (40, 41).
11. Устройство по п. 9 или 10, отличающееся тем, что соединение третьего канала (12) подачи и первого канала (10) подачи имеет ролик (14), периферийная поверхность (14А) которого образует стенку для массового потока (MF).
12. Устройство по любому из пп. 4-11, отличающееся тем, что ролик (20) на стороне контейнера (3) хранения выполнен с возможностью изменения положения в поперечном направлении ко второму каналу (11) подачи.
13. Устройство по любому из пп. 1-12, отличающееся тем, что первый канал (10) подачи и/или третий канал (12) подачи имеет гибкий элемент (34, 35), расположенный на стенке (10В, 12С) этого канала.
14. Устройство по любому из пп. 1-13, отличающееся тем, что на верхнем приводном элементе (17, 33) на стороне контейнера (3) хранения расположен покрывающий элемент (37, 38).
15. Устройство по любому из пп. 1-14, отличающееся тем, что имеет датчик (27), выполненный с возможностью измерения уровня (L) заполнения контейнера (3) хранения стержнеобразными изделиями (2) и расположенный в верхней части контейнера (3) хранения.
16. Устройство по любому из пп. 1-14, отличающееся тем, что контейнер (3) хранения имеет гибкую стенку (29), выполненную с возможностью адаптации своей формы к форме верхнего слоя стержнеобразных изделий (2), собранных в контейнере (3) хранения.
17. Устройство по любому из пп. 1-16, отличающееся тем, что имеет контроллер для управления уровнем (L) заполнения контейнера (3) хранения, регулировки скорости (v) массового потока (MF) во втором канале (11) подачи в зависимости от уровня (L) заполнения и от скорости (ω) отводящего конвейера (5, 30) и для определения зависимостей между указанными скоростями.
| US 4368742 A1, 18.01.1983 | |||
| US 4020973 A1, 03.05.1977 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ 4-ОКСИИНДОЛА ИЛИ ИХ СОЛЕЙ | 0 |
|
SU404241A1 |
| WO 2005110854 A1, 24.11.2005 | |||
| Литейная сталь | 1976 |
|
SU594208A1 |
| US 4648235 A1, 10.03.1987 | |||
| СПОСОБ И СИСТЕМА ДЛЯ УКЛАДКИ СТРЕЖНЕОБРАЗНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2531750C2 |
| RU 2012155784 A, 27.06.2014 | |||
| СПОСОБ И СИСТЕМА ДЛЯ РАСПОЛОЖЕНИЯ СТЕРЖНЕОБРАЗНЫХ ЭЛЕМЕНТОВ И СИСТЕМА ДЛЯ ВОЗВРАЩЕНИЯ ТАБАКА ИЗ БРАКОВАННЫХ СИГАРЕТ | 2013 |
|
RU2604442C2 |

