Изобретение относится к волочильному производству получения изделий из труднодеформируемых сплавов с использованием режима гидродинамического трения.
Известно значительное число конструкций сборных волок для осуществления волочения в режиме гидродинамического трения. Для подачи в очаг деформации смазки под давлением около 200 МПа с целью создания достаточно толстой смазочной пленки одним из первых было предложено устройство в виде герметичной камеры с двумя волоками, одна из которых предназначена для основной деформации проволоки, в во второй, установленной на входе в устройство, осуществляется незначительное обжатие, и ее главное назначение - предотвратить утечку смазки [1]. Было также предложено устройство для волочения проволоки, в котором осуществлялась принудительная подача смазки [2]. В зависимости от механических свойств материала проволоки, рабочего угла канала волоки и вытяжки было установлено, что необходимое для получения жидкостного трения давление смазки должно приближаться к пределу текучести проволоки [2]. В устройстве [3] удалось создать давление смазки (высоковязких масел), соизмеримое с пределом текучести материала проволоки (до 320 МПа), за счет незначительного зазора (0,07-0,10 мм) между весьма длинной напорной трубкой и проволокой. Аналогичный эффект был достигнут в устройстве [4].
При использовании вместо масла более вязкого мыла удалось резко сократить длину напорных насадок до размеров, приемлемых для промышленного использования [5, 6]. Для улучшения захвата порошкообразного мыла вход в насадку, изготовленную из закаленной стали или снабженную твердосплавной вставкой, выполнен либо конусным с углом наклона образующей 14°, либо чашеобразным, причем между насадкой и рабочей волокой имеется уплотнительная шайба для предотвращения утечки смазки [5].
Рассмотренные выше конструкции сборных волок для проведения волочения в режиме гидродинамического (или приближенного к нему) трения показали в промышленных испытаниях повышение стойкости рабочих волок в 3 и более раз. Иногда достаточно было установить насадку на первый блок многократной машины, чтобы заметно повысилась стойкость волок по всему маршруту [6]. Однако в технической библиографии не встречаются сообщения о применении рассмотренных выше насадок в промышленности вследствие следующих недостатков [8]:
- по сравнению с обычным волочением парк инструмента возрастает вдвое, т.к. наряду с волоками необходимо иметь комплект насадок;
- твердосплавные вставки, чтобы предотвратить их разрушение, должны быть запрессованы в обойму и насадку, но замена износившейся вставки выводит из строя посадочную поверхность и появляется необходимость либо ремонта обоймы и насадки, либо их замены;
- сборка инструмента на волочильном стане нежелательна, т.к. приводит к потерям рабочего времени.
Для волочения тонкой проволоки была предложена конструкция волоки [7], в которой давление смазки в очаге деформации создается с помощью направляющей втулки с внутренним диаметром, немного большим диаметра проволоки, причем направляющая втулка вместе с рабочим вкладышем запрессована в общую обойму. Стойкость такой волоки по сравнению с обычной возрастает до 7 раз, однако трудности, возникающие при перешлифовке канала рабочего вкладыша вместе с направляющей втулкой, перекрыли возможность использования таких волок в производственных условиях.
Известно устройство [9] для волочения в режиме гидродинамического трения (далее РГТ), включающее, кроме рабочей волоки с соответствующими вспомогательными деталями, напорный элемент в виде напорной втулки, которую устанавливают непосредственно перед рабочей волокой и неподвижно закрепляют. Благодаря использованию напорного элемента в очаге деформации создается высокое гидростатическое давление смазки, разделяющее заготовку и волоку, что снижает износ инструмента и затраты энергии. Недостатком известного устройства является низкий выход годного.
Известны также устройства для волочения в РГТ [10-12], которые с целью повышения выхода годного, а также увеличения стойкости и упрощения замены волок снабжены средствами для вращения волокодержателя, неподвижной, связанной со шкивом, и подвижной в осевом направлении втулками, причем напорная втулка имеет возможность возвратно-поступательного движения. Применяемые смазки в зависимости от вида получаемого изделия (проволока, прутки) могут быть как жидкими, так и порошкооборазными. Недостатком известных устройств [10-12] является сложность конструкций, содержащих подвижные и неподвижные элементы, шкивы для приведения во вращение втулок, подшипники, пружины, штифты и др., что усложняет изготовление и эксплуатацию этих устройств и снижает надежность их работы.
В качестве наиболее близкого аналога (далее НБА) предлагаемого технического решения выбрано устройство для волочения изделий в РГТ [13]. Устройство включает рабочую волоку и напорную вставку, установленные в зажимной конусной втулке, которая запрессована в корпусе при помощи полой гайки. С целью предотвращения разрушения инструмента при термоциклировании предусмотрено средство компенсации термических напряжений в виде установленного между напорной вставкой и полой гайкой соосно рабочей волоке нажимного кольца, изготовленного из материала, коэффициент термического расширения которого в 1,3-2,5 раза выше, чем у стали, из которой изготовлены конусная втулка и корпус. Кроме того, с целью уменьшения высоты нажимного кольца дополнительно предусмотрен признак - напорная втулка выполнена из твердого сплава, коэффициент термического расширения которого в 2,5-3 раза выше коэффициента термического расширения твердого сплава волоки.
Недостатками НБА являются, во-первых, необходимость иметь дополнительный элемент - нажимное кольцо и, во-вторых, в качестве обязательного условия НБА содержит следующий признак: указанное кольцо должно быть изготовлено из материала, коэффициент термического расширения которого в 1,3-2,5 раза выше, чем у стали, из которой изготовлены другие детали устройства. Другими недостатками НБА является то, что при попытке использовать известное устройство [13] для волочения профилей некруглого поперечного сечения, например полос прямоугольного сечения, возникает сложность центрирования напорного элемента и рабочей волоки. Кроме того, при циклических нагреве - охлаждении указанных выше элементов устройства - НБА в процессе волочения изделий некруглого (в частности, прямоугольного) сечения вследствие неравноосного температурного поля крепление этих элементов в разрезной конусной втулке круглого сечения становится совершенно непригодным, так как в зонах действия максимальных распорных напряжений (очевидно, по большим граням прямоугольного сечения) появляется опасность разрушения рабочей твердосплавной волоки.
Использование известного устройства НБА особенно усложняется при волочении полосовых профилей из труднодеформируемых малопластичных сплавов, например нихромов и ферронихромов, при обработке которых происходит наиболее интенсивный разогрев как твердосплавных элементов, так и корпуса, в котором они закреплены, а после окончания волочения инструмент охлаждается до температуры цеха, то есть имеют место жесткие условия термоциклического процесса. Известно, что материал напорной и рабочей вставок (карбидовольфрамовый твердый сплав) имеет гораздо меньший температурный коэффициент линейного расширения (далее ТКЛР), чем материал корпуса и крепежных деталей (сталь).Это может приводить, например при волочении прямоугольных полос, к снижению уплотняющих напряжений, созданных средствами для запрессовки вставок в корпусе, и тогда возможны прорывы смазки (в частности, для нихромов - порошка натриевого мыла) в образовавшиеся зазоры, прекращение РГТ, порождающее рост сил контактного трения между протягиваемым металлом и инструментом и ускоренный выход последнего из строя вследствие интенсивного износа. Дополнительно, при уменьшении натяга в устройстве НБА напряжения сжатия заменяются напряжениями растяжения от силы деформации, что приводит к разрушению твердого сплава рабочей вставки в виде раскола.
Задачами предлагаемого технического решения являются предотвращение разрушения инструмента при разогреве во время работы и при последующем охлаждении и соблюдение РГТ в течение всего цикла волочения, в особенности при обработке профилей некруглого поперечного сечения из труднодеформируемых сплавов.
Поставленные задачи решаются тем, что устройство для волочения изделий в режиме гидродинамического трения, включающее твердосплавные рабочую волоку и напорную вставку, установленные в корпусе, и средство для их установки в корпусе, в отличие от известного содержит выполненный разъемным корпус, состоящий из двух пластин, каждая из которых снабжена внутренними осевыми коническими посадочными гнездами, в которых наружными коническими поверхностями установлены две состыкованные друг с другом торцами обоймы, твердосплавные рабочую волоку и напорную вставку, закрепленные в обоймах и состыкованные друг с другом торцами, крепежные элементы для установки обойм в пластинах корпуса, причем поверхность сопряжения посадочного гнезда пластины и обоймы твердосплавной рабочей вставки выполнена с конусностью, обратной конусности поверхности сопряжения посадочного гнезда пластины и обоймы напорной вставки, суммарная толщина пластин в направлении оси волоки не превышает суммарную толщину обойм, а контактирующие торцевые поверхности вставок и обойм выполнены шлифованными.
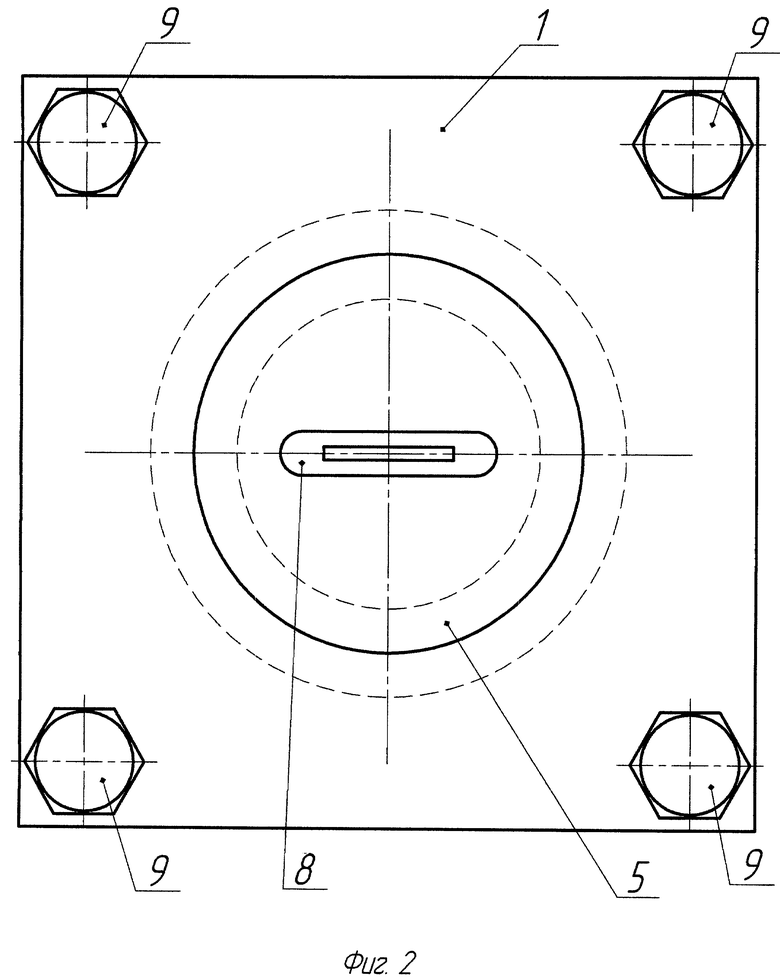
На фиг.1 и 2 показана заявляемая сборная волока.
Разъемный корпус состоит из двух пластин 1 и 2, у которых предусмотрены внутренние осевые посадочные гнезда 3 и 4; в гнездах 3 и 4 установлены две обоймы 5 и 6, в которых закреплены рабочая 7 и напорная 8 твердосплавные вставки. Установка обойм 5 и 6 в посадочных гнездах 3 и 4 и фиксация обойм в этих гнездах осуществляется винтами 9. Поверхность сопряжения посадочного гнезда 4 пластины 2 и обоймы 6 имеет конусность, обратную конусности поверхности сопряжения посадочного гнезда 3 пластины 1 и обоймы 5. Из фиг.1 (а также из формулы изобретения) следует, что суммарная толщина пластин 1 и 2 в направлении оси волоки 10 не превышает суммарную толщину обойм 5 и 6. Торцевые поверхности 11 вставок 7 и 8 и торцевые поверхности 12 обойм 5 и 6 выполнены шлифованными.
Сборка предлагаемого устройства осуществляется следующим образом.
Напорная и рабочая твердосплавные вставки надежно закрепляют в стальных обоймах одним из способов - горячей посадкой, пайкой латунью и др. Наружными коническими поверхностями обоймы устанавливают в конических гнездах пластин, пластины стягивают винтами; как правило, достаточно четырех винтов диаметром, например M16 (фиг.2). Для этой цели в пластинах предусмотрено по четыре сквозных отверстия в каждой: в пластине 1 - гладкие, в пластине 2 - резьбовые. В общем случае расчет диаметра и количества винтов, основанный на учете давления смазки, контактной площади и коэффициента запаса прочности винтов, показывает, что диаметр винтов может быть в принципе меньше M16 (например, М14 или М12), а их число можно уменьшить до трех, но при условии равномерного их расположения относительно оси волоки.
Далее изложено обоснование достижения технического результата при использовании предлагаемого устройства. Рабочую и напорную вставки обычно изготавливают из твердых сплавов, в частности в производстве заявителя из твердого сплава марки ВК8, для которого ТКЛР αвст=5,1·10-6 гpaд-l [15]. Материал обойм и пластин - конструкционная сталь 45; ее ТКЛР (в зависимости от температуры в интервале 100-300°C) составляет αоб=(11,5-13)·10-6 град-1 [14, табл.10.8, с.238]. Поскольку αоб значительно выше (αвст, то при нагревании инструмента в процессе волочения произойдет увеличение линейных размеров обойм 5 и 6, в 2,25-2,55 раза большее по сравнению с увеличением линейных размеров вставок 7 и 8. Однако росту линейных размеров обойм противостоят пластины 1 и 2, в которых установлены обоймы, и стягивающие пластины винты 9 вследствие того, что ни пластины, ни винты указанному разогреву практически не подвержены. Следовательно, при термоциклировании плотность сопряжения двух наиболее важных элементов волоки (вставок и обойм) будет обеспечиваться не только по состыкованным торцам рабочей и напорной вставок, но и, что особенно важно, по контактирующим торцам обойм. Это обстоятельство гарантирует сохранение РГТ и при указанном термоциклировании. Дополнительно этому способствует тот признак, что торцевые поверхности вставок и обойм выполнены шлифованными.
За счет более чем двукратного превышения αоб над αвст при возможном (вследствие термоциклирования) появлении зазора между торцевыми поверхностями 11 вставок 7 и 8 торцевые поверхности 12 обойм 5 и 6 останутся во всех случаях сомкнутыми под действием сжимающих напряжений, возникших при нагреве. Следовательно, даже с учетом упомянутого выше неблагоприятного обстоятельства термоциклирования плотность сопряжения обойм будет обеспечена, герметичность объема смазки соблюдена, и ее высокое давление гарантирует сохранение в процессе волочения режима гидродинамического трения. Обоснование плотности сопряжения обойм при изменении температуры подтверждается следующим несложным расчетом.
При нагревании инструмента до рабочих температур происходит увеличение длины обоймы на величину, определяемую по формуле
 ,
,
где αоб - ТКЛР материала обоймы, т.е. стали 45;
ℓоб - длина обоймы;
Δt - повышение температуры; следовательно:
 .
.
Увеличение длин рабочей и напорной вставок соответственно

 ,
,
где αвст - ТКЛР материала вставок, т.е. твердого сплава марки ВК8;
ℓp и ℓн - соответственно длины рабочей и напорной вставок.
Суммарное увеличение длины рабочей и напорной вставок
 .
.
Если учесть, что ℓp=ℓн; ℓоб≈1,4ℓр; αвст=5,1·10-6 гpaд-l;
αоб=12,5·10-6 град-1, то следует, что

 ;
;
 .
.
Таким образом, суммарное термическое удлинение двух обойм почти в 3,5 раза превышает суммарное термическое удлинение обеих вставок. Следовательно, при нагревании ослабления напряжений натяга происходить не будет, плотность сопряжения обойм гарантирована, герметичность объема смазки не нарушается и ее высокое давление обеспечивает РГТ в процессе волочения.
Устройство, на примере обработки полос, работает следующим образом.
При волочении полосовых профилей прямоугольного сечения с помощью напорной вставки 8 в рабочей вставке 7 создается давление смазки (сухого порошка натриевого мыла с добавками), необходимое для осуществления РГТ. Выделяющееся при деформации тепло разогревает рабочую и напорную вставки и обоймы 5 и 6. Пластины 1 и 2 и стягивающие их винты 9 также разогреваются, но до значительно меньших температур, и их удлинение можно не принимать во внимание. При разогреве увеличиваются линейные размеры вставок и обойм, но поскольку суммарное термическое удлинение двух обойм намного больше суммарного термического удлинения обеих вставок, то герметичность объема, в который нагнетается смазка, не нарушается. Этому эффекту способствует также высокая чистота обработки торцевых контактирующих поверхностей рабочей и напорной вставок - с одной стороны и торцевых контактирующих поверхностей обойм - с другой стороны; с этой целью указанные поверхности заранее, то есть перед сборкой волоки подвергают операции шлифования.
В качестве конкретного примера реализации использования заявляемого технического решения далее рассмотрено получение путем волочения в РГТ через сборную волоку полосы прямоугольного поперечного сечения из нихрома марки Х20Н80-Н с размерами сечения 3×30 мм, отвечающей требованиям стандарта [16]. Технологический процесс изготовления холоднотянутых полос из нихрома в производстве заявителя представлен следующим образом.
Конический слиток диаметром 85/120 мм и высотой 650 мм, полученный наполнительным литьем в чугунную изложницу, после нагрева в газовой камерной печи до температуры прокатки 1250±30°C прокатывают на мелко-сортно-проволочном стане 300 на заготовку сечением 6×33 мм со смоткой ее в бунт. После щелочно-кислотного травления, промывки, нанесения на поверхность заготовки подсмазочного покрытия и завальцовки ее конца заготовку протягивают на однократном барабанном волочильном стане ВСГ 1/650 за 4 прохода на готовую полосу с размерами сечения 3×30 мм. Предусмотрены промежуточные отжиги в шахтной электрической печи при температуре 950°C, травление и нанесение покрытия после каждого прохода волочения. Во всех проходах в качестве обязательного условия используют сборную волоку, выполненную согласно формуле заявляемого технического решения. Смазка - сухой порошок натриевого мыла с добавками.
При использовании предлагаемого технического решения для волочильного инструмента, применяемого в производстве заявителя, достигнута стойкость волок от 7,5 до 10,5 т протянутого металла в отличие от ранее применявшегося инструмента, при использовании которого стойкость, например при чистовом волочении, не превышала 500 кг. Кроме того, имела место довольно частая обрывность переднего конца полосы и иногда - разрушение твердосплавных вставок. С использованием сборных волок заявляемой конструкции разрушение при волочении полос всех без исключения размеров в виде излома твердосплавных вставок, а также налипание нихрома на поверхность волочильного канала и обрывность прекратились полностью; вставки выходят из строя вследствие износа волочильного канала по размерам, что позволяет использовать этот инструмент для волочения полос повышенных размеров. Например, изношенная чистовая вставка с размерами сечения 3×30 мм перешлифовывается на предыдущую с размерами 3,6×30,5 мм и так далее. В качестве напорных вставок могут использоваться те же упомянутые выше изношенные рабочие вставки, при этом канал рабочей вставки перешлифовывается до размеров, обеспечивающих суммарный зазор между протягиваемой заготовкой и напорной вставкой на уровне 0,3-0,5 мм.
Известно, что сплавы на основе никеля - нихромы относятся к труднодеформируемым сплавам, так как, во-первых, имеют высокое временное сопротивление разрыву, которое в холоднодеформированном состоянии может достигать 1300 МПа и, во-вторых, они обладают повышенной адгезионной способностью, то есть налипают на поверхность волочильного канала даже при применении под смазочных покрытий и эффективных смазочных композиций. Это обстоятельство усиливается при граничном режиме контактного трения и проявляется в виде блестящих участков на протянутом металле, свидетельствующих о непосредственном контакте полосы с поверхностью канала волоки, то есть о неблагоприятных условиях деформации при граничном режиме трения. Кроме того, с нарастанием количества протянутого металла налипание металла на инструмент усиливается; в результате это приводит, с одной стороны, к повышенной обрывности переднего протянутого конца и, с другой стороны, к преждевременному выходу твердосплавных вставок из строя вследствие их разрушения.
Все протянутые через заявляемую волоку полосы, в отличие от известного инструмента, имеют матовую, без блестящих участков поверхность, что подтверждает соблюдение режима гидродинамического трения.
Вышеизложенное свидетельствует о том, что поставленные задачи решены и технический результат достигнут.Полная номенклатура полос толщиной от 2 до 4 мм и шириной от 20 до 40 мм из нихрома марки Х20Н80-Н, выпускаемых в производстве заявителя с использованием предлагаемого технического решения, составляет 14 позиций.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Патент Германии №584282, 1931.
2. А.с. СССР №152229, Бюл. №24, 1962.
3. Патент Великобритании №740900, 1955.
4. А.с. СССР №140405. Бюл. №16, 1961.
5. Christopherson D.G., Naylor H. Wire Ind., 1955, V.22, p.775-777, 885-887.
6. Christopherson D.G., Naylor H. Scientific Lubrication №3, 1956, p.23-27.
7. А.с. СССР №148779. Бюл. №14, 1962.
8. Колмогоров В.Л., Орлов С.И., Колмогоров Г.Л. Гидродинамическая подача смазки. - М.: Металлургия, 1975. 256 с.
9. А.с. СССР №825223, МКИ B21C 3/14, 1979.
10. А.с. СССР №995959, МКИ B21C 3/14. Опубл. 15.02.1983. Бюл. №6.
11. А.с. СССР №1507490, МКИ B21C 3/14,1987.
12. Патент РФ №2030942, МПК B21C 3/14. Опубл. 20.03.1995.
13. А.с. СССР №865471, МКИ B21C 3/14. Опубл. 23.09.1981.Бюл. №35.
14. Физические величины. Справочник / Под ред. И.С.Григорьева, Е.3. Майлихова. - М.: Энергоатомиздат, 1991. 1232 с.
15. Порошковая металлургия: справочник / Отв. редактор И.М.Федорченко. Киев: Наукова думка, 1985. 624 с.
16. ГОСТ 12766.2-90 Лента из прецизионных сплавов с высоким электрическим сопротивлением. ОКП 12 3500, 12 3600. Группа В34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| Устройство для волочения проволоки преимущественно плакированной | 1989 |
|
SU1736655A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| СОСТАВНАЯ ВОЛОКА | 2004 |
|
RU2245204C1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1973 |
|
SU367923A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2011 |
|
RU2470729C1 |
Изобретение относится к сборной волоке для волочения изделий из труднодеформируемых сплавов в режиме гидродинамического трения. Сборная волока содержит разъемный корпус, состоящий из двух пластин, каждая из которых имеет внутреннее осевое коническое посадочное гнездо, две состыкованные друг с другом торцами обоймы с наружными коническими поверхностями, установленные этими поверхностями в конических посадочных гнездах пластин корпуса, твердосплавные рабочую волоку и напорную вставку, закрепленные в обоймах и состыкованные друг с другом торцами, элементы для установки обойм в пластинах корпуса в виде винтов, поверхность сопряжения посадочного гнезда пластины и обоймы рабочей волоки имеет конусность, обратную конусности поверхности сопряжения посадочного гнезда пластины и обоймы напорной вставки, суммарная толщина пластин в направлении оси волоки не превышает суммарную толщину обойм, контактирующие торцевые поверхности вставок и обойм выполнены шлифованными. Обеспечивается значительное повышение стойкости волок при волочении полос и проволоки из нихрома при термоциклировании и соблюдение режима гидродинамического трения, в особенности при волочении профилей некруглого поперечного сечения, ликвидированы обрывность передних концов и разрушение твердосплавных вставок, повышено качество поверхности готовых изделий. 2 ил.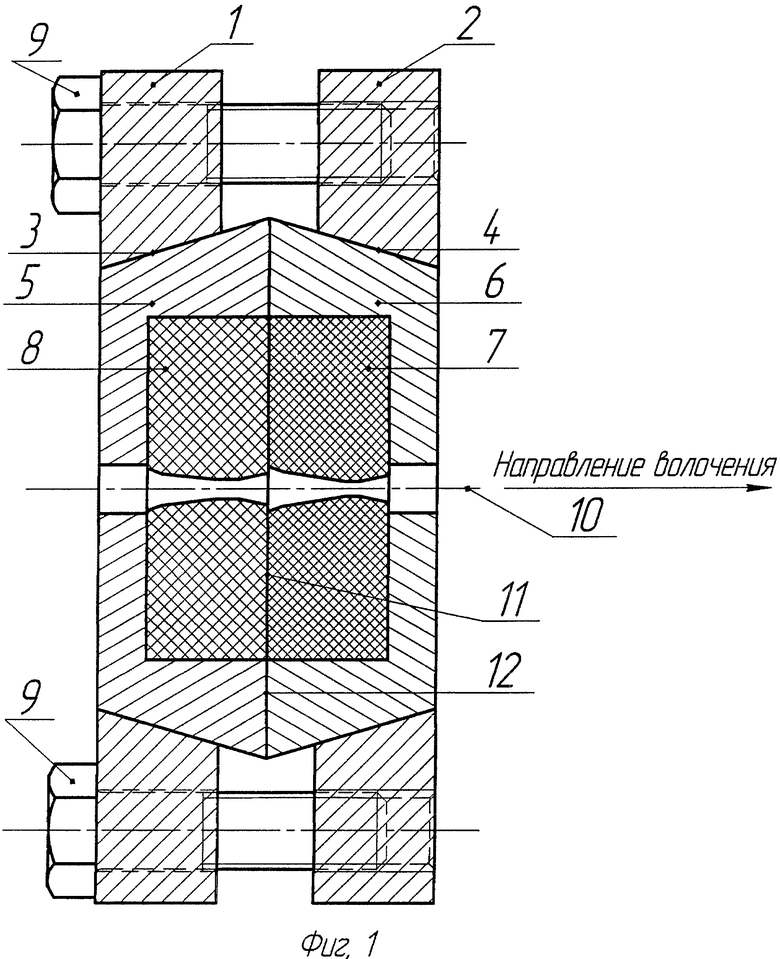
Сборная волока для волочения в режиме гидродинамического трения изделий из труднодеформируемых сплавов, включающая твердосплавные рабочую волоку и напорную вставку, установленные в корпусе, и средство для их установки в корпусе, отличающаяся тем, что она содержит выполненный разъемным корпус, состоящий из двух пластин, каждая из которых снабжена внутренними осевыми коническими посадочными гнездами, в которых наружными коническими поверхностями установлены две состыкованные друг с другом торцами обоймы, рабочую волоку и напорную вставку, закрепленные в обоймах и состыкованные друг с другом торцами, крепежные элементы для установки обойм в пластинах корпуса, причем поверхность сопряжения посадочного гнезда пластины и обоймы твердосплавной рабочей вставки выполнена с конусностью, обратной конусности поверхности сопряжения посадочного гнезда пластины и обоймы напорной вставки, причем суммарная толщина пластин в направлении оси волоки не превышает суммарную толщину обойм, а контактирующие торцевые поверхности вставок и обойм выполнены шлифованными.
| Устройство для волочения изделий в режиме гидродинамического трения | 1980 |
|
SU865471A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2206420C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО ГОРЕНИЯ, РАБОТАЮЩИЙ НА ТВЕРДОМ ПЫЛЕОБРАЗНОМ ТОПЛИВЕ | 1927 |
|
SU20865A1 |
| СБОРНАЯ ВОЛОКА С ГИДРОДИНАМИЧЕСКОЙ ПОДАЧЕЙ СМАЗКИ | 1991 |
|
RU2038882C1 |
| CN 201183074 Y, 21.01.2009 | |||
| Питатель роторной таблеточной машины | 1990 |
|
SU1803328A1 |

