Изобретение относится к обработке металлов давлением, а именно к инструменту для волочения фасонных профилей.
Известна составная волока, предназначенная для производства волочением материала квадратного, прямоугольного и фасонного сечений [1]. Волока состоит из двух Г-образных рабочих вставок, устанавливаемых в обойме с двумя внутренними базовыми плоскостями и с двумя регулировочными винтами, расположенными взаимно перпендикулярно. Недостаток этой волоки в пониженной точности размеров поперечного сечения получаемого фасонного профиля, зависящей от напряжений, возникающих при волочении вследствие высокой податливости двух Г-образных вставок, винтов и резьбового соединения.
Кроме того, волока имеет низкий срок эксплуатации, так как в ней не предусмотрена компенсация износа в направлении, перпендикулярном направлению регулирования положения рабочих вставок.
Наиболее близкой по конструкции к предложенной является составная волока, имеющая обойму с двумя внутренними взаимно перпендикулярными базовыми плоскостями и двумя опорными плоскостями, рабочие вставки, закрепленные в обойме и образующие волочильный канал: две боковых и две торцевых, первый клин для закрепления боковых рабочих вставок, второй клин, расположенный перпендикулярно первому и взаимодействующий с торцевыми плоскостями боковых рабочих вставок, винты, расположенные в обойме для перемещения в ней клиньев, компенсационные пластины, расположенные между внутренними плоскостями обоймы и боковыми рабочими вставками [2]. Данная волока не может обеспечить высокую точность размеров поперечного сечения фасонного профиля при чистовом волочении, так как в ней не предусмотрено создание предварительно напряженного состояния (ПНС). При отсутствии ПНС волоки существенно снижается ресурс рабочих вставок из твердого сплава.
В известной волоке [2] необходимое для высокого ресурса ПНС не может быть создано, так как величины углов клиньев не указаны, а исходя из чертежа они больше угла трения, это следует также из того, что в конструкции волоки не предусмотрены винты для расклинивания.
В известной волоке также не предусмотрена компенсация износа волочильного канала, что дополнительно снижает полный ресурс рабочих вставок.
Техническая задача, решаемая в предложенном изобретении, - повышение точности размеров поперечного сечения обработанного фасонного профиля и существенное увеличение ресурса рабочих вставок, особенно твердосплавных.
В составной волоке, имеющей обойму с двумя внутренними взаимно перпендикулярными базовыми и двумя опорными плоскостями, две боковые и две торцевые рабочие вставки, закрепленные в обойме и образующие волочильный канал, клинья для заклинивания рабочих вставок: первый основной клин, взаимодействующий с одной из боковых рабочих вставок, второй основной клин, расположенный перпендикулярно первому, винты, расположенные в обойме для перемещения в ней клиньев, в соответствии с изобретением одна из торцевых рабочих вставок размещена между вторым основным клином и торцами боковых вставок, при этом первый основной клин выполнен с углом, величину которого выбирают по условию неравенства
3° <α 1<arctgf,
где α 1 - угол клина,
f - коэффициент трения плоскостей клина о сопрягаемые плоскости, второй клин является силовым и имеет угол, выбираемый по условию неравенства
1° <α 2<3° ,
где α 2 - величина угла второго основного клина. Две опорные плоскости, противолежащие базовым, расположены взаимно перпендикулярно.
Клиновые плоскости, взаимодействующие с клиньями, могут быть изготовлены в обойме, но увеличится трудоемкость изготовления волоки, особенно при необходимости достижения высокой точности. При износе клиновых плоскостей обоймы дополнительно увеличится трудоемкость их восстановления.
В предложенной конструкции между основными клиньями и опорными плоскостями обоймы размещены компенсационные клинья. Для дополнительного повышения точности и ресурса волоки между каждой базовой плоскостью обоймы и обращенной к ней плоскостью рабочей вставки размещена компенсационная пластина.
Для обеспечения возможности перешлифовывания торцевых поверхностей рабочих вставок по мере изнашивания их рабочей части, на рабочей части поверхности каждой их торцевых рабочих вставок имеется выемка, формирующая торцевую часть волочильного канала.
Для создания оптимального значения ПНС волоки величина угла второго клина выбирается по условию
1° <α 2≤1° 30’.
Волока предлагаемой конструкции, оснащенная рабочими вставками из твердого сплава, позволяет увеличить ресурс рабочих вставок в 3-5 раз за счет высокого уровня ПНС и снизить погрешность размеров пластически деформируемой части поперечного сечения изделия, что важно при чистовом холодном волочении.
Сопоставительный анализ предложенной волоки с прототипом показывает, что заявляемая волока отличается от прототипа величинами углов клиньев, размещением одной из торцевых вставок между вторым основным (силовым) клином и торцами боковых вставок, наличием компенсационных клиньев между рабочими клиньями и опорными плоскостями обоймы, компенсационных пластин между базовыми плоскостями обоймы и боковых рабочих вставок, дополнительных компенсационных пластин между торцевыми плоскостями боковых и торцевых рабочих вставок, выемок на рабочих частях поверхностей торцевых рабочих вставок.
Заявляемая волока соответствует критерию изобретения “новизна”.
Перечисленные отличительные признаки не следуют прямо из известного уровня техники, значит, предложенное решение конструкции волоки соответствует критерию “изобретательский уровень”.
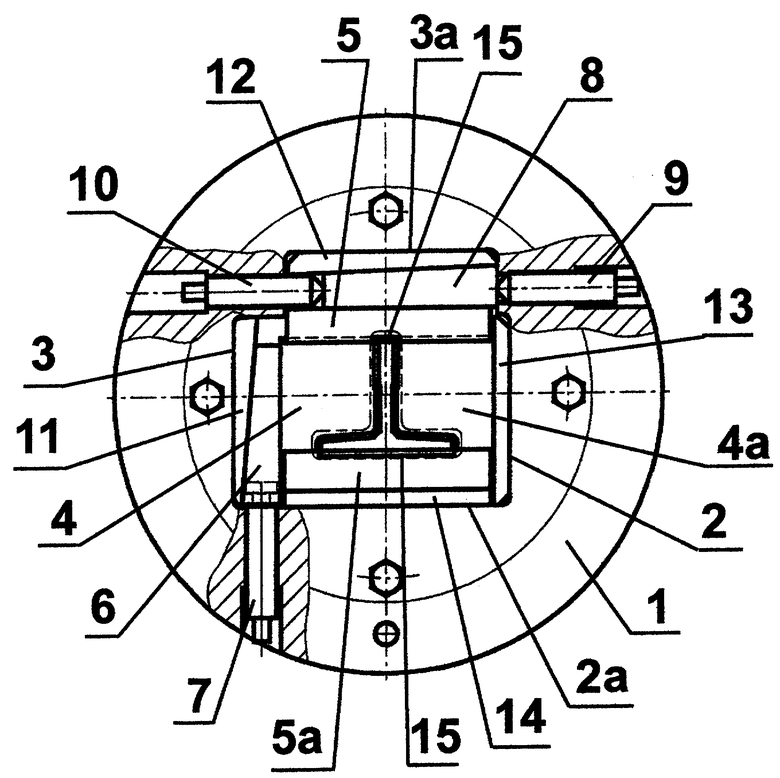
На чертеже изображено поперечное сечение составной волоки.
Волока состоит из обоймы 1 с двумя базовыми плоскостями 2 и 2а, опорными плоскостями, 3 и 3а, боковых рабочих вставок 4 и 4а и торцевых 5 и 5а, первого основного клина 6, перемещаемого регулирующим винтом 7, второго основного клина 8, перемещаемого нажимным винтом 9 и разжимным 10, компенсационных клиньев 11 и 12, компенсационных пластин 13 и 14, выемок 15, выполненных в торцевых рабочих вставках.
Для настройки волоки в волочильный канал вводят калибр и регулирующим винтом 6 поджимают боковые рабочие вставки 3 и 3а к калибру и компенсационной пластине 13, калибр вынимают, затем затяжкой нажимного винта 9 и перемещением клина 8 создается ПНС волоки: во вставках из твердого сплава создается ПНС сжатия, а в обойме - ПНС растяжения, при котором обойма приобретает овальную форму, усиливая объемное сжатие боковых вставок.
В процессе волочения дополнительные напряжения сжатия, действующие на рабочие вставки 4 и 4а, 5 и 5а, незначительно увеличивают уровень упругой энергии их напряженного состояния, поэтому при выходе деформируемого изделия из волочильного канала не происходит резкого сброса напряжения, вызывающего разрушение вставок из твердого сплава. Такая конструкция составной волоки обеспечивает существенное повышение ресурса рабочих вставок из твердого сплава и точности размеров поперечного сечения изделий. При этом упругие деформации волоки незначительны и соответственно незначительны изменения размеров волочильного канала и стабильны размеры поперечного сечения изделия.
Источники информации
1. RU 2062674, 02.03.1993.
2. А.с. СССР 232921, 16.11.1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРЕХГРАННОГО ПРОФИЛЯ | 2005 |
|
RU2282514C1 |
| СОСТАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ | 2007 |
|
RU2352416C2 |
| Устройство для волочения фасонных профилей | 1977 |
|
SU710716A1 |
| СОСТАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ СО СКРУГЛЕННЫМИ УГЛАМИ | 1972 |
|
SU427755A1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| Составная волока | 1985 |
|
SU1359040A1 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| Инструмент для волочения | 1990 |
|
SU1801632A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
Изобретение относится к обработке металлов давлением, а именно к инструменту для волочения фасонных профилей. Техническая задача, решенная в изобретении, - повышение точности размеров поперечного сечения фасонного профиля при чистовом волочении и увеличение ресурса рабочих вставок волоки, особенно твердосплавных. Волока состоит из обоймы с двумя базовыми плоскостями и опорными плоскостями, боковых рабочих вставок и торцевых, первого основного клина, перемещаемого регулирующим винтом, второго основного клина, перемещаемого нажимным винтом и разжимным, компенсационных клиньев, компенсационных пластин, выемок, выполненных в торцевых рабочих вставках. Углы клиньев регламентированы. Изобретение обеспечивает исключение резкого сброса напряжения инструмента при выходе изделия из волочильного канала. 6 з.п. ф-лы, 1 ил.
3° <α 1<arctg f,
где α 1 - величина угла первого основного клина;
f - коэффициент трения плоскостей клина о сопрягаемые плоскости;
второй основной клин имеет угол, выбираемый по условию неравенства
1° <α 2<3° ,
где α 2 - величина угла второго основного клина.
1° <α 2≤1° 30`.
| СОСТАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ТРАПЕЦЕИДАЛЬНЫХ ПРОФИЛЕЙ СО СКРУГЛЕННЫМИ УГЛАМИ | 0 |
|
SU232921A1 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| 1971 |
|
SU411934A1 | |
| Сборная регулируемая волока | 1974 |
|
SU499003A1 |
| US 3680348, 01.08.1972. | |||

